Содержание
Метрическая резьба: таблица основных размеров, стандартный внутренний диаметр и шаг по параметрам ГОСТа
12Ноя
Содержание статьи
- Сфера применения
- Основные параметры
- Геометрические размеры
- Применение табличной информации
- Правила обозначения
- Поля допусков
- Основной шаг
- Таблица значений диаметров метрической спирали </li
- Полная таблица метрических резьб до 10 мм согласно ГОСТ 24705-2004
Такие соединения могут применяться на разных материалах – на металле, пластмассе, дереве. Их основное достоинство в том, что они такие же прочные, как и при сварных конструкциях, но при этом имеют возможность разъединения. В статье мы расскажем про основные размеры и параметры метрических резьб в таблицах с диаметрами и шагом.
Сфера применения
Используются повсеместно – в автомобилестроении, станкостроении, в изготовлении бытовой техники и в быту. Особенность технологии в том, что она прочно вошла в нашу жизнь из-за своего удобства, а также захватила все области производства, так как конструкции могут производиться как крупные, так и миниатюрные. Самые простые примеры – это гайка и болт. В первом случае произведена внутренняя нарезка с помощью метчика, а во втором – внешняя, с использованием плашки. Гайки и шурупы из разных материалов используются везде. От самых миниатюрных креплений, например, при закручивании крышки мобильного телефона, до огромных гаек, на которых держался колеса большегрузных автомобилей. Территориально способ применяется во всем мире. В России есть ГОСТы, у нас маркировка измеряется в мм. За рубежом используется дюймовое измерение. Мы предлагаем таблицу, как соотносятся миллиметры и дюймы:
Самые простые примеры – это гайка и болт. В первом случае произведена внутренняя нарезка с помощью метчика, а во втором – внешняя, с использованием плашки. Гайки и шурупы из разных материалов используются везде. От самых миниатюрных креплений, например, при закручивании крышки мобильного телефона, до огромных гаек, на которых держался колеса большегрузных автомобилей. Территориально способ применяется во всем мире. В России есть ГОСТы, у нас маркировка измеряется в мм. За рубежом используется дюймовое измерение. Мы предлагаем таблицу, как соотносятся миллиметры и дюймы:
Диаметр в дюймах | Наружное сечение в мм | Внутреннее сечение в мм |
| 0,25 | 6,35 | 4,724 |
| 0,375 | 9,525 | 7,492 |
| 0,5 | 12,7 | 9,989 |
| 0,75 | 19,05 | 15,798 |
| 1 | 25,4 | 21,334 |
| 1,125 | 28,575 | 23,929 |
| 1,025 | 31,75 | 27,104 |
| 1,375 | 34,925 | 29,504 |
| 1,5 | 38,1 | 32,679 |
Основные параметры
Трудно подобрать болт и гайку друг под друга, если у них были разные размеры и конструкция. Но они зеркально повторяют друг друга, поэтому можно говорить о характеристиках, которые подходят для обеих деталей:
Но они зеркально повторяют друг друга, поэтому можно говорить о характеристиках, которые подходят для обеих деталей:
- Наружный диаметр резьбы. По нему определяется большинство процедур, в том числе именно на него ориентируются тогда, когда требуется просверлить отверстие под метчик. На схемах записывается как d или D у болта и гайки соответственно.
- Средний – d2 и D2. Если взять базовую единицу витка, то требуется разделить ее пополам, чтобы найти эти точки.
- Внутренний – d1 и D1. Определяется по верхним граням. Если по ним провести воображаемую линию, то можно увидеть цилиндр, который и будет отображать этот размер.
- Шаг (Р) – если мы берем нить, то каждое ее вращение приводит к образованию линии на одной из сторон. Расстояние между двумя точками (гребнями, лезвиями) – это и есть параметр. Найти его можно, линейкой обозначив на поверхности 10 мм (измерения можно производить и в сантиметрах), затем посчитать, сколько витков находится в этих пределах, и разделить полученное число на 10.

- Ход – (t) он равен предыдущему значению, если рассматривать болты однозаходные, с одной нитью. Но так как чаще встречаются двухзаходные, то t = 2Р. Или 3Р, если имеет место быть трехзаходный элемент. То есть это полный оборот к исходной точке одного витка.
Следующие:
- Угол профиля – очень важно его рассчитать. Он индивидуален для разных заготовок в зависимости от толщины и плотности материала. Не может превышать 140 градусов.
- Длина свинчивания или высота гайки – это расстояние, на продолжении которого есть витки, которые приходят во взаимодействие с зеркальной внутренней резьбой.
Геометрические размеры
От перечисленных выше параметров зависят эксплуатационные характеристики. От всех трех диаметров зависит то, какое отверстие нужно делать с помощью сверла при работе с метчиком. От шага и хода – насколько прочно будет происходить завинчивание, чем больше витков, и чем они чаще, тем лучше. Такая работа является более тонкой, поэтому выполнить ее в домашних условиях фактически невозможно, только на специальном оборудовании. От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость. Угол профиля, высота и глубина метрической резьбы определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.
От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость. Угол профиля, высота и глубина метрической резьбы определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.
Применение табличной информации
Как и для многих других способов металлообработки, есть стандарты резьбы метрической в таблицах. Они прописываются в нормативных актах. Ниже мы перечислим документы, в которые необходимо обращаться для того, чтобы найти подходящую таблицу:
- ГОСТ 8724-2002. Здесь предложены стандартные требования по диаметрам и шагам. Наш отечественный норматив был издан еще во времена СССР, но затем дополнялся и обновлялся. В 2004 году был проверен на соответствие международной системе. Оказалось, что наши рамки значительно шире, мы рассматриваем как миниатюрные детали от 0,25 мм, так и большие – до 60 см. В то время как зарубежная номенклатура типизированных размеров варьируется в рамках от 1 до 300 мм.
- ГОСТ 9150-81. Здесь предлагаются нормы, по которым определяется взаимозаменяемость запасных частей. Ведь многие детальки входят если не идеально, то просто подходят и могут использоваться в быту.
- ГОСТ 16093-81. Определяет уровень точности, а также правила маркировки. Необходим скорее для изготовителей и в повседневной жизни не используется.
 В 2004 году был проверен на соответствие международной системе. Оказалось, что наши рамки значительно шире, мы рассматриваем как миниатюрные детали от 0,25 мм, так и большие – до 60 см. В то время как зарубежная номенклатура типизированных размеров варьируется в рамках от 1 до 300 мм.
