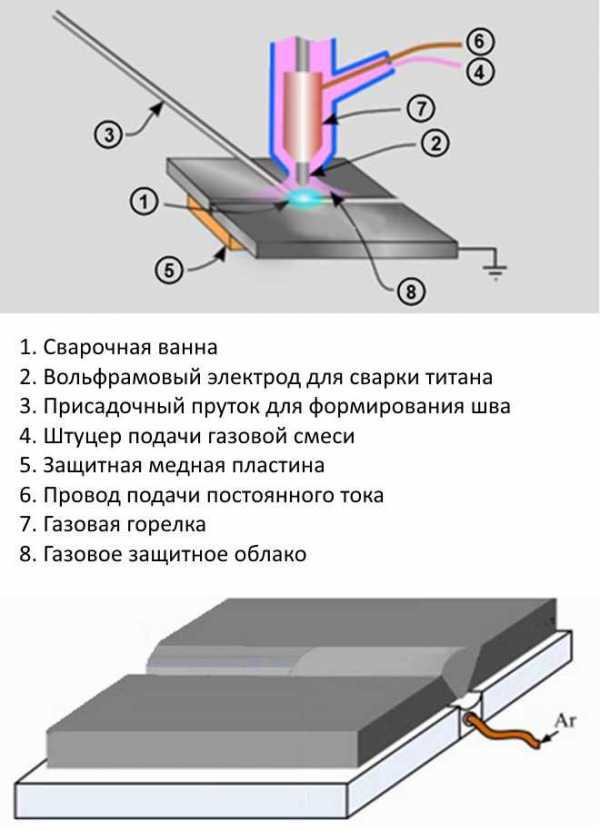
Холодная сварка: характеристики, инструкции по применению, мифы. Титан холодная сварка
Сварка легкого и прочного, но проблемотичного в обработке титана
Титан – проблематичный материал для сварочного процесса, но обладающий отличными конструктивными характеристиками. Именно поэтому сваривание этого легкого и прочного металла — весьма важная проблема и будет рассмотрена далее в этой статье.
О титане
Прочность, твердость, небольшой вес, стойкость к коррозии – все это о нем. Благодаря своим качествам этот материал применяется во многих областях: химическая промышленность (аппаратура), военная промышленность (как компонент брони), ракетостроение, авиация и т.д.

Для легкости и прочности, велосипедные рамы варят из титана
Процесс изготовления конструкций из данного металла так или иначе подразумевает обработку изделий сваркой. И тут промышленность сталкивается с некоторыми проблемами. Этот материал невозможно сваривать обычными методами.
Сварка титана
Скрепление титановых элементов методом сварки применяется практически везде и является обычным процессом для большинства производителей. Однако сваривание этого металла осложнено тем, что:
- Имеет очень низкую плотность и теплопроводность и достаточно высокую температуру плавления.
- Активный химический элемент, обычная сварка титана и титановых сплавов неприемлема, так как полученное соединение будет иметь очень низкое качество из-за полученных в процессе сварки загрязнений (карбиды, нитриды и т.д.).
- Он сам и большинство его разновидностей сплавов имеет свои особенности кристаллической решетки, и при сваривании их необходимо учитывать обязательно.
Технологические особенности
Исходя из вышеизложенного, становится ясно, что для получения качественного соединения необходимо обеспечить постоянную изоляцию сварного шва от веществ, которые способны загрязнить и испортить весь процесс. Компоненты воздуха – кислород, азот и водород способны реагировать с титаном, в результате продукт загрязняется и его качества ухудшаются.
Сварку необходимо вести как можно быстрее, так как при нагреве увеличиваются размеры зерна кристаллической решетки. Это ведет к повышению хрупкости данного металла.
Способы сварки
Мы рассмотрим основные способы сваривания этого материала, выявим их особенности, основные приемы и правила. И остановимся на каждом методе поподробнее.
