П6334 Пресс гидравлический одностоечный правильно запрессовочный схемы, описание, характеристики. Размеры пресс гидравлический
П6334 Пресс гидравлический одностоечный правильно запрессовочный схемы, описание, характеристики
Сведения о производителе пресса гидравлического одностоечного П6334
Производителем пресса П6334 является Оренбургский завод гидравлических прессов Гидропресс, основанный в 1953 году.
Первый гидравлический пресс для переработки пластмасс ПА-474 был принят государственной комиссией 23 сентября 1953 года, этот день прессостроители и считают днем рождения завода «Гидропресс».
Станки, выпускаемые Оренбургским заводом гидравлических прессов ГидроПресс
Пресс гидравлический. Общие сведения
Гидравлический пресс — это гидравлическая машина, предназначенная для создания больших сжимающих усилий. Ранее назывался «пресс Брама», так как изобретён и запатентован Джозефом Брама в 1795 году.
Гидравлический пресс состоит из двух сообщающихся гидравлических цилиндров (с поршнями) разного диаметра. Цилиндр заполняется гидравлической жидкостью, водой, маслом или другой подходящей жидкостью.
Гидравлические прессы в отличие от молотов деформируют металл при малых скоростях движения рабочего инструмента — до 30 см/с. Эта скорость в начале деформирования заготовки равна нулю.
Основная работа совершается гидропрессами давлением рабочей жидкости (воды, эмульсии, масла), создаваемым в рабочих цилиндрах. Чем выше это давление и чем больше площадь рабочих цилиндров, тем значительнее усилие, развиваемое прессом. В настоящее время в гидравлических прессах создаются давления до 100 МПа (1000 ат). Усилие наиболее крупных гидравлических прессов доходит до 740 МН (75 000 тс).
Гидравлические прессы, используемые для монтажно-запрессовочных работ, имеют три очень важных преимущества перед другими типами прессов:
- постоянство нагружения ползуна и его скорости движения
- возможность получения больших рабочих ходов
Благодаря этому они находят наибольшее применение при разборке и сборке машин.
Серийные гидравлические прессы простого действия имеют насосно-безаккумуляторный привод, одностоечную сварную конструкцию С - образной формы и оборудованы необходимыми средствами механизации и автоматизации.
Достоинством одностоечных гидравлических прессов является свободный доступ к рабочей зоне с трех сторон, т.н. открытое рабочее пространство. Следствием является их широкая универсальность.
Основной недостаток одностоечных гидравлических прессов - большая податливость С - образной станины под нагрузкой. Это отражается на их технологической точности.
Обозначение гидравлических прессов
Значения первых двух цифр в обозначениях гидравлических прессов:
- П32 - пресс листоштамповочный, отбортовочный
- П60, П61, П63 - пресс одностоечный правильно запрессовочный
- П31, П34 - пресс одностоечный простого действия
- П33 - пресс рамный двойного действия
За двумя первыми цифрами следуют еще две цифры, обозначающие номинальное усилие пресса, а затем буква, которая показывает его модификацию в группе прессов данного вида.
Значения основного параметра в обозначениях прессов:
Таблица 1. Обозначение основного параметра пресса
| 14 | 25 кН | 20 | 100 кН | 30 | 1000 кН | 40 | 10000 кН |
| 15 | 31,5 кН | 21 | 125 кН | 31 | 1250 кН | 41 | 12500 кН |
| 16 | 40 кН | 22 | 160 кН | 32 | 1600 кН | 42 | 16000 кН |
| 18 | 63 кН | 23 | 200 кН | 33 | 2000 кН | 43 | 20000 кН |
| 24 | 250 кН | 34 | 2500 кН | 44 | 25000 кН | ||
| 25 | 315 кН | 35 | 3150 кН | 45 | 31500 кН | ||
| 26 | 400 кН | 36 | 4000 кН | 46 | 40000 кН | ||
| 28 | 630 кН | 38 | 6300 кН | 48 | 63000 кН |
Пример обозначения гидравлических прессов:
- П6320Б - 100 кН, пресс одностоечный правильно запрессовочный
- П6328Б - 630 кН, пресс одностоечный правильно запрессовочный
- П6330 - 1000 кН, пресс одностоечный правильно запрессовочный
- П6334 - 2500 кН, пресс одностоечный правильно запрессовочный
П6334 пресс гидравлический одностоечный правильно запрессовочный. Назначение, область применения
Прессы гидравлические одностоечные без гидроподушки П6334 предназначены для выполнения широкого круга работ: запрессовки - выпрессовки, прошивки, калибровки, правки (рихтовки), листовой штамповки без глубокой вытяжки.
Гидравлический пресс одностоечный универсальный модели П6334, усилием 2500 кН предназначен для выполнения следующих операций:
- гибка, пробивка, штамповка, калибровка, запрессовка;
- правка - при оснащении правильным инструментом и правильным столом;
- точная правка - при оснащении устройством для точной правки и, при необходимости, правильным столом.
Прессы могут применяться как в производственных, так и в ремонтных подразделениях и мастерских.
Прессы П6334, кроме того, имеют возможность встройки в автоматическую линию или комплекс. По особому заказу все прессы могут оснащаться правильным столом и оснасткой и механизмом точной правки.
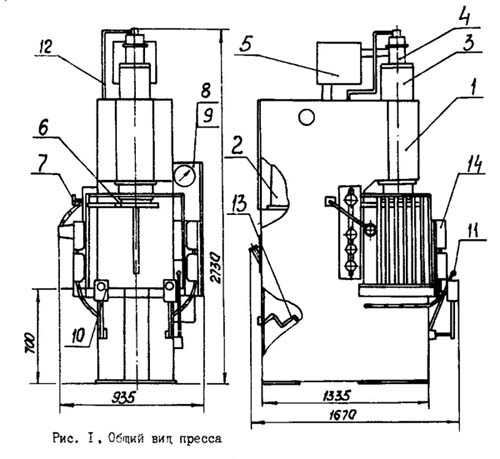
Все узлы прессов установлены на С-образной станине сваренной из листового проката. В верхней консоли закреплен рабочий цилиндр. К нижнему торцу штока цилиндра крепится ползун, с левой стороны пресса — конечные выключатели, с правой — электрошкаф с кнопочной панелью управления и манометры. На нижней консоли устанавливается стол для крепления инструмента или правильного стола, на который может быть установлено приспособление для правки. На передней части нижней консоли пресса расположены пульты управления. Для ручного управления предусмотрена рукоятка.
Привод пресса индивидуальный гидравлический, расположен внутри гидробака, установленного на станине.
Цилиндр - поршневого типа крепится в верхней части станины. В отверстие штока цилиндра установлен рабочий инструмент.
Электросхема имеет блокировку, осуществляющую немедленное отключение вводного автомата при открывании дверцы электрошкафа.
Рабочие органы цилиндра, насосов и гидроаппаратуры постоянно смазываются рабочей жидкостью — маслом — и не требуют специальной смазки. Оси рычагов управления смазываются пресс-масленками.
На прессах установлено ограждение и фотозащита.
Режимы работы:
- наладочный,
- полуавтоматический,
- автоматический.
Управление прессом осуществляется:
- от рукоятки,
- от рукоятки с кнопкой,
- от одной кнопки,
- от двух кнопок.
Смазка комбинированная.
Конструкция прессов позволяет встраивать их в автоматические линии.
Климатическое исполнение:
- для умеренного, холодного климата (основное)
- тропическое (по особому заказу)
Разработчик — оренбургский завод гидравлических прессов «Гидропресс» (головной).
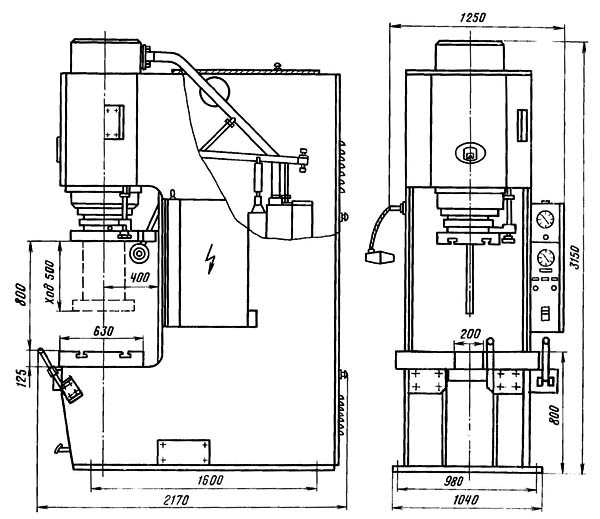
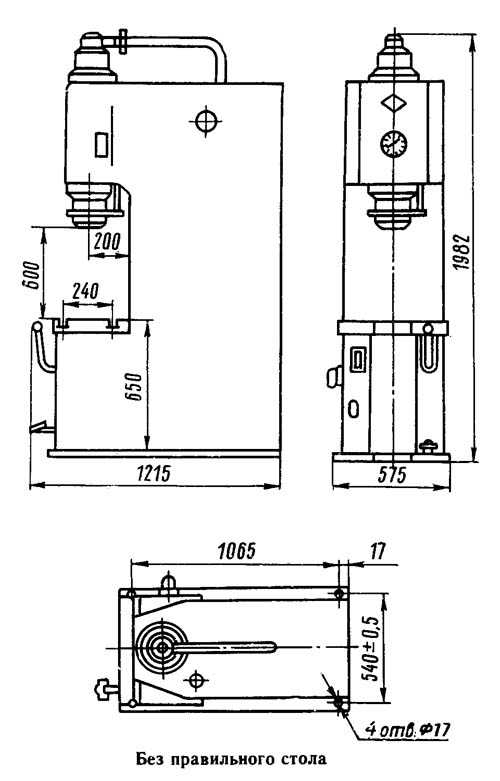
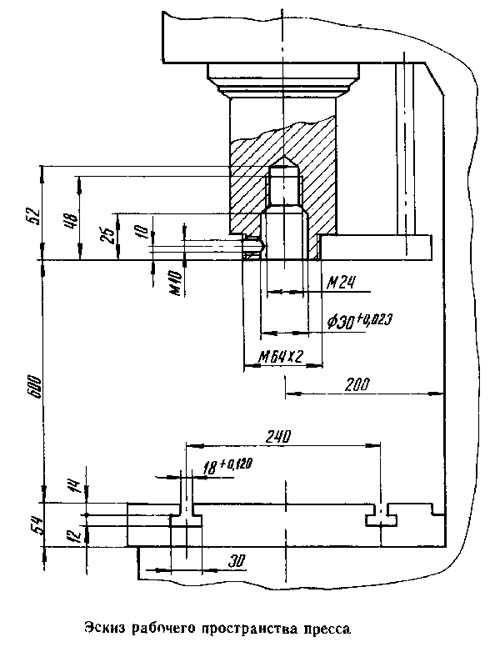
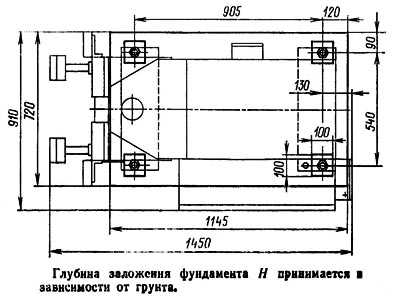
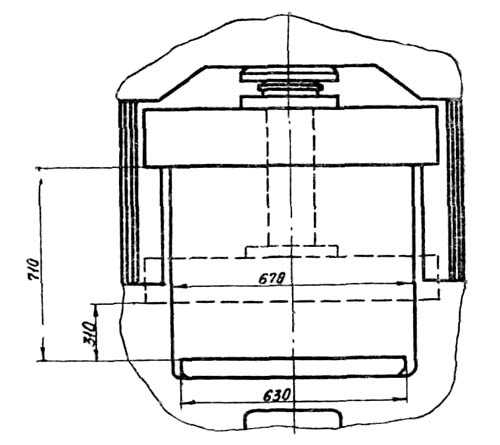
Габаритные размеры рабочего пространства пресса П6334
Спецификация составных частей пресса П6334
- Управление прессом - П6334А.41А.001
- Ползун - П6334А.32А.001
- Станина - П6334А.11.001А
- Цилиндр рабочий - П6334А.31.001Г
- Трубопровод - П6334А.81.001
- Гидроагрегат - П6334
- Электрошкаф - П6334А.93.001А
- Электрооборудование - П6334А.91.001А
- Электропанель - П6330.92.001
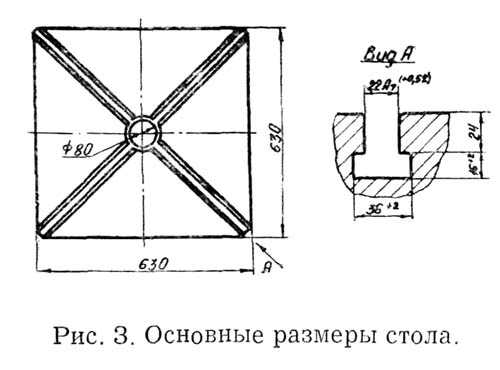
- Стол рабочий - П6334А.61.001
- Боек - П6334А.62.001
- Механизм коротких ходовП6330.42Д.001
- Приспособление для правки - П9.00.001А
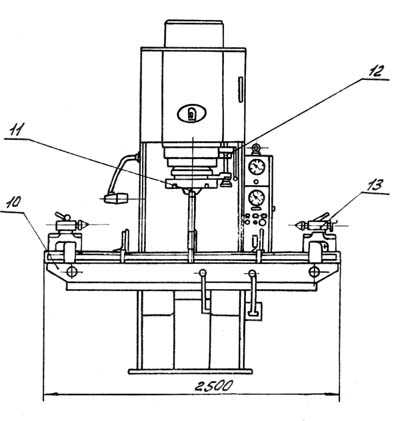
Габаритные размеры пресса П6334 с правильным столом
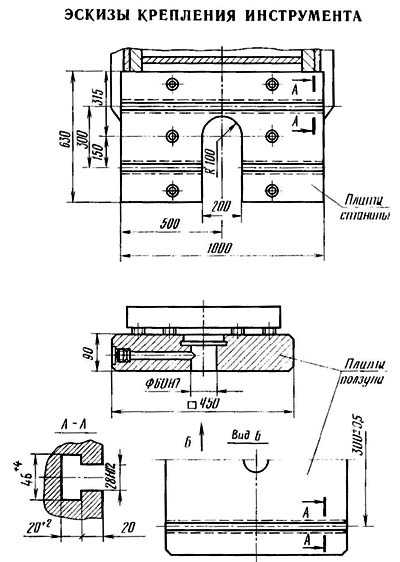
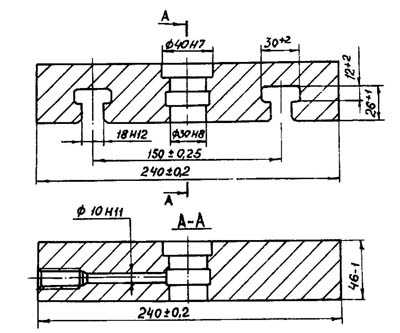
Посадочные и присоединительные базы пресса П6334. Крепление инструмента
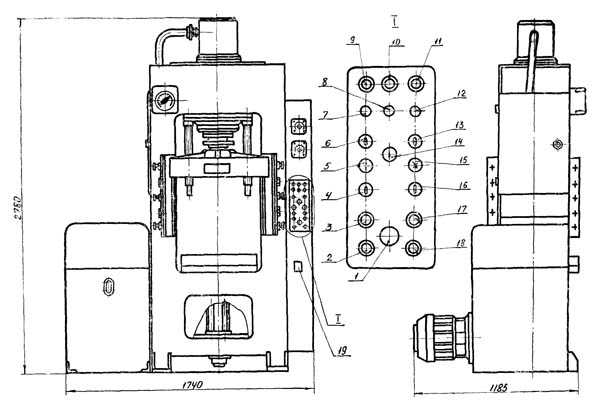
Общий вид гидравлического пресса П6334

