ГОСТ 18062-72 Резцы расточные цельные твердосплавные со стальным хвостовиком для сквозных отверстий. Конструкция и размеры. Расточные резцы для сквозных отверстий
Расточные резцы и их установка
Растачивают отверстия на токарных станках расточными резцами (рис. 118). В зависимости от вида растачиваемого отверстия различают: расточные резцы для сквозных отверстий (рис. 118, а) и расточные резцы для глухих отверстий (рис. 118, б). Эти резцы отличаются между собой главным углом в плане ф. При растачивании сквозных отверстий (рис. 118, а) главный угол в плане ф = 60°. Если растачивается глухое отверстие с уступом 90°, то главный угол в плане ф = 90° (рис. 118, б) и резец работает как упорно-проходной или ф = 95° (рис. 118, в) - резец работает с продольной подачей как упорно-проходной, а затем с поперечной подачей как подрезной.
Углы заточки расточных резцов
На рис. 118 показаны углы заточки расточных резцов, которые выбираются в основном такими же, как у резцов для наружного точения, за исключением заднего угла а, который для расточных резцов обычно имеет повышенное значение. Величина заднего угла зависит от диаметра растачиваемого отверстия: чем меньше диаметр отверстия, тем больше должен быть задний угол резца.
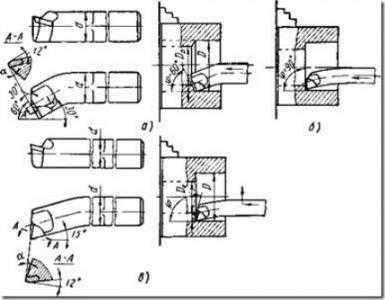
Рис. 118. Расточные резцы, оснащенные пластинками твердого сплава: а - проходной для обработки сквозных отверстий, б и в - упорно-проходной для обработки глухих отверстий
Сложность операции
Растачивание - операция более сложная, чем наружное обтачивание поверхностей, так как:
- при растачивании размер поперечного сечения резца должен быть значительно меньше диаметра отверстия, а вылет резца из резцовой головки несколько больше длины растачиваемого отверстия (рис. 119), поэтому при растачивании отверстия значительной длины возможен изгиб резца, а при высоких скоростях резания - сильные вибрации. Следовательно, такие резцы не дают возможности срезать стружку большого сечения;
- при растачивании менее удобно наблюдать за работой резца, так как резание происходит внутри отверстия.
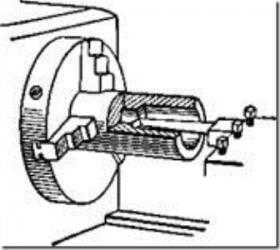
Рис. 119. Растачивание отверстия резцом
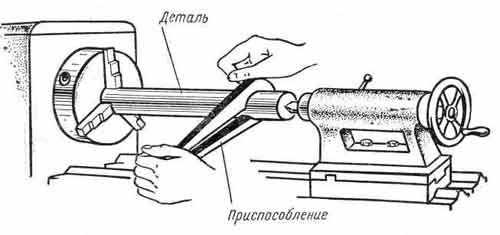
Для растачивания отверстий диаметром до 70 мм токарь-новатор В. К. Семинский предложил специальный расточный резец, оснащенный пластинкой из твердого сплава (рис. 120). Стержень резца имеет квадратное сечение по всей длине, рабочая часть резца повернута путем скручивания при изготовлении на угол 45° относительно опорной части. Такой резец отличается повышенной жесткостью по сравнению с обычным расточным резцом и допускает увеличение сечения стружки в 4-5 раз. При работе таким резцом с повышенной скоростью резания не наблюдается вибраций даже при значительном вылете державки.