Дуговая в инертной среде
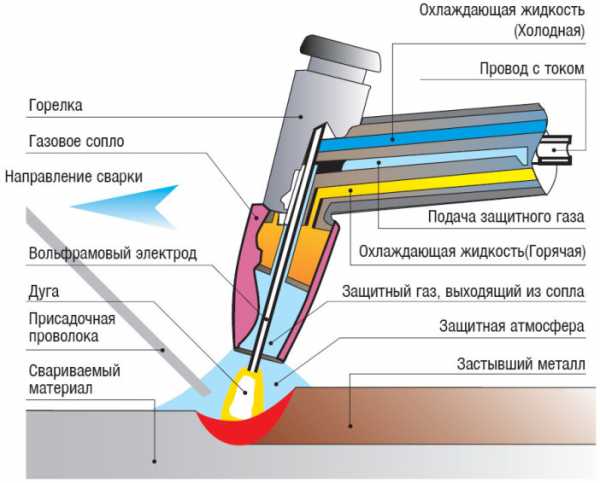
Как говорилось выше, компоненты воздуха реагируют с изделием и загрязняют его. Эта проблема решается так: сварка титана ведется в инертной атмосфере — например, в боксе, заполненным инертным газом. Этот металл не реагирует с газом и не теряет своих качеств, а оператор наблюдает за процессом сварки через специальное окно. Работы большого масштабапроводятся так: весь процесс помещают в специальную камеру с газом, а сварщики работают в скафандрах.

Процесс сборки титановых изделий, под куполом
Другой способ подразумевает непрерывную подачу газа прямо в область соединения – горелка оснащена специальным соплом, через которое подается инертный газ. Также применяются специальные насадки («сапожки»), которые обеспечивают непрерывную защиту этого материала либо его сплавов без необходимости изоляции процесса от внешнего воздуха. Обратная сторона шва также защищается посредством специальных подкладок, через которые подается инертный газ. Как инертный газ применяют аргон, гелий и их смеси.
В качестве электродов применяются вольфрамовые стержни, либо стержни из других материалов – если процесс подразумевает присадку на сварную поверхность каких-либо других веществ.
Дуговая под флюсом
Этот способ является относительно новым. Суть метода заключается в том, что материал изолируется от внешней среды специальными флюсами. Как правило, флюс имеет форму пасты, например, флюсы серии АНТ-А (АНТ-5, АНТ-1, АНТ-7, АНТ-3). Метод сварки под флюсом позволяет получать лучшую кристаллическую решетку шва, чем при сварке в инертной атмосфере. При этом остальные показатели качества работы остаются прежними.
Электронно-лучевая
Электронно-лучевая сварка титана и его сплавов дает возможность наилучшим образом обеспечить защиту металла от нежелательных газов. Повышается скорость и понижается энергоемкость всего процесса, при этом характеристики кристаллической решетки находятся на высоком уровне.
Электрошлаковая
Эта технология сварки титана несколько отличается от остальных. При этом методе для соединения титана или его сплавов применяют пластинчатые электроды из такого же материала, из которого изготовлены свариваемые детали. Для улучшения процесса применяют фторидные флюсы серии АНТ: АНТ6, АНТ4, АНТ2. Для дополнительной изоляции шлаковая ванна защищается аргоном. Для того, чтобы лучше понять процесс электрошлаковой сварки титана и титановых сплавов, вы можете просмотреть видео по этой теме.
Холодная
Холодное сваривание подразумевает то, что титан или его сплавы свариваются за счет деформирования сдавливанием. Кристаллические решетки деталей сдвигаются, образуя одну общую кристаллическую решетку. Холодный метод обработки этого материала позволяет получать достаточно надежное соединение, не прибегая к сложным технологиям.
Не стоит путать этот метод с составами «холодная сварка». Они являются смесями на основе эпоксидных смол и с технологией сварки деформацией не имеют ничего общего. Холодное сваривание этого материала и его различных сплавов — именно процесс, описанный выше.
Заключение
Таким образом, мы ознакомились с наиболее распространенными методами сварки титана и титановых сплавов, выявили их основные принципы и особенности, узнали, почему этот металл требует особых методов сварки. Для того, чтобы более полно понять, как происходит сваривание титана и титановых сплавов, вы можете просмотреть тематическое видео – такие видео достаточно распространены в Интернете.
zavarimne.ru
"Холодная сварка" - клей, но не сварка
Сейчас на рынке представлено множество клеевых смесей и клеевых стержней под общим торговым названием "Холодная сварка" или "Быстрая сталь". На самом деле никакого отношения к сварке они не имеют потому что:
Холодная сварка сварка давлением при значительной пластической деформации без внешнего нагрева соединяемых частейЭто не холодная сварка т.к. не происходит пластической деформации соединяемых деталей.