Схема управления гидравлическим прессом П6334
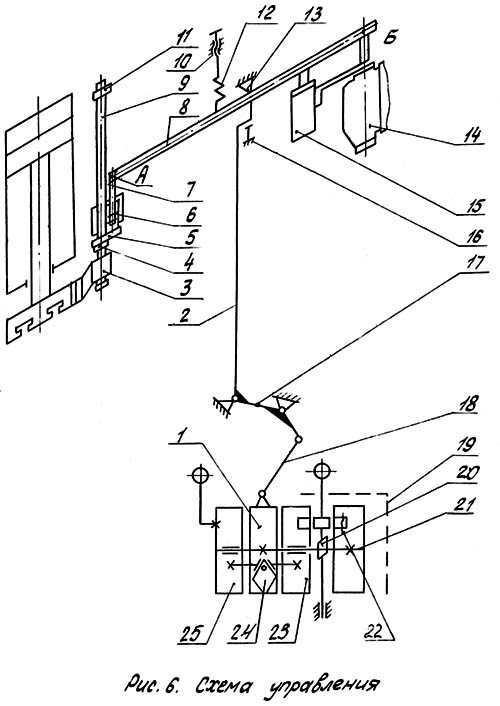
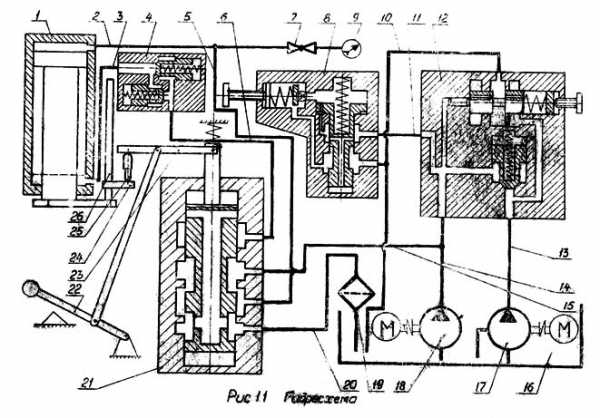
Устройство управления гидравлическим прессом П6334
К распределительному золотнику 14 и возвратному штырю 7 крепится планка 8, к которой присоединены тяга и возвратная пружина 12, последняя через регулируемый винт 10 крепится к станине. Тяга 2 другим концом присоединена к рычагу 17, который тягой 18 соединен с осью 21 . На оси 21 свободно вращаются рычаги 23 и 25 (на рычаге 25 жестко закреплена левая рукоятка), на которых закреплены кулачки, воздействующие на ромб 24.
На той же оси 21 свободно вращается рамка 20 (в которой закреплена правая рукоятка), центрирующаяся в нейтральном положении двумя пружинами.
Рамка 20 закрыта кожухом 19.
К ползуну крепится модификатор 3. С модификатором связана штанга 9, на которой закреплены кулачки 11 и 4. Кулачки могут быть закреплены на разной высоте по штанге и служат для ограничения хода штока вверх и вниз. Штанга 9 и возвратный штырь 7 ходят в направляющей втулке. На штанге 9 размещен механизм коротких ходов 5. Пружина 6 вместе со штырем 7 служит, упором для планки 8 при пуске пресса. Упоры 13 и 16 ограничивают ход планки 8.
Работа управления гидравлическим прессом П6334
Управление прессом может быть двурукое и однорукое правое.
При пользовании двуруким управлением правая рукоятка сначала перемещается влево до упора, после чего обе рукоятки одновременно перемещаются вниз.
От них, через систему рычагов движение передается планке 8, которая поворачивается относительно точки "А". при этом золотник 14 переместится вниз и откроет путь маслу от насоса в поршневую полость цилиндров. Осуществляется ход штока вниз. Вместе со штоком движется штанга 9, на которой расположены два подвижных кулачка 4 и 11. В конце хода кулачок 11 нажимает на штырь 7, планка 8 поворачивается относительно упора 16 и выводит золотник 14 в нейтральное положение, происходит останов штока. При снятии усилия с рукояток управления пружина 12 поворачивает планку 8 относительно точки "А" вверх, золотник 14 занимает верхнее положение. Масло от насоса подается в штоковую полость цилиндра, шток со штангой 9 движется вверх. В конце хода штока вверх кулачок 4 нажимает на штырь 7, планка 8 поворачивается относительно упора 13 и вводит золотник 14 в нейтральное положение, шток останавливается.
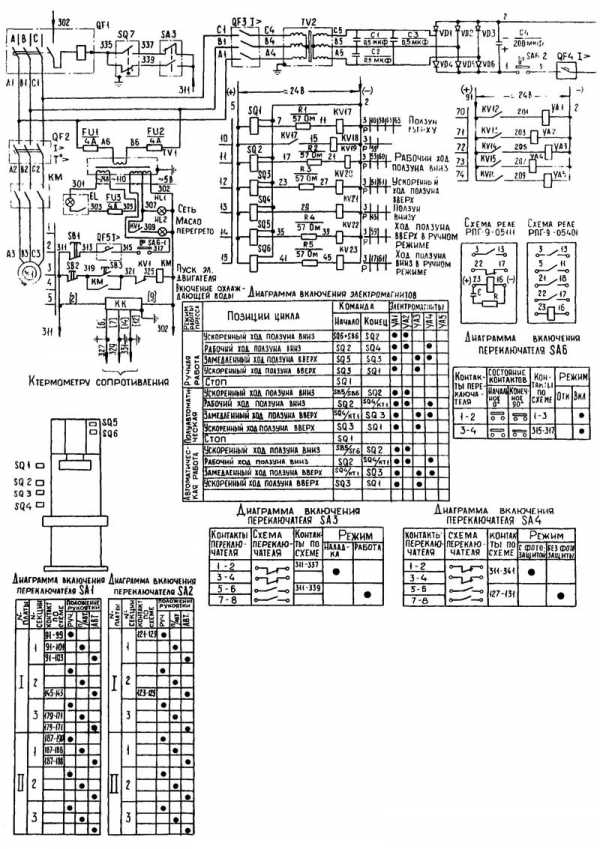
Схема электрическая гидравлического пресса П6334
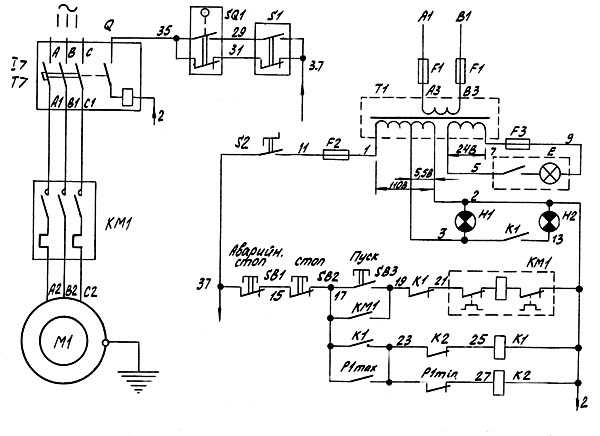
Схема гидравлическая пресса П6334
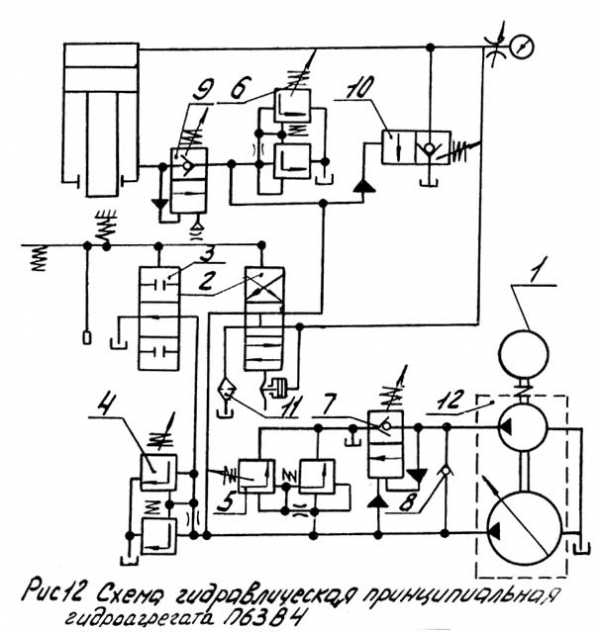
Спецификация гидравлической схемы пресса П6334
- Электродвигатель
- Распределитель - П63В4.41.051А
- Дроссель - ГР-П6332.42.001
- Клапан предохранительный - 1КЛ20А
- Клапан предохранительный - 11КЛ10
- Клапан предохранительный - 11КЛ10
- Клапан обратный управляемый с предохранителем - 2КУ20
- Клапан обратный - 1К020
- Клапан предохранительный с обратным клапаном - 12КЛ20
- Клапан обратный управляемый - 1КУ32А
- Фильтр - MS200
- Насос радиально-плунжерный с подшипником - B80/32LTGL10B68
Технические характеристики пресса П6334 и П6330
| Основные параметры пресса | ||
| Номинальное усилие пресса, кН (т) | 1000 (100) | 2500 (250) |
| Наибольший ход штока, мм | 500 | 500 |
| Наибольшее расстояние между столом и штоком - открытая высота пресса, мм | 750 | 800 |
| Расстояние от оси штока до станины (вылет), мм | 400 | 400 |
| Скорость штока - рабочий ход, мм/сек | 12,5 | 4.5 |
| Скорость штока - холостой ход, мм/сек | 80 | 29 |
| Скорость штока - возвратный ход, мм/сек | 18 | 70 |
| Размеры стола, мм | 800 х 630 | 1000 х 630 |
| Размеры проема в столе, мм | 200 х 415 | 200 х 415 |
| Размеры съемного правильного стола, мм | 2000 х 420 | 2500 х 600 |
| Масса съемного правильного стола, кг | 960 | |
| Масса правильного инструмента, кг | 195 | |
| Высота стола над уровнем пола, мм | 745 | |
| Номинальное рабочее давление жидкости, кг/см2 | 250 | |
| Электрооборудование | ||
| Количество электродвигателей | 1 | 1 |
| Электродвигатель главного привода, кВт | 22 | 18,5 |
| Габариты и масса пресса | ||
| Габариты пресса (длина ширина высота), мм | 2250 х 900 х 2720 | 1250 х 2170 х 3150 |
| Масса станка, кг | 5500 | 10940 |
Связанные ссылки. Дополнительная информация
Каталог справочник гидравлических прессов
Паспорта и схемы к гидравлическим прессам и кузнечно-прессовому оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
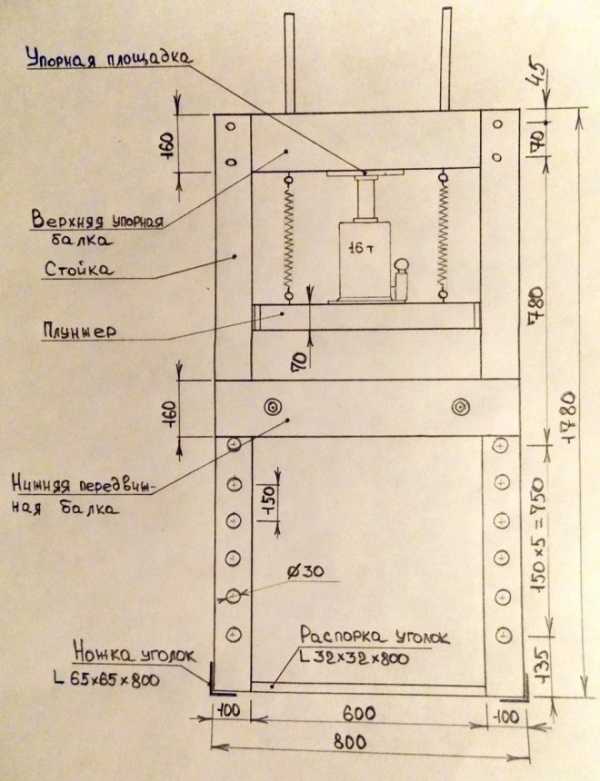
Гидравический пресс своими руками
Небольшие гидравлические прессы находят широкое применение в быту (для выполнения различных ремонтных работ и утилизации отходов), на станциях технического обслуживания автомобилей (с их помощью рихтуют элементы кузова и ходовой части машин), при изготовлении пластмассовых изделий, для прессования фанеры, сена, топливных брикетов и выжимания масла из семян на соответствующих заводах.

