Аспирация и вентиляция. Развертка отвода 90 градусов онлайн
Отвод трубы 90 градусов ГОСТ 17375-2001 100 мм, 159 мм
Металлические трубы различного назначения используются повсеместно. А так как при монтаже и производстве различных конструкций и трубопроводов бывает необходимо соблюдать определенную геометрическую форму, то широко используются дополнительные конструктивные элементы. Одним из таких элементов является отвод. Отвод – специальный фитинг, который изменяет направление течение различных жидкостей и газов.
Стандарты
Существует целый ассортимент отводов с разными углами – 45, 60, 90 и 180О. Все они изготавливаются по ГОСТ 17375-2001 из различных марок сталей и отвечают всем требованиям надежности и прочности. Однако купить их бывает довольно непросто, особенно когда проживаешь в сельской местности и до крупных магазинов далековато.
Стандарты угловых отводов
ГОСТ 17375-2001 подразумевает использование стали более высокого качества, чем при изготовлении труб, но на таких диаметрах и для бытовых задач вполне достаточно и материала, из которого изготовлены трубы. Такой отвод трубы 90 градусов из стали переносит все нагрузки и служит не меньше самого основного трубопровода.

Угол по ГОСТ 17375-2001
Как быть в такой непростой ситуации и реально ли в домашних условиях из подручных материалов своими руками изготовить отвод поговорим в настоящей статье.
Как сделать отвод 90 градусов из трубы
Самый простой вариант– найти справочник по изготовлению и монтажу трубопроводов. В нем есть чертежи для изготовления со справочными размерами. Для изготовления потребуется сделать выкройки из картона или плотного листа бумаги, обвести их по контуру на трубе, а затем с помощью болгарки или газа вырезать детали и сварить. Особое внимание следует уделять качеству швов, так как гораздо проще подварить и проверить изделие в еще не собранном состоянии, чем потом лазить по углам и искать течь.

Качественный шов
Трубы диаметром до 100 мм гнуться на трубогибе методом нагрева, и как правило не нуждаются в изготовлении специальных фитингов. Обычно для изготовления угла в 90 градусов используется 3-4 сегмента. Если диаметр трубы будет 100-159 мм, достаточно 3 сегментов. При диаметре свыше 159 мм используются уже 4 сегмента. Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.
Разметка фитинга
Отвод трубы 90 градусов 100 мм можно сделать своими руками и без использования выкроек. Для этого достаточно отрезать на глазок два куска стальной трубы с углом примерно 30-35 градусов, а третью часть подгонять уже по месту. Если сила завихрений не играет важной роли можно обойтись и вообще двумя кусками трубы 100 мм по 45 градусов, сваренными между собой.
Фитинг из трех сегментов
На трубу 159 мм отвод 90 градусов своими руками сделать можно точно так же как и на 100 мм. Единственная сложность может возникнуть при вырезании раскроенных кусков, так как 159 мм труба идет с усиленными стенками и достаточно сложно режется болгаркой. Именно поэтому трубы диаметром 159 мм и 180 мм проще резать газовым резаком, что будет более быстро и безопасно.
Как правильно приварить фитинг
Для того чтобы выполнить красивый и надежный монтаж трубопровода и приварить отвод к трубе 90 градусов нужно правильно подобрать сварочный аппарат и электроды. Эту информацию лучше поискать на профильных форумах, где специалисты охотно расскажут какими электродами и режимами работы сварочного аппарата пользуются они в профессиональной работе.

Детали трубопроводов варятся по методу встык, это когда края плотно прилегают друг к другу. Толщина электрода для таких работ берется 2-3 мм при сварочном напряжении 80-110 Ампер. Для того, чтобы внутрь попадало как можно меньше отгоревшего металла электрод нужно располагать под углом 45О к поверхности. Круглые трубы желательно варить одним непрерывным швом. После сварки необходимо дождаться полного охлаждения шва и отбить шлак, и только после этого переходить к следующему шву.

Для того чтобы получались красивые и ровные швы необходимо набить руку, поэтому не отчаивайтесь если сразу не будет получаться. Потренируйтесь предварительно на сварке просто небольших кусков трубы. И лишь после этого стоит переходить непосредственно к сварке трубопровода.
trubygid.ru
Выкройка и изготовление фасонных деталей для вентиляции и аспирации.
При медленной загрузке чертежи и рисунки этой страницы можно открыть и посмотреть в каталоге "Чертежи, схемы, рисунки сайта".
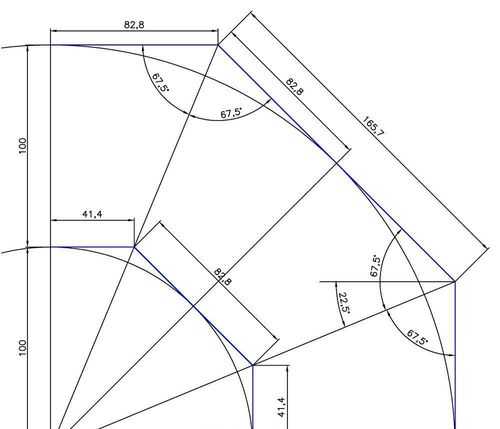
Отвод на 90 градусов.