Это не сварка, поскольку нет нагрева или пластического деформирования и тем более установления межатомных связей между соединяемыми частями.
ВНИМАНИЕ! Если вам все-таки интересно: "Что такое холодная сварка?" см. статью Холодная сварка металлов – никакого волшебства!
В данной статье мы подробно остановимся на рассмотрении клея и стержней "Холодная сварка".
"Холодной сваркой" называют композиционные полимерные материалы, используемые как для ремонта металлов (сталь, чугун, алюминий, медь, титан и т.д.), так и для ремонта изделий из дерева, пластика и керамики.
Клей "Холодная сварка" двухкомпонентный и поставляется в двух тюбиках:
- эпоксидная смола с пластификатором и наполнителем
- отвердитель
Рисунок 1 – Двухкомпонентный клей
Эпоксидные смолы в чистом виде непрочны и плохо выдерживают вибрации и ударные нагрузки, именно поэтому необходим пластификатор (компонент для повышения эластичности эпоксидной смолы). Наполнитель необходим для предания особых свойств эпоксидным смолам: теплопроводности, термостойкости, абразивостойкости и т.п. В зависимости от требуемых свойств "холодной сварки" в качестве наполнителя выступают порошки металлов (алюминий, сталь, чугун и т.д.) а также минеральные и искусственные наполнители.
В качестве отвердителя преимущественно используют полиэтиленполиамин или аминный отвердитель, который вступая в химическую реакцию с эпоксидной смолой, производит процесс затвердевания.
Механические свойства, время застывания, рабочая температура и область применения клея "холодная сварка" зависит от входящих в его состав компонентов.
Ниже представлена обобщенная инструкция для клея и замазки "холодная сварка", которая может меняться в зависимости от марки и производителя:
Инструкция для клея "холодная сварка":
- Перед "сваркой" тщательно зачистить и обезжирить поверхность. Поверхность должна быть чистой, сухой без следов масла и жира.
- Подготовку клея и "сварку" производить в проветриваемом помещении. Пары клея могут оказывать раздражительное действие на слизистую глаз и носа.
- В емкость для смешивания выдавить в равных объемах (для разных клеев объемы могут быть разными) компоненты клея и тщательно смешать до получения однородной по цвету и вязкости массы. Время использования клея в зависимости от температуры окружающей среды, марки и производителя - от 10 до 60 минут.
- Нанести клей на обе "свариваемых" поверхности деталей и соединить вместе. Удалить излишки клея сухой или смоченной в растворителе тряпкой. При соединении поверхности нет необходимости прикладывать большие усилия или использовать пресс.
- Оставить склеиваемую деталь для первоначального застывания клея, в зависимости от марки и производителя минимум от 5 - 60 минут, в состоянии покоя.
- Время полного застывания клея зависит от температуры окружающей среды и марки, и варьируется в пределах от 12 до 24 ч.
- Хранить в сухом помещении при температуре 25±10°С.
Стержни или замазка "холодная сварка" производится в виде двух однородных или одного двухслойного бруска.
 Рисунок 2 – Срез двухслойного бруска
Рисунок 2 – Срез двухслойного бруска
Инструкция для замазки "холодная сварка":
- Перед "сваркой" тщательно зачистить и обезжирить поверхность. Поверхность должна быть чистой, сухой без следов масла и жира.
- Отрезать нужное количество клея, смочить руки водой или одеть защитные перчатки и тщательно размешать клей 3 - 5 минут до состояния пластичности и однородности. В процессе смешивания замазка может нагреться. Время использования клея в зависимости от температуры окружающей среды, толщины слоя, марки и производителя - от 4 до 60 минут.
- Нанести необходимое количество компаунда для ремонта или формовки детали. Для разглаживания допускается использовать мокрый шпатель.
- Оставить деталь для застывания замазки от 10 до 60 минут в зависимости от температуры окружающей среды, толщины слоя, марки и производителя.
- Время полного застывания замазки зависит от температуры окружающей среды и марки, и варьируется в пределах от 12 до 24 ч. После чего можно произвести шлифовку и покраску места "сварки"
- Хранить в сухом помещении при температуре 25±10°С.
Рекомендации по применению "холодной сварки":
1. Склеивать только материалы, указанные в инструкции к "холодной сварке"
2. Применять холодную сварку только для условий указанных в инструкции (температура, влажность, маслостойкость и т.д.)
3. Для стыковых и нахлесточных соединений плоских деталей лучше применять клей, а для таврового, углового соединения или заделки отверстия – замазку
 Рисунок 3 – Результат применение "холодной сварки" для склейки разбитого вазона
Рисунок 3 – Результат применение "холодной сварки" для склейки разбитого вазона
Рисунок 4 – Применение "холодной сварки" для заделки отверстий в крышке
4. При исправлении трещины в горизонтальном или в вертикальном положении предпочтение стоит отдать замазке. Но также допускается применение и клеевой смеси при условии использования армировочной сетки, заплатки из стеклоткани или металлической сетки. Напоминаем, что при исправлении трещин концы трещины необходимо обязательно засверлить.
Рисунок 5 – Применение замазки "холодная сварка" для заделки отверстия в трубе
 Рисунок 6 – Применение замазки для таврового соединения трубы с пластиной
Рисунок 6 – Применение замазки для таврового соединения трубы с пластиной
5. При исправлении вмятин независимо от положения предпочтительно использовать замазку, но при необходимости вмятину на горизонтальной поверхности можно залить клеем.
|
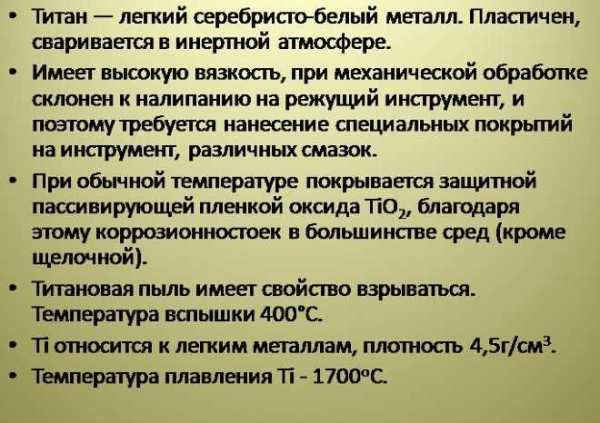
Титан – сам по себе материал довольно прочный, в большинстве случаев, его довольно сложно деформировать. Перед началом проведения работ, необходимо выяснить технические и химические характеристики материала, который должен подвергнуться сварочным работам. К примеру, титан обладает высокой химической активностью. В чем же она выражается? Все предельно просто, при нагреве материала до четырехсот градусов по Цельсию, азот и кислород, которые находятся в воздухе, вступают в реакцию с титаном, тем самым ухудшая пластичность титановой конструкции. Как следствие этому, в материале образуются трещины, он становится хрупким и неустойчивым к различным факторам деформации и механических повреждений. Именно по этой причине, сварочные работы лучше всего проводить, подготовив защитную среду, состоящую из инертных газов. Наилучшим сочетанием будет пара аргона и гелия. Еще один совет сварщикам – удаляйте поверхностный слой, он весь пропитан кислородом, так или иначе, поскольку специфика титана такова, что данный материал взаимодействует в той или иной степени с кислородом, даже без повышенной температуры. Такая реакция проходит и при обычной комнатной температуре, так что, перед началом работ – слой необходимо удалить. Следующий элемент, который так же может помешать процессу – водород. Он воздействует на титан таким образом, что на нем образуются поры и трещины, которые в свою очередь, будут способствовать разрушению металла после проведения работ. Чтобы этого всего избежать, сварочную проволоку необходимо подвергнуть процессу вакуумного отжига. Оценить уровень защиты шва можно по его цвету. В процессе сварки, во время нагрева, титан начинает активнее поглощать кислород, и цвет оксидной пленки может изменяться в секторе цвета от золотистого до фиолетового. Рекомендуем прочесть: Оксидная пленка алюминия понятно объяснит что такое Оксидная пленка. Вот в принципе и все основные рекомендации для сварщика, перед началом проведения работ. Очень важно помнить так же о защите личной, в обязательном порядке одевайте маску и перчатки, они предотвратят попадание искр на Ваше тело, в том числе и глаза. Не стоит пренебрегать личной безопасностью, это может плохо закончится. Так же, крайне не рекомендуется браться за сварочный аппарат непрофессионалу, поскольку, вы рискуете нанести себе травмы в попытке осуществить желаемую работу, лучше обратиться за помощью к более опытному человеку.
|
3g-svarka.ru
Сварка титана - описание технологии и пошаговая инструкция
Данный металл не относится к категории редких. В земной коре его значительно больше, чем, к примеру, свинца, цинка или меди. В титане удачно сочетаются небольшая плотность и прочность сплавов на его основе, а если учесть стойкость перед коррозией даже в агрессивной среде, то интерес к нему во многих отраслях промышленности вполне понятен.
Высокая цена на Ti (22-й элемент таблицы Менделеева) объясняется тем, что его обработка – процесс довольно сложный и затратный. Эта статья познакомит читателя с технологиями сварки титана.
Общая информация
Не зная свойств и особенностей металла и его сплавов, понять все нюансы сварки достаточно сложно.

- Плотность титана (г/см³) – 4,51.
- Прочность (МПа): металла – в пределах 267 – 337, сплавов – до 1 230.
- Температура плавления (ºС): 1668.
Специфические свойства металла
- Способность титана к самовозгоранию в кислородной среде.
- Низкая теплопроводность.
- Превышение значения температуры более 400 ºС инициирует активность металла.
- Титан интенсивно поглощает водород и бурно реагирует на контакт с азотом.
- Под воздействием углекислого газа, паров воды быстро окисляется.

Кроме этого, необходимо учитывать и то, что металл может находиться в одной из двух стабильных фаз, которые обозначают латинскими буквами α и β. Чем они характеризуются?
- Фаза α – в таком состоянии титан находится при температуре окружающей среды. Структура – мелкозернистая, и металл полностью инертен к скорости охлаждения.
- Фаза β – в такое состояние титан переходит при температуре от 880 ºС. Зерно становится крупнее, и появляется чувствительность к охлаждению (скорости процесса).
Указанные фазы можно стабилизировать, введя в металл определенные добавки и легирующие элементы – O, N, Al (для α) или V, Cr, Mn (для β). Поэтому титановые сплавы, в зависимости от вида присадок, делятся на группы:
- ВТ1 – ВТ5.1 Их называют α – сплавы. Обладают пластичностью, хорошо свариваются, однако термообработка не повышает их прочность.
- ВТ 15 – 22. Группа β – сплавов свариваются намного хуже, причем возможно появление холодных трещин. Размеры зерен структуры при этом увеличиваются, а это отражается на качестве соединения сегментов в худшую сторону. Плюс в том, что термообработка частично повышает прочность сплава.
- ВТ4 – 8, ОТ4. Группа α + β, по сути, промежуточное звено. Свойства таких сплавов во многом определяются видом и процентным содержанием введенных добавок.
Сам по себе титан (в чистом виде) практически не используется. Причина – недостаточная прочность. Поэтому говоря о его сварке, всегда подразумевается, что речь идет о каком-либо сплаве. То есть металл + легирующий элемент.
Основные способы сварки титана
Не все распространенные технологии применимы к этому металлу и его сплавам. Главная причина – химическая активность титана. Попадание в рабочую зону инородных соединений (нитридов, оксидов, карбидов) резко снижают качество шва.
Используемые для сварки титана методики
- Дуговым флюсом.
- Холодная.
- Электронным лучом (плазменно-дуговая).
- В среде аргона. Наиболее популярный вариант, хотя есть и некоторые другие.
Особенности сварки титана
- Высокая скорость технологической операции. Это связано с тем, что длительное термическое воздействие на отдельном участке приводит к изменению структуры материала из-за увеличения размера зерен. Как следствие – металл становится ломким (хрупким).
- Полная изоляция от атмосферы. Причем не только рабочей зоны (сварочной ванны), но и тех участков, которые разогреваются до +625 (и более) ºС.
Сварка титана (сплавов) аргоном
Преимущества:
- Высокое качество сварного соединения.
- Работа на малых токах. Следовательно, можно сваривать детали небольшой толщины (тонкостенные), так как вероятность прожога практически исключена.
- Возможность наращивания объема детали на дефектных участках (например, в местах образования раковин).
- Получение шва с любыми параметрами, что позволяет обрабатывать (соединять) как крупногабаритные образцы, так и сравнительно мелкие.
Подготовка свариваемых образцов (кромок)
Механическая обработка и обезжиривание, при необходимости – травление кислотой. Задача – полное удаление пленки оксидов примерно на 20 мм от подлежащих соединению кромок. Специфика в том, что вся работа должна проводиться в защитных перчатках (рукавицах). Касание деталей руками недопустимо из-за возможного загрязнения сплава.
Если механической очистки недостаточно, то прибегают к газокислородной (с помощью горелки).
Что можно использовать:
- Наждачная бумага.
- Шаберы.
- Щетки металлические с проволокой из «нержавейки» сечением 0,25 (±5) мм или иные подходящие приспособления (абразивные материалы).
- Раствор фтора, кислота соляная (подогретые до 60 – 65 ºС).
 Критерии оценки качества подготовки
Критерии оценки качества подготовки
- Отсутствие на образце заусениц, трещин, вкраплений и так далее.
- Ровный серебристый оттенок титанового сплава.
Проволока
Она выбирается в соответствии с группой сплава, подлежащего сварке (см. выше). На бирке (или упаковке) обязательно есть необходимая информация, так как вся продукция маркируется.
Что учесть
Перед применением проволока зачищается (если необходимо, шкуркой не выше № 12) и обезжиривается. Ее можно готовить и заранее, но в этом случае она герметизируется (например, заворачивается в п/э) и помещается в плотно закрывающийся пенал (тубу). Но хранение в таких условиях – не более 5 суток.
Горелка
Для сварки титана любая не подходит. Используются модели с соплом из керамики и специальной (газовой) линзой.
Процесс сварки
Условия
- Электрод – вольфрамовый.
- Ток – постоянный, прямой полярности.
- Подача проволоки – непрерывная.
Сварку титана вручную возможна, если получается организовать местную защиту рабочей зоны. Вспоминаем – металл довольно быстро окисляется. Предохранение от этого лицевой стороны обеспечивается газовой струей (аргон + гелий). А как быть с тыльной? Наиболее распространенный вариант – накладки из меди или стали, которые плотно прижимаются к месту стыка свариваемых кромок. Но это применимо, если обрабатываются детали простой конфигурации.
Сложные в этом плане образцы, когда шов довольно часто меняет направление, свариваются в специальных камерах, в режиме полу- или полностью автоматическом. В таком закрытом объеме можно контролировать и поддерживать на необходимом уровне газовую среду. Предварительно рабочие камеры вакууммируются, после чего заполняются аргоном. Мастер ведет сварку в специальном скафандре.
Перед началом операции проверяется качество очистки кромок. Достаточно провести по участкам будущей рабочей зоны салфеткой или тряпочкой белого цвета, чтобы понять, необходима ли еще одна, дополнительная, «финишная» подготовка металла.
Сварка ведется встык, присадка используется лишь для образцов с толщиной стенок более 1,5 мм. Сечение плавящейся проволоки, которая при этом применяется – от 1,2 до 1,8 мм. Защитная среда несколько иная – аргона меньше (порядка 20%), а гелия больше (соответственно, около 80%). Хотя эти данные – приблизительные. Этим обеспечивается снижение пористости и получение более широкого шва.
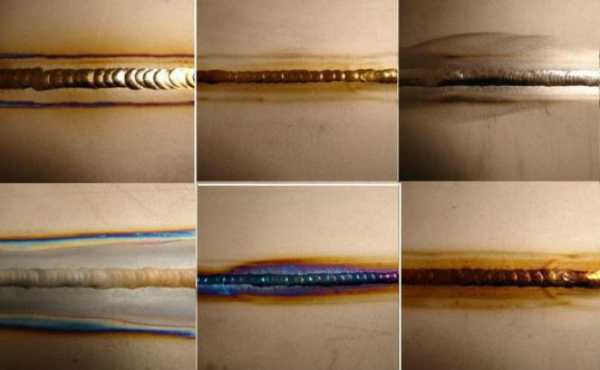
Результат работы визуально оценить несложно. Серебристый оттенок – шов хороший, желтоватый или с синевой – качество не на высоте.

Остается добавить, что при сварке титана, равно как и других металлов и сплавов, должны неукоснительно выполняться все требования по ТБ.
Автор надеется, что эта статья окажется полезной для читателя. Успехов в сварочном деле!
ismith.ru
Сварка аргоном титана
Титан: сварка титана (технология). Сварка аргоном титана
В авиации, судостроении, машиностроении и в некоторых других отраслях промышленности для изготовления сложных и ответственных узлов используют такие дорогостоящие материалы, как титан. Он хорош не только своим небольшим весом, но и тем, что данный металл не подвергается коррозионным процессам. Давайте более подробно рассмотрим, что же такое титан. Сварка титана – это довольно интересная тема для разговора, об этом и пойдет речь.

Немного общих сведений
Просто так взять и использовать кусок титана получается редко. Зачастую его предварительно обрабатывают. Стоит понимать, что обычно он подвергается сварке. Но так как данный металл относится к труднообрабатываемым, то специалисты столкнулись с проблемой разрушения материала при температуре от 400 градусов по Цельсию под воздействием водяного пара, кислорода, а также азота. Сам по себе процесс является достаточно сложным, так как необходимо соблюдать большое количество технологических правил, да и не любой вид сварки подходит для обработки данного металла. В любом случае, сегодня научились обрабатывать титан. Сварка титана осуществляется несколькими методами:
- электронным лучом;
- дуговым флюсом;
- аргоном.
В настоящее время популярностью пользуются все методы, но наибольшее распространение получила аргонная сварка по нескольким причинам, о которых мы поговорим немного позже.
Титан и его сплавы
Данный металл в природе достаточно распространен. Многие говорят о том, что его мало, но это смотря с чем сравнивать. В любом случае, количество титана в земной коре больше, нежели меди или свинца. Это весьма прочный металл. В чистом виде его прочность достигает 337 МПа, а в сплаве порядка 1 250 МПа. Температура плавления титана – 1668 градусов по Цельсию.
При нормальных температурах он устойчив к коррозии и работает в агрессивных средах. Тем не менее при достижении температуры 400 градусов по Цельсию его эксплуатационные свойства резко падают. Он вступает в бурную реакцию с азотом, начинает окисляться кислородом и водяным паром, что сильно ограничивает сферу его применения. Примечательно то, что материал совершенно не склонен к образованию горячих трещин во время сварки, однако его зерно становится крупнее, что ухудшает технические характеристики металла и качество шва. В принципе, мы немного разобрались с тем, что такое титан. Сварка титана – вот, что еще интересно. Давайте об этом и поговорим.
Технологические особенности сварки
В настоящее время нельзя говорить о том, что титан является редкостью в том или ином изделии. С ним работает достаточно много производителей из самых различных отраслей. Но необходимо понимать, что титан – активный химический элемент. Это говорит о том, что использование обычной сварки недопустимо. Обусловлено это тем, что в процессе попадают загрязнения в виде карбидов и нитридов, которые понижают эксплуатационные свойства материала.
Поэтому основное условие при сварке – полная изоляция от окружающей среды. К таковым относится: кислород, азот, водород и другие. Кроме того, сварочные работы должны производиться на относительно больших скоростях. При длительном нагревании зерна в кристаллической решетке расширяются, что значительно повышает хрупкость. В любом случае, сварка титана, технология которой более подробно будет рассмотрена ниже – сложный и ответственный процесс. Ну а сейчас пойдем дальше.
Сварка аргоном титана
Аргонный вид сварки данного металла наиболее популярен среди специалистов во всем мире. Обусловлено это тем, что тут не используются флюсы и электроды, следовательно, выполняются более тонкие и сложные сварочные работы. Кроме того, аргонный метод получения сварных соединений относится к высококачественным видам сварки. При соблюдении технологии получается шов высокого качества.
Нельзя не сказать и об универсальности аргонной сварки. Она заключается в том, что тут есть возможность обработки как крупногабаритных конструкций, так и деталей небольшого размера. Шов при этом получается одинаково качественный. Кроме того, сварка аргоном титана хороша еще и тем, что можно работать на малом токе, а это позволяет сваривать материал толщиной от 0,5 мм. Аргон позволяет восстанавливать детали, утратившие свои первоначальные объемы.

Сварка титана и его сплавов: технология
Работы должны выполняться квалифицированным специалистом при наличии соответствующего оборудования. Кроме того, данный процесс многоэтапный. Все стадии должны идти в строго установленной последовательности и выполняться согласно нормам.
Первый этап – подготовительный. На этой стадии необходимо зачистить поверхность металла. При этом крайне важно удалить оксидную пленку. Кромки обычно обрабатывают методом газокислородной резки. Деталь или заготовка обрабатывается фтором и кислотой (соляной). При этом должна поддерживаться постоянная температура 60 градусов по Цельсию. Тут крайне важно обеспечить защиту обрабатываемого металла от реакции с атмосферным воздухом как с наружной, так и с тыльной стороны. Для этого подойдут медные или стальные прокладки, которые нужно прикладывать к шву. Помимо прокладок допустимо использование защитных козырьков и специальных насадок.
В процессе сварки
Процесс протекает на постоянном токе. В горелку устанавливается специальный вольфрамовый электрод. Когда металл вступает в контакт с электрической дугой, образуется сварочная ванна. Температура в ней нередко достигает 6 тысяч градусов по Цельсию.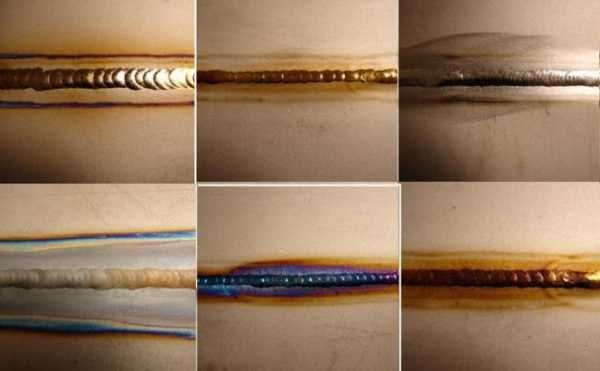
Под давлением сварочной дуги расплавленный титан несколько оттесняется. Получается так, что горелка горит в углублении. Это можно считать преимуществом, так как значительно улучшается проплавляющая способность. Кроме того, постоянно нагнетается аргон, который обеспечивает надежную защиту от воздействия кислорода, азота и других вредных примесей.
Еще кое-что
Примерно так и обрабатывается титан. Холодная сварка подразумевает использование присадочной проволоки только в том случае, если толщина металла превышает 1,5 мм. Если же толщина достигает 10-15 мм, то сварка выполняется погруженной дугой в один проход. Если работы были выполнены с соблюдением технологии, то шов не потребуется обрабатывать от шлаков. Он будет ровный и качественный. Такие соединения отличаются высокой герметичностью и долговечностью.
 Дуговая и электронно-лучевая сварка
Дуговая и электронно-лучевая сварка
Дуговая сварка под флюсом появилась относительно недавно. Метод основан на изоляции материала от внешней среды специальными флюсами. Флюс представляет собой некую пасту. Чаще всего используют АНТ-А различных модификаций. Особенность способа заключается в том, что удалось добиться лучшей структуры кристаллической решетки, нежели при сварке в инертной среде. Поэтому предпочтительно именно так обрабатывать титан. Сварка титана таким методом не ухудшает эксплуатационные характеристики детали.
Электронно-лучевая сварка имеет большое количество недостатков. Но есть один существенный плюс, который заключается в полной защите металла от внешней среды. Это позволяет получить очень качественную кристаллическую решетку. При этом процесс протекает при большой скорости, что значительно снижает энергоемкость выполняемых работ. Есть еще и электрошлаковая сварка, которая на сегодняшний день не получила должного распространения. Ее особенность заключается в том, что в процессе используются электроды такого же материала, как и свариваемая поверхность.
 Заключение
Заключение
Теперь вы имеете общее представление о том, что такое сварка. Титан, инверторная сварка для которого широко используется, обладает уникальными техническими характеристиками. Именно поэтому его используют там, где не подходит сталь или другие металлы. Но высокая стоимость оборудования для выполнения сварочных работ, энергоемкость процесса, а