Основные виды и этапы обработки нержавеющей стали. Травление нержавеющей стали
Обработка нержавейки – описание востребованных способов + Видео
Травление нержавеющей стали, а также другие виды ее обработки придают изделиям из нержавейки привлекательный вид и улучшают их качество. За счет этого они могут использоваться и в быту, и в строительной сфере, и в разнообразных промышленных отраслях.
1 Сатинирование нержавейки – популярный метод обработки
Нержавеющая сталь часто применяется для изготовления промышленных конструкторских изделий и всевозможных элементов декора. Такие детали в большинстве случаев подвергаются сатинированию (полированию, шлифованию). Этот вид обработки считается достаточно практичным и при этом гарантирующим высокий результат. Поверхность изделий из нержавейки после проведения операции приобретает "атласный" вид.
Шлифование позволяет замаскировать практически любые дефекты, имеющиеся на конструкциях из нержавеющей стали, делая изъяны малозаметными.
Сатинирование материала может выполняться пневматическими приспособлениями либо вручную. В первом случае используются следующие инструменты:
- шлифовальные ленты;
- ленточный пневмонапильник;
- барабанно-ленточная шлифмашинка.

Сатинирование материала из нержавейки
Рекомендуем ознакомиться
Вручную полирование выполняется при помощи шлифовальных листов и специального шлифка.
На крупных производствах шлифование почти всегда производится посредством специальных агрегатов. А частные мастерские при изготовлении изделий и конструкций из нержавейки используют шлифок. Обработка стали с его помощью выглядит так:
- С поверхности изделия удаляют прижоги и сварной шов.
- Разметывают стыковочные риски на конструкции специальной защитной лентой, сделанной из алюминия. Ее необходимо наклеить на полируемую деталь в 2–3 слоя.
- Затем осуществляется обработка части изделия ручным шлифком посредством движений возвратно-поступательного характера. Обратите внимание! Нельзя чересчур сильно давить на шлифок.
- После того как обработка одной части детали завершается, на нее размещается алюминиевая лента. После этого шлифуется соседняя зона.
Шлифовальные листы используются в ситуациях, когда применение шлифка является нецелесообразным, а также при необходимости восстановления поврежденной при сатинировании поверхности. В этом случае следует правильно подобрать зернистость инструмента. Делается это, как правило, на черновой детали.
2 Травление – отлично скрывает следы после сварки нержавейки
Травильная процедура нержавейки также выполняется достаточно часто. Ее используют после термообработки, холодной и горячей деформации стали. Эта операция удаляет дефекты, образующиеся на поверхности нержавейки при разных видах термообработки и применения сварочного аппарата. Травление убирает следы окалины и цвет побежалости. Кроме того, оно способствует обновлению на стальных изделиях пассивного слоя, защищающего металл от негативного воздействия повышенных температур.
В промышленных условиях травление осуществляется с помощью расплавленных щелочных составов либо растворов (водных) кислот без воздействия электролиза или с таковым. Если используется кислота, операция производится в два этапа. Сначала нержавейку помещают в ванну с сернокислым раствором, затем – в азотнокислую среду. Щелочное травление подразумевает обработку стали расплавом каустической соды. Она не изменяет структуру металла и при этом отлично разрушает оксидную пленку на его поверхности.
В быту и в небольших частных мастерских травление выполняется с помощью специальных пастоподобных составов. Процедура может осуществляться даже неподготовленным человеком. Травильная паста представляет собой желеобразную прозрачную жидкость. Ее делают из плавиковой и азотной кислоты. В подобных составах отсутствует потенциально небезопасная соляная кислота и вредные для здоровья человека хлориды.

Травильная паста для нержавеющей стали
Травильная паста наносится на очищенное изделие (его следует помыть и качественно обезжирить любым подходящим средством) и оставляется на поверхности на определенное время (оно указывается на упаковке). В большинстве случаев обработка нержавейки происходит на протяжении 10–60 минут. После этого травильная паста смывается. Для этих целей используют большое количество обыкновенной воды.
Травильная паста изготавливается разными фирмами. На отечественном рынке популярностью пользуются далее указанные составы:
- SAROX TS-K 2000 – паста, которую можно использовать на любых нержавеющих поверхностях (в том числе и на вертикальных). Она гарантирует получение привлекательно вида сварного шва и надежную защиту металла от температурных воздействий. Эта травильная паста очищает нержавейку всего за 10 минут.
- Avesta BlueOne – состав для эффективного восстановления нержавеющих поверхностей, удаления с них следов коррозии и сварочных мероприятий, придания изделиям блеска. Обработка стали такой пастой должна продолжаться около 45 минут. При этом температура окружающей среды не может быть меньше +5°.
- Stain Clean от ESAB – паста с замечательным травильным эффектом. Ее не требуется каким-либо образом подготавливать, состав готов к использованию прямо из бутылки.
Важно! Любая паста наносится на очищенную заранее поверхность посредством кислотостойкой кисти и пластиковой лопатки.
3 Воронение и другие способы обработки нержавеющей стали – короткий обзор
Декоративные изделия из нержавейки нередко хромируют, чтобы придать им красивый вид и защитить от износа и коррозии. Хромирование рекомендовано для увеличения стойкости против механических воздействий на трущиеся части машин и различных приборов из нержавеющей стали, на режущий и мерительный инструмент.
Теоретически можно выполнять декоративное хромирование в домашних условиях. Но эта процедура требует от человека определенных знаний и умений. Поэтому лучше доверять хромирование мастерам специализированных центров. Тогда вы получите по-настоящему качественную и красивую поверхность изделий из нержавейки.
Популярно среди бытовых пользователей и воронение (чернение) стали. Эта технология применяется для декоративной отделки нержавеющих поверхностей. Воронение выполняется по трем методикам:
- кислотной;
- щелочной;
- тепловой.

Воронение стального нержавеющего сплава
Кислотное воронение выполняется электрохимическим либо химико-физическим способом в растворах кислот, щелочное – в растворах щелочей. При тепловой операции нержавейка обрабатывается в одной из следующих сред:
- растопленные соли;
- раствор спирта и аммиака в парообразном виде;
- в пароперегретой атмосфере.
Тепловое воронение осуществляется при высоких температурах (от 250 до 850 °С) в особых установках. Понятно, что таковые имеются только в специальных мастерских. Именно в них и следует заказывать декоративное воронение изделий из нержавеющей стали, используемых в быту. А вот холодное чернение может выполняться и дома.
Еще один способ обработки нержавейки – ее покраска. Такая операция может производиться порошковыми или жидкими составами. Первые считаются более предпочтительными, так как они обеспечивают получение на поверхности окрашенных изделий высокопрочной пленки, которая защищает металл от химических, температурных, механических и коррозионных воздействий.