Видео руководство по самостоятельному изготовлению гидравлического пресса
Можно изготовить гидравлический пресс своими руками, применив в качестве основного рабочего органа, обыкновенный гидравлический домкрат. Сразу надо заметить, что домкраты по усилию подъема грузов, бывают разные. Поэтому, при конструировании пресса самостоятельно, необходимо определиться, какое максимальное усилие потребуется при его использовании.
В гидравлических прессах с усилием до 200 кН, во время работы используется сила человека, прилагаемая через специальный рычаг. А в более мощном прессовом оборудовании применяется электропривод.
Все изделия отличаются своей конструкцией, количеством и расположением основных агрегатов. Они имеют различные размеры прессовочного стола, хода подвижной части пресса и высоту пространства для расположения обрабатываемого материала. Прессы бывают с одним или несколькими силовыми цилиндрами.
Порядок выполнения работ
- В первую очередь перед началом работ, необходимо запастись металлическими изделиями разной формы и размеров.
- Для изготовления основания пресса можно взять толстый металлический лист, или сделать его составным, из отрезков стального профиля сечением 100 мм, сваренных вместе. Размеры основания зависят от вида выполняемых работ. Также от этого во многом зависит устойчивость конструкции при его использовании.
- В качестве направляющих стоек, нужно использовать отрезки стального уголка, размерами 100х100 мм и высотой 1,5 метра. Их должно быть четыре.
- Эти стойки необходимо приварить вертикально к металлическому основанию, по два с обеих сторон.
- Расстояние между рядом стоящими уголками необходимо установить 100 мм, чтобы помещались концы рабочего упора пресса, такой же ширины.
- В верхней части все стойки соединяются между собой, приваренным к ним металлическим профилем, соответствующего размера. Он же будет служить неподвижным упором.
- В выбранном варианте сборки гидравлического пресса своими руками, домкрат будет закреплен на его основание. Поэтому, работа будет производиться при ходе штока домкрата вверх. Направляющие стойки в нижней части, по высоте домкрата, для большей жесткости, скрепляются двумя болтами с каждой стороны. Для этого, в рядом стоящих уголках, просверливаются сквозные, соосные отверстия по диаметру болтов.
- Далее нужно приступить к сборке немаловажного элемента для гидравлического пресса — съемного упора. Он будет устанавливаться так, чтобы шток домкрата располагался по его центру. А сам съемный упор при работе будет скользить между направляющими стойками. Поэтому, длина его должна быть равна расстоянию между наружными краями уголков-стоек.
- Для получения жесткой конструкции, съемный упор изготавливается из листа стали толщиной 10 мм. Из него металлорежущим инструментом вырезаются 10 равных по размеру пластин, шириной 100 мм и две пластины короче остальных на 10 см.
- Затем длинные пластины свариваются межу собой в отдельных точках или сплошными швами. А короткие пластины, привариваются с двух сторон этого блока, отступив от его концов на равное расстояние (10 см). При работе эти выступы не дадут съемному упору передвинуться в сторону.
- Для возвращения рабочей части, после выполнения прессования, в исходное положение, изготовленный пресс, оборудуется возвратным механизмом. Его можно изготовить, используя две пружины и пластину с отверстием посередине. Размер возвратного механизма должен быть чуть больше диаметра винтового штока домкрата. Этот винт не даст передвинуться пластине при работе пресса.
- Верхним концом пружины крепятся в отверстия с двух концов пластины, а нижним к подошве домкрата.
- Чтобы уменьшить ход штока вместе со съемным упором, можно применить дополнительные вставки разной толщины, накладываемые на упор. Также можно изменить расстояние до верхнего упора пресса, приварив другой упор ниже него.





Изготовленный гидравлический пресс своими руками, при небольшом усилии в цилиндре малого диаметра, должен увеличить в несколько раз усилие, создающееся в большом цилиндре.
В виду того, что жидкость, используемая в таких прессах, не сжимается, то она полностью перетекает в другой цилиндр, с большей рабочей площадью поршня. Из закона Паскаля видно, что сила в большом цилиндре пресса увеличивается на столько, во сколько раз площадь его поршня больше площади поршня в малом цилиндре.
Видео инструкция
boldproject.ru
Пресс гидравлический ручной — studvesna73.ru
Для полноценной комплектации современной автомастерской необходимы гидравлические прессы. Они позволяют оперативно выполнять демонтаж компонентов автомобиля, с их помощью можно изготовить или откорректировать форму вспомогательной заготовки.
Назначение ручного гидравлического пресса для автосервиса

Ручной пресс для автомастерской
Разница между обычным и специализированным прессом для автосервиса незначительна. Общий принцип работы оборудования остается неизменным. Особенностью является система управления и функциональный набор.
С помощью оборудования этого типа можно выполнять несколько видов операций. Для обработки относительно небольших заготовок рекомендуется использовать настольные модели гидравлических прессов. Если же требуется предложить максимум давления — следует применять станки напольного типа.
Наиболее распространенные операции, для выполнения которых потребуется наличие в автосервисе ручного гидравлического пресса:
- установка и демонтаж шайб различного назначения. Аналогичные действия можно выполнять для втулок и подшипников, установленных в посадочных гнездах;
- выполнение работ по штамповке и калибровке;
- изменение конфигурации металлических конструкций – их правка и гибка.
Особенность эксплуатации гидравлического пресса в условиях автомастерской заключается в ограничении габаритов деталей, которые подвергаются давлению. Поэтому зачастую в подобных мастерских используют гидравлический пресс небольших размеров. Это позволяет не только оптимизировать рабочее пространство, но и уменьшает трудоемкость эксплуатации оборудования.
Не существует строгой специализации, по которой ручные гидравлические прессы могут применяться только в условиях СТО. Это универсальный тип оборудования, способный выполнить свои функции в любой мастерской или ремонтном цеху.
Классификация прессов
Конструкция гидравлического домкрата
Конструкция любого гидравлического пресса имеет схожесть с компоновкой обычного домкрата. Для нагнетания рабочей жидкости имеется резервуар, который сообщается с гидравлическим цилиндром. Для безопасности работы в конструкции есть нагнетательный клапан и запирающий кран. С помощью рычага происходит нагнетание рабочей жидкости в емкость гидроцилиндра, в результате чего смещается поршень.
Главным отличием моделей гидравлических прессов является их компоновка. В ручных конструкциях нагнетание рабочей жидкости происходит с помощью рычага. При этом рабочий должен самостоятельно фиксировать положение поршня относительно заготовки. Данная конструкция оптимальная для выполнения работ в труднодоступных местах автомобиля.
Стационарный гидравлический пресс может иметь привод от компрессора или аналогичный вышеописанному ручной. Стационарный гидравлический пресс имеет большее значение создаваемого давления, обладает значительной универсальностью. Для установки заготовок в конструкции имеется рабочий стол, состоящий из двух швеллеров, удаленных между собой на определенное расстояние. Шток пресса проходит между ними. В качестве дополнительного элемента может использоваться упорная пластина, устанавливаемая на балки.

В зависимости от конструктивных особенностей различают следующие модели ручных гидравлических прессов для автосервиса:
- направление рабочего штока – вверх или вниз. У большинства настольных моделей он направлен вниз;
- способ создания давления в рабочем цилиндре. Это можно осуществлять с помощью ручного привода или подключив компрессор. В последнем случае возрастает скорость работы;
- возможность установки дополнительных насадок на рабочий шток. Таким образом повышается количество операций, которые можно выполнять с помощью ручного настольного пресса.
Также немаловажным фактором является мобильность установки. Даже для настольных моделей производитель зачастую предусматривает наличие транспортировочных колес. Таким образом можно выполнять ремонтные работы элементов автомобиля, находящегося на стенде.
Для регулировки опорной площадки на раме конструкции делают ряд отверстий. Они необходимы для установки рабочего стола на требуемом расстоянии от штока гидравлического пресса.
Описание технических характеристик

Определившись с конструктивными особенностями и выявив оптимальную модель, можно приступать к анализу эксплуатационных и технических характеристик, которыми должен обладать гидравлический пресс. Определяющими параметрами являются фактические условия работы в автосервисе.
Сначала необходимо выяснить – какой тип гидравлического пресса нужен для выполнения конкретного типа ремонтных работ. Главным показателем является его исполнение – настольное или напольное. Нередко для комплектации больших СТО применяют несколько видов пресса. Это способствует максимальной производительности.
Технические характеристики можно условно разделить на два вида – параметры ручного пресса и конструкции, на которую он установлен. Для первого компонента оборудования важно знать такие параметры:
- максимальный показатель усилия. Обычно он варьируется от 5 до 20 т;
- ход штока;
- тип устройства для накачки рабочей жидкости.
Для настольных моделей необходимо учитывать следующие характеристики, которыми должен обладать гидравлический пресс:
- габариты и масса ручного гидравлического пресса;
- тип рабочей площадки. Ее основными характеристиками являются размер, наличие пазов для монтажа дополнительных компонентов, а также возможность смещения по раме относительно штока пресса;
- наличие систем амортизации для корпуса пресса. Это является обязательным, так как в процессе работы может возникать избыточное давление на основную конструкцию.
Учитывая эти параметры можно подобрать оптимальную модель пресса для комплектации современного СТО или аналогичного ему автосервиса.
Важным параметром является материал изготовления и толщина опорной плиты, на которую будет установлена деталь для обработки. Она должна выдержать максимальную нагрузку и при этом сохранить изначальную геометрию.
Рекомендации по эксплуатации