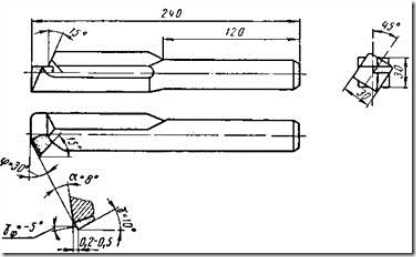
Рис. 120. Расточный резец, оснащенный пластинкой твердого сплава, конструкции В. К. Семинского
Чтобы повысить виброустойчивость резца, токарь-новатор В. Лакур предложил новую конструкцию расточного резца с пластинкой из твердого сплава (рис. 121). Особенностью этих резцов является то, что их главная режущая кромка расположена на уровне нейтральной оси стержня. Такое расположение режущей
Рис. 121. Расточный резец конструкции В. Лакура
кромки обеспечивает резцам значительное повышение виброустойчивости и, как следствие, дает возможность работать на больших скоростях резания и достигать улучшения чистоты обработанной поверхности.
Рис. 122. Оправка с резцом для растачивания сквозного отверстия
Установка резца
Отверстия большой длины растачивают резцами, закрепленными в специальных массивных оправках, размеры которых зависят от диаметра отверстия и его длины. Замена цельного расточного резца небольшим резцом, вставленным в расточную оправку, дает значительную экономию дорогостоящего инструментального материала. Способ крепления резца в оправке зависит от ее назначения. На рис. 122 показана оправка для растачивания сквозного отверстия; здесь резец расположен на значительном расстоянии от конца оправки. Для растачивания глухих отверстий резец крепится таким образом, что несколько выступает за передний торец оправки.
Перед растачиванием отверстия необходимо установить резец на требуемый диаметр по лимбу винта поперечной подачи, а затем расточить отверстие ручной подачей на длину 2-3 мм. Измерив диаметр штангенциркулем или другим измерительным прибором и убедившись в правильности размера, растачивают отверстие на остальную длину. Особенно важно правильно установить резец на требуемый диаметр при чистовом растачивании.
Положение режущей кромки резца зависит от вида растачивания. При черновом растачивании режущую кромку рекомендуется устанавливать на высоте центров или немного ниже. При чистовом растачивании режущую кромку нужно располагать выше линии центров примерно на 1/100 диаметра отверстия, учитывая, что вследствие силы, возникающей от сопротивления срезаемой стружки, резец может быть отжат вниз.
Похожие материалы
www.metalcutting.ru
ГОСТ 18062-72 Резцы расточные цельные твердосплавные со стальным хвостовиком для сквозных отверстий. Конструкция и размеры, ГОСТ от 27 июля 1972 года №18062-72
ГОСТ 18062-72
Группа Г23
РЕЗЦЫ РАСТОЧНЫЕ ЦЕЛЬНЫЕ ТВЕРДОСПЛАВНЫЕ СО СТАЛЬНЫМ ХВОСТОВИКОМ ДЛЯ СКВОЗНЫХ ОТВЕРСТИЙ
Конструкция и размеры
Solid carbide boring tools with steel shank for through holes. Design and dimensions
МКС 25.100.10
Дата введения 1974-01-01
1. Настоящий стандарт распространяется на цельные твердосплавные расточные резцы, предназначенные для растачивания сквозных отверстий в труднообрабатываемых материалах.
2. Резцы должны изготовляться трех типов:
1 - для координатно-расточных станков;
2 - для токарных автоматов;
3 - для токарных станков.
3. Основные размеры резцов должны соответствовать указанным на черт.1-3 и в табл.1-3.