Выкройка отвода из пяти звеньев. Разметка линии сопряжения звеньев отвода.
Лекало левой стороны выкройки звена отвода зеркально перенести на правую, или начертить справа по той же схеме и размерам. Формула расчёта ширины выкройки: 3,14D+припуски на фальц. Ширина припусков на фальцевое соединение принимается, например, 14+14=28 мм при отгибаемой кромке 7 мм.
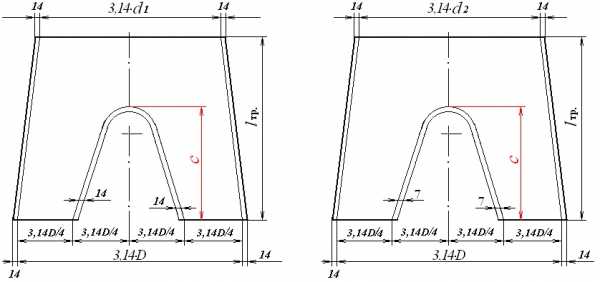
Переход с прямоугольного сечения на круглое, конфузор, диффузор.
Выкройка прямого симметричного перехода состоит из двух одинаковых частей.
Линию круглого сечения отрезать с небольшим запасом; в готовом переходе уточнить и отчеркнуть её по круглому сечению присоединяемого патрубка или по фланцу; и обрезать окончательно с припуском на кромку для соединительного фальца или фланца.В некоторых случаях можно принять L~h : если перепад сечений перехода не очень большой, или если точность его высоты не имеет существенного значения. Отклонение от заданной высоты можно будет скомпенсировать длиной следующей присоединяемой к нему фасонной детали.
Переход с круглого сечения на круглое другого диаметра.
Построение выкройки (развёртки) прямого конфузора, диффузора круглого сечения.
В некоторых случаях можно принять L~h : если перепад сечений перехода не очень большой, или если точность его высоты не имеет существенного значения. Отклонение от заданной высоты перехода можно скомпенсировать длиной следующей присоединяемой к нему фасонной детали.
Переход с одного прямоугольного сечения на другое прямоугольное.
Выкройка перехода из двух частей:
При расчёте длины выкройки учесть припуски материала для крепления нижнего и верхнего прямоугольных фланцев.
Тройник. Чертёж выкройки и последовательность изготовления.
Предлагаемый способ построения выкройки менее точен, чем изложенный в специальной или учебной литературе, но успешно применяется на практике при изготовлении деталей для вентиляции, аспирации и самотечного транспорта.
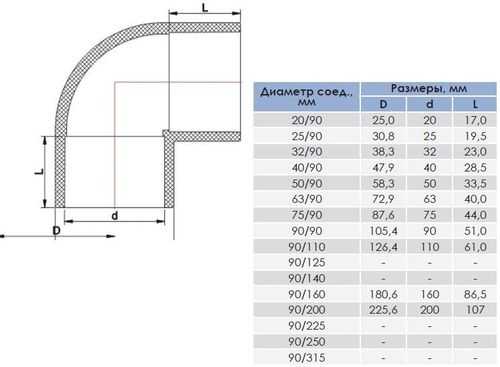
Длину тройника можно взять по размерам стандартных тройников с центральным углом 30 градусов. В таблице размеров указана минимальная длина стандартного тройника - в зависимости от диаметра прямого ствола проходного воздуховода d. Для изготовления тройника по предлагаемому приближённому методу рекомендуется принять немного большую длину выкройки, например, в зависимости от диаметра основания D. Если необходимо сделать тройник, длина которого отличается от указанных в таблице, то следует уточнить расчётом размеры "а" и "b". Расчётные формулы для тройника 30 градусов:
a=0,5lтр; b=0,87lтр.
По мере накопления практического опыта длина детали и её выкройки будет определяться самостоятельно, с учётом места установки в сети воздуховодов и способе соединения с другими фасонными частями вентиляционной системы.
Размеры прямых несимметричных тройников с центральным углом 30 градусов:
Диаметр | Длина lтр | а | b |
| 100 | 306 | 153 | 265 |
| 110 | 326 | 163 | 283 |
| 125 | 354 | 177 | 307 |
| 140 | 380 | 190 | 329 |
| 160 | 418 | 209 | 363 |
| 180 | 456 | 228 | 395 |
| 200 | 514 | 257 | 446 |
| 225 | 560 | 280 | 486 |
| 250 | 606 | 303 | 526 |
| 280 | 662 | 331 | 574 |
| 315 | 728 | 364 | 632 |
| 355 | 802 | 401 | 696 |
| 400 | 886 | 443 | 769 |
| 450 | 980 | 490 | 850 |
| 500 | 1072 | 536 | 930 |
| 560 | 1184 | 592 | 1027 |
| 630 | 1316 | 658 | 1142 |
На отдельном листе железа или плотной бумаги сделать чертёж бокового вида тройника. Полный чертёж необязателен – достаточно тех линий чертежа, которые нужны для определения размера "С".