tutmet.ru
Травление - нержавеющая сталь - Большая Энциклопедия Нефти и Газа, статья, страница 1
Травление - нержавеющая сталь
Cтраница 1
Травление нержавеющих сталей и жаропрочных сплавов перед пайкой обычно не производят. [1]
Травление нержавеющих сталей обычно производят в азотной кислоте с добавками HF, KF и других веществ. [2]
Для травления нержавеющих сталей применяют раствор, представляющий собой смесь соляной, азотной и фосфорной кислот. Такой раствор является предварительным и для размерного глубокого травления нержавеющих сталей в окончательном виде непригоден ( 4 ] и поэтому дополнительно на каждые 3 8 л раствора растворяется около 450 г нержавеющей стали. Добавление в раствор такого количества нержавеющей стали приводило к понижению его кислотности, а введение в раствор дополнительно железа, хрома и никеля способствовало созданию-оптимальных условий для начала травления и устойчивого протекания всего последующего травильного процесса. [4]
Для травления нержавеющей стали в последнее время применяется комбинированный щелочно-кислотный способ, заключающийся в предварительном травлении в расплавленной щелочи ( 8 ( Р / о едкого натра и 20 / 0 селитры) в течение 10 - 30 мин. Этот способ в несколько раз снижает потери металла, расход кислоты и увеличивает производительность. [5]
Для травления нержавеющей стали в последнее время применяется комбинированный щелочно-кислотный способ, заключающийся в предварительном травлении в расплавленной щелочи ( 80 % едкого натра и 20 % селитры) в течение 10 - 30 мин с последующим травлением в 13-процентном растворе серной или соляной кислоты в течение 5 - 20 мин. Этот способ в несколько раз снижает потери металла, расход кислоты и увеличивает производительность. [6]
Для травления нержавеющей стали рекомендуют применять ток с периодической или переменной полярностью. [8]
Для травления окисленных нержавеющих сталей, содержащих шпинели, оксиды хрома, никеля, титана, молибдена, вольфрама и др. легирующих элементов, неприменимы растворы травления для углеродистых сталей. Обычно травильные растворы для нержавеющих сталей состоят из смеси нескольких кислот со специальными добавками, выполняющими функции окислителя, ингибитора или регулятора травления. [9]
При травлении нержавеющих сталей, иикельхромовых сплавов в растворах на основе азотной кислоты ингибиторы почти не применяются, так как они тормозят растворение окалины и соответственно увеличивают время травления. Для предотвращения этих нежелательных явлений иногда могут быть использованы ингибиторы. [10]
Существует много вариантов травления нержавеющих сталей. Например, травление при 20 - 30 С в течение 10 - 20 мин ( после обезжиривания) в растворе НС1 ( конц. [11]
Рекомендованы также различные способы травления нержавеющей стали [5, 7], однако заготовки и детали из этого металла можно склеивать и без специальной обработки поверхности. Достаточно их обезжирить, протерев тампоном, смоченным ацетоном, или промыть в водном растворе ОП-7 концентрацией 1 5 - 2 0 г / л при 75 - 80 С в течение 3 - 5 мин. [13]
По данным [199 ], при травлении нержавеющих сталей гладкая поверхность получается в растворе 100 г / л селенистой кислоты; 50 г / л сульфата меди и 75 см3 азотной кислоты. [14]
Хьюсби [7 ] приводит дополнительные данные по травлению нержавеющих сталей смесью из азотной и соляной кислот и хлорной меди. [15]
Страницы: 1 2 3
www.ngpedia.ru
Травление - нержавеющая сталь - Большая Энциклопедия Нефти и Газа, статья, страница 3
Травление - нержавеющая сталь
Cтраница 3
Главной особенностью состава ОТР, образующихся при травлении легированных и нержавеющих сталей, является содержание в них, кроме железа, легирующих металлов - хрома, никеля, молибдена, вольфрама, марганца и др. Составы ОТР различаются и по содержанию в них свободной кислоты и по соотношению нитрат - и хлорид-ионов. Рассмотрим метод нейтрализации, разработанный применительно к сточным водам цеха травления легированной стали метизного производства одного металлургического комбината. [31]
Фильтры изготавливаются в двух исполнениях. Одно применяется, когда в очищаемом воздухе содержатся жидкие частицы и требуется непрерывный вывод уловленной жидкости из корпуса аппарата, например, для таких операций, как хромирование, травление нержавеющей стали в серной кислоте и др. В случаях, когда улавливаемые частицы кристаллизуются в газоходе до фильтра или непосредственно на фильтрующей перегородке, возможно и применение фильтра в другом исполнении. В этом случае кассета промывается только вне корпуса, например, при сернокислотном никелировании, электрохимическом обезжиривании и др. Периодичность промывки зависит от концентрации улавливаемого продукта и составляет 15 - 30 сут. [33]
Технология производства прутков из нержавеющих и жаропрочных сталей по сравнению с технологией производства прутков из других легированных сталей отличается способом подготовки поверхности прутков к волочению. Это объясняется особым составом окалины на поверхности горячекатаных прутков нержавеющей стали. Травление нержавеющей стали вследствие высокой стойкости ряда ее окислов является сложной и ответственной операцией, от которой зависит качество готовой продукции. Часть окислов в окалине нержавеющей стали растворяется в кислотах быстрее и легче, например окислы железа и никеля; плохо и медленно растворяются в кислотных растворах окислы хрома, кремния и титана. Последние три окисла легче растворяются в щелочных расплавах. Находящиеся в окалине прутков нержавеющей стали окислы хрома Сг2Оз и шпинель практически в кислотах не растворяются. [34]
Следы неудаленной травлением окалины также могут служить причиной покрытия поверхности ржавчиной. Эта шносная ржавчина не имеет ничего общего с разрушением поверхности нержавеющих сталей коррозией и легко удаляется травлением или полированием. Легкое травление нержавеющих сталей в окислительных средах ( азотная кислота) способствует образованию на поверхности тонких пассивных пленок и улучшению их коррозионной стойкости. [35]
Травлению подвергаются детали из нержавеющей стали, если они обрабатывались с применением нагрева, или загрязненные окалиной. Химическое травление применяется также для очистки сварных швов. Для травления нержавеющих сталей используются растворы серной, азотной, ортофос-форной, соляной кислот и их смеси различной концентрации. [36]
В атомной технике фтористый водород применяется для получения шестифтористого урана. Жидкий фтористый водород используется как катализатор в процессах алкилирования в нефтепереработке. Фтористоводородная кислота широко применяется для травления нержавеющей стали, а также для обработки руд и очистки некоторых редких метал -: лов ( ниобия, тантала, бериллия), производство которых выросло в связи с применением их в оборонной промышленности. [37]
Для исследования стали с 18 % Сг и 8 % Ni на склонность к ин-теркристаллитной коррозии Шафмейстер [79 ] считает пригодным электролитическое травление. Он предполагал, что наиболее благоприятные условия для выявления карбидов, помимо действия электролитов, могут быть достигнуты путем изменения силы тока и длительности травления. Наряду со степенью диссоциации своеобразие травления нержавеющих сталей в различных электролитах зависит в значительной степени от образования и разрушения пассивирующего слоя. [38]
В незначительных количествах азотная кислота применяется для травления латуни и фотогравирования, для разделения серебра и золота, а также в производстве редких металлов. Для производства урана ( U-235) и плутония в 1961 г. было израсходовано 22 2 тыс. т азотной кислоты, а также 2 тыс. т для обработки урановых руд. Основная часть товарной азотной кислоты идет на травление нержавеющей стали. [39]