Черт.1
Тип 1
Черт.1
Таблица 1
мм
Обозначение резца | Применяемость | Диаметр наименьшего растачиваемого отверстия | ||||
2145-0011 | 2,8 | 40 | 10 | 3 | ||
2145-0012 | 50 | 20 | ||||
2145-0013 | 3,8 | 6 | 40 | 10 | 4 | |
2145-0014 | 50 | 20 | ||||
2145-0015 | 4,7 | 45 | 15 | 5 | ||
2145-0016 | 60 | 30 | ||||
2145-0017 | 5,5 | 10 | 45 | 15 | 6 | |
2145-0018 | 65 | 35 | ||||
2145-0019 | 6,5 | 45 | 15 | 7 | ||
2145-0020 | 65 | 35 | ||||
2145-0021 | 7,5 | 12 | 50 | 20 | 8 | |
2145-0022 | 70 | 40 |
Пример условного обозначения резца типа 1, с размерами мм, мм из твердого сплава ВК6М, исполнения 1:
Резец 2145-0011 1 ВК6М ГОСТ 18062-72
То же, исполнения 2:
Резец 2145-0011 2 ВК6М ГОСТ 18062-72
Черт.2
Тип 2
Черт.2
Таблицы 2
мм
Правый резец | Левый резец | Диаметр меньшего растачиваемого отверстия | ||||||
Обозначение | Применяемость | Обозначение | Применяемость | |||||
2145-0023 | 2145-0024 | 2,8 | 70 | 20 | 3 | |||
2145-0025 | 2145-0026 | 3,8 | 10 | 4 | ||||
2145-0027 | 2145-0028 | 5,5 | 90 | 30 | 6 | |||
2145-0029 | 2145-0030 | 7,5 | 15 | 100 | 40 | 8 | ||
Пример условного обозначения резца типа 2, правого, с размерами мм из твердого сплава ВК6М, исполнения 1:
Резец 2145-0023 1 ВК6М ГОСТ 18062-72
То же, исполнения 2:
Резец 2145-0023 2 ВК6М ГОСТ 18062-72
Черт.3
Тип 3
Черт.3
Таблица 3
мм
Обозначение резца | Применяемость | Диаметр наименьшего растачиваемого отверстия | |||
2140-0101 | 2,8 | 120 | 20 | 3 | |
2140-0102 | 3,8 | 4 | |||
2140-0103 | 5,5 | 130 | 30 | 6 | |
2140-0104 | 7,5 | 140 | 40 | 8 |
Пример условного обозначения резца типа 3, с размерами мм из твердого сплава ВК6М, исполнения 1:
Резец 2140-0101 1 ВК6М ГОСТ 18062-72
То же, исполнения 2:
Резец 2140-0101 2 ВК6М ГОСТ 18062-72
4. Конструктивные размеры и геометрические параметры резцов указаны в приложении.
5. Технические требования - по ГОСТ 18064-72.
ПРИЛОЖЕНИЕ (рекомендуемое). КОНСТРУКТИВНЫЕ РАЗМЕРЫ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РАСТОЧНЫХ РЕЗЦОВ ТИПОВ 1, 2, 3 ДЛЯ СКВОЗНЫХ ОТВЕРСТИЙ
ПРИЛОЖЕНИЕРекомендуемое
1. Конструктивные размеры и геометрические параметры расточных резцов типов 1, 2, 3 указаны на чертеже и в таблице.
Черт.
Примечание. Пазы для выхода припоя делаются при технологической необходимости.
мм
Номин. | Пред. откл. | Номин. | Пред. откл. | (пред. откл. ±0,1) | Номин. | Пред. откл. | Пред. откл. | ||
2,8 | 22* | ±0,1 | 1,8 | 0,3 | 2,5 | ±0,4 | 1,0 | 0,4 | |
3,8 | 3,0 | 2,4 | ±0,1 | 0,4 | 3,0 | 1,5 | 0,5 | ||
4,7 | 3,8 | 2,9 | 0,6 | 3,5 | 2,0 | 0,7 | |||
5,5 | 4,4 | ±0,15 | 3,5 | 0,8 | 4,0 | ±0,5 | 2,5 | 0,9 | |
6,5 | 5,2 | 4,2 | ±0,15 | 1,0 | 4,5 | 3,0 | 1,0 | ||
7,5 | 6,0 | 4,8 | 1,5 | 5,0 | 3,5 | 1,2 | |||
__________________* Соответствует оригиналу. - Примечание "КОДЕКС".Текст документа сверен по:официальное изданиеРезцы. Конструкция и размеры. Часть 1: Сб. ГОСТов. - М.: ИПК Издательство стандартов, 2003
docs.cntd.ru
ГОСТ 18872-73 Резцы токарные расточные из быстрорежущей стали для обработки сквозных отверстий. Конструкция и размеры, ГОСТ от 07 июня 1973 года №18872-73
ГОСТ 18872-73
Группа Г23
РЕЗЦЫ ТОКАРНЫЕ РАСТОЧНЫЕ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ ДЛЯ ОБРАБОТКИ СКВОЗНЫХ ОТВЕРСТИЙ
Конструкция и размеры
HSS boring and turning tools for through holes. Design and dimensions
МКС 25.100.10
Дата введения 1974-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 7 июня 1973 г. N 1428Ограничение срока действия снято Постановлением Госстандарта СССР от 24.01.83 N 344ВЗАМЕН ГОСТ 1043-62 в части типа VI; МН 665-64; МН 5222-64ПЕРЕИЗДАНИЕ
1. Настоящий стандарт распространяется на токарные расточные резцы общего назначения из быстрорежущей стали для обработки сквозных отверстий.