В 2004 году был проверен на соответствие международной системе. Оказалось, что наши рамки значительно шире, мы рассматриваем как миниатюрные детали от 0,25 мм, так и большие – до 60 см. В то время как зарубежная номенклатура типизированных размеров варьируется в рамках от 1 до 300 мм.Эти нормативы применяются изготовителями, покупателями для домашнего обихода, а также для работы на станках.
Правила обозначения
В маркировке присутствует несколько параметров. Каждый из них находит буквенное или числовое отображение. Если такого набора нет на торце изделия (плашки и метчика, готовых металлических крепежей), то, возможно, это подделка. Что обозначается:
Что обозначается:
- Уровень допуска, то есть точность соответствия заявленным размерам.
- Тип. Для метрической – буква М. Для остальных вариантов другие маркировки, например для цилиндрической – G.
- Внутренний диаметр резьбы. Шаг не указывается, так как согласно стандартам все конструкции имеют аналогичный ход, если обладают одинаковым сечением.
Также есть обозначение длины свинчивания. Она может быть:
- N – средней.
- S – мелкой.
- L – крупной.
Все вышеперечисленное указывается как на чертеже при проектировании и изготовлении изделий, так и уже в момент производства – обычно применяется метод гравировки. Он наиболее долговечный, а при попытке сэкономить используется краска.
Поля допусков
Для ряда производственных циклов важно максимальное соответствие соединяемых деталей. Такие значения называются точными. Это приводит к:
- повышенной герметичности – никаких лишних зазоров;
- прочность;
- отсутствие вибраций.
Изготовление происходит исключительно на станках для металлообработки, которые основаны на дистанционном пульте управления. Здесь оператор не отвечает за процесс, а только заносит проект, разработанный с помощью автоматизированной программы для проектирования, в компьютер. Инструменты с высокой точностью до 0,001 мм вытачивают зубцы. Второй стандартный размер точности метрических резьб – это средний диаметр таблицы. Он является нормой, применяется наиболее часто. Именно к этой категории относится крепеж, который поставляется на прилавки строительных магазинах. Изготовление – машинное, но с применением ручной установки и закрепления детали, направления сверла и пр. Третий класс – грубый. К нему можно причислить нарезки, которые производятся умельцами в домашних условиях. Часто не имеют трехслойной обработки, во многих случаях концы витков обломаны или готовы к тому, чтобы крошиться.
Основной шаг
Представим эти нормы в виде таблицы, но отметим, что есть стандартизированные разъемы, а есть нестандартные.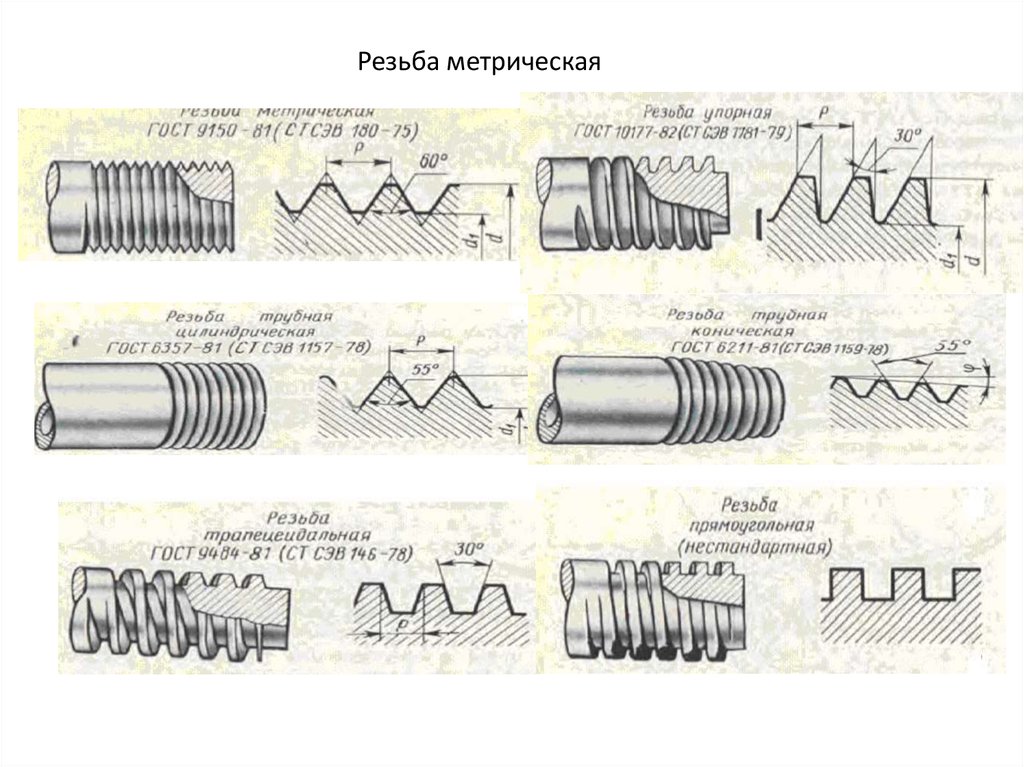 Для последних используют специальные параметры, чтобы создать пару. Предлагаем табличные данные:
Для последних используют специальные параметры, чтобы создать пару. Предлагаем табличные данные:
| Размер, мм | 1,4 | 2 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 |
| Основной шаг, мм | 0,3 | 0,4 | 0,45 | 0,5 | 0,7 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 |
Таблица значений диаметров метрической спирали
Здесь мы приводим не только нормативный показатель, а все три.