Нестандартная модификация ручного пресса для СТО
После приобретения оптимальной модели гидравлического ручного пресса необходимо ознакомиться с инструкцией по эксплуатации. Затем следует выполнить установку оборудования, учитывая его компоновку и требования к монтажу у производителя.
Сначала выполняется сборка оборудования. Проверяется правильность соединений компонентов согласно схеме сборки. После этого можно приступать к эксплуатации оборудования. При этом следует руководствоваться такими правилами, чтобы настольные гидравлические прессы проработали максимум времени без поломок:
- проверка объема рабочей жидкости. Если он будет недостаточно высок – невозможно будет достичь максимального показания давления в гидравлическом цилиндре;
- периодическая смазка подвижных деталей и механизмов. Для этого необходимо использовать специальные жидкости, рекомендуемые производителем оборудования;
- проверка состояния плунжеров и уплотнителей. Со временем они теряют свою эластичность, что отрицательным образом сказывается на герметичности элементов системы;
- деталь перед обработкой должна быть надежно закреплена на рабочем столе. Давление поршня должно равномерно распределяться по требуемой площади, не превышая ее. Дополнительно можно использовать насадки для увеличения функциональности оборудования. При этом гидравлический пресс должен выполнять свою главную задачу.
При перемещении пресса по автомастерской необходимо следить за соблюдением уровня рабочего стола. Фиксация рабочего стола проверяется каждый раз после выполнения работ.
В качестве рабочей жидкости следует использовать только те составы, которые рекомендовал производитель. Замена или дополнение осуществляется через специальный канал.
В качестве альтернативы заводским моделям гидравлического пресса можно рассмотреть возможность изготовления самодельного. В видеоматериале показан пример и дан подробный инструктаж для выполнения этой работы:
Гидравлические прессы
Для того чтобы в автомастерской произвести разного рода работы, к примеру, правку деталей, запрессовку и многое другое не нужно приобретать отдельное оборудование для каждого вида работ. Для этого отлично подходят прессы гидравлические. Прессы для автосервиса – это оборудование, позволяющее работать как с небольшими запчастями, так и с деталями грузовых автомобилей. Для этого важно правильно выбрать модель, а также учесть, с какой периодичностью будет использоваться оборудование. Прессы для СТО позволят работать с большими колесами, валами, втулками. Также они предназначены для шестерен и шкивов.
Если вы планируете работать с небольшими деталями, тогда рекомендовано использовать прессы гидравлические ручные. В нашем интернет-магазине есть модели компактного размера, которые не займут в автомастерской много места. Их можно установить даже на верстак. Небольшой пресс гидравлический настольный имеет усилие до 15 тонн. Если же вы планируете работать с грузовыми автомобилями, тогда рекомендовано приобрести модели с усилием до 30 тонн и с ножным управлением. Это упростит и ускорит работу мастера, так как его руки будут свободными.
Купить пресс гидравлический можно по выгодной цене. Весь товар высокого качества и представлен в широком ассортименте. Для простоты работы можно приобрести пресс гаражный с усилием 50 тонн или электрический с усилием 100 тонн, который упростит монтаж грузового автомобиля.
Соответственно мы предлагаем потребителям пресс гидравлический 10, 20, 30, 50, 100 тонн.
Купить пресс для автосервиса любой модели вы сможете в нашем интернет-магазине. Во время заказа можно воспользоваться помощью менеджера, контакты указаны на сайте. Для подтверждения качества товара предоставляем сертификаты. На весь товар, в том числе и на пресс гидравлический цены очень приемлемые, поэтому мы пользуемся популярностью среди многих потребителей. Оцените и вы все выгоды сотрудничества с нами.
Ручной гидравлический пресс – специальное устройство, которое служит для изгиба и сжатия материалов, выпрессовки и запрессовки подшипников, а также капитального ремонта двигателя автомобиля, коробок передач, подвески и многих других слесарных работ. Прессы создают большие усилия на рабочем штоке механизма благодаря высокому давлению жидкости.
Устройство включает в себя два гидравлических цилиндра с различным диаметром, соединенных между собой. Эти цилиндры заполнены жидкостью – маслом, которое не оказывает влияния на сам материал, из которого они выполнены.
Главные характеристики устройства:
- важнейшее преимущество гидравлических прессов с ручным приводом – возможность работы в любых условиях и простота эксплуатации;
- они позволяют справляться с задачами с высокой скоростью;
- оборудование имеет сравнительно невысокую стоимость и полностью себя окупает;
- оно отличается безопасностью и долговечностью.
Такие устройства широко эксплуатируются на современных СТО, автосервисах, производственных предприятиях и т.д. Они не требуют особых условий, не производят шум и сотрясения, а также не нуждаются в возведении тяжелого фундамента.
Если вы пребываете в поиске ручного пресса, относящегося к типу гидравлического, обращайтесь к нашим специалистам, у нас действует специальная цена на оборудование.
Как купить гидравлический ручной пресс?
Если вы желаете купить гидравлический ручной пресс, вам стоит обратить внимание на наш каталог, где представлены различные модели оборудования. Для того чтобы выбрать необходимый вам товар, достаточно ввести производителя, а также требуемую грузоподъемность устройства. Также есть возможность быстро найти конкретную модель пресса.
Наша компания предлагает своим клиентам самую доступную и выгодную стоимость не за счет снижения качества продукции, а благодаря прямому сотрудничеству с производителями. В результате вы получаете цены ниже средних по рынку.
Мы обеспечиваем прессами гидравлического типа многочисленные автомастерские и СТО по всей столице, они покупают у нас весь спектр устройств для оснащения службы по ремонту автомобилей, поэтому если вам нужно ручное оборудование, шиномонтажный станок или другие товары, мы будем рады предложить свои услуги.
Компания «Топ Мастер» предлагает вашему вниманию ручной гидравлический пресс по самой доступной стоимости. Вы можете выбрать и купить необходимое оборудование прямо на сайте или связаться с нашими специалистами для уточнения всех деталей по телефону +7 (495) 215-06-69. Мы незамедлительно оформляем заказы без каких-либо задержек. У нас имеется квалифицированная сервисная служба и действует доставка по Москве.
При выполнении различных работ в домашней мастерской нередко возникает необходимость воздействия на обрабатываемые детали методом прессования. О том, как сделать гидравлический пресс своими руками для выполнения таких операций, мы и поговорим в данной статье.

Самодельный гидравлический пресс
Устройство и функции гидравлического пресса
Гидравлический пресс – это такое оборудование, которое специально предназначено для обработки деталей и заготовок путем воздействия на них высоким давлением. Работает такой пресс за счет давления жидкости, воздействующей на элементы его конструкции.
Конструкция большинства гидравлических прессов предусматривает вертикальное расположение рабочего цилиндра, но есть и модели, в которых он расположен горизонтально. Различные модели прессов могут создавать рабочие усилия в диапазоне от нескольких десятков до нескольких тысяч тонн.

Вариант исполнения гидравлического пресса заводского производства
Принцип действия гидравлического пресса основан на законе Паскаля, известном нам из школьного курса физики. Конструкцию пресса составляют две рабочих камеры разного размера или, как их еще называют, цилиндры. Принцип работы гидравлического пресса, если описать его несколькими словами, заключается в следующем.
В меньшем из его цилиндров создается высокое давление рабочей жидкости, которая по соединительному каналу подается в камеру большего диаметра и воздействует на поршень, соединенный с рабочим инструментом. Последний и оказывает давление на обрабатываемую деталь, которая располагается на жесткой опоре во избежание ее перемещения под его действием. В качестве рабочей жидкости во всех гидравлических прессах используются специальные масла.
Принцип работы гидравлического пресса
Наиболее широкое применение гидравлические прессы нашли при выполнении таких операций над металлическими деталями, как штамповка, ковка, правка, гибка, выдавливание труб и других профилей. Кроме того, при помощи таких прессов выполняется брикетирование, пакетирование и прессование различных материалов (как правило, для этих целей используется мини-пресс).
Устройство гидравлического пресса позволяет активно использовать его как на предприятиях по производству изделий из резины, пластика и древесины, так и в других областях. Разнообразие функций и сфер применения этого оборудования определяют существование его различных модификаций. Например, в продаже можно найти пресс гидравлический настольный, мини-пресс, пресс гидравлический напольный, пресс гидравлический ручной, прессы с манометром и без.
Варианты использования в домашних условиях
Применение гидравлического пресса в гараже или домашней мастерской достаточно распространено. Использовать такой пресс, отличающийся небольшими размерами, можно как при ремонте автомобиля, так и для выполнения работ другого характера.
В частности, с помощью такого компактного оборудования можно выполнить выпрессовку подшипников или сайлентблоков, а также запрессовать на их место новые детали. Помимо автомобильного ремонта, гидравлический пресс можно использовать для гибки металлических деталей, создания требуемого давления при склеивании поверхностей, брикетирования отходов, для выдавливания масла и жидкости. Заводское оборудование подобного назначения (даже ручной гидравлический пресс) стоит немалых денег, и приобрести его могут не все желающие. Между тем, можно сделать такой пресс своими руками, затратив средства только на приобретение необходимых материалов.

Использование пресса в качестве соковыжималки
Что примечательно, конструкция изготовленного дома гидравлического пресса сразу может быть адаптирована для решения определенной задачи с конкретной деталью или заготовкой. Сделанный своими руками пресс не займет много места, для его размещения будет достаточно выделить немного места в мастерской или гараже. Подробная инструкция о том, как сделать гидравлический пресс, приведена ниже. В конце статьи также размещено видео на эту тему.
Конструкция домашнего пресса
Гидравлические прессы, сделанные своими руками, не должны обладать слишком уж выдающимися техническими характеристиками, вполне достаточно, чтобы они развивали усилие в 10–20 тонн. Этот параметр самодельного гидравлического пресса зависит от того, какие действия вы соберетесь с его помощью совершать.

Один из самых распространенных и простых вариантов самодельного пресса
Существует ряд других параметров, которым соответствуют не только промышленные, но и самодельные бытовые гидравлические прессы:
- размеры;
- масса оборудования;
- ход поршня;
- наличие в конструкции пресса манометра;
- характеристики используемой станины.
В самодельных прессах давление в рабочем цилиндре обычно создается при помощи ручного гидравлического насоса, который может быть как встроенным в конструкцию такого устройства, так и расположенным отдельно от него. Такая конструктивная особенность зависит только от того, какое оборудование вы выберете для изготовления такого приспособления. Очень легко сделать своими руками гидравлический пресс, если взять за основу его конструкции домкрат бутылочного типа. У такого домкрата, что удобно, в конструкции уже предусмотрен встроенный ручной насос.

Гидравлический домкрат бутылочного типа отлично подходит для использования в сделанном своими руками гидропрессе
Прежде чем вы соберетесь приобретать подходящий домкрат для изготовления домашнего гидравлического приспособления, важно определиться, какие задачи вы будете решать с его помощью. От этого зависит как конструктивная схема ручного гидравлического пресса, так и усилие, которое он будет развивать. Следующее действие – это разработка чертежа гидравлического пресса, который вы собираетесь изготовить своими руками. Можно, конечно, найти такой чертеж в Интернете и даже посмотреть фото и видео процесса изготовления пресса из гидравлического домкрата своими руками. Но в таком случае вы столкнетесь с необходимостью подгонять имеющиеся у вас приспособления под чужой самодельный пресс.

Ручной гидравлический насос
Разработка чертежа вашего будущего самодельного пресса начинается с того, что решается вопрос о том, по какой схеме он будет работать. Здесь есть всего два варианта.
- Домкрат будет расположен в нижней части пресса – на его станине – и давить будет вверх.
- Домкрат закрепляется в верхней части конструкции пресса и давит, соответственно, вниз.
Однако при выборе схемы работы самодельного пресса следует учитывать тот факт, что для основной части домкратов, выпускаемых современной промышленностью, единственно правильным является расположение давящим штоком вверх, и размещать их по-другому просто не допускается. Именно поэтому чаще всего за основу берется первая схема гидравлического пресса. Второй вариант используют только в тех случаях, когда требуется изготовить своими руками гидравлическое оборудование для выпрессовывания подшипников или втулок из отдельных узлов и механизмов.

Вариант пресса с нижним расположением домкрата
Что следует учитывать при разработке чертежа самодельного пресса
Несущим элементом любого пресса, в том числе и самодельного, является станина, к разработке чертежа которой следует подойти максимально ответственно. Конструктивно станина представляет собой раму, внутри которой располагается домкрат с рабочим инструментом, оказывающим давление на деталь или заготовку.

Вид станины может значительно отличаться в зависимости от назначения пресса
Рама гидравлического пресса, сделанного своими руками, должна обладать высокой прочностью, так как она будет испытывать нагрузки сразу в двух направлениях. Домкрат, создающий определенное усилие, будет одновременно давить на верхнюю и нижнюю часть рамы, стремясь как бы разорвать ее. Именно поэтому при расчете рамы и выборе материалов для ее изготовления ее прочность обеспечивают с запасом.
Нижнюю часть станины – ее основание – разрабатывают с учетом того, что она должна обеспечивать высокую устойчивость всей конструкции. Рассчитывая ширину внутреннего проема рамы самодельного пресса, учитывают как размеры деталей и заготовок, которые на нем будут обрабатываться, так и суммарные габариты всех составных элементов будущего пресса.

Еще один вариант станины с простейшей конструкцией основания для обеспечения устойчивости
При расчете высоты внутреннего проема рамы суммируют следующие параметры: высоту домкрата, желаемую величину свободного хода его штока, толщину рабочего органа и детали, которую необходимо обрабатывать. Если самодельный пресс изготавливается по первой схеме, то его конструкция выглядит следующим образом: домкрат устанавливается на нижнее основание, а деталь – в верхней части рамы; усилие от домкрата на деталь передается через его шток и подвижную рабочую платформу, двигающуюся по направляющим в боковых элементах рамы.
Для того чтобы обеспечить возврат штока в исходное состояние, используются две пружины, нижняя часть которых крепится к основанию, а верхняя – к подвижной рабочей платформе. Если вы решили сделать пресс из домкрата своими руками, то очень важно правильно рассчитать жесткость пружин, чтобы они эффективно выполняли все возложенные на них функции.
При реализации второй схемы на нижнее основание помещается деталь, а домкрат устанавливается на подвижную платформу, к которой также крепятся пружины, связывающие ее с верхней перекладиной рамы. Как в первом, так и во втором случае в месте контакта штока с подвижной платформой или верхней перекладиной рамы делается так называемое гнездо, в качестве которого можно использовать отрезок трубы соответствующего диаметра.