2. Резцы должны изготовляться двух типов:
1 - расточные с углом ;
2 - расточные виброустойчивые.
3. Конструкция и основные размеры резцов должны соответствовать указанным на черт.1, 2 и в табл.1, 2.
Черт.1
Таблица 1
Размеры, мм
Обозначение резцов | Применяемость | Сечение резца | Диаметр наименьшего растачиваемого отверстия | |||||
2140-0501 | 120 | 25 | 28 | 8 | 3,5 | 14 | ||
2140-0502 | 140 | 40 | ||||||
2140-0503 | 16х16 | 35 | 10 | 4,5 | 18 | |||
2140-0504 | 170 | 60 | ||||||
2140-0505 | 140 | 40 | 12 | 5,5 | 21 | |||
2140-0506 | 170 | 70 | 30 | |||||
2140-0507 | 20х20 | 50 | 14 | 6,0 | 27 | |||
2140-0508 | 200 | 80 | ||||||
2140-0509 | 25х25 | 200 | 70 | 19 | 8,0 | 34 | ||
2140-0510 | 240 | 100 |
Пример условного обозначения резца типа 1 сечением мм, длиной мм:
Резец 2140-0502 ГОСТ 18872-73
Черт.2
Таблица 2
Размеры, мм
Обозначение резцов | Применяемость | Сечение резца | Диаметр наименьшего растачиваемого отверстия | |||||
2140-0521 | 120 | 25 | 28 | 8 | 3,5 | 14 | ||
2140-0522 | 140 | 40 | ||||||
2140-0523 | 16х16 | 35 | 10 | 4,5 | 18 | |||
2140-0524 | 170 | 60 | ||||||
2140-0525 | 140 | 40 | 12 | 5,5 | 21 | |||
2140-0526 | 170 | 70 | 30 | |||||
2140-0527 | 20х20 | 50 | 14 | 6,0 | 27 | |||
2140-0528 | 200 | 80 | ||||||
2140-0529 | 25х25 | 200 | 70 | 19 | 8,0 | 34 | ||
2140-0530 | 240 | 100 |
Пример условного обозначения резца типа 2 сечением мм, с длиной мм:
Резец 2140-0525 ГОСТ 18872-73
4. Величины радиусов скруглений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
5. Элементы конструкций и геометрические параметры резцов указаны в приложении.
6. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18868-73.
7. Технические требования - по ГОСТ 10047-62.
8. Маркировать - по ГОСТ 10047-62 с добавлением обозначения резца.
ПРИЛОЖЕНИЕ (рекомендуемое). ЭЛЕМЕНТЫ КОНСТРУКЦИЙ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ
ПРИЛОЖЕНИЕРекомендуемое
Элементы конструкций и геометрические параметры резцов указаны на черт.1, 2 и в табл.1, 2.