Вскрытие осуществляют на всю глубину сварного шва. Затем проводят травление поверхности выборки и осмотр сечения шва при помощи 2 - 4-кратных луп. Перед травлением поверхность очищают мелкой наждачной бумагой и обезжиривают ( для за-сверловки) или обрабатывают наждачным кругом до чистоты, определяемой шероховатостью не более 2 5 мкм. Травление нержавеющих сталей проводят царской водкой, а углеродистых и низколегированных сталей-15 % - ным раствором надсернистого аммония с последующим осветлением 10 % - ным раствором азотной кислоты. Если при вскрытии сварных швов будут выявлены недопустимые дефекты, то проводят дополнительное вскрытие соседних участков для установления границ дефектного участка шва. [40]
Вскрытие осуществляют на всю глубину сварного шва. Затем производят травление поверхности выборки и осмотр сечения шва при помощи 2 - 4-кратных луп. Контроль за выполнением операций вскрытия сварных швов и осмотр мест вскрытия осуществляются работниками ОТК. Перед травлением поверхность очищается мелкой наждачной бумагой и обезжиривается ( для засверловки) или обрабатывается наждачным кругом до чистоты, определяемой шероховатостью не более 2 5 микрона. Травление нержавеющих сталей производят царской водкой, а углеродистых и низколегированных сталей - 15 % - ным раствором надсер-нистого аммония с последующим осветлением 10 % - ным раствором азот, ой кис лоты. Если при вскрытии сварных швов будут выявлены недопустимые дефекты, то производят дополнительное вскрытие соседних участков для установления границ дефектного участка шва. Одновременно производят вскрытие остальных швов, выполненных тем же сварщиком в количестве, удвоенном против установленных норм. Дефектный участок сварного шва удаляется, после чего подготавливают кромки под сварку и заваривают этот участок в соответствии с указаниями инструкции по сварке. [41]
Для защиты стали от перетравливания и наводораживания при катодном травлении применяются электролиты, содержащие, помимо серной или соляной кислот, соли свинца или олова. Пузырьки водорода, выделяющиеся при электролизе в таких растворах, разрыхляют окалину и отрывают ее от поверхности катода. На освобожденных от окалины участках металла осаждается тонкой пленкой свинец или олово. Пленка эта защищает металл от дальнейшего травления и проникновения водорода. После удаления окалины защитная пленка снимается при обработке изделий в щелочных растворах. Для травления нержавеющих сталей может применяться и процесс с наложением переменного тока. [42]
Страницы: 1 2 3
www.ngpedia.ru
Травление нержавеющей - Справочник химика 21
В — от об. до 80°С в смеси 10—14% НЫОз и 2—47о НР при травлении нержавеющей стали. И — стальные резервуары, футерованные графитовым кирпичом. [c.214]ТРАВЛЕНИЕ НЕРЖАВЕЮЩИХ, ЖАРОСТОЙКИХ И ЖАРОПРОЧНЫХ СТАЛЕЙ [c.224]
МН-3 40-50 60 Предварительное травление нержавеющей стали [c.91]
ПБ-6-3 50 3—5 Окончательное травление нержавеющей стали [c.91]
В табл. 4.3 приведены типовые составы растворов для травления сталей. Сведения об ингибиторах, рекомендуемых для травления сталей в промышленных условиях, приведены в табл. 4.4. Эти ингибиторы не могут быть использованы при травлении нержавеющих высоколегированных сталей, которые травят растворами серной или азотной кислот с добавкой галогенид-ионов в качестве активаторов растворения окалины. [c.251]
Почти вся вырабатываемая азотная кислота используется на месте производства (главным образом для получения удобрений). Продажи азотной кислоты в 1963 г. и 1967 г. составили только 6% общего производства [27]. Основная часть товарной азотной кислоты идет на травление нержавеющей стали. [c.362]В атомной технике фтористый водород применяется для получения шестифтористого урана. Жидкий фтористый водород используется как катализатор в процессах алкилировання в нефтепереработке. Фтористоводородная кислота широко применяется для травления нержавеющей стали, а также для обработки руд и очистки некоторых редких метал- лов (ниобия, тантала, бериллия), производство которых выросло в связи с применением их в оборонной промышленности. [c.414]
Травление нержавеющей стали. 6,4 5 4,4 3 4,5 3 7,3 4 11,7 5 8,6 3 [c.415]
Травление нержавеющей стали 0,3 1,5 [c.215]
Рекомендованы также различные способы травления нержавеющей стали [5, 7], однако заготовки и детали из этого металла можно склеивать и без специальной обработки поверхности. Достаточно их обезжирить, протерев тампоном, смоченным ацетоном, или промыть в водном растворе ОП-7 концентрацией 1,5—2,0 г/л при 75—80 "С в течение 3—5 мин. [c.202]
Травление нержавеющих сталей обычно производят в азотной кислоте с добавками НР, КР и других веществ. [c.31]
Травление нержавеющей стали [c.295]Азотная кислота в смеси с соляной применяется для травления нержавеющей стали. [c.103]
Для защиты стали от перетравливания и наводораживания при катодном травлении применяются электролиты, содержащие, помимо серной или соляной кислот, соли свинца или олова. Пузырьки водорода, выделяющиеся при электролизе в таких растворах, разрыхляют окалину и отрывают ее от поверхности катода. На освобожденных от окалины участках металла осаждается тонкой пленкой свинец или олово. Пленка эта защищает металл от дальнейшего травления и проникновения водорода. После удаления окалины защитная пленка снимается при обработке изделий в щелочных растворах. Для травления нержавеющих сталей может применяться и процесс с наложением переменного тока. [c.31]
В последнее время щирокое распространение получил комбинированный щелочно-кислотный метод травления нержавеющей стали. Предварительно прокат обрабатывают в расплаве МаОН и ЫаЫОз, нагретом до 450—550° С, что позволяет частично разрушить окалину и образовать рыхлую пленку окислов, в последующем легко травимую в кислотном растворе. Входящие в состав окалины шпинель РеО СггОз и окись хрома реагируют со щелочью и селитрой, в результате образуется легко растворимое соединение (хромат натрия). Хромат натрия поглощается щелочной ванной, частично оседает в ней и частично растворяется в воде при промывке подката после щелочной ванны. Опавшие при обработке в щелочной ванне нерастворенные в расплаве окислы накапливаются на дне ванны в виде шлама, который периодически из ванны удаляют. После этой обработки на металле остается слой окалины, состоящий [c.352]
Сырьевые затраты на гидридную обработку стальной проволоки не должны превышать таковые при щелочно-кислотном методе травления. Расходные коэффициенты для травления нержавеющих и жаропрочных сталей взяты из [6]. [c.75]
Раствор для травления нержавеющей стали [c.33]
Для травления нержавеющей стали рекомендуют применять ток с периодической или переменной полярностью. Электрохимический метод травления имеет следующие преимущества перед простым химическим процесс травления управляем травление происходит более интенсивно и полно этот метод позволяет обрабатывать металлы и сплавы, не поддающиеся химическому травлению (например, легированные стали). [c.80]
Электролитическое травление нержавеющих сталей можно также проводить в 5—10%-ном растворе азотной кислоты, при комнатной температуре, продолжительность 10 мин. Катодная плотность тока 3—5 а/дм . В качестве анодов применяют кремнистый чугун, катодами служит нержавеющая сталь. [c.103]
По данным [199 ], при травлении нержавеющих сталей гладкая поверхность получается в растворе 100 г/л селенистой кислоты 50 г л сульфата меди и 75 см азотной кислоты. [c.104]
Так, реактив применяли для травления нержавеющих хромистых сталей с молибденом и вольфрамом [177], а также для выявления о-фазы в аустенитной стали типа 25-20 с кремнием [17]. [c.14]
Реактив предложен и употребляется в основном для травления нержавеющих и жаропрочных сталей с никелем, хромом, кобальтом, бором и т. д. [c.49]
При травлении до 5 мин реактив можно применять для травления нержавеющих хромоникелевых сталей. [c.62]
Электролиты для химического и электрохимического травления обозначены в таблице следующим образом I и II — для химического травления углеродистой стали, покрытой окалиной III — для ст )ли, не покрытой окалиной IV —для стальной проволоки V —для стальных листов VI —длл предварительного травления нержавеющей стали VII —то же до блеска VIlI —XII —для анодного травления [c.942]