Невозможность регулировки высоты рабочей зоны упрощает конструкцию, но значительно ограничивает варианты использования пресса
Гидравлический пресс, сделанный своими руками, будет намного удобнее в эксплуатации, если предусмотреть в нем возможность регулировки свободного штока домкрата, что также влияет на допустимую высоту обрабатываемой детали. Для этого можно сделать следующее.
- В верхней части внутреннего контура рамы располагают дополнительную плиту, которая может передвигаться по направляющим за счет винтового привода с штурвалом. Тем самым можно в достаточно широких пределах изменять просвет для расположения деталей внутри рамы.
- Можно изготовить съемный упор, в качестве которого чаще всего используют передвижную съемную платформу. Фиксировать положение такого упора внутри рамы можно при помощи болтовых соединений, для которых в раме с определенным шагом просверливаются отверстия. При этом шаг расположения таких отверстий по высоте не должен превышать величины свободного хода штока домкрата.
- Из сплошного куска металла или металлического профиля можно изготовить несколько сменных вставок-прокладок разной толщины.
- Можно также использовать сразу несколько вышеописанных способов одновременно.
Если вы выполняете чертеж, по которому своими руками сделаете пресс, обязательно указывайте не только габариты основных элементов такого приспособления и обрабатываемой детали, но и размеры швеллеров и другого металлопроката, из которого будет выполнена рама.
Инструменты и материалы
Если вы собираетесь своими руками сделать гидравлический пресс, то вам понадобятся следующие инструменты, расходные материалы и оборудование:
- сварочное оборудование;
- электроды;
- ножовка по металлу или болгарка (угловая шлифмашина).
Кроме того, вам потребуются следующие элементы, из которых будет состоять ваш будущий пресс для гаража: гидравлический домкрат, две пружины, которые будут оттягивать подвижную платформу в исходное состояние. Если вы найдете в своем гараже старый грибок моста, оставшийся после ремонта, то его можно использовать в качестве элемента оттягивающего приспособления для самодельных прессов с нижним расположением домкрата. В таком случае грибок надевают на шток домкрата, верхнюю часть пружин крепят непосредственно к нему, а нижнюю закрепляют на станине.

Вид и количество необходимых для постройки пресса материалов сильно зависит от выбранного варианта конструкции
Для того чтобы изготовить пресс из домкрата, вам понадобится следующий металлопрокат:
- швеллеры (не меньше 8 номера), прямоугольные или квадратные трубы (с размерами не меньше 40х40), уголки с шириной полок не меньше 50 мм;
- стальной лист толщиной не менее 8 мм, который будет использоваться в качестве надежного основания для всей конструкции;
- отрезок стальной полосы толщиной 10 мм – для изготовления направляющих и ребер жесткости, если они необходимы;
- отрезок трубы – для изготовления гнезд под головку штока домкрата.
Процесс изготовления
Когда чертеж вашего будущего гидравлического пресса готов, а все необходимые материалы, инструменты, оборудование и комплектующие в наличии, переходят непосредственно к изготовлению. Первое, что необходимо сделать, – это нарезать весь металл, руководствуясь размерами, указанными в чертеже.
Один из вариантов чертежа для изготовления пресса
Теперь следует сделать основание пресса, для чего сваривают между собой подготовленные квадратные трубы, а на сформированный из них прямоугольник наваривают стальную пластину. Затем сваривают между собой боковые и верхнюю часть рамы, тщательно следя за тем, чтобы полученная П-образная конструкция была ровной и имела строго прямые углы в соединениях. Теперь полученную конструкцию следует приварить к основанию и можно считать, что рама для вашего гидравлического пресса готова.
Следующий элемент, который вам необходимо будет сделать для пресса, – это подвижная платформа. Для ее изготовления можно использовать швеллер, квадратную или прямоугольную трубу. В центральной части платформы приваривают отрезок трубы, который будет служить гнездом для головки штока домкрата. Для изготовления направляющих для рабочей платформы вам потребуются две стальные полосы, длина которых должна соответствовать ширине рамы пресса по ее внешнему контуру.

Вариант конструкции пресса с подвижной нижней платформой, фиксация которой производится болтами
Полосы крепят к боковым сторонам передвижной платформы при помощи болтовых соединений, предварительно заведя ее внутрь рамы. По такой же схеме изготавливается и съемный упор, но в его направляющих полосах просверливаются отверстия напротив стоек рамы для фиксации на нужной высоте. Завершает процесс изготовления гидравлического пресса своими руками установка оттягивающих пружин и самого домкрата. Удобен такой гидравлический пресс еще и тем, что вы всегда сможете извлечь из него домкрат (например, если вам необходимо использовать его для ремонта автомобиля).
Внешний вид готового самодельного пресса
Одна из довольно экономичных вариаций гидравлического пресса, сделанного собственными руками в своем гараже с использованием нехитрых приспособлений, сварки, домкрата и швеллеров.





Ну вот и пришел тот момент, когда менять сайлентблоки и подшипники в тисках надоело. Озадачился изготовлением гидравлического пресса для гаражного хозяйства. Насмотревшись кучу фотоотчетов, решил самостоятельно соорудить. Итак, материал:Швеллер 8 6шт*0,5мШвеллер 8 2шт*1,5мШвеллер 8 4шт*8смУголок 50 4шт*0,5мБолт 12*120 12штБолт 10*40 8штБолт 8*30 20шт,2 листа 10мм 160мм*160мм,Амортизатор передний от ауди 80,4 Пружины от старого кресла,Домкрат бутылочный,дрель, струбцины, ну и руки.
Швеллеры по 50см
studvesna73.ru
П6324Б Пресс гидравлический одностоечный. Схемы, описание, характеристики
Сведения о производителе пресса гидравлического одностоечного П6324Б
Производителем пресса П6324Б является Оренбургский завод гидравлических прессов Гидропресс, основанный в 1953 году.
и Тамбовский завод технологическог оборудования.Первый гидравлический пресс для переработки пластмасс ПА-474 был принят государственной комиссией 23 сентября 1953 года, этот день прессостроители и считают днем рождения завода «Гидропресс».
Станки, выпускаемые Оренбургским заводом гидравлических прессов ГидроПресс
Пресс гидравлический. Общие сведения
Гидравлический пресс — это гидравлическая машина, предназначенная для создания больших сжимающих усилий. Ранее назывался «пресс Брама», так как изобретён и запатентован Джозефом Брама в 1795 году.
Гидравлический пресс состоит из двух сообщающихся гидравлических цилиндров (с поршнями) разного диаметра. Цилиндр заполняется гидравлической жидкостью, водой, маслом или другой подходящей жидкостью.
Гидравлические прессы в отличие от молотов деформируют металл при малых скоростях движения рабочего инструмента — до 30 см/с. Эта скорость в начале деформирования заготовки равна нулю.
Основная работа совершается гидропрессами давлением рабочей жидкости (воды, эмульсии, масла), создаваемым в рабочих цилиндрах. Чем выше это давление и чем больше площадь рабочих цилиндров, тем значительнее усилие, развиваемое прессом. В настоящее время в гидравлических прессах создаются давления до 100 МПа (1000 ат). Усилие наиболее крупных гидравлических прессов доходит до 740 МН (75 000 тс).
Обозначение гидравлических прессов
Значения первых двух цифр в обозначениях гидравлических прессов:
- П32 - пресс листоштамповочный, отбортовочный
- П60, П61, П63 - пресс одностоечный правильно запрессовочный
- П31, П34 - пресс одностоечный простого действия
- П33 - пресс рамный двойного действия
За двумя первыми цифрами следуют еще две цифры, обозначающие номинальное усилие пресса, а затем буква, которая показывает его модификацию в группе прессов данного вида.
Значения основного параметра в обозначениях прессов:
Таблица 1. Обозначение основного параметра пресса
| 14 | 25 кН | 20 | 100 кН | 30 | 1000 кН | 40 | 10000 кН |
| 15 | 31,5 кН | 21 | 125 кН | 31 | 1250 кН | 41 | 12500 кН |
| 16 | 40 кН | 22 | 160 кН | 32 | 1600 кН | 42 | 16000 кН |
| 18 | 63 кН | 23 | 200 кН | 33 | 2000 кН | 43 | 20000 кН |
| 24 | 250 кН | 34 | 2500 кН | 44 | 25000 кН | ||
| 25 | 315 кН | 35 | 3150 кН | 45 | 31500 кН | ||
| 26 | 400 кН | 36 | 4000 кН | 46 | 40000 кН | ||
| 28 | 630 кН | 38 | 6300 кН | 48 | 63000 кН |
Пример обозначения гидравлических прессов:
- П6320Б - 100 кН, пресс одностоечный правильно запрессовочный
- П6328Б - 630 кН, пресс одностоечный правильно запрессовочный
- П6330 - 1000 кН, пресс одностоечный правильно запрессовочный
- П6334 - 2500 кН, пресс одностоечный правильно запрессовочный
П6324Б Пресс гидравлический одностоечный. Назначение, область применения
Машина П6324Б разработана в 1981 году и серийно выпускалась с 1983 года. Разработчик ПО Гидропресс г. Оренбург.
Пресс гидравлический одностоечный без гидроподушки П6324Б предназначен для выполнения широкого круга работ: запрессовки - выпрессовки, прошивки, калибровки, правки (рихтовки), листовой штамповки без глубокой вытяжки.
Гидравлический пресс одностоечный универсальный модели П6324Б, усилием 250кН предназначен для выполнения следующих операций:
- гибка, пробивка, штамповка, калибровка, запрессовка;
- правка - при оснащении правильным инструментом и правильным столом;
- точная правка - при оснащении устройством для точной правки и, при необходимости, правильным столом.
Прессы могут применяться как в производственных, так и в ремонтных подразделениях и мастерских.
Прессы П6324Б, кроме того, имеют возможность встройки в автоматическую линию или комплекс. По особому заказу все прессы могут оснащаться правильным столом и оснасткой, а прессы ПБ6330-02 и ПБ6334-02 - механизмом точной правки.
Все узлы прессов установлены на С-образной станине сваренной из листового проката. В верхней консоли закреплен рабочий цилиндр. К нижнему торцу штока цилиндра крепится ползун, с левой стороны пресса — конечные выключатели, с правой — электрошкаф с кнопочной панелью управления и манометры. На нижней консоли устанавливается стол для крепления инструмента или правильного стола, на который может быть установлено приспособление для правки. На передней части нижней консоли пресса расположены пульты управления. Для ручного управления предусмотрена рукоятка.
Привод пресса индивидуальный гидравлический, расположен внутри гидробака, установленного на станине.
Цилиндр - поршневого типа крепится в верхней части станины. В отверстие штока цилиндра установлен рабочий инструмент.
Электросхема имеет блокировку, осуществляющую немедленное отключение вводного автомата при открывании дверцы электрошкафа.
Рабочие органы цилиндра, насосов и гидроаппаратуры постоянно смазываются рабочей жидкостью — маслом — и не требуют специальной смазки. Оси рычагов управления смазываются пресс-масленками.
На прессах установлено ограждение и фотозащита.
Режимы работы:
- наладочный,
- полуавтоматический,
- автоматический.
Управление прессом осуществляется:
- от рукоятки,
- от рукоятки с кнопкой,
- от одной кнопки,
- от двух кнопок.
Смазка комбинированная.
Конструкция прессов позволяет встраивать их в автоматические линии.
Разработчик — оренбургский завод гидравлических прессов «Гидропресс» (головной).
Габаритные размеры пресса П6324Б
Перечень составных частей пресса П6324Б
- Станина, сваренная из стальных листов
- Гидроагрегат
- Рабочий цилиндр
- Клапан наполнения
- Бак наполнения
- Ползун
- Кронштейн с флажком для переключения конечных выключателей
- Электрооборудование
- Ящик управления с кнопочной панелью
- Пульты двухкнопочного управления
- Рукоятки рычажного управления
- Трубопровод, соединяющий гидроагрегат с цилиндром и манометром
- Змеевик маслоохладителя
- Узлы фотозащиты для блокировки движения
Посадочные и присоединительные базы пресса П6324Б
Общий вид гидравлического пресса П6324Б