Черт.1
Черт.1
Таблица 1
Размеры, мм
Сечение резца | ||||||
15 | 9,5 | 6,4 | 4 | |||
30 | ||||||
16х16 | 23 | 12,0 | 8,0 | 5 | 7 | 8 |
48 | ||||||
26 | 15,0 | 9,6 | 6 | 8 | 10 | |
56 | ||||||
20х20 | 34 | 17,0 | 11,2 | 7 | 10 | 12 |
64 | ||||||
25х25 | 49 | 24,0 | 15,2 | 9 | 12 | 14 |
79 |
Черт.2
Черт.2
Таблица 2
Размеры, мм
Сечение резца | ||||||||
15 | 14 | 10 | 5,5 | 5,5 | 2,0 | 6 | ||
30 | 29 | |||||||
16х16 | 23 | 21 | 12 | 6,5 | 6,5 | 3,0 | 7 | 8 |
48 | 46 | |||||||
26 | 24 | 15 | 9,0 | 9,0 | 2,5 | 8 | 10 | |
56 | 54 | |||||||
20х20 | 34 | 28 | 17 | 11,0 | 11,0 | 2,0 | 10 | 12 |
64 | 58 | |||||||
25х25 | 49 | 40 | 24 | 14,0 | 14,0 | 3,5 | 12 | 14 |
79 | 70 |
Текст документа сверен по:официальное изданиеРезцы. Конструкция и размеры. Часть 1: Сб. ГОСТов. - М.: ИПК Издательство стандартов, 2003
docs.cntd.ru
Расточные резцы, их назначение и устройство - Растачивание цилиндрических отверстий на токарном станке - Комплексные работы
Растачивают отверстия на токарных станках тогда, когда сверление и рассверливание не обеспечивают необходимой точности размеров отверстий и чистоты обработанной поверхности.
| Расточной резец для сквозного отверстия |
При черновой и чистовой обработке растачивают отверстия расточными резцами. В зависимости от вида растачиваемых отверстий различают расточные резцы для сквозных отверстий (смотрите рисунок выше) и для глухих отверстий (смотрите рисунок ниже).
| Расточной резец для глухого отверстия |
Эти резцы отличаются между собой главным углом в плане φ (фи).
При растачивании сквозных отверстий главный угол в плане φ = 60°. Если растачивают глухое отверстие с уступом 90°, то главный угол в плане φ = 90°.
Резцы бывают для чернового, чистового и тонкого растачивания. Отверстия глубже (длиннее) 100 мм растачивают резцами, закрепленными в специальных оправках (смотрите рисунок ниже), размеры которых зависят от диаметра и длины отверстий.
| Оправка с резцом |
Вопросы
- Для чего предназначены расточные резцы?
- Как различают резцы в зависимости от растачиваемых отверстий?
- Чем отличаются резцы для растачивания глухих отверстий от резцов для растачивания сквозных отверстий?
Установка резцов в резцедержателе
Устанавливают расточной резец так. Закрепляют резец в четырехместном поворотном резцедержателе параллельно оси центров станка. Головку резца направляют в сторону патрона.
Вершина резца должна располагаться на линии центров (смотрите рисунок ниже) станка или несколько выше. Если вершина резца расположена ниже линии центров, возникнет трение задней поверхности резца о заготовку.
| Установка расточного резца |
Контролируют положение вершины резца по высоте, подводя резец к вершине центра передней или задней бабки. Регулируют положение вершины резца подкладками разной толщины. Подкладок должно быть не больше двух, иначе резец будет вибрировать.
Резец нужно закреплять с наименьшим вылетом (выступанием) из резцедержателя, который обеспечивал бы удобную и безопасную обработку заготовки. Большой вылет уменьшает прочность резца и дает возможность появлению вибрации при растачивании. Резец должен быть закреплен надежно не менее чем двумя болтами.
Запомните! Устанавливайте вершину резца по линии центров станка.
Вопросы
- Как правильно устанавливают резец в резцедержателе?
- Почему вершина резца должна располагаться по линии центров станка?