Особенности травления нержавеющих сталей в ингибированных средах / Е. Н. Чанкова, С. Г. Тыр, Г. А. Еремеева. Л. А. Бовина — В кн. Разработка мер защиты металлов от коррозии. Ростов-на-Дону, изд-во Ростовского Гос. ун-та, 1973, с. 217—218. [c.176]
При травлении нержавеющих сталей, ннкельхромовых сплавов в растворах на основе азотной кислоты ингибиторы почти не применяются, так как они тормозят растворение окалины и соответственно увеличивают время травления. Однако в некоторых случаях при травлении в этих растворах наблюдается структурная коррозия, выпадение зерен, питтинг. Для предотвращения этих нежелательных явлений иногда могут быть использованы ингибиторы. [c.111]
Нержавеющие стали. Существует много вариантов травления нержавеющих сталей. Например, травление при 20—30 °С в течение 10—20 мин (после обезжиривания) в растворе НС (конц.) —50% (об.), HNO3 (конц.) —5% (обл.), Н2О —45% (об.) и РеС1з-6НгО—150 г на 1 л раствора кислот. Однако с точки зрения прочности клеевого соединения травление не имеет преимуществ перед механическим способом подготовки поверхности (пескоструйная обработка) [c.58]
Вскрытие осуществляют на всю глубину сварного шва. Затем производят травление поверхности выборки и осмотр сечения шва при помощи 2—4-кратных луп. Контроль за выполнением операций вскрытия сварных швов и осмотр мест вскрытия осуществляются работниками ОТК. Перед травлением поверхность очищается мелкой наждачной бумагой и обезжиривается (для засверловки) или обрабатывается наждачным кругом до чистоты, определяемой шероховатостью не более 2,5 микрона. Травление нержавеющих сталей производят царской водкой, а углеродистых и низколегированных сталей — 15%-ным раствором надсер-нистого аммония с последующим осветлением 10%-ным раствором азот, ой кислоты. Если при вскрытии сварных швов будут выявлены недопустимые дефекты, то производят дополнительное вскрытие соседних участков для установления границ дефектного участка шва. Одновременно производят вскрытие остальных швов, выполненных тем же сварщиком в количестве, удвоенном против установленных норм. Дефектный участок сварного шва удаляется, после чего подготавливают кромки под сварку и заваривают этот участок в соответствии с указаниями инструкции по сварке. [c.323]
Таким образом, межкристаллитиое разрушение нержавеющих сталей протекает в определенной области потенциалов. При потенциостатическом травлении нержавеющих сталей в электропроводящих средах сокращается время испытаний, требуемое для выявления МКК. Таким образом, потенцпостатпче-ский метод позволяет обнаружить склонность действующих аппаратов к МКК- [c.18]
Изучение большого числа электролитов, предложенных для травления нержавеющих сталей с окалиной, возникающей при термической обработке, проведенное нами совместно с Красноруц-кой, Остаповичем [145], показало, что ни один из них не обладает способностью удалять окалину одновременно со многих марок сталей (табл. 7,5). Это создает неудобства на машиностроительных заводах, где, как правило, применяются стали ферритного, полуфер-ритного, мартенситного и аустенитного классов. [c.229]
Химические способы обработки (травление) применяют для тонкостенных, изделий, имеющих труднодоступные поверхности. Химическое травление стали обычно ведут в соляной или серной кислоте с добав ками ингибиторов во избежание наводороживания поверхности. Травление нержавеющих сталей проводят в азотной [c.132]
Замедляет переход к адгезионному характеру разрушения и повышает усталостную прочность правильный выбор способа подготовки субстрата под склеивание. Например, травление нержавеющей стали растворами слабых кислот вместо сильных снижает кратковременную прочность клеевых соединений, но повышает сопротивление усталости. Наихудшие результаты дает опескоструивание [122]. [c.253]
С целью экономии дефицитных материалов в настоящее вреая взамен кислотного метода травления нержавеющих, жаростойких и жаропрочных сталей успешно применяют щелочно-кислотный и гндридвый методы [c.133]
НР в растворах сильных кислот, которые применяют в ваннах для травления нержавеющей стали [167] если же НР необходимо смешивать с другими сильными кислотами (например, с НМОз), то кислотность все равно можно найти, используя хингидронный или ионообменный электрод Регтапкх [167] [c.132]
Наличие окалины на углеродистой стали ускоряет коррозионный процесс, так как в системе сталь—окалина катодом является окисная пленка. При химическом травлении нержавеющей стали Х18Н10Т образца без окалины потенциал более положителен, чем потенциал образца с окалиной. С увеличением времени выдержки потенциалы на образцах с окалиной и без окалины сближаются и сдвигаются в сторону больших значений, следовательно, происходит самопассивация стали в травильном растворе, что тормозит коррозионный процесс. [c.277]
Азотная кислота (уд. вес 1,4)......... 50 ного и 5 — для окончательного травления нержавеющей стали раствор 6 — для низкоуглеро- [c.101]
При химическом травлении нержавеющих и жаропрочных сталей аустенит-ного класса (например. ЯО, Я1Т и др.) хорошие результаты дает реактив, содержащий 50 частей соляной кислоты (НО), 5 частей азотной кислоты (HNOj) и 50 частей воды. [c.62]
Технология производства прутков нз нержавеющих и жаропрочных сталей по сравнению с технологией производства прутков из других легированных сталей отличается способом подготовки поверхности прутков к волочению. Это объясняется особым составом окалины на поверхности горячекатаных прутков нержавеющей стали. Травление нержавеющей стали вследствие высокой стойкости ряда ее окислов является сложной и ответственной операцией, от которой зависит качество готовой продукции. Часть окислов в окалине нержавеющей стали растворяется в кислотах быстрее и легче, например окислы железа и никеля плохо и медленно растворяются в кислотных растворах окислы хрома, кремния и титана. Последние три окисла легче растворяются в щелочных расплавах. Находящиеся в окалине прутков нержавеющей стали окислы хрома СггОз и щпинель практически в кислотах не растворяются. [c.352]
По данным работы [277], при травлении нержавеющих сталей в указанном растворе можно применять ингибитор катапнн. [c.115]
Наиболее употребительная ванна для травления нержавеющих сталей и нихромов содержит 47% соляной кислоты н 5% азотной. Травле- ние производится при температуре 40 50° с последующим кратковременным (3—5 мин.) чистовым травлением в 5%-ном растворе азотной кислоты при температуре 40—50°. Для высокохромистых сталей, прошедших отжиг, лучше проводить предварительное травление в солянокислой ванне с 15% НС1 при температуре 60°. Проволока марок 1X13 и 2X13 хоро- шо травится от окалины в 20%-ном растворе НС1 с присадкой Ж-1. [c.334]
chem21.info
Раствор и способ травления нержавеющей стали
Изобретение относится к области химической обработки металлов, в частности, к растворам и способам травления нержавеющей стали и может быть использовано в металлургической промышленности и других отраслях. Раствор содержит ионы железа (II), ионы железа (III), источник перекиси водорода, не окисляющую железо органическую кислоту для поддержания соотношения ионов железа (II) к ионам железа (III), равного 10/90-40/60. В качестве органической кислоты используют соединение формулы R-(СООН)n, где n = 1-3, R - водород, алкильная или гидроксиалкильная группа с С1-C4, арильная, аралкильная или алкиларильная группа с С6-C14, незамещенная или замещенная С1-C4-алкильной группой или галогеном, например, муравьиную, уксусную, пропионовую, бутановую, молочную, бензойную, фталевую, нафтойную. В качестве источника перекиси водорода используют надкислоту, например, надуксусную, надборную, надбензойную, надсерную, надфосфорную, иодную, надфталевую или кислоту, гомологичную органической кислоте; соль надкислоты, например, пероксикарбонат натрия или пероксиборат магния; органическую перекись, например, перекись мочевины. Способ травления нержавеющей стали включает обработку кислым раствором, содержащим ионы железа (III), ионы железа (III) и источник перекиси водорода, при 10-90oС. 2 с и 7 з.п. ф-лы.