Расположение органов управления гидравлическим прессом П6324Б
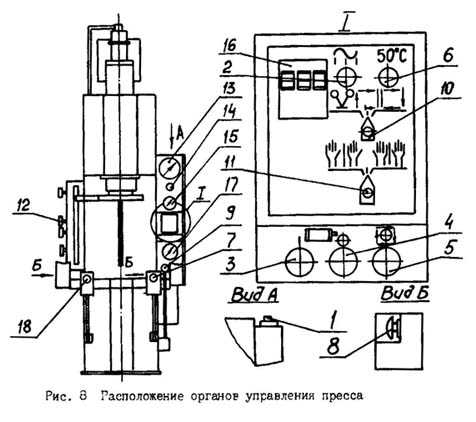
Перечень органов управления гидравлическим прессом П6324Б
- Вводный выключатель
- Лампочка "Сеть включена"
- Кнопка "Пуск двигателя"
- Кнопка "Стоп двигателя"
- Кнопка "Стоп автоработы"
- Лампочка "Масло перегрето"
- Кнопка аварийного подъема штока
- Кнопка двурукого включения
- Управление от рукоятки
- Переключатель режимов работы
- центральное положение – полуавтомат
- правое положение - автомат
- левое положение - ручной режим
- центральное положение - двурукое управление
- правое положение - управление правой рукой
- левое положение - управление левой рукой
Система управления гидравлическим прессом П6324Б
Устройство механизма управления гидравлическим прессом П6324Б
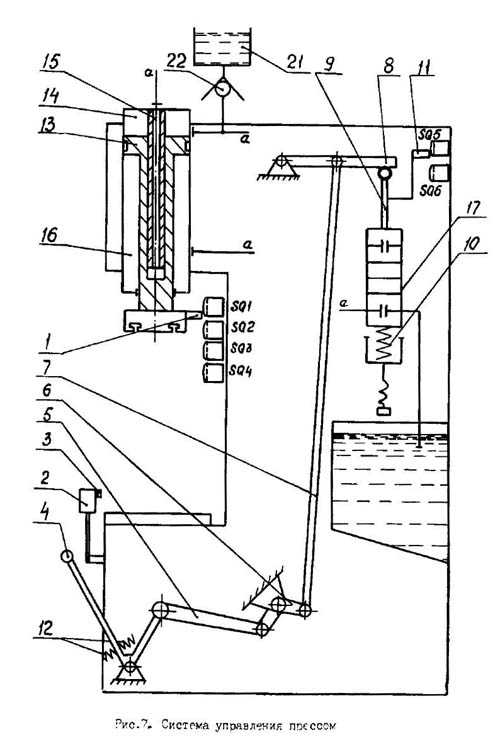
На ползуне пресса закреплен кронштейн с флажком а- экраном, который взаимодействует с конечными выключателями SQ1, 5Q2, 5Q3, SQ4.
На передних пультах управления 2 установлены кнопки 3. Рукоятка ручного управления 4 через тягу 5, рычаг 6, тягу 7 присоединяется к шарнирно-закрепленной на станине планке 8, которая входит в прорезь хвостика золотника 9 дросселя 17. Дроссель крепится к станине болтами, золотник подпружинен регулируемой пружиной 10.
На золотнике закреплен кронштейн с флажком 11, который взаимодействует с конечными выключателями SQ5 и SQ6. Упоры 12 ограничивают ход рукоятки 4.
Совместно с системой управления работают бак наполнения 21, клапан наполнения 22 и гидроагрегат (на рис. не показан). На рисунке буквой "а" обозначены места подвода рабочей жидкости от гидроагрегата к цилиндру 13 и дросселю 17. Подвод рабочей жидкости осуществляется в поршневую 14, форсирующую 15 и штоковую 16 полости цилиндра.
Устройство фотозащиты и ее работа
На прессе установлена автономная группа узлов фотозащиты. Фотозащита состоит из двух кронштейнов и двух стальных решеток, закрепленных на боковых листах станины, скрепленных кронштейнами и тягой между собой. На передних кронштейнах установлены два осветителя и два светоприемника.
Фотозащиту следует применять для дополнительной защиты обслуживающего персонала при двуруком управлении и при необходимости однорукого управления для всех режимов работы пресса.
При включенной фотозащите пересечение световых лучей в наладочном режиме обеспечивает останов ползуна при ходе вниз, при кнопочном полуавтоматическом и автоматическом режимах управления - включает возвратный ход ползуна и останов его в исходном положении.
Гидравлическая схема пресса П6324Б
Гидроагрегат 41П32В, клапан наполнения 33КН-62
Система управления гидравлическим прессом П6324Б
Система изображена на рис.7 в исходном состоянии.
На прессе предусмотрены следующие режимы работы
- наладочный режим (ручное управление от рукоятки и кнопки)
- полуавтоматический режим (кнопочное управление, однорукое правое и левое, двурукое)
- автоматический режим (кнопочное управление)
Переключение режимов осуществляется посредством переключателей, установленных на пульте управления пресса (см.табл.б,п.10,11)
Наладочный режим работы пресса П6324Б
Исходное положение пресса - ползун вверху.
Переключатель режимов работ поставить на ручной режим.
Нажатием кнопки "Пуск" включается электродвигатель насоса. В исходном положении рабочая жидкость проходит путь от насоса через панель гидроагрегата и сливается в маслобак.
При движении рукоятки 4 вниз через систему тяг и рычагов, планка 8, перемещаясь относительно опоры, нажимает на золотник 9 и перемещает его вниз. Вместе с движением золотника перемещается кронштейн с флажком 11. В момент входа флажка в конечный выключатель SQ6 подается электрическая команда на электрогидроаппараты гидропанели, которые пропускают поток масла от насоса в форсирующую полость 15 цилиндра. Ползун пресса перемещается ускоренно вниз. Рабочая жидкость из штоковой полости 16 через электрогидроаппараты панели гидроагрегата сливается в маслобак (см.руководство к гидроагрегату).
Клапан наполнения 22 открыт для свободного заполнения поршневой полости 14 рабочей жидкостью из бака наполнения 21. При своем ускоренном движении вниз ползун при помощи флажка I включает конечный выключатель SQ2, от которого подается электрическая команда на рабочий ход, рабочая жидкость поступает одновременно в поршневую и форсирующую полости, что обеспечивает движение ползуна с рабочим усилием.
Скорость ползуна пресса на форсирующем (холостом) и рабочем ходе регулируется величиной хода рукоятки, которая через рычаги 5, 6, 7 и планку 8 воздействует на золотник 9, пропускающий поток рабочей жидкости от насоса, независимо от гидропанели, на слив в бак и тем самым изменяет величину потока, поступающего в полости цилиндра.
При достижении ползуна с флажком конечного выключателя SQ4 ползун останавливается, так как при этом обеспечивается слив через гидропанель. Останов ползуна осуществляется также рукояткой при ее среднем положении, когда флажок II не включает ни один из конечных выключателей SQ5 или SQ6.
При снятии усилия с рукоятки пружина 10 возвращает золотник с флажком в верхнее исходное положение, в котором конечный выключатель SQ5 замыкается и подает команду на электрогидроаппараты панели для возвратного хода. При этом рабочая жидкость от насоса подается в штоковую полость 16, поршневая 14 и форсирующая 15 полости цилиндра соединяются со сливом. Ползун движется вверх до конечного выключателя SQ3, который соединяет электрогидроаппараты гидроагрегата на перелив из форсирующей полости в штоковую. Происходит ускоренный ход ползуна вверх до конечного выключателя SQ1, который дает команду на отключение электрогидроаппаратов - ползун останавливается. Насос соединен через гидроаппараты панели со сливом рабочей жидкости в бак.
В наладочном режиме предусматривается двурукое управление, то есть движение ползуна осуществляется при одновременном нажатии рукоятки 4 и кнопки 3 левого пульта.
Движение идет до опускания кнопки 3 или включения конечного выключателя SQ4. При отпускании рукоятки происходит возвратный ход
Полуавтоматический режим работы пресса П6324Б
Исходное положение пресса - ползун вверху. Управление осуществляется от электрокнопок на пультах 2. Режимными переключателями можно установить следующие варианты кнопочного управления:
- двурукое кнопочное управление
- однорукое правое кнопочное управление
- однорукое левое кнопочное управление
Ход ползуна при управлении от кнопок осуществляется следующим образом.
На пульте пресса нажимается кнопка "Пуск электродвигателя". По команде от кнопок двух (двурукое управление) или одной (однорукое управление) подается электрический сигнал на гидроаппараты панели, которые пропускают поток рабочей жидкости от насоса в форсирующую полость 15 цилиндра. Ползун пресса перемещается ускоренно вниз. Рабочая жидкость из штоковой полости 16 сливается в маслобак. Клапан наполнения 22 открыт для свободного заполнения поршневой полости 14 рабочей жидкостью из бака наполнения 21.
При своем ускоренном движении вниз ползун при помощи флажка I включает конечный выключатель SQ2, от которого подается команда на гидроаппараты панели, рабочая жидкость подается в поршневую полость 14 цилиндра, происходит рабочий ход ползуна, так как поток рабочей жидкости поступает в две полости одновременно. Возврат ползуна осуществляется по команде SQ4 или реле времени. При работе с реле времени пресс может осуществлять выдержку под давлением.
При отпускании обеих или одной из кнопок управления подается команда на возвратный ход ползуна. Поршневая полость соединяется со сливом, а штоковая - с насосом, ползун движется вверх с малой скоростью, но с достаточным усилием, чтобы преодолеть сопротивление при разъеме прессформ или других технологических операциях, требующих в начале хода большое усилие. Величина такого перемещения определяется конечным выключателем SQ3. По команде от конечного выключателя SQ3 обеспечивается гидравлическая связь между полостью 15 форсирующего цилиндра и штоковой полостью 16. Жидкость из полости форсирующего цилиндра поступает в штоковую полость главного цилиндра. Ползун совершает ускоренный возвратный ход до конечного выключателя SQ1, который дает команду на останов ползуна. Насос соединен со сливом рабочей жидкости в маслобак. Система управления в исходном положении.
Автоматический режим работы пресса П6324Б
Для работы пресса в автоматическом режиме необходимо режимный переключатель работ на пульте управления поставить в положение "автоматический режим".
При автоматическом режиме работы пресса после нажатия одной или двух кнопок 3, на прессе непрерывно совершаются все те же циклы, которые указаны в разделе 6.3.2. настоящего руководства.
Остановка автоматических циклов осуществляется при нажатии кнопки "Стоп автоработы". При этом все рабочие органы пресса приходят в исходное положение.
Возможность подключения узлов механизации к прессу П6324Б
На прессе предусмотрено подключение узлов механизации. Для этого в гидроагрегате предусмотрен отвод потока рабочей жидкости с расходом 6,3 л/мин и давлением до 2,5 МПа (см. руководство к гидроагрегату), а на пульте управления имеется манометр (см. рис.8, поз.15).
В электросхеме также предусмотрены свободные контакты с учетом управления узлами механизации (см. руководство электрооборудования).
Схема электрическая гидравлического пресса П6324Б
П6324Б Пресс гидравлический одностоечный. Видеоролик.
Технические характеристики пресса П6324Б
| Основные параметры | ||
| Номинальное усилие пресса, кН (т) | 100 (10) | 250 (25) |
| Наибольший ход штока (ползуна), мм | 400 | 500 |
| Наибольшее расстояние между столом и штоком - открытая высота пресса, мм | 600 | 710 |
| Расстояние от оси штока до станины (вылет), мм | 200 | 250 |
| Скорость штока - рабочий ход, мм/сек | 25..100 | 20..40 |
| Скорость штока - холостой ход, мм/сек | 240 | 250 |
| Скорость штока - возвратный ход, мм/сек | 360 | 350 |
| Размеры стола, мм | 500 х 380 | 630 х 480 |
| Размеры проема в столе, мм | ||
| Размеры съемного правильного стола, мм | 1250 х 300 | 1600 х 360 |
| Масса съемного правильного стола, кг | 290 | |
| Масса правильного инструмента, кг | ||
| Высота стола над уровнем пола, мм | ||
| Номинальное рабочее давление жидкости основное, МПа | 16 | 16 |
| Номинальное рабочее давление жидкости вспомогательное, МПа | 4 | 2,5 |
| Электрооборудование | ||
| Количество электродвигателей | 1 | 1 |
| Электродвигатель главного привода, кВт | 4 | 7,5 |
| Габариты и масса пресса | ||
| Габариты пресса (длина ширина высота), мм | 1450 х 810 х 2285 | 1670 х 935 х 2730 |
| Масса станка, кг | 1260 | 1980 |
Связанные ссылки. Дополнительная информация
Каталог справочник гидравлических прессов
Паспорта и схемы к гидравлическим прессам и кузнечно-прессовому оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
П6320 Пресс гидравлический одностоечный. Схемы, описание, характеристики
Сведения о производителе пресса гидравлического одностоечного П6320
Производителем пресса П6320 является Оренбургский завод гидравлических прессов Гидропресс, основанный в 1953 году.
Первый гидравлический пресс для переработки пластмасс ПА-474 был принят государственной комиссией 23 сентября 1953 года, этот день прессостроители и считают днем рождения завода «Гидропресс».
Станки, выпускаемые Оренбургским заводом гидравлических прессов ГидроПресс
Пресс гидравлический. Общие сведения
Гидравлический пресс — это гидравлическая машина, предназначенная для создания больших сжимающих усилий. Ранее назывался «пресс Брама», так как изобретён и запатентован Джозефом Брама в 1795 году.
Гидравлический пресс состоит из двух сообщающихся гидравлических цилиндров (с поршнями) разного диаметра. Цилиндр заполняется гидравлической жидкостью, водой, маслом или другой подходящей жидкостью.
Гидравлические прессы в отличие от молотов деформируют металл при малых скоростях движения рабочего инструмента — до 30 см/с. Эта скорость в начале деформирования заготовки равна нулю.
Основная работа совершается гидропрессами давлением рабочей жидкости (воды, эмульсии, масла), создаваемым в рабочих цилиндрах. Чем выше это давление и чем больше площадь рабочих цилиндров, тем значительнее усилие, развиваемое прессом. В настоящее время в гидравлических прессах создаются давления до 100 МПа (1000 ат). Усилие наиболее крупных гидравлических прессов доходит до 740 МН (75 000 тс).
Обозначение гидравлических прессов
Значения первых двух цифр в обозначениях гидравлических прессов:
- П32 - пресс листоштамповочный, отбортовочный
- П60, П61, П63 - пресс одностоечный правильно запрессовочный
- П31, П34 - пресс одностоечный простого действия
- П33 - пресс рамный двойного действия
За двумя первыми цифрами следуют еще две цифры, обозначающие номинальное усилие пресса, а затем буква, которая показывает его модификацию в группе прессов данного вида.
Значения основного параметра в обозначениях прессов:
Таблица 1. Обозначение основного параметра пресса
| 14 | 25 кН | 20 | 100 кН | 30 | 1000 кН | 40 | 10000 кН |
| 15 | 31,5 кН | 21 | 125 кН | 31 | 1250 кН | 41 | 12500 кН |
| 16 | 40 кН | 22 | 160 кН | 32 | 1600 кН | 42 | 16000 кН |
| 18 | 63 кН | 23 | 200 кН | 33 | 2000 кН | 43 | 20000 кН |
| 24 | 250 кН | 34 | 2500 кН | 44 | 25000 кН | ||
| 25 | 315 кН | 35 | 3150 кН | 45 | 31500 кН | ||
| 26 | 400 кН | 36 | 4000 кН | 46 | 40000 кН | ||
| 28 | 630 кН | 38 | 6300 кН | 48 | 63000 кН |
Пример обозначения гидравлических прессов:
- П6320 - 100 кН, пресс одностоечный правильно запрессовочный
- П6328 - 630 кН, пресс одностоечный правильно запрессовочный
- П6330 - 1000 кН, пресс одностоечный правильно запрессовочный
- П6334 - 2500 кН, пресс одностоечный правильно запрессовочный
П6320 пресс гидравлический одностоечный. Назначение, область применения
Машина П6320 разработана в 1977 году. Разработчик ПО Гидропресс г. Оренбург.
Прессы гидравлические одностоечные без гидроподушки П6320 предназначены для выполнения широкого круга работ: запрессовки - выпрессовки, прошивки, калибровки, правки (рихтовки), листовой штамповки без глубокой вытяжки.
Гидравлический пресс одностоечный универсальный модели П6320, усилием 100кН предназначен для выполнения следующих операций:
- гибка, пробивка, штамповка, калибровка, запрессовка;
- правка - при оснащении правильным инструментом и правильным столом;
- точная правка - при оснащении устройством для точной правки и, при необходимости, правильным столом.
Прессы могут применяться как в производственных, так и в ремонтных подразделениях и мастерских.
Прессы П6320, кроме того, имеют возможность встройки в автоматическую линию или комплекс. По особому заказу все прессы могут оснащаться правильным столом и оснасткой, а прессы ПБ6330-02 и ПБ6334-02 - механизмом точной правки.
Все узлы прессов установлены на С-образной станине сваренной из листового проката. В верхней консоли закреплен рабочий цилиндр. К нижнему торцу штока цилиндра крепится ползун, с левой стороны пресса — конечные выключатели, с правой — электрошкаф с кнопочной панелью управления и манометры. На нижней консоли устанавливается стол для крепления инструмента или правильного стола, на который может быть установлено приспособление для правки. На передней части нижней консоли пресса расположены пульты управления. Для ручного управления предусмотрена рукоятка.
Привод пресса индивидуальный гидравлический, расположен внутри гидробака, установленного на станине.
Цилиндр - поршневого типа крепится в верхней части станины. В отверстие штока цилиндра установлен рабочий инструмент.
Электросхема имеет блокировку, осуществляющую немедленное отключение вводного автомата при открывании дверцы электрошкафа.
Рабочие органы цилиндра, насосов и гидроаппаратуры постоянно смазываются рабочей жидкостью — маслом — и не требуют специальной смазки. Оси рычагов управления смазываются пресс-масленками.
На прессах установлено ограждение и фотозащита.
Режимы работы:
- наладочный,
- полуавтоматический,
- автоматический.
Управление прессом осуществляется:
- от рукоятки,
- от рукоятки с кнопкой,
- от одной кнопки,
- от двух кнопок.
Смазка комбинированная.
Конструкция прессов позволяет встраивать их в автоматические линии.
Прессы изготовляются и поставляются в соответствии с техническими условиями
- ТУ2-041-748—83 (пресс модели П6320)
- ТУ2-041-747—82 (пресс модели П6328Б)
Климатическое исполнение:
- для умеренного, холодного климата (основное)
- тропическое (по особому заказу)
Разработчик — оренбургский завод гидравлических прессов «Гидропресс» (головной).
Габаритные размеры гидравлического пресса П6320
Габаритные размеры гидравлического пресса П6320
Габаритные размеры рабочего пространства гидравлического пресса П6320
Габаритные размеры рабочего пространства пресса П6320
Общий вид гидравлического пресса П6320