Шаг, мм | Внешний d, мм | Средний d, мм | Внутренний d, мм |
| 0,4 | 2 | 1,74 | 1,567 |
| 0,45 | 2,5 | 2,201 | 2,013 |
| 0,5 | 3 | 2,675 | 2,459 |
| 0,6 | 3,5 | 3,11 | 3,85 |
| 0,7 | 4 | 3,546 | 3,242 |
| 0,75 | 4,5 | 4,013 | 3,688 |
| 0,8 | 5 | 4,48 | 4,134 |
| 1 | 6 | 5,35 | 4,819 |
| 0,25 | 2 | 1,838 | 1,729 |
| 0,35 | 2,5 | 2,273 | 2,121 |
| 1,25 | 10 | 9,188 | 8,647 |
| 1,5 | 12 | 11,026 | 10,376 |
| 2 | 18 | 16,701 | 15,835 |
| 3 | 30 | 28,051 | 26,752 |
| 4 | 42 | 39,402 | 37,67 |
Это далеко не все сведения, полную информацию можно узнать из ГОСТ.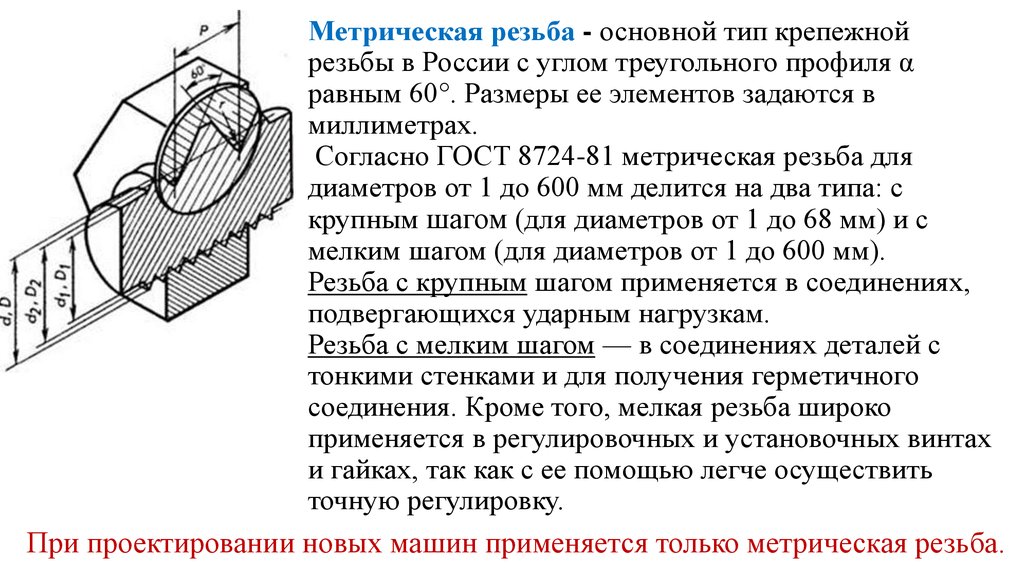 Например, для шага в 2 мм есть не одно, а целых 37 значений. Это обусловлено тем, что именно столько различных поперечных сечений гаек может иметь витки, которые разнесены друг между другом на расстоянии 2 мм. В приведенной выше сводке занесены только самые минимальные диаметры.
Например, для шага в 2 мм есть не одно, а целых 37 значений. Это обусловлено тем, что именно столько различных поперечных сечений гаек может иметь витки, которые разнесены друг между другом на расстоянии 2 мм. В приведенной выше сводке занесены только самые минимальные диаметры.
Полная таблица размеров метрических резьб до 10 мм согласно ГОСТ 24705-2004
Номинальный, d. Наружный, D | Внутренний, D1, d1 | Средний, D2, d2 | Внутренний, по дну впадины d3 | Шаг, P |
| 0,25 | 0,169 | 0,201 | 0,158 | 0,075 |
| 0,3 | 0,213 | 0,248 | 0,202 | 0,08 |
| 0,35 | 0,253 | 0,292 | 0,240 | 0,09 |
| 0,4 | 0,292 | 0,335 | 0,277 | 0,1 |
| 0,45 | 0,342 | 0,385 | 0,327 | 0,1 |
| 0,5 | 0,365 | 0,419 | 0,347 | 0,125 |
| 0,55 | 0,415 | 0,469 | 0,397 | 0,125 |
| 0,6 | 0,438 | 0,503 | 0,416 | 0,15 |
| 0,7 | 0,511 | 0,586 | 0,485 | 0,175 |
| 0,8 | 0,583 | 0,670 | 0,555 | 0,2 |
| 0,9 | 0,656 | 0,754 | 0,624 | 0,225 |
| 1 | 0,729 | 0,838 | 0,693 | 0,25 |
| 0,783 | 0,870 | 0,755 | 0,2 | |
| 1,1 | 0,829 | 0,938 | 0,793 | 0,25 |
| 0,883 | 0,970 | 0,855 | 0,2 | |
| 1,2 | 0,929 | 1,038 | 0,893 | 0,25 |
| 0,983 | 1,070 | 0,955 | 0,2 | |
| 1,4 | 1,075 | 1,205 | 1,032 | 0,3 |
| 1,183 | 1,270 | 1,155 | 0,2 | |
| 1,6 | 1,221 | 1,373 | 1,171 | 0,35 |
| 1,383 | 1,470 | 1,355 | 0,2 | |
| 1,8 | 1,421 | 1,573 | 1,371 | 0,35 |
| 1,583 | 1,670 | 1,555 | 0,2 | |
| 2 | 1,567 | 1,740 | 1,509 | 0,4 |
| 1,729 | 1,838 | 1,693 | 0,25 | |
| 2,2 | 1,713 | 1,908 | 1,648 | 0,45 |
| 1,929 | 2,038 | 1,893 | 0,25 | |
| 2,5 | 2,013 | 2,208 | 1,948 | 0,45 |
| 2,121 | 2,273 | 2,071 | 0,35 | |
| 3 | 2,459 | 2,675 | 2,387 | 0,5 |
| 2,621 | 2,773 | 2,571 | 0,35 | |
| 3,5 | 2,850 | 3,110 | 2,764 | 0,6 |
| 3,121 | 3,273 | 3,071 | 0,35 | |
| 4 | 3,242 | 3,545 | 3,141 | 0,7 |
| 3,459 | 3,675 | 3,387 | 0,5 | |
| 4,5 | 3,688 | 4,013 | 3,580 | 0,75 |
| 3,959 | 4,175 | 3,887 | 0,5 | |
| 5 | 4,134 | 4,480 | 4,019 | 0,8 |
| 4,459 | 4,675 | 4,387 | 0,5 | |
| 5,5 | 4,959 | 5,175 | 4,887 | 0,5 |
| 6 | 4,917 | 5,350 | 4,773 | 1 |
| 5,188 | 5,513 | 5,080 | 0,75 | |
| 5,459 | 5,675 | 5,387 | 0,5 | |
| 7 | 5,917 | 6,350 | 5,773 | 1 |
| 6,188 | 6,513 | 6,080 | 0,75 | |
| 6,459 | 6,675 | 6,387 | 0,5 | |
| 8 | 6,647 | 7,188 | 6,466 | 1,25 |
| 6,917 | 7,350 | 6,773 | 1 | |
| 7,188 | 7,513 | 7,080 | 0,75 | |
| 7,459 | 7,675 | 7,387 | 0,5 | |
| 9 | 7,647 | 8,188 | 7,466 | 1,25 |
| 7,917 | 8,350 | 7,773 | 1 | |
| 8,188 | 8,513 | 8,080 | 0,75 | |
| 8,459 | 8,675 | 8,387 | 0,5 | |
| 10 | 8,376 | 9,026 | 8,160 | 1,5 |
| 8,647 | 9,188 | 8,466 | 1,25 | |
| 8,917 | 9,350 | 8,773 | 1 | |
| 9,188 | 9,513 | 9,080 | 0,75 | |
| 9,459 | 9,675 | 9,387 | 0,5 |
Мы рассказали о стандартных резьбах метрических и шагах, представили данные в таблицах. В качестве завершения статьи посмотрим несколько видео:
В качестве завершения статьи посмотрим несколько видео:
Предлагаем ознакомиться с нашим ассортиментом ленточнопильных изделий. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны. Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Семантика
всё про ремонт и обустройство жилья
Метрические резьбы имеют много общих характеристик с британскими, поэтому следует проявлять осторожность, пытаясь дифференцировать их. Во-первых, если метрическая резьба DIN 7631, то она будет иметь фаску 30° на внешней нарезке. Для штуцеров в применении порта, метрические штуцеры (ISO 9974) также практически повторяют концы стержня BSPP (ISO 1179). Единственная разница между резьбами. Фитинги BSPT очень похожи на фитинги с метрической конусностью, хотя метрическая конусность встречается гораздо реже. Существуют также вариации уплотняющих поверхностей между различными типами метрических фитингов, которые могут создать трудности при попытке идентификации.