«Слесарное дело», И.Г.Спиридонов,Г.П.Буфетов, В.Г.Копелевич
Растачивать отверстия (внутренние цилиндрические поверхности) сложнее, чем обтачивать наружные поверхности. Основная трудность — малая жесткость расточного резца. Сквозные отверстия растачивают расточными резцами, показанными на рисунке. Смотрите рисунок – Расточной резец для сквозного отверстия Для этого обрабатываемую заготовку крепят в патроне токарного станка. Проверяют надежность крепления заготовки и резца. Растачивают сначала черновым резцом, который при помощи…
В зависимости от требуемой точности измерения и размеров диаметра отверстий применяют различный измерительный инструмент. Неточные цилиндрические отверстия можно измерять нутромером и измерительной линейкой, Для определения размера нужно величину развода ножек нутромера измерить линейкой или штангенциркулем. Измерение отверстия нутромером При растачивании отверстия под обработанный вал измеряют вначале диаметр вала штангенциркулем и затем устанавливают по ним ножки…
На токарных станках выполняют шлифование, накатку и другие отделочные работы. Шлифуют, когда размеры и форма детали выполнены с невысокой точностью, а к чистоте обработанной поверхности предъявляют повышенные требования. Деталь устанавливают на станке так же, как при обтачивании, приводят в быстрое вращение и чисто обрабатывают плоским напильником. Ручку напильника держат в левой руке, а правой придерживают…
www.ktovdome.ru
Расточной резец
Расточной резец
В производстве и машиностроении широко используются и применяются расточные резцы. Расточные резцы служат для обработки глухих и сквозных отверстий на станках токарной группы. Данными резцами можно достигать высокой частоты обработки и более точных отверстий.
Расточные резцы бывают быстрорежущие для обработки легких материалов и сплавов например фторопласт, алюминий, текстолит и другие материалы, резцы твердосплавные, монолитные или с пластинками из твердого сплава применяются для обработки отверстий в более твердых и прочных материалах например нержавеющая сталь, сырая сталь, бронза, латунь, каленые стали и другие материалы. Резцы для обработки отверстий бывают с круглой или квадратной державкой.
Для обработки отверстий расточными резцами необходимо иметь определенные навыки и умения например для сквозных отверстий резец можно установить в резцедержателе выше или ниже центра в зависимости от внутреннего обрабатываемого диаметра, а вот для глухих отверстий с подрезкой торца резец необходимо выставлять четко по центру что бы не оставалась бобышка в центре торца. При обработке глухих отверстий с подрезкой торца расточной резец должен быть в два раза меньше чем диаметр обрабатываемого отверстия, почему так? Это необходимо для того что, когда подрезается торец в отверстии тыльная часть резца не повредила обрабатываемое отверстие.
Выбор режимов резания для обработки отверстий зависти от заточки резца, обрабатываемого материала, диаметра отверстия и некоторых других факторов.
На сегодняшний день широко распространены расточные резцы со сменными пластиками имеющие различные формы и профили. Данные резцы удобны в использовании, а так же имеют набор запасных частей для державок и крепежей пластин. Такими резцами удобно работать из-за быстрой смены износившейся пластинки, жесткости, надежности, износостойкости. Данная группа резцов имеет больше плюсов и в некотором случае превосходят резца изображенные на картинке выше. Пластинки для расточных резцов изготавливаются для различных материалов и сплавов.
Для расточных резцов существуют определенные ГОСТы например для обработки сквозных отверстий резцами из быстрорежущей стали с наименьшим диаметром 14мм ГОСТ 18872-73, для глухих отверстий с наименьшим диаметром 6мм ГОСТ 18873-73. Токарные резцы с пластинками из твердого сплава для обработки сквозных ГОСТ 18882-73 и глухих отверстий ГОСТ 18883-73. Все расточные резцы имеют свой стандарт и ГОСТ.
www.tokar-work.ru
Резец расточной для сквозных отверстий — Инструментальные материалы
Наиболее широко распространенным и универсальным инструментом являются расточные державочные резцы, закрепляемые в борштангах и хвостовых оправках.
Рисунок 1. Односторонние расточные блоки с четырехгранными твердосплавными пластинками:- а – с призматической державкой;
- б – с угловой державкой.