Изобретение относится к способу декапирования (очистки поверхности) металлических материалов из стали, особенно из нержавеющей стали.
Способ декапирования может быть осуществлен на металлических материалах из стали, особенно из нержавеющей стали, в промышленной среде, перед выпуском с завода, например, для удаления окалины, но также непрофессионалами в металлургии для зачистки элементов из нержавеющей стали. Согласно известному способу операция травления нержавеющих сталей заключается в погружении материалов в травящие ванны, содержащие 6-16% азотной кислоты и фтористоводородную кислоту в соотношении 6-16% HNO3 на литр и 1-5% HF на литр, причем температуре использования ванны составляет величину в интервале 40-60oС. Однако азотная кислота ведет к выделению особенно токсичных паров оксида и диоксида азота, и выделению азотистых соединений, таких, как нитриты и нитраты, в эфлюенты. Если допустимое максимальное предельное содержание нитратов относительно высокое, то эта же норма в отношении нитратов намного более жесткая, т.к. нитриты приводят к образованию вредных нитрозаминов. В патенте Франции А-2 587 369, кроме того, описывается способ декапирования материалов из нержавеющей стали, в котором используют декапирующую ванну, образованную плавиковой кислотой, железом в виде растворенного трехвалентного железа, причем остальное составляет вода. Ванну используют при температуре 15-70oС. Во время операции или операций декапирования поддерживают содержание трехвалентного железа в ванне с помощью инжекции воздуха или за счет циркуляции со свободным воздухом. Такой способ обработки на основе плавиковой кислоты имеет недостаток, связанный с тем, что плавиковая кислота опасна при работе с ней, поэтому она не подходит для любых операций очистки методом пульверизации или опрыскивания металлических элементов таких, как резервуар или цистерна. Также известен из патента Японии А-7547826 способ декапирования металлических материалов из нержавеющей стали, заключающийся в использовании ванны: образованной смесью галогенсодержащих кислот, содержащей в определенном количестве соляную кислоту. В этом способе декапирования основным агентом, вступающим в химическую реакцию, является соляная кислота, которая реагирует с декапируемым материалом с получением хлорида железа (П) и выделением водорода, согласно реакции: 2HCl + Fe _ FeCl2+h3 Такой способ, использующий окисляющее воздействие соляной кислоты на декапируемый металл, приводит к большому расходу соляной кислоты, что делает способ дорогостоящим; к сильному выделению водорода, который вызывает опасность взрыва во время использования способа в закрытой среде;к хрупкости обработанной стали из-за промежуточной диффузии атомов водорода в кристаллическую решетку стали. Целью изобретения является снижение загрязнения окружающей среды. Эта цель достигается тем, что декапирование металлических материалов из стали, особенно из нержавеющей стали, может быть осуществлено без необходимости использования корродирующей окисляющей кислоты, такой, как HF или HCl, при условии окисления смесью Fe2+ + Fe3+, в которой поддерживают окислительновосстановительный потенциал между определенными значениями, причем ионы Fe2+ и Fe3+ поддерживаются в водном растворе за счет органической кислоты, не представляющей опасности для человека во время ее использования. Таким образом, предметом изобретения является способ декапирования материалов из стали, особенно из нержавеющей стали, отличающийся тем, что материалы обрабатывают водным раствором, содержащим ионы двухи трехвалентного железа, а также не окисляющую железо органическую кислоту, в количестве, достаточном для поддерживания в растворе ионов Fe2+ и Fe3+, причем ионы двух- и трехвалентного железа находятся в растворе в соотношении Fe2+/Fe3+, равным 10/90-40/60 и тем, что поддерживают соотношение Fe2+/Fe3+ в определенном интервале за счет добавления перекиси водорода. Кислота, содержащаяся в растворе и вступающая во вторичные реакции во время декапирования, приводит к образованию либо легко рециркулируемой в промышленную среду соли, либо нетоксичной соли, что делает способ более простым и безопасным. Органической кислотой является предпочтительно соединение, обозначенное общей формулой: R(COOH)n, в которой R обозначает водород, алкильную группу С1-C4, оксиалкильную группу С1-C4 или арильную группу, аралкильную группу или алкиларильную группу С6-C14, в известных случаях замещенную одним или несколькими заместителями, выбираемыми среди C1-C4-алкильных групп и атомов галогена, и n обозначает 1, 2 или 3. Из предпочтительных органических кислот можно назвать муравьиную, уксусную, пропионовую, бутановую, молочную, бензойную, фталевую и нафтойную кислоту. Предпочтительно, соотношение Fe2+/Fe3+ составляет величину от 10/90 до 40/60, предпочтительно от 10/90 до 25/75, и еще лучше около 20/80. Соотношение и, следовательно, кинетика реакции поддерживаются за счет регенерации иона Fe3+ путем добавления перекиси водорода. Для того, чтобы генерировать перекись водорода в ванне для декапирования, вводят перекись водорода в ванну или добавляют соединение, выбираемое среди надкислоты, соли надкислоты или органической перекиси. Надкислота предпочтительно выбирается среди надборной, надуксусной, надугольной, надбензойной, надсерной, надфосфорной, надфталевой и иодной кислот. Соль надкислоты предпочтительно выбирается среди пероксокарбоната натрия и пероксобората магния, а органической перекисью предпочтительно является пероксид мочевины. Температура осуществления способа предпочтительно составляет 10-90oC. Предметом изобретения является также декапирующее средство для обработки материалов из стали, особенно, из нержавеющей стали, отличающееся тем, что оно включает с одной стороны раствор, содержащий ионы двух- и трехвалентного железа, причем соотношение Fe2+/Fe3+ составляет 10/90-40/60, а также достаточное для поддержания в растворе ионов Fe2+ и Fe3+ количество не окисляющей железо органической кислоты и, с другой стороны, источник перекиси водорода, предназначенный для добавления в раствор для поддержания соотношения Fe2+/Fe3+ в определенном интервале. Органическая кислота и источник перекиси водорода такие, как определенные выше. Декапирующее средство согласно изобретению может транспортироваться без особой упаковки на место его использования, и может быть использовано без особых мер предосторожности везде, включая декапирования закрытых резервуаров, таких, как цистерны, фиксированные или подвижные резервуары, или контейнеры. Способ согласно изобретению используется для декапирования металлических материалов из стали, особенно, из нержавеющей стали и особенно для удаления окалины, полировки и очистки вышеуказанных материалов, причем обработка может быть реализована в ванне, путем опрыскивания или пульверизации. Интерес к органическим кислотам вызван тем, что они разлагаются на СO2, h3O и h3, т.