Единственная разница между резьбами. Фитинги BSPT очень похожи на фитинги с метрической конусностью, хотя метрическая конусность встречается гораздо реже. Существуют также вариации уплотняющих поверхностей между различными типами метрических фитингов, которые могут создать трудности при попытке идентификации.
Особенности метрической резьбы
Диаметр болта — это диаметр хвостовика, выраженный в миллиметрах для метрических болтов. Поскольку это примерно то же самое, что и основной диаметр, его измерение можно использовать для полностью резьбовых болтов.
Длина крепежной детали измеряется от того места, где предполагается поверхность материала, до конца. Для крепежных деталей, где головка обычно находится над поверхностью, измерение производится непосредственно под шляпкой до конца. Для болтов и шурупов, которые предназначены для потайной обработки, измерение производится от точки на головке, где находится поверхность материала, до конца изделия.
Метрические крепежные детали производятся с шагом резьбы. Поэтому вместо количества резьб, как это принято в дюймовых, вычисляют именно его. Под шагом резьбы понимают расстояние между нитями, выраженное в мм (определяется по длине стержня крепежа). К примеру, шаг резьбы 1,5 означает, что промежуток между соседними нитями составляет 1,5 мм. Как правило, меньшие крепежные изделия обладают более тонкой резьбой, поэтому они имеют уменьшенный шаг резьбы.
Поэтому вместо количества резьб, как это принято в дюймовых, вычисляют именно его. Под шагом резьбы понимают расстояние между нитями, выраженное в мм (определяется по длине стержня крепежа). К примеру, шаг резьбы 1,5 означает, что промежуток между соседними нитями составляет 1,5 мм. Как правило, меньшие крепежные изделия обладают более тонкой резьбой, поэтому они имеют уменьшенный шаг резьбы.
Таблица метрической резьбы
Для метрических параллельных резьб показания суппорта 12.03 мм указывают на то, что это, скорее всего, резьба 12 мм. Мы все еще не знаем, однако, если это 1.0 или 1.5 шаг резьбы (или какой-то другой шаг).
Эти шаги должны быть предприняты, чтобы гарантировать успешное определение метрической резьбы:
Резьбомер служит для определения системы резьбы, шага метрической резьбы или числа ниток на 1 дюймовой резьбы. Резьбомер является одномерным инструментом для измерения наружных и внутренних резьб. Резьбовая пробка служит для комплексной проверки основных элементов внутренней резьбы. Для измерения диаметра резьбы в отверстиях используют штангенциркуль. [32]
Для измерения диаметра резьбы в отверстиях используют штангенциркуль. [32]
Взяв в руки резьбомер и болт, последовательно накладывают пластинки резьбомера для метрической или дюймовой резьбы на проверяемую резьбу так, чтобы шаблон ( гребенка) был размещен вдоль оси болта, г зубья шаблона вошли в резьбовые нитки болта. После того как профиль резбы шаблона точно совпадает с резьбой болта, по надписи на шаблоне устанавливают шаг метрической резьбы или число ниток на дюйм для дюймовой резьбы. [33]
При отсутствии резьбомера шаг резьбы измеряют масштабной линейкой или штангенциркулем. Для этого на резьбу вдоль ее оси накладывают линейку так, чтобы ее нулевое деление совпало с вершиной одного из витков, и отсчитывают число уложившихся на длине 1 ( 25 4 мм) витков резьбы. Аналогично определяют и шаг метрической резьбы . Если в 1 не укладывается целое число витков, то подсчет производят на длине двух-трех дюймов. [35]
Метрическая резьба с большим диаметром может быть многозаходная. Обозначение расшифровывается так: резьба трехзаходная, шаг 2 мм, 6 — числовое значение хода. В табл. 6 даны выборочно размеры наружного диаметра и шага метрической резьбы . [36]
Обозначение расшифровывается так: резьба трехзаходная, шаг 2 мм, 6 — числовое значение хода. В табл. 6 даны выборочно размеры наружного диаметра и шага метрической резьбы . [36]
Резьбовыми шаблонами определяют шаг и профиль резьбы. Комплекты шаблонов ( рис. 9) имеются для метрической ( метка 60) и дюймовой ( метка 55) резьбы. Для определения резьбы в ней последовательно устанавливают шаблоны, пока резьба и шаблон точно не совпадут. На шаблоне указан шаг метрической резьбы или количество ниток на дюйм. [38]