Одним из видов расточных резцов с механическим креплением многогранных пластинок являются призматические резцы-вставки (односторонние расточные блоки), которые предназначены для размерной обработки отверстий по восьмому – десятому квалитетам точности (рис. 1, а, в). Режущие четырехгранные пластинки с помощью штифтов, запрессованному в державку, прижимаются наружными гранями базирующим поверхностям корпуса при затягивании крепежных винтов.
При применении точных пластинок подналадка размеров при замене изношенных режущих кромок исключается. Для завивания стружки на пластинках имеются заточенные или отпрессованные стружколомающие канавки. Резцы-вставки успешно применяются на некоторых заводах при растачивании глубоких отверстий. При этом повышается производительность обработки на 20-50 %.
Резцы с механическим креплением трехгранных пластинок из твердого сплава, предназначенные для точения деталей на копировальных автоматах и полуавтоматах, показаны на рис. 2. Эти резцы полностью исключают необходимость пайки и переточки твердого сплава.
Резец состоит из корпуса 1, в гнезде которого при помощи прихвата 6 и винта 7 с гайкой 9 закреплена режущая пластинка 4. Под режущей пластинкой расположена подкладка 3 из вязкого твердого сплава, закрепленная винтом 2 или заклепкой. Твердосплавная подкладка обеспечивает жесткую и ровную опору для пластинки и предохраняет корпус резца от повреждения при случайных поломках пластинок. Прихват прижимает режущую пластинку одновременно к нижней и боковым опорам, не давая ей вытягиваться из гнезда при работе с подачей, направленной от центра. Прижимная шайба 8 исключает возможность отвертывания гайки 9 в процессе резания, а штифт 5 удерживает винт 7 от проворота его при закреплении
Рисунок 2. Резец с трехгранной пластинкойДля оснащения резцов используют многогранные пластинки плоской формы с размером по диаметру описанной окружности 22 и 26 мм.
arxipedia.ru
ГОСТ 18062-72 Резцы расточные цельные твердосплавные со стальным хвостовиком для сквозных отверстий. Конструкция и размеры
Текст ГОСТ 18062-72 Резцы расточные цельные твердосплавные со стальным хвостовиком для сквозных отверстий. Конструкция и размеры
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЦЫ РАСТОЧНЫЕ ЦЕЛЬНЫЕ ТВЕРДОСПЛАВНЫЕ СО СТАЛЬНЫМ ХВОСТОВИКОМ ДЛЯ СКВОЗНЫХ ОТВЕРСТИЙ
Конструкция и размеры
Solid carbide boring tools with steel shank for through holes.
Design and dimensions
ГОСТ
18062-72
МКС 25.100.10
Постановлением Государственного комитета стандартов Совета Министров СССР от 27 июля 1972 г. № 1513 дата введения установлена
01.01.74
1. Настоящий стандарт распространяется на цельные твердосплавные расточные резцы, предназначенные для растачивания сквозных отверстий в труднообрабатываемых материалах.
2. Резцы должны изготовляться трех типов:
1 — для координатно-расточных станков;
2 — для токарных автоматов;
3 — для токарных станков.
3. Основные размеры резцов должны соответствовать указанным на черт. 1—3 и в табл. 1—3.
Тип 1
Исполнение 1
Исполнение 2
Черт. 1
Издание официальное Перепечатка воспрещена
Н
Переиздание.