е. на такие остатки от разложения, которые безвредны для среды с точки зрения экологии, когда их выбрасывают в атмосферу, в эфлюенты или даже в море. Другой интерес вызван тем, что органическая среда позволяет образовывать пассивирующую пленку, снижающую коррозию металла. Кроме того, декапирующий раствор, используемый в изобретении, позволяет избегать повторного осаждения некоторых металлов, таких, как медь, никель, хром, олово, цинк в процессе декапирования благодаря повышенному значению окислительно-восстановительного потенциала раствора. В промышленном плане, образование иона Fe3+ контролируется путем измерения окислительно-восстановительного потенциала декапирующей ванны. Окислительно-восстановительный потенциал или РЕДОКС представляет собой разницу потенциалов, измеряемую между некорродирующим электродом (например, из платины) и стандартным электродом (например, Hg (HgCl) или насыщенный каломель), причем эти оба электрода погружены в декапирующий раствор. Измеренная величина позволяет с одной стороны характеризовать окисляющую способность декапирующей ванны и с другой стороны регулировать ванну путем введения перекиси водорода или способного давать h3O2 соединения. В предпочтительном варианте реализации способа изобретения источником перекиси водорода, вводимым в основной декапирующий раствор может быть надкислота, гомологичная кислоте раствора, преимуществом которой является то, что она не изменяет начального состава раствора. Например, пары: органическая кислота (надкислоты, используемые для осуществления способа, могут быть следующими: уксусная кислота (надуксусная кислота; бензойная кислота (надбензойная кислота; фталевая кислота) надфталевая кислота. Другим методом поддержания подобного состава основного раствора является использование в качестве источника перекиси водорода органического окислителя, такого, как надугольная кислота h5(CO3)23h3O2 или пероксид мочевины СО(Nh3)2 h3O2, который разлагается на СО2, h3O и N2. Существенным преимуществом способа, в котором используется раствор органической кислоты, является то, что получают оксид трехвалентного железа (Fe2O3), остаток, используемый в области электротехники для изготовления ферритов. Преимущества способа также заключаются в том, что окислитель образуется "in situ" без добавления токсических или загрязняющих веществ, и используемые кислые эфлюенты и растворы безвредны для человека. Так, продукт согласно изобретению, включающий кислый раствор и окисляющую его жидкость или твердое вещество, может быть использован в любых средах, даже в закрытой среде. Способ декапирования, согласно изобретению, следовательно, обладает следующими преимуществами: он не загрязняет окружающую среду и безопасен во время его использования; он позволяет использовать кислый раствор без заметной химической модификации во время его осуществления, и он позволяет рекуперировать и рециркулировать использованные продукты в промышленную среду. Пример 1 Листовую аустенитную дробленую сталь подвергают травлению способом по изобретению в следующих условиях: концентрация муравьиной кислоты 25% в/в концентрация Fe общая 21,8 г/л концентрация ионов Fe2+ 2,5 г/л концентрация ионов Fe3+ 19,3 г/л соотношение Fe2+/Fe3+ 0,12 температура 64 2oС продолжительность 8 мин. потенциал Редокс системы (электрод с насыщенной каломелью) 150-300 мВ Потенциал Редокс поддерживают в заданном интервале путем введения перекиси водорода. Стальной лист промывают водой при 80oС. Пример 2 Ферритную листовую сталь подвергают травлению в следующих условиях: концентрация муравьиной кислоты 18% в/в концентрация Fe общая 15,3 г/л концентрация ионов Fe2+ 5,7 г/л концентрация ионов Fe3+ 9,6 г/л соотношение Fe2+/Fe3+ 0,59 температура 68 2oC продолжительность 8 мин. потенциал Редокс (электрод с насыщенной каломелью) 150-320 мВ Потенциал Редокс поддерживают в заданном интервале добавлением перекиси водорода. Сталь промывают водой при 80oС. Пример 3 Дробленую аустенитную сталь подвергают травлению в следующих условиях: концентрация уксусной кислоты 25% в/в концентрация Fe общая 21,8 г/л концентрация ионов Fe2+ 2,5 г/л концентрация ионов Fe3+ 19,3 г/л соотношение Fe2+/Fe3+ 0,12 температура 64 2oC продолжительность 8 мин. потенциал Редокс (электрод с насыщенной каломелью) 150-300 мВ Потенциал Редокс поддерживают в заданном интервале добавлением перуксусной кислоты. Сталь промывают водой при 80 o С. Пример 4 Ферритную сталь подвергают травлению в следующих условиях: концентрация щавелевой кислоты 18% в/в концентрация Fe общая 15,3 г/л концентрация ионов Fe2+ 5,7 г/л концентрация ионов Fe3+ 9,6 г/л соотношение Fe2+/Fe3+ 0,59 температура 68 2oC продолжительность 8 мин. потенциал Редокс (электрод с насыщенной каломелью) 150-320 мВ Потенциал Редокс поддерживают в определенном интервале добавлением перекиси мочевины. Сталь промывают водой при 80oС. Пример 5 Дробленую аустенитную сталь подвергают травлению в следующих условиях: концентрация молочной кислоты 25% в/в концентрация Fe общая 21,8 г/л концентрация ионов Fe2+ 2,5 г/л концентрация ионов Fe3+ 19,3 г/л соотношение Fe2+/Fe3+ 0,12 температура 64 2oС продолжительность 8 мин. потенциал Редокс (электрод с насыщенной каломелью) 150-300 мВ Потенциал Редокс поддерживают в определенном интервале добавлением периодной кислоты. Сталь промывают водой при 80oС. Пример 6 Ферритную сталь подвергают травлению в следующих условиях: концентрация лимонной кислоты 18% в/в концентрация Fe общая 15,3 г/л концентрация ионов Fe2+ 5,7 г/л концентрация ионов Fe3+ 9,6 г/л отношение Fe2+/Fe3+ 0,59 температура 68 2oC продолжительность 8 мин. потенциал Редокс (электрод с насыщенной каломелью) 150-320 мВ Потенциал Редокс поддерживают в определенном интервале добавлением пероксида периодной кислоты. Сталь промывают водой при 80oС. Пример 7 Ферритную сталь подвергают травлению в следующих условиях: концентрация бензойной кислоты 18% в/в концентрация Fe общая 15,5 г/л концентрация ионов Fe2+ 5,7 г/л концентрация ионов Fe3+ г/л отношение Fe2+/Fe3+ 0,59 температура 68 2oС продолжительность 8 мин. потенциал Редокс (электрод с насыщенной каломелью) 150-320 мВ Потенциал Редокс поддерживается в определенном интервале добавлением пербензойной кислоты. Сталь промывают водой при 80oС.Формула изобретения
1. Раствор для травления нержавеющей стали, содержащий кислоту, ионы железа (II) и ионы железа (III), отличающийся тем, что он дополнительно содержит источник перекиси водорода, а в качестве кислоты не окисляющую железо органическую кислоту для поддержания соотношения ионов железа (II) к ионам железа (III), равного 10:90-40:60. 2. Раствор по п.1, отличающийся тем, что в качестве органической кислоты он содержит соединение формулы R-(COOH)n, где n 1 3, R водород, алкильная или гидроксиалкильная группа с С1-С4, арильная, аралкильная или алкиларильная группа с С6-С14, незамещенная или замещенная С1-С4 -алкильной группой или галогеном. 3. Раствор по п.2, отличающийся тем, что в качестве органической кислоты он содержит муравьиную, уксусную, пропионовую, бутановую, молочную, бензойную, фталевую или нафтойную кислоты. 4. Раствор по п.1, отличающийся тем, что в качестве источника перекиси водорода он содержит надкислоту, ее соль или органическую перекись. 5. Раствор по п.4, отличающийся тем, что в качестве надкислоты он содержит надуксусную, надборную, надбензойную, надсерную, надфосфорную, надиодную или надфталевую кислоты. 6. Раствор по п.4, отличающийся тем, что в качестве надкислоты он содержит надкислоту, гомологичную органической кислоте. 7. Раствор по п.4, отличающийся тем, что в качестве соли надкислоты он содержит пероксикарбонат натрия или пероксиборат магния. 8. Раствор по п.4, отличающийся тем, что в качестве органической перекиси он содержит перекись мочевины. 9. Способ травления нержавеющей стали, включающий обработку кислым раствором, содержащим ионы железа (II) и ионы железа (III), при измерении окислительно-восстановительного потенциала ионов железа (II) и ионов железа (III), отличающийся тем, что обработку ведут раствором по любому из пп.1 8 при температуре 10 90oС.www.findpatent.ru
Обработка нержавейки после сварки: рекомендации
Как ни странно, но и на качественной, хорошей нержавеющей стали со временем могут появиться следы ржавчины. Это происходит, как правило, в так называемой «агрессивной среде», при повышенной влажности и температуре. Чтобы этого не случилось, не следует допускать соприкосновения стали с пылью и стружкой металла.