Какое изделие называется деталью. Какое изделие называется сборочной единицей. Каким требованиям должен удовлетворять чертеж детали. Каким требованиям должен удовлетворять чертеж сборочной единицы. Как подразделяется конструкторская документация ( КД) в зависимости от стадии проектирования. Какие КД называют подлинниками. В чем состоит различие между понятиями ход резьбы и шаг резьбы. Из каких частей он состоит. Пояснить эскизом правило: Резьба стержня закрывает резьбу отверстия. В каких случаях указывается шаг метрической резьбы . [40]
В каких случаях указывается шаг метрической резьбы . [40]
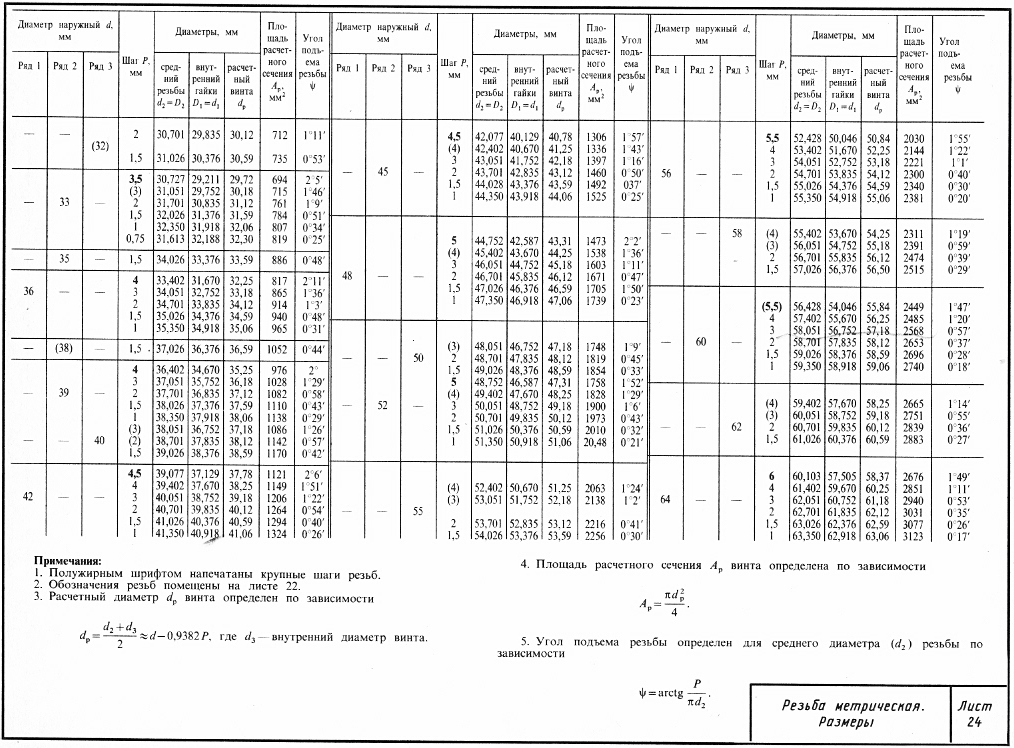
Метрическая резьба, с диапазоном диаметров от 1 до 600 мм , нашла широкое применение в промышленности и бытовой техники. Шаг резьбы измеряется в миллиметрах и имеет разброс его цифровых значений от 0,25 до 6 мм .
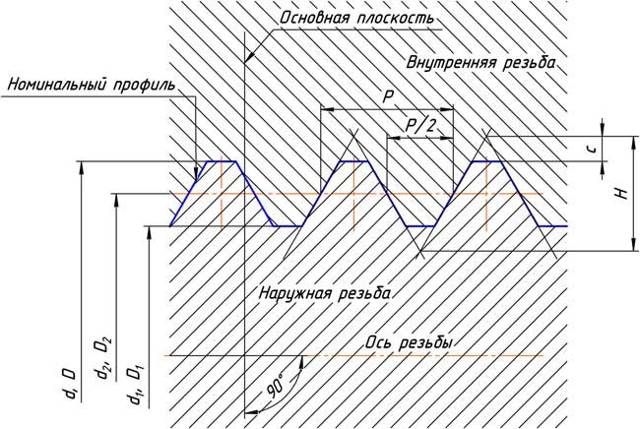
Профиль метрической резьбы, представляет собой, геометрический равносторонний треугольник с углом при вершине 60° . Высота профиля метрической резьбы рассчитывается по формуле Н = 0,866025404 × Р , где Н это высота, а Р шаг резьбы.
Метрическая цилиндрическая резьба широко используется при изготовлении сложных технических резьбовых соединений в приборостроении, машиностроении, а также при массовом производстве крепёжных изделий таких как: винты, болты, шпильки, гайки и др.
Обозначается метрическая резьба буквой М:
- M16 , М42 , М64 – с крупным шагом
- М16×0,5 ; М42×2 ; М64×3 – с мелким шагом
- М42×3 (Р1) – это означает, что резьба многозаходная с диаметром 42 мм , шагом 1 мм и её ход составляет 3 мм (трёхзаходная)
- M14LH , M40×2LH , M42×3(P1)LH – если нужно обозначить левую резьбу, то после условного обозначения ставят буквы LH
Современное машиностроение нельзя себе представить без резьб. Резьба является главным элементом во всех резьбовых соединениях. Основными положительными качествами резьбовых соединений являются относительная простота изготовления, удобство в использовании, способность выдерживать высокие нагрузки, универсальность и надежность. Все резьбовые соединения по назначению и характеру использования подразделяются на подвижные (кинематические) и неподвижные.
Резьба является главным элементом во всех резьбовых соединениях. Основными положительными качествами резьбовых соединений являются относительная простота изготовления, удобство в использовании, способность выдерживать высокие нагрузки, универсальность и надежность. Все резьбовые соединения по назначению и характеру использования подразделяются на подвижные (кинематические) и неподвижные.
Выбор шага резьбы
Шаг является одной из главных характеристик любой резьбы, причем он может быть как мелким, так и крупным.
В тех соединениях, которые подвержены высоким нагрузкам (в том числе и ударного характера) используются резьбы с крупным шагом.
Чтобы получить герметичное сочленение или соединить между собой тонкостенные детали, используются резьбы с мелким шагом. Помимо этого, они часто применяется в различных установочных и регулировочных винтах и гайках для достижения максимально точных настроек.
Нарезание резьбы резцами
И наружные, и внутренние резьбы на токарно-винторезных станках нарезаются при помощи таких инструментов, как резьбовые резцы и гребенки. Поскольку нарезание резьбы резцами имеет относительно невысокую производительность, то этот метод сейчас используется преимущественно для изготовления штучных или мелкосерийных деталей, а также в процессе выпуска ходовых винтов, точных винтов и калибров.
Поскольку нарезание резьбы резцами имеет относительно невысокую производительность, то этот метод сейчас используется преимущественно для изготовления штучных или мелкосерийных деталей, а также в процессе выпуска ходовых винтов, точных винтов и калибров.
Накатывание резьбы
Этот способ изготовление резьб используется при крупносерийном производстве деталей на специализированном резьбонакатном оборудовании. Он характеризуется высокой производительностью и относительно низкими затратами. В основе этого метода лежит пластическая деформация поверхности металлов, и поэтому он не предполагает снятия стружки.