Фото гидравлического пресса П6320
Установочный чертеж гидравлического пресса П6320
Установочный чертеж пресса П6320
Технические характеристики пресса П6320
| Основные параметры | ||||
| Номинальное усилие пресса, кН (т) | 100 (10) | 250 (25) | 400 (40) | 630 (63) |
| Наибольший ход штока (ползуна), мм | 400 | 500 | 500 | 500 |
| Наибольшее расстояние между столом и штоком - открытая высота пресса, мм | 600 | 710 | 710 | 710 |
| Наибольшее расстояние между столом и штоком - открытая высота пресса в правильном исполнении, мм | 420 | |||
| Расстояние от оси штока до станины (вылет), мм | 200 | 250 | 320 | |
| Скорость штока - рабочий ход, мм/сек | 20 | 24 | 10 | |
| Скорость штока - холостой ход, мм/сек | 125 | 125 | 220 | |
| Скорость штока - возвратный ход, мм/сек | 300 | 300 | 310 | |
| Размеры стола, мм | 500 х 380 х 57 | 630 х 480 | 710 х 560 | |
| Размеры проема в столе, мм | 125 | 160 | ||
| Размеры съемного правильного стола, мм | 1250 х 300 х 180 | 1600 х 360 х 250 | 1600 х 360 | |
| Масса съемного правильного стола, кг | 290 | |||
| Масса правильного инструмента, кг | ||||
| Высота стола над уровнем пола, мм | 800 | 620 | ||
| Номинальное рабочее давление жидкости основное, МПа (кгс/см²) | 16 (160) | 20 (200) | 25 (250) | |
| Электрооборудование | ||||
| Количество электродвигателей | 1 | 2 | 1 | |
| Электродвигатель главного привода, кВт (об/мин) | 3 (1500) | 7,5 (1450) | 13 | 11 |
| Габариты и масса пресса | ||||
| Габариты пресса (длина ширина высота), мм | 1450 х 810 х 2285 | 1600 х 935 х 2730 | 1600 х 1845 х 2348 | 1060 х 1800 х 2900 |
| Масса станка, кг | 1260 | 1587 | 3000 | 3390 |
Связанные ссылки. Дополнительная информация
Каталог справочник гидравлических прессов
Паспорта и схемы к гидравлическим прессам и кузнечно-прессовому оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Д2430Б Пресс гидравлический рамный для прессования изделий из пластмасс схемы, описание, характеристики
Сведения о производителе гидравлического пресса Д2430Б
Производителем гидравлического пресса Д2430Б является Рязанский завод тяжелого кузнечно-прессового оборудования, "ТяжПрессМаш", основанный в 1955 году.
Пресс гидравлический. Общие сведения
Гидравлический пресс — это гидравлическая машина, предназначенная для создания больших сжимающих усилий. Ранее назывался «пресс Брама», так как изобретён и запатентован Джозефом Брама в 1795 году.
Гидравлический пресс состоит из двух сообщающихся гидравлических цилиндров (с поршнями) разного диаметра. Цилиндр заполняется гидравлической жидкостью, водой, маслом или другой подходящей жидкостью.
Гидравлические прессы в отличие от молотов деформируют металл при малых скоростях движения рабочего инструмента — до 30 см/с. Эта скорость в начале деформирования заготовки равна нулю.
Основная работа совершается гидропрессами давлением рабочей жидкости (воды, эмульсии, масла), создаваемым в рабочих цилиндрах. Чем выше это давление и чем больше площадь рабочих цилиндров, тем значительнее усилие, развиваемое прессом. В настоящее время в гидравлических прессах создаются давления до 100 МПа (1000 ат). Усилие наиболее крупных гидравлических прессов доходит до 740 МН (75 000 тс).
Д2430Б пресс гидравлический рамный для прессования изделий из пластмасс. Назначение, область применения
Пресс гидравлический модели Д2430Б предназначен для изготовления деталей из различных видов термореактивных пластических масс методами прямого и литьевого прессования. Пресс может быть использован также для мелких вытяжных и штамповочных работ.
Благодаря своей универсальности и наличию индивидуального привода пресс может быть использован как на крупных специализированных предприятиях по переработке пластмасс, так и для индивидуального производства пластмассовых изделий на заводах машиностроения, а также в радио- и электропромышленности. Пресс оснащен гидроагрегатом модели Г4617.
Пресс гидравлический модели Д2430Б выполнен вертикальным, рамным.
Гидроагрегат монтируется на фундаменте слева от пресса и соединяется с ним трубопроводами.
Конструкция и аппаратура пресса обеспечивают прямое и литьевое прессование изделий на полуавтоматическом режиме работы, а также позволяют наблюдать за нагревом пресс-форм, давлением жидкости и предусматривают автоматическую регулировку температуры обогрева.
Станина пресса рамного типа, сваренная из стального листа. В верхней части станины имеется отверстие для установки главного цилиндра, а в нижней — для установки выталкивателя.
Горизонтальная массивная плита с центральным отверстием и Т-образными пазами является столом пресса.
Для направления движения ползуна пресса служат направляющие.
Регулирование зазора между ползуном и направляющим производится винтами. Левая ниша станины предназначена для размещения трубопроводов. В правой нише установлены конечные выключатели управления ползуном и в подвешенном к ней на петлях электрошкафе размещается электроаппаратура.
В нижней части верхней поперечины станины предусмотрено два отверстия М36 для установки механического выталкивателя, выполненного в виде шпилек, которые кроме роли выталкивателя, в целях безопасности (при навинчивании на них гаек), удерживают ползун в верхнем положении во время ремонта.
Габаритные размеры рабочего пространства пресса Д2430Б
Габаритные размеры рабочего стола пресса Д2430Б
Общий вид гидравлического пресса Д2430Б