Сварка нержавейки.
При последующей обработке не подвергайте изделие вредному и разрушительному воздействию щелочи и кислот. После сварки на поверхности изделия образуется тонкий оксидный слой. Он ослабляет сопротивление соединения к коррозии. Коррозия разделяется на электрохимическую и химическую.
- Электрохимическая — это развал металла в электролитах.
- Химическая — это разрушение металла от воздействия окружающей среды.
Способы обработки нержавеющей стали после сварки
Для этого вам потребуется специальный защитный костюм и маска. Как правило, при травлении используются серная, соляная, плавиковая или азотная кислоты в виде гелей, паст, аэрозолей, спреев. Для травления швов лучше применять пасты с очень густой консистенцией. Пасту необходимо наносить кистью, очень ровным слоем.
Первый способ — травление кислотами.
- Разъедание окалины при помощи соляной и серной кислоты. Необходимо соблюдать строжайший контроль насыщенности раствора и температуры.
- Промывание водой.
- Погружение в ванну со смесью плавиковой и азотной кислоты.
- Тщательная промывка.
Процесс травления нержавеющей стали кислотами.
В воздухе образуются пары кислот, это требует серьезного подхода к защите кожи и органов дыхания. Данный процесс имеет множество различных вариаций с концентрацией состава, временем и последовательностью действий.
Электролитическое травление является одним из способов кислотного травления. В ванну пропускается электрический ток, либо постоянный, либо переменный, он оказывает механическое воздействие. Вышеописанные способы очень сложны и требуют крупных финансовых вложений.
Второй способ — травление уже готовыми смесями кислот после сварки.
- Сначала производится очистка от всех следов грязи, ржавчины, а также жирных пятен. Состав наносится на полчаса.
- Заключительная обработка пассиватором.
Это легкодоступный метод очистки. Что касается мер предосторожности, то пасту нельзя нагревать, подвергать воздействию прямых солнечных лучей. В помещении должна быть хорошая вентиляция, эти составы обладают едким, неприятным запахом. Если паста попадет на кожу, немедленно промойте это место водой.
Вернуться к оглавлению
Механические способы и термообработка после сварки
Минимальная обработка — это удаление шлака и окалины методом шлифовки шва щеткой из нержавеющей стали. В некоторых случаях этого недостаточно, и необходима дополнительная химическая обработка. Очень распространена шлифовка мелкозернистой наждачной бумагой.
Травление изделия из нержавейки с помощью кислоты.
Механические способы — это обдувание песком, жидко-абразивная и гидропескоструйная очистка. Обязательное условие — минимум содержания железа в песке. После такой очистки идет пассирование поверхности.
Термообработка нержавейки подразделяется на несколько видов: закалка (максимальная температура и быстрое охлаждение), отжиг (нагревание металла и медленное охлаждение), нормализация (похожа на отжиг, разница в том, что охлаждение происходит на свежем воздухе, а не в печи), отпуск (проводится после закалки).
От правильного нагрева заготовки зависит итоговый результат и качество изделия. Под воздействием жара металл меняет свою структуру и свойства. При перегреве приобретает нежелательную крупнозернистую структуру. Следить за температурой нагрева необходимо очень внимательно. Например, пережог является браком, который уже не подлежит исправлению.
Химико-термическая обработка нержавейки — термическая обработка с нанесением различных элементов на поверхность (хром, алюминий, азот и др.)
Вернуться к оглавлению
Особенности пассивации нержавеющей стали
Такой способ очистки поможет устранить все загрязнения с поверхности металла, а также создаст необходимую устойчивость к коррозии, поспособствует улучшению внешнего вида изделия, сохранит от возможного загрязнения в дальнейшем. Пассивация — это защитная пленка, которая образуется на поверхности металла и надежно защищает его от повреждений и разрушения. Пассиватор нужно наносить на полчаса, можно и на влажную поверхность.
Методом распыления средство равномерно распределяется по всей поверхности.
После того как необходимое время выдержано, пассиватор удаляется с изделия. Для этого, как правило, используется водный компрессор.
Вернуться к оглавлению
Полировка сварных швов
Для того чтобы изделие после сварки обрело законченный вид сварочные швы необходимо обработать шлифовальным станком.
После сварки нужно привести изделие в должный, законченный вид, придать ему блеск, лоск и сияние. Благодаря применению новых технологий в полировке время на проведение этой работы значительно сократилось, а качество возросло.
Полировка — это использование специального шлифовального станка. Режим необходимо выбирать тот, который порекомендовал производитель. Особенности полированных труб заключаются в том, что они имеют безупречный внешний вид, отличаются износостойкостью и долговечностью. Полировка может быть ручной, ультразвуковой и машинной. В домашних условиях может подойти обычная наждачная бумага, шлифовальные абразивные материалы, напильники.
Первый шаг — избавиться от грубого шва, сделать поверхность гладкой и однородной. Для выполнения этой задачи вам потребуется доводочный круг. Он с легкостью снимет грубый шов, удалит окалину. Теперь поверхность подготовлена к дальнейшим действиям.
Второй шаг — выведение рисок от первой обработки. Поверхность доводится до состояния, близкого к конечному. Иногда на этом этапе можно остановиться. Поверхность уже сейчас хорошо выглядит.
Третий шаг — финальная полировка. Доведение металла до зеркального блеска. При этом при полировке нержавейки с поверхности удаляются микроскопические дефекты, а при шлифовке — грубые.
Вернуться к оглавлению
Шлифовка: практические рекомендации
Классификация сварных швов по положению в пространстве.
При выполнении такой работы не забудьте хорошо подготовиться. Следует надеть маску во избежание попадания пыли в глаза. Шлифовке подлежат изделия, которые имеют явно заметные дефекты: потертости, царапины и так далее. Вам потребуются шлифовальные головки, которые имеют абразивные ленты.
Для получения желаемого результата шлифуют сталь в несколько заходов. Запомните, что правильно подобранные материалы и инструменты позволят вам снизить время работы и повысить ее качество, это гарантия отличного результата.
Шлифовка готовых изделий выполняется с помощью абразивной шкурки. Этот материал имеет бумажную или тканевую основ с покрытием самой различной зернистости. Мокрая шлифовка делается при помощи водостойких шкурок. Покрытия могут выполняться из стекла, а также кремния. Шлифовка является заключительным этапом процесса обработки нержавейки после сварки. Она равномерно снимает все верхние слои.
Материалы, которые вам потребуются:
- болгарка;
- шлифовальные круги с разной зернистостью;
- столярный клей;
- наждачная бумага;
- полировальная паста.
Для шлифовки сварочных швов на изделиях из нержавейки понадобится болгарка.
Первым делом нужно убрать наплывы металла со сварного шва. Сделать это можно болгаркой. Если поверхность в достаточной степени гладкая и ровная, то можете сразу приступать ко второму этапу. Приготовьте войлочный круг, с помощью обычного шпателя наносите на поверхность обрабатываемого изделия столярный клей. Аккуратно и осторожно пройдитесь по абразивной крошке, которую можно получить из наждачной шкурки.