Фрезерование резьбы
Как наружную, так и внутреннюю резьбу можно нарезать методом фрезерования, и для этого используются специальные резьбофрезерные станки. В качестве режущих инструментов в них применяются гребенчатые фрезы, которые врезаются в тело детали при радиальной подаче, в результате чего на поверхности и появляется резьба.
Шлифование точной резьбы
Точные резьбы, которые наличествуют, к примеру, на различных калибрах, резьбовых роликах и т. п. изготавливаются чаще всего с помощью такого метода, как шлифование. Для этого также используется специализированное оборудование.
п. изготавливаются чаще всего с помощью такого метода, как шлифование. Для этого также используется специализированное оборудование.
Понятие о допусках резьбовых соединений
Когда изготавливаются резьбы, их действительные профили имеют некоторые отклонения от теоретических. Поэтому для того, чтобы гарантированно обеспечить сопряжение резьбовых деталей, а также достичь их взаимозаменяемости, эти отклонения регламентируются допусками.
Средний диаметр резьбы является тем основным показателем, который характеризует резьбовое соединение. Наиболее широко применяемой посадкой при резьбовых соединениях является скользящая, когда этот показатель равняется наименьшему среднему диаметру резьбы гайки и наибольшему среднему диаметру резьбы болта.
Применение мелкого шага резьбы, отличия от стандартного
Метрическая резьба распространена на производстве в России. Мелкий шаг используется реже, чем основной (стандартный).
Кратко коснемся основных понятий в резьбе:
- Профиль — рисунок «гребенки», которая проходит вдоль оси крепежа.
- Шаг резьбы — расстояние между двумя соседними вершинами, замеренное вдоль оси стержня элемента крепежа.
- Наружный диаметр — измеряется по верхним точкам профиля.
- Внутренний диаметр — размер вписанного цилиндра в углубления наружной резьбы, либо по точкам вершин внутренней.
- Ход — расстояние от одной вершины профиля до другой в проекции на ось крепежа.
- Угол профиля — угол между боковыми сторонами профиля.

В метрической резьбе профиль состоит из равносторонних треугольников. Каждому диаметру соответствует один вариант крупного шага, и несколько вариантов мелкого.
Отличие мелкого шага резьбы от крупного:
- Чем мельче шаг, тем прочнее соединение из-за большей площади соприкосновения поверхностей (больше витков).
- При одинаковом диаметре резьбы и длине гайки можно получить более прочное и устойчивое соединение.
- При прочих равных условиях резьбовое соединение с крупным шагом выдерживает большее осевое усилие, чем с малым.
- Благодаря меньшему углу подъема происходит «самоторможение», в отличие от соединений с основным шагом, которые больше склонны к «самооткручиванию».
- При диаметре поверхности крепежного элемента свыше 68 мм метрическая резьба может иметь только мелкий шаг.
- В маркировке крепежа крупный шаг обычно опускается, а нестандартный – указывается.

Применение мелкой резьбы:
- Крепежи с нестандартными шагами применяются в основном в соединениях, где возможны вибрация, ударные, динамические переменные нагрузки.
- Сферы: автомобилестроение, авиационная промышленность, станко- и судостроение, бытовая техника.
- Тонкостенные детали для обеспечения герметичности соединения.
- Регулировочные и установочные винты измерительного инструмента (микрометры и пр.).
В повседневной жизни мы часто сталкиваемся с мелкой резьбой. Например, когда меняем колесные диски на автомобиле. На гайках и болтах в этом узле нарезана именно такая резьба. В бытовой технике также часто используется нестандартный шаг резьбы.
В бытовой технике также часто используется нестандартный шаг резьбы.
Как определить резьба с каким шагом перед вами?
- Проще всего измерить ее резьбовым шаблоном или калибром.
- Измерьте штангенциркулем ход в миллиметрах и разделите полученное значение на количество витков.
- Сопоставьте известную вам резьбу с искомым значением, сравнивая различные изделия.
Пример маркировки метчика со стандартным и мелким шагом:
- Метчик М10х0.75 (метрическая резьба М10, шаг мелкий 0.75).
- Метчик М10х1 (метр. резьба М10, шаг мелкий 1).
- Метчик М10х1.25 (метр. резьба М10, шаг мелкий 1.25).
- Метчик М10х1.5 (метр. резьба М10, шаг крупный 1.5).
Как видите, у метчиков М10 основной шаг один – 1.5 мм. А для мелкой резьбы – три варианта – 0.75, 1.0 и 1.25.
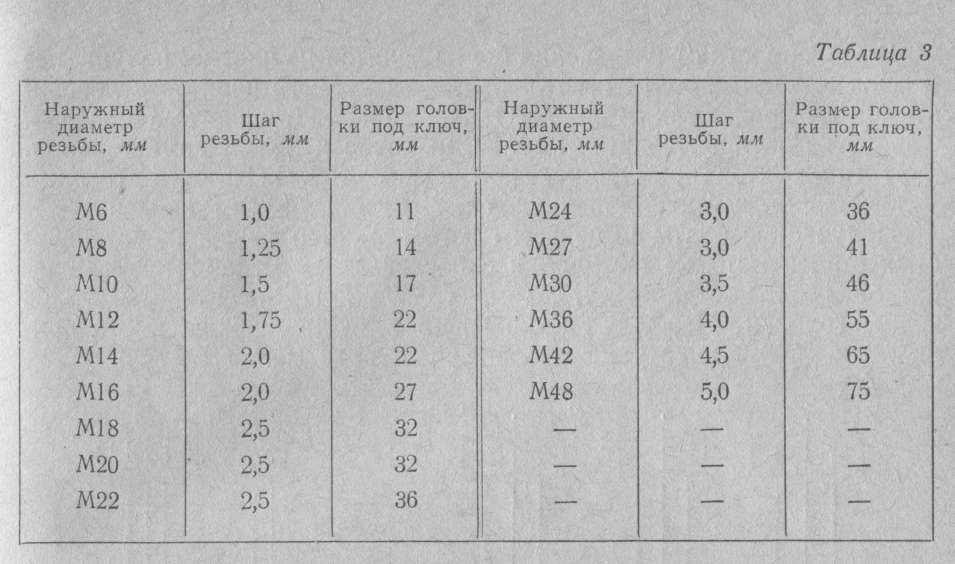
Стандартные (основные) шаги метрической резьбы − Таблица
Ниже представлена таблица с основными шагами и диаметрами метрической резьбы:
Размеры резьбы и точность ее профиля являются решающими факторами при определении следующего:
- возможно ли выполнение поверхностной обработки болта;
- возможно ли свободное соединение;
- сможет ли резьба выдерживать усилия, на которое рассчитано соединение деталей.