На рисунке прямой несимметричный тройник с углом 30 градусов и чертёж его вида с боку:
Чертёж выкройки проходного ствола и бокового ответвления тройника:
Последовательность изготовления тройника.
Подготовить соединительные фальцы на длинных сторонах обоих частей выкройки. Отогнуть кромки 7 и 14 мм на внутренней линии стыка стволов. Совместить части выкройки, наложив меньшую на большую. Соединить выкройку ответвления с выкройкой прямого ствола по линии стыка полуторным лежачим фальцем. Последовательность соединения стыка показана на рисунке:
Прогнуть оба ствола тройника в круглую форму, застегнуть фальцы, уплотнить фальцевый шов. Начало внутреннего соединительного шва завалить на длине 3 – 5 см, достаточные для установки фланца или соединения с патрубком круглого сечения. Основание, проходной и боковой стволы тройника ровно отчеркнуть и обрезать по фланцу или по круглому патрубку соответствующего диаметра, оставляя припуски на отбортовку для соединения со следующей деталью. В итоге получится симметричный штанообразный тройник. Его можно сделать несимметричным, если обрезать основание перпендикулярно проходному воздуховоду, или оставить штанообразным, обрезав основание перпендикулярно линии "С". Если для соединения используется широкая манжета (хомут), то основное сечение тройника необходимо дополнить прямым патрубком того же диаметра.
Тройник с другим центральным углом чертится и делается так же, но размеры "а", "b" и "С" определяются для соответствующего угла объединения. В тройнике с углом 45 градусов размеры "а" и "b" одинаковы.
asp-hpz.narod.ru
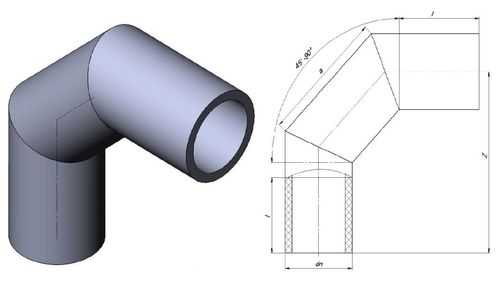
| Перед вами основные элементы вентиляционного отвода, и формы его раскроя. "Седла и шляпы" делаются, когда хотят получить отвод со швами на шейке и на затылке. Из соображений экономии металла их склёпывают обычно в шахматном порядке: звено со швом на шейке склёпывается со звеном шов которого на затылке и следующий шов снова на шейке и т.д. Но для красоты изделия, напр. чтобы скрыть шов, иногда их склёпывают все на "шее" или -- наоборот. При этом ответные звенья могут остаться невостребованными. Их недостатком, по сравнению с "рыбочными" отводами, является то, что они не любят, когда им "давит шею", т.е. нажатий в области шейки, от этого у них могут расходиться шеечные швы в зоне вложек. (см. петляк...) | Звенья и стаканы "рыбки" --это звенья со швами на боку: их тоже собирают в шахматном порядке или вместе --т.н. "лампасом" (жарг.) Преимущество рыбок состоит в том, что они чертятся одним шаблоном и стаканы и звенья. И ещё: считается, что они более стойкие к "превратностям воздуховодной судьбы", т.е. отвод прочнее, и очень похоже, что это правда. Далее: аккуратные швы собраные вместе, т.е лампасом, сами по себе могут являтся украшением. Шов собранный лампасом, наконец, можно просто развернуть к стенке, создавая приятное впечатление "безшовной" вентиляции. Недостатком этого шва является то, что при склёпывании отвод немного "ведёт" в сторону. Стандартным отводом в вентиляции называют отвод, радиус шейки которого равен диаметру отвода и который состоит из 3-х звеньев и 2-х стаканов. Соответственно радиус шейкижесть=1 D радиус кривизныжес=1, 5 D радиус затылкажест =2 D отвода. Ширина затылка -- широкой части раскроя-- такого звена = 4 высоты горки (далее просто горки) Ширина шейки звена =2 горки Ширина затылка стакана=2 горки Ширина шейки стакана= 1 горка Не трудно заметить, что любое звено-- это два сложенные по базовой линии стакана, которые, поэтому иногда называют полузвеньями. Высота горки стандартного звена= D х 0,195. Число 0,195 очень просится округлиться до 0,2 и можно всегда разрешать ему это делать. Ещё: 0,2 это 1/5 диаметра отвода. Когда D нулями на конце, быстрее разделить диаметр на 5 в уме, чем доставать калькулятор. Но для того чтобы получить точный угол отвода, всегда необходимо прибавлять к горке 4 мм на припут (заморочку с отгибом фальца, но только для звеньев седлом и шляпой!). Для сварных, склеиваемых, фанерных и т.д. звеньев прибавлять 4 мм не следует. Простой способ раскроя отводов и колен методом полукруга высот отвод из 5 частей отвод из 3 частей колено 90 гр. |
stuk-stuk.narod.ru