Затем отшлифуйте поверхность еще три-четыре раза. При этом размер абразива должен уменьшаться. Поверхность нержавейки требуется промывать после каждой шлифовки.
Она должна быть идеальной, абсолютно гладкой и ровной, без шероховатостей. Иначе придется переделывать все заново. На следующем этапе вам понадобится войлочный круг и полировальная паста. Лучше найти алмазную, со степенью зернистости, соответствующей вашему металлу. Это финишная полировка, убирающая видимые риски. Вы увидите, как поверхность преображается и становится более гладкой.
Вернуться к оглавлению
Несколько слов в заключение
Итак, о плюсах стали известно уже очень давно. Материал «нержавейка» плотно вошел в жизнь каждого человека. Ему есть место практически повсюду, даже на современной кухне многие предметы выполнены из качественной нержавеющей стали. Такая популярность обусловлена хорошими характеристиками и свойствами данного чудесного металла.
После должной обработки он выглядит безупречно красиво, в его зеркальной поверхности можно разглядеть собственное отражение. Данный материал является одним из самых прочных, крепких и долговечных. Устойчивость этого материала просто поражает. Но для того чтобы все было именно так, придется немного повозиться.
Обработка стали после сварки — довольно трудоемкая, сложная и кропотливая задача. Она требует настоящего мастерства, профессионализма и абсолютной точности исполнения. Начинающему домашнему мастеру будет непросто освоить эту замысловатую науку, но при правильном и ответственном подходе результат труда вас, несомненно, порадует.
Самое главное, не забывайте об опасности, с которой можете столкнуться при выполнении такой работы, очень важно соблюдать все меры предосторожности. А потом придет необходимый опыт, навыки и сноровка.
moiinstrumenty.ru
Обработка нержавеющей стали: виды и основные этапы
Нержавеющая сталь ценится в промышленности благодаря тому, что она устойчива к коррозии. Ее используют в медицине, пищевой промышленности, строительстве, на производстве. Для определенных целей нужны разные виды нержавейки, которые получают несколькими способами.
Что такое нержавейка
Антикоррозийные свойства металла обеспечиваются оксидной пленкой на поверхности листа. Единственным минусом покрытия является низкая устойчивость к факторам окружающей среды:
- пыли;
- высокой температуре;
- металлической стружке.
В результате кислородный сплав становится тоньше, а изделие ржавеет. Чтобы избежать этого, обработка металла проводится в специальном помещении, где хранятся только полированные изделия и абразивы.
Основные этапы обработки
Процесс изготовления детали из нержавеющей стали состоит из 4 этапов. В ходе работ применяются разные виды обработки, в зависимости от конечного назначения детали.
Технологический процесс изготовления детали
Первый этап – резка нержавейки. Металлические листы необходимо нарезать на заготовки, которые позже соединят в единую деталь. Для этого используются ручные и автоматические приемы обработки. Они дают высокую точность и маленький процент брака.
Вторая часть обработки нержавейки – зажим. Станки надежно фиксируют заготовки, чтобы избежать перекосов. После этого в местах стыков делают сварные швы. Надежный метод соединения заготовок обеспечивает прочность и устойчивость к механическим воздействиям. Качественные сварные соединения выглядят аккуратно, незаметны под слоем краски.
Финальный этап изготовления детали из нержавеющей стали – шлифовка. Проводится на станке или ручными инструментами. Абразивный материал обрабатывает поверхность нержавейки, делает ее гладкой и блестящей.
Виды обработки нержавеющей стали
Самый современный вид нарезки заготовок – лазерная резка. Тонкий лазерный луч нагревает поверхность металла и разрезает его. Технология подходит не только для нержавеющей стали, но и для других металлов, вне зависимости от их физических свойств. Метод обеспечивает низкий процент брака, так как используется только термическое воздействие, оно не наносит вреда нержавейки.
Гидроабразивный способ
Гидроабразивная резка используется большое давление воды с абразивными веществами в ней. Технология основана на отрыве металлических частиц под большим потоком твердых веществ. Процесс резки металла:
- Подача воды в большой резервуар.
- Смешивание воды и абразива, чаще всего используется песок.
- Подача раствора в сопло.
- Воздействие водой на листы металла.

Гидроабразивный способ обработки метала
Штамповка
Холодная штамповка – это обработка нержавеющей стали с использованием штампов. Позволяет получить одинаковые изделия. С помощью этого метода возможно:
- пробить отверстия в нержавейке;
- сделать резьбу;
- загнуть детали;
- сделать гравировку.
Пробивные станки способны изготовить металлоконструкции любой формы: витрины, решетки, ограждения, стеллажи, рекламные стойки, мебель.

Штамповка в одноручьевом закрытом штампе
Токарный способ
Токарная обработка нержавейки позволяет получить заготовки сложной формы. На токарном станке можно поставить специальные приспособления, дающие нужный результат:
- сверла;
- фрезы;
- резцы;
- плашки.
Поступательное движение резцов по нержавейке разрезает лист на нужные формы. Эта работа проводится под контролем мастера, который учитывает техническое задание, размер и форму заготовки.
Фрезерование
Фрезерная обработка нержавеющей стали позволяет получить зубчатые колеса, сложные отверстия и выемки. Вращающаяся фреза выполняет работу на закрепленной детали. Управление фрезерными станками осуществляет человек или ЧПУ.

Встречное и попутное фрезерование относительно детали
Слесарные работы
Слесарные работы занимают далеко не последнее место в обработке металла. Они выполняются вручную или с применение станков и слесарных инструментов. В ходе этих работ заготовки соединяются в единый механизм. Процесс работы:
- Разметка металлоконструкции. Производится на плоскости или в трехмерном пространстве.
- Снятие остатков металла с заготовок.
- Правка и гибка конструкций для придания нужной формы.
- Шабрение – метод полировки для лучшего прилегания частей конструкции.
- Сверление и нарезка резьбы.
- Соединение всех частей.
- Спаивание или наложение сварных соединений.
Особенности шлифовки и полировки
Финальная обработка металла – это шлифовка поверхности до гладкого состояния. Необходима для придания изделию привлекательного вида, так как конструкции из нержавейки часто выполняют декоративные функции. Механическая полировка позволяет сделать дефекты обработки незаметными для потребителя. Выполняется вручную и с использованием электрических или пневматических инструментов.
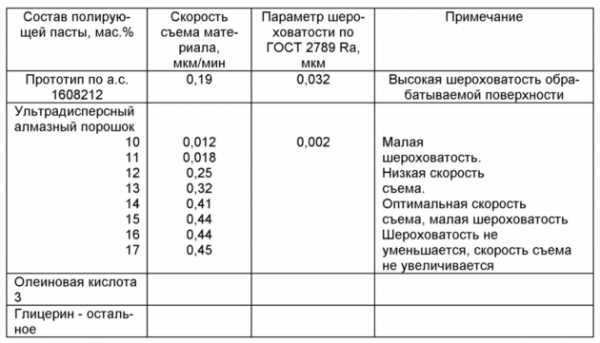
Таблица полиролей для металла
Особенности травления
Травление нержавейки – это постобработка детали с целью убрать следы деформаций, сварных швов, дефектов. Заключается в обработке поверхности кислотами и щелочами. Используется в домашних условиях, чтобы вернуть нержавейке металлический блеск после термической обработки.
Нержавеющий материал можно найти в любой квартире. Обработка нержавеющей стали производится на предприятиях в нескольких этапах. Для каждого изделия технологи выбирают наиболее приемлемый метод.

Таблица травления нержавеющей стали
Видео по теме: Обработка нержавеющей стали
promzn.ru