Расчет параметров резьбы основывается на номинальном диаметре резьбы, шаге резьбы и внутреннем диаметре резьбы:
D. Номинальный наружный диаметр внутренней резьбы (гайка)
d. Номинальный наружный диаметр наружной резьбы (болт)
D/d Номинальный диаметр резьбы
D2/d2 Номинальный средний диаметр резьбы
D1/d3 Номинальный внутренний диаметр резьбы
Значение диаметров метрической резьбы вычисляют по формулам:
D2 (d2) = D(d) — 0,6495P
D1 (d1) = D(d) — 1,0825P
Размеры наружной резьбы (болта) измеряются калибрами, микрометрами или оптическими измерительными приборами, в то время как внутренняя резьба (гайка) измеряется цилиндрическими калибрами.
Основные параметры резьбы, учитываемые при соединении деталей:
Допуск на резьбу
Устанавливается допуски для двух диаметров резьбы – среднего диаметра и диаметра выступов (наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы).
Допуск среднего диаметра резьбы определяет допустимую степень отклонения номинального среднего диаметра наружной (d2) и внутренней резьбы (D2).
Допуск на диаметр выступов устанавливает допустимую степень отклонения номинального наружного диаметра (d) крепежа с наружной резьбой (например, болты, винты) и номинального внутреннего диаметра (D) крепежа с внутренней резьбой (например, гайки).
Значение допуска среднего диаметра и диаметра выступов всегда отрицательное для крепежа с наружной резьбой и положительное для крепежа с внутренней резьбой.
Положительный допуск на внутреннюю резьбу и отрицательный на внешнюю позволяет оставлять необходимый допуск на возможную последующую обработку.
0 — нулевая отметка (h/H) — Номинальный диаметр
+/- — положительные/отрицательные зоны расположения допусков
e/g/G — положение допуска относительно 0 (h/H)
6/7/8 — степень точности допуска
* — стандартный размер допуска болта/гайки
Es/ei — максимальный размер границы поля допуска
Ei/es — минимальный размер границы поля допуска
↨ — допуск зазора для антикоррозийного покрытия
Поле допуска
Расстояние между максимальным и минимальным значением установленного ограничения (размер поля es-ei/EI-ES) определяет поле допуска. Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов.
Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов.
Положение поля допуска диаметра резьбы определяется основным отклонением (верхним для наружной резьбы и нижним для внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Обозначение поля допуска отдельного диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение. Например, 4h; 6g; 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра помещаемого на первом месте, и обозначения поля допуска диаметра выступов: 7g 6g (поле допуска d2 и d).
Если обозначение поля допуска диаметров выступов совпадает с обозначением поля среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Рекомендованные поля допуска для длины свинчивания N (до нанесения антикоррозийного покрытия) на крепеж с DIN, ISO, DIN ISO, DIN EN ISO, ГОСТ стандартами:
Метрическая резьба с крупным шагом Профиль M
Предпочтительной метрической резьбой является крупный шаг резьбы. Если это не подходит из-за толщины стенки и ограниченного пространства, доступен вариант с мелким шагом резьбы.
Если это не подходит из-за толщины стенки и ограниченного пространства, доступен вариант с мелким шагом резьбы.
| Размер (мм) | Шаг (мм) | Метчик (мм) | Сверло с зазором (мм) |
| 1,6 | 0,35 | 1,25 | 1,8 |
| 2 | 0,4 | 1,60 | 2,4 |
| 2,5 | 0,45 | 2,00 | 2,90 |
| 3 | 0,5 | 2,50 | 3,40 |
| 3,5 | 0,6 | 2,90 | 3,90 |
| 4 | 0,7 | 3,30 | 4,50 |
| 5 | 0,8 | 4,20 | 5,50 |
| 6 | 1 | 5. 00 00 | 6,60 |
| 8 | 1,25 | 6,80 | 9,00 |
| 10 | 1,5 | 8,50 | 12.00 |
| 12 | 1,75 | 10.20 | 14.00 |
| 14 | 2 | 12.00 | 16.00 |
| 16 | 2 | 14.00 | 18.00 |