Таблица 1
мм
|
Обозначение резиа |
Применяе мость |
н |
D |
L |
1 |
Диаметр наименьшего растачиваемого отверстия Dx |
|
2145-0011 |
2,8 |
6 |
40 |
10 |
3 | |
|
2145-0012 |
50 |
20 | ||||
|
2145-0013 |
3,8 |
40 |
10 |
4 | ||
|
2145-0014 |
50 |
20 | ||||
|
2145-0015 |
4,7 |
10 |
45 |
15 |
5 | |
|
2145-0016 |
60 |
30 | ||||
|
2145-0017 |
5,5 |
45 |
15 |
6 | ||
|
2145-0018 |
65 |
35 | ||||
|
2145-0019 |
6,5 |
12 |
45 |
15 |
7 | |
|
2145-0020 |
65 |
35 | ||||
|
2145-0021 |
7,5 |
50 |
20 |
8 | ||
|
2145-0022 |
70 |
40 |
Пример условного обозначения резца типа 1, с размерами Н = 2,8 мм, L = 40 мм из твердого сплава ВК6М, исполнения 1:
Резец 2145-00111ВК6МГОСТ 18062-72
То же, исполнения 2\
Резец 2145-00112 ВК6М ГОСТ 18062- 72
Т и п 2
Исполнение 1
Черт. 2
Таблица 2
мм
|
Правый резец |
Левый резец |
н |
D |
/ |
Диаметр меньшего | |||
|
Обозначение |
Приме няемость |
Обозначение |
Приме няемость |
L |
растачиваемого отверстия Dx | |||
|
2145-0023 |
2145-0024 |
2,8 |
70 |
20 |
3 | |||
|
2145-0025 |
2145-0026 |
3,8 |
10 |
4 | ||||
|
2145-0027 |
2145-0028 |
5,5 |
90 |
30 |
6 | |||
|
2145-0029 |
2145-0030 |
7,5 |
15 |
100 |
40 |
8 | ||
Пример условного обозначения резца типа 2, правого, с размерами Н= 2,8 мм из твердого сплава ВК6М, исполнения 1:
2145-0023 1 ВК6М ГОСТ 18062- 72
То же, исполнения 2:
2145-0023 2 ВК6М ГОСТ 18062- 72 Т и п 3
Исполнение 1
Исполнение 2
мм
|
Обозначение резца |
Применяе мость |
н |
L |
/ |
Диаметр наименьшего растачиваемого отверстия Dt |
|
2140-0101 |
2,8 |
120 |
20 |
3 | |
|
2140-0102 |
3,8 |
4 | |||
|
2140-0103 |
5,5 |
130 |
30 |
6 | |
|
2140-0104 |
7,5 |
140 |
40 |
8 |
Пример условного обозначения резца типа 3, с размерами Н = 2,8 мм из твердого сплава ВК6М, исполнения 7:
Резец 2140-01011ВК6МГОСТ 18062- 72
То же, исполнения 2:
Резец 2140-0101 2 ВК6МГОСТ 18062- 72
4. Конструктивные размеры и геометрические параметры резцов указаны в приложении.
5. Технические требования — по ГОСТ 18064—72.
ПРИЛОЖЕНИЕ
Рекомендуемое
КОНСТРУКТИВНЫЕ РАЗМЕРЫ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РАСТОЧНЫХ РЕЗЦОВ ТИПОВ I, 2, 3 ДЛЯ СКВОЗНЫХ ОТВЕРСТИЙ
1. Конструктивные размеры и геометрические параметры расточных резцов типов 1, 2, 3 указаны на чертеже и в таблице.
Рекомендуемая схема пайки или склеивания
Примечание. Пазы для выхода припоя делаются при технологической необходимости.
мм
|
d |
ъ |
К |
Г |
С | |||||
|
н |
Номин. |
Пред. откл. |
Номин. |
Пред. ОТКЛ. |
а (пред. откл. ±0,1) |
Номин. |
Пред. ОТКЛ. |
Пред. откл. |
, IT14 * 2 |
|
2,8 |
22 |
+0,1 |
1,8 |
0,3 |
2,5 |
±0,4 |
1,0 |
0,4 | |
|
3,8 |
3,0 |
2,4 |
±0,1 |
0,4 |
3,0 |
1,5 |
0,5 | ||
|
4,7 |
3,8 |
2,9 |
0,6 |
3,5 |
2,0 |
0,7 | |||
|
5,5 |
4,4 |
+0,15 |
3,5 |
0,8 |
4,0 |
±0,5 |
2,5 |
0,9 | |
|
6,5 |
5,2 |
4,2 |
±0,15 |
1,0 |
4,5 |
3,0 |
1,0 | ||
|
7,5 |
6,0 |
4,8 |
1,5 |
5,0 |
3,5 |
1,2 | |||
allgosts.ru