Расположение органов управления гидравлическим прессом Д2430Б
Перечень органов управления гидравлического пресса Д2430Б
- Кнопка «Аварийный разъем»
- Кнопка «Ползун вниз»
- Кнопка «Ползун вверх»
- Переключатель «Выдержка с двигателем»
- Переключатель «С механическим выталкивателем»
- Переключатель включения обогрева матрицы
- Лампочка «Обогрев матрицы»
- Лампочка «Сеть»
- Кнопка «Пуск электродвигателя»
- Кнопка «Стоп электродвигателя»
- Кнопка «Ползун вниз»
- Лампочка «Обогрев пуансона»
- Переключатель включения обогрева пуансона
- Переключатель на три положения «Наладка», «С выталкивателем», «Без выталкивателя»
- Переключатель на два положения «Литьевое прессование», «Прямое прессование»
- Переключатель «Работа с подпрессовками»
- Кнопка «Выталкиватель вверх»
- Кнопка «Выталкиватель вниз»
- Автоматический выключатель
Описание конструкции гидравлическим прессом Д2430Б
Ползун — чугунная плита с четырьмя диагональными ребрами. В нижней части ползуна имеются Т-образные пазы — место крепления инструмента. В правой боковой стенке ползуна имеются резьбовые отверстия для крепления стоек с кулачками, которые действуют на ролики конечных выключателей ползуна.
Главный цилиндр поршневого типа находится в верхней поперечине станины пресса. В стальном кованом корпусе 1, закрытом сверху крышкой 3, находится поршень 2, закрепленный на стальном штоке 4. Уплотнение поршня, крышки и штока осуществляется манжетами 5 и 6.
Выталкиватель пресса размещен в нижней поперечине станины (под столом) и представляет собой цилиндр поршневого типа. В стальном корпусе 1, закрытом снизу крышкой 3, находится поршень 2 с поршневыми чугунными кольцами 5, закрепленными на стальном штоке 4. Шток направляется втулкой 6 и уплотняется манжетами 8, поджатыми гайкой 7.
Клапан предохранительно-разгрузочный служит для регулирования усилия выталкивателя при прямом и литьевом прессовании. Клапан установлен на линии выталкивателя, подводящей масло в бесштоковую полость цилиндра. Настройка клапана на требуемое давление производится по манометру, который устанавливается в предусмотренное гнездо на линии подвода.
Трубопроводы пресса выполнены из цельнотянутых стальных труб с использованием концевых соединений, рассчитанных на давление жидкости 320 кг/см2. Давление жидкости контролируется при помощи электроконтактного манометра, установленного на прессе, имеющего защиту от гидравлического удара — демпфер.
Схема электрическая принципиальная гидравлического пресса Д2430Б
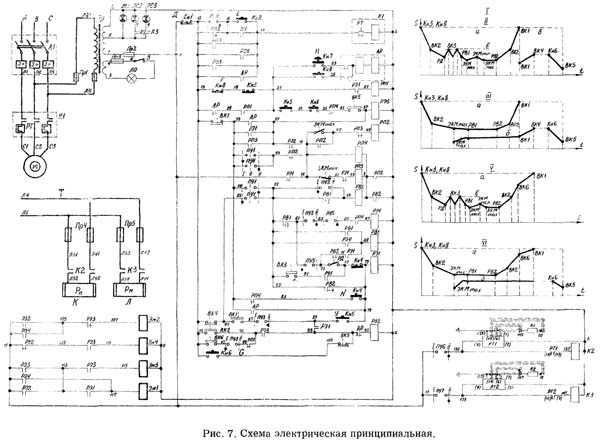
Схема электрическая принципиальная пресса Д2430Б. Смотреть в увеличенном масштабе
Электрооборудование гидравлического пресса Д2430Б
Электрическая схема обеспечивает работу пресса в наладочном, полуавтоматическом прямом и литьевом режимах.
В полуавтоматическом прямом режиме может осуществляться работа пресса: «Ползун с выталкивателем», «Ползун без выталкивателя».
Кроме того, в зависимости от установки переключателя ПУ5 и настройки реле времени РВ1, пресс может работать подпрессовками. В полуавтоматическом прямом и литьевом режимах возможна работа с механическим выталкивателем.
В наладочном режиме движения ползуна и выталкивателя совершаются, пока нажаты соответствующие кнопки на пульте управления. Опускание кнопки вызывает немедленную остановку движения.
В целях безопасности работы на прессе в электросхеме предусмотрено двурукое управление, т. е. опускание ползуна можно произвести только при одновременном нажатии на две кнопки Кн3 и Кн8 обеими руками. Это исключает возможность защемления свободной руки при движении ползуна вниз. Для экономии электроэнергии и увеличения срока службы гидроагрегата выдержка деталей под давлением может быть осуществлена с отключением на этот период электродвигателя, для чего переключатель ПУ4 необходимо перед работой поставить в положение «Без двигателя"
В целях безопасности работы на прессе в электросхеме предусмотрено двурукое управление, т. е. опускание ползуна можно произвести только при одновременном нажатии на две кнопки Кн3 и Кн8 обеими руками. Это исключает возможность защемления свободной руки при движении ползуна вниз. Для экономии электроэнергии и увеличения срока службы гидроагрегата выдержка деталей под давлением может быть осуществлена с отключением на этот период электродвигателя, для чего переключатель ПУ4 необходимо перед работой поставить в положение «Без двигателя"
Электрическая схема обеспечивает контроль и регулировку температуры обогрева изделий в прессформе. Напряжение для обогрева прессформ подается от отдельной внешней цеховой сети или отдельного понижающего трансформатора В электрической схеме, пресса предусмотрена возможность аварийного разъёма прессформы, для чего достаточно на пульте управления нажать на грибовидную кнопку Кн7. В любом режиме ползун поднимается вверх.
При нажатии на кнопку Кн7 включится реле АР, которое своими замыкающими контактами в точках 13—17, 39—37 и 39—79 включит магнитный пускатель К1 и реле РЭ1 и РЭ3. Магнитный пускатель К1 своими замыкающими контактами включит электродвигатель гидроагрегата, а реле РЭ1 и РЭ3 своими замыкающими контактами в точках 113—117, 11—113, 113—115 и 109—111 включат цепи питания электромагнитов Эм1, Эм3 и Эм4. После включения электромагнитов ползун независимо от места положения начнет быстро подниматься до срабатывания конечного выключателя ВК1 в точках 13—39. После того, как будет выяснена причина работы аварийным разъемом (аварийным разъемом следует пользоваться только в аварийных случаях), следует открыть электрошкаф и нажать на кнопку Кн9 «Деблокировка», т. е. возвратить реле АР в исходное положение, иначе работы электросхемы, а следовательно и пресса, будет невозможна.
Питание на электросхему подается вводным автоматическим выключателем А1, при этом на пульте управления загорится сигнальная лампа ЛС1 с плафоном синего цвета. Электродвигатель гидроагрегата и трансформатор управления Тр подключаются к сети напряжением 380 в (400 в, 220 в) 50 гц (60 гц). Цепи управления прессом питаются напряжением 110 в через понижающий трансформатор Тр.
Все управление прессом сосредоточено на пульте управления, который расположен на электрошкафе. Панели с электроаппаратами размещены в электрошкафе. Для получения нужных выдержек схема оборудована двумя реле времени. Для ограничения ходов ползуна и выталкивателя и получения импульсов на переключение на прессе установлено шесть конечных выключателей.
Для защиты цепей управления и сигнализации в электросхеме предусмотрены плавкие предохранители.
Защита электродвигателя гидроагрегата от токов короткого замыкания осуществляется автоматическим выключателем А1, а от перегруза—тепловым реле РТ, смонтированным в магнитном пускателе К1.
Защита цепей обогрева прессформы осуществляется плавкими предохранителями Пр4 и Пр5.
Технические характеристики пресса Д2430Б
| Основные параметры | ||
| Номинальное усилие пресса, кН (т) | 1000 (100) | |
| Номинальное усилие обратного хода, кН (т) | 100 (10) | |
| Номинальное усилие выталкивателя вверх, кН (т) | 250 (25) | |
| Наибольший ход штока (ползуна), мм | 400 | |
| Наибольшее расстояние между столом и штоком - открытая высота пресса, мм | 710 | |
| Расстояние между стойками в свету, мм | 670 | |
| Размеры стола, мм | 630 х 630 | |
| Высота стола над уровнем пола, мм | 900 | |
| Скорость штока - рабочий ход, мм/сек | 4,2 | |
| Скорость штока - холостой ход, мм/сек | 120 | |
| Скорость штока - возвратный ход, мм/сек | 120 | |
| Скорость выталкивателя при ходе вверх, мм/сек | 17 | |
| Скорость выталкивателя при ходе вниз, мм/сек | 45 | |
| Максимальная выдержка под давлением, мин | 15 | |
| Цикл работы пресса | Полуавтомат | |
| Электрооборудование | ||
| Количество электродвигателей | 1 | |
| Электродвигатель насоса гидростанции, кВт | 5,5 | |
| Габариты и масса пресса | ||
| Габариты пресса (длина ширина высота), мм | 1740 х 1185 х 2780 | |
| Масса станка, кг | 2750 |
Связанные ссылки. Дополнительная информация
Каталог справочник гидравлических прессов
Паспорта и руководства по эксплуатации гидравлических прессов
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Обзор гидравлических прессов серии П
24.01.2017
Пресс одностоечный гидравлический серии П предназначен для выполнения широкого спектра технологических процессов, а именно:
- Монтажно-запрессовочных и выпрессовочных работ;
- Штамповки листового металла;
- Правки и калибровки;
- Прошивки и других операций.
Гидравлические прессы серии П широко применяются на различных производственных и ремонтных предприятиях или мастерских, строительных площадках и заготовительных участках, в машиностроении и других отраслях промышленности. Станки универсальные оснащены прочной сварной станиной открытого типа, которая имеет С-образную форму. Рабочий стол станочного оборудования имеет Т-образные пазы, которые необходимы для закрепления и нормального функционирования оснастки и инструмента агрегата. Станок приводится в действие с помощью привода – гидроагрегата с регулируемыми насосами.
Технические характеристики прессов серии П
| Параметры | П6320 | П6324 | П6326 | П6328 | П6330 | П6332 | П6334 |
Масса, кг | 1208 | 1980 | 3000 | 3200 | 5290 | 7800 | 10900 |
Ход ползуна, мм | 400 | 500 | 500 | 500 | 500 | 500 | 500 |
Мощность двигателя, кВт | 3 | 7,5 | 13 | 11 | 22 | 15 | 18,5 |
Номинальное усилие, т.с. | 10 | 25 | 40 | 63 | 100 | 160 | 250 |
Расстояние между столом и ползуном, мм | 600 | 710 | 710 | 710 | 750 | 750 | 800 |
Отличительные особенности прессов серии П
Гидравлический пресс П6320
Оборудование с индивидуальным приводом при дополнительном оснащении может использоваться для правки металлических деталей самого различного профиля. Гидравлический пресс можно без проблем применять на участках и заводах, которые расположены в регионах с тропическим, умеренным и холодным климатом. Станок данной модели снят с производства с 1985 года, но на сегодня можно найти его аналог – П6320Б. Габаритные размеры оборудования 575*1215*1982 мм.

Гидравлический пресс П6324
Гидравлический пресс П6324 широко применяется для мелкосерийного производства и при малых объемов обработки металлических деталей. При дополнительном обустройстве рабочей области правильным столом и инструментом, появляется возможность проведения правки деталей различного сечения. Универсальный пресс П6324 позволяет обрабатывать детали с максимальной высотой до 710 мм. Размеры оборудования 935*1670*2730 мм.
Гидравлический пресс П6326
Данная модель пресса обладает тремя режимами работы: наладочный, полуавтоматический и автоматический. Габаритные размеры оборудования 1600*1845*2348 мм. Станок П6324 может применяться как для единичного, так и массового производства. Большим преимуществом гидравлического пресса является то, что его можно встраивать в автоматические линии. Рабочий процесс отличается повышенной безопасностью, так как имеются защитные ограждения и встроенная система фотозащиты.
Гидравлический пресс П6328
Станок П6328 с индивидуальным приводом не предназначен для выполнения таких работ, как горячая штамповка, вырубка, обрезка. Пресс используется для работы только в закрытых помещениях, где можно с лёгкостью регулировать климатические условия, ведь рекомендуемая температура при которой эксплуатируется станок 15-20 градусов, уровень влажности должен быть не более 68%. Габаритные размеры станка – 1060*1800*3000 мм.
Гидравлический пресс П6330
По сравнению с предыдущими моделями станков, прессовое оборудование П6330 имеет новые операции: запрессовка и выпрессовка, прошивка, калибровка, гибка металла, различные монтажные работы и многое другое. Станок используют на заводах, цехах и предприятиях, которые обладают большими производственными объёмами. Размеры прессового универсального оборудования – 800*630*2720 мм. Благодаря малым габаритам, пресс считается эргономичным и удобным, предназначенным для работы только одного оператора.

Гидравлический пресс П6332
Благодаря своей универсальности, оборудование может применяться как при массовом производстве, так и единичном. Чаще всего, станок приобретают предприятия, которые нуждаются в постоянной правке и рихтовке металлических деталей. Иногда такую модель пресса можно увидеть в ремонтных мастерских и на больших строительных участках. Габаритные размеры пресса гидравлического – 1250*2090*3500 мм.
Гидравлический пресс П6334
Одностоечный прессовый станок П6334 считается одним из самых мощных станков в линейке гидравлического прессового оборудования серии П. Благодаря своим техническим характеристикам, станок может использоваться в тяжёлом машиностроении и на больших объектах строительства. Агрегат обладает широким спектром работ и способен выполнять: прошивку, калибровку, правку, запрессовку-выпрессовку, а также листовую штамповку без глубокой вытяжки. Размеры гидравлического пресса – 1250*2170*3150 мм.

Все модели прессов гидравлических серии П могут быть оснащены дополнительными инструментами и оборудованием, благодаря чему в разы увеличивается скорость и комфортность рабочего процесса.
Популярным современным дополнительным оснащением является:
- Вентиляционная система вытяжки;
- Выталкиватель;
- Приставное оборудование;
- Плиты охлаждения и нагрева;
- Осветительные приборы для рабочей зоны и другое.
Достоинства гидравлического пресса серии П
По сравнению с иными типами станков, гидравлические машины для обработки металла давлением серии П имеют ряд преимуществ:
- Высокая производительность, которая достигается за счёт наличия в одном оборудовании многих типов операций для отделки металлических деталей;
- Простота в управлении и техническом обслуживании;
- Низкий уровень вибрации и шума, что достигается благодаря литой станине;
- Возможность расширения потенциала станка с помощью оснащения дополнительным оборудованием.
Универсальные гидравлические прессы серии П позволяют оптимизировать рабочий процесс и значительно снизить затраты на приобретение дополнительного оборудования. Станки требуют заземления и грамотного подключения к электросети, которые должен выполнять только специально обученный специалист.
Поделиться новостью:
Назад к новостямck-stroyavto.ru