| 20 | 2,5 | 17,50 | 22.00 |
| 22 | 2,5 | 19,50 | 25.00 |
| 24 | 3 | 21. 00 00 | 27.00 |
| 27 | 3 | 24.00 | 30.00 |
| 30 | 3,5 | 26,50 | 33,00 |
| 36 | 4 | 32,00 | 40,00 |
| 42 | 4,5 | 37,50 | 46,00 |
| 48 | 5 | 43,00 | 53,00 |
| 56 | 5,5 | 50,50 | 62,00 |
| 64 | 6 | 58,00 | 70,00 |
| 72 | 6 | ||
| 80 | 6 | ||
| 90 | 6 | ||
| 100 | 6 |
Размеры метрической, мелкой метрической, BSW, BSF, UNC, UNF и BA
| Диаметр метрической резьбы | Крупный шаг (мм) | Диаметр сверла (мм) |
| М1,6 | 0,35 | 1,25 |
| М2 | 0,40 | 1,60 |
| М2,5 | 0,50 | 2,05 |
| М3 | 0,50 | 2,50 |
| М4 | 0,70 | 3,30 |
| М5 | 0,80 | 4,20 |
| М6 | 1,00 | 5,00 |
| М7 | 1,00 | 6,00 |
| М8 | 1,25 | 6,80 |
| М10 | 1,50 | 8,50 |
| M12 | 1,75 | 10. 20 20 |
| М14 | 2,00 | 12.00 |
| М16 | 2,00 | 14.00 |
| М18 | 2,50 | 15,50 |
| М20 | 2,50 | 17,50 |
| M22 | 2,50 | 19,50 |
| M24 | 3,00 | 21.00 |
| М27 | 3,00 | 24.00 |
| М30 | 3,50 | 26,50 |
| М33 | 3,50 | 29,50 |
| М36 | 4,00 | 32,00 |
| М39 | 4,00 | 35,00 |
| М42 | 4,50 | 37,50 |
Форма и шаг метрической мелкой резьбы
Угол резьбы 60 o
| Диаметр метрической резьбы | Мелкий шаг (мм) | Диаметр сверла (мм) |
| М1,6 | 0,20 | 1,40 |
| М2 | 0,25 | 1,75 |
| М2,5 | 0,35 | 2.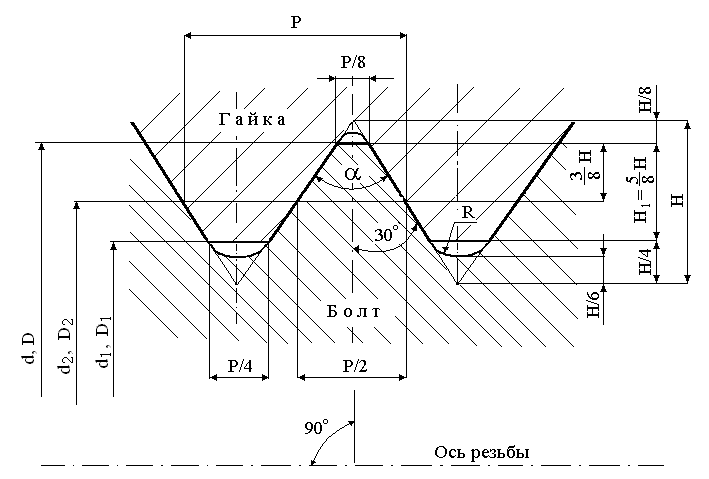 10 10 |
| М3 | 0,35 | 2,60 |
| М4 | 0,50 | 3,50 |
| М5 | 0,50 | 4,50 |
| М6 | 0,75 | 5,20 |
| М7 | 0,75 | 6,20 |
| М8 | 0,75 | 7,20 |
| М8 | 1,00 | 7,00 |
| М10 | 0,75 | 9.20 |
| М10 | 1,00 | 9,90 |
| М10 | 1,25 | 8,80 |
| M12 | 1,00 | 11.00 |
| M12 | 1,25 | 10,80 |
| M12 | 1,50 | 10,50 |
| М14 | 1,00 | 13.00 |
| М14 | 1,25 | 12,80 |
| М14 | 1,50 | 12,50 |
| М16 | 1,0 | 15. 00 00 |
| М16 | 1,50 | 14,50 |
| М18 | 1,0, 1,50, 2,00 | 17.00, 16.50, 16.00 |
| М20 | 1,00 | 19.00 |
| М20 | 1,50 | 18,50 |
| М20 | 2,00 | 18.00 |
BSW Крупная форма и шаг резьбы
Угол резьбы 55 o
Крепеж BSW можно купить ЗДЕСЬ 9036 3
| Диаметр резьбы BSW (дюймы) | Количество ниток на дюйм | Диаметр сверла (мм) |
| 1/8 дюйма | 40 | 2,50 |
| 3/16″ | 24 | 3,70 |
| 1/4 дюйма | 20 | 5.10 |
| 5/16″ | 18 | 6,50 |
| 3/8 дюйма | 16 | 7,90 |
| 7/16″ | 14 | 9. 20 20 |
| 1/2″ | 12 | 10.40 |
| 9/16″ | 12 | 11,89 |
| 5/8″ | 11 | 13.40 |
| 3/4 дюйма | 10 | 16,25 |
| 1″ | 8 | 22.00 |
| 1 1/4 дюйма | 7 | 27,25 |
| 1 1/2 дюйма | 6 | 33,50 |
| 1 3/4 дюйма | 5 | 38,50 |
| 2 дюйма | 4 1/2 | 44,50 |
Мелкая форма и шаг резьбы BSF
Угол резьбы 55 o
Крепеж BSF можно купить ЗДЕСЬ
| Диаметр резьбы BSF (дюймы) | Количество витков на дюйм | Диаметр сверла (мм) |
| 3/16″ | 32 | 4,00 |
| 1/4 дюйма | 26 | 5,30 |
| 5/16″ | 22 | 6,80 |
| 3/8 дюйма | 20 | 8. 30 30 |
| 7/16″ | 18 | 9,70 |
| 1/2″ | 16 | 11.10 |
| 9/16″ | 16 | 12,70 |
| 5/8″ | 14 | 14.00 |
| 3/4 дюйма | 12 | 16,75 |
| 1″ | 10 | 22,75 |
| 1 1/4 дюйма | 9 | 28,75 |
| 1 1/2 дюйма | 8 | 34,50 |
| 1 3/4 дюйма | 7 | 40,50 |
| 2 дюйма | 7 | 47,00 |
Форма и шаг резьбы UNC 6 UNF Мелкие формы и шаг резьбы
Угол резьбы 60 o
Крепеж UNC можно купить ЗДЕСЬ UNC Диаметр резьбы (дюймы) Количество витков на дюйм Диаметр сверла (мм) 1 — 64 64 1,50 2 — 56 56 1,80 3 — 48 48 2. 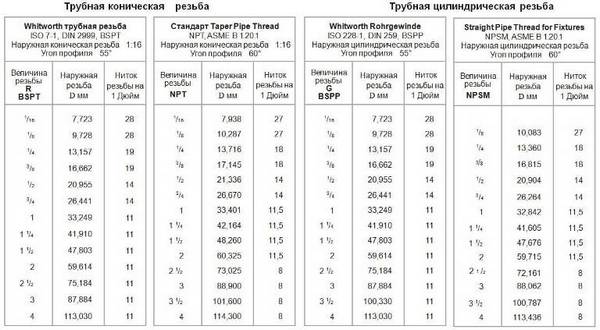 10
10 4 — 40 40 2,35 5 — 40 40 2,65 6 — 32 32 2,85 8 — 32 32 3,50 10 — 24 24 4,00 12 — 24 24 4,65 1/4″ — 20 20 5,35 5/16″ — 18 18 6,80 3/8″ — 16 16 8,25 7/16″ — 14 14 9,65 1/2″ — 13 13 11.15 9/16″ — 12 12 12,60 5/8″ — 11 11 14.05 3/4″ — 10 10 17.00 7/8″ — 9 9 20.00 1″ — 8 8 22,85 1 1/4″ — 7 7 28,85 1 1/2″ — 6 6 34,70 1 3/4″ — 5 5 40,40 2″ — 4 1/2 4,5 46,30
Угол резьбы 60 o
Вы можете купить крепеж UNF ЗДЕСЬ UNF Диаметр резьбы (дюймы) Количество витков на дюйм Диаметр сверла (мм) 0 — 80 80 1,25 1 — 72 72 1,55 2 — 64 64 1,90 3 — 56 56 2,15 4 — 48 48 2,40 5 — 44 44 2,70 6 — 40 40 2,95 8 — 36 36 3,50 10 — 32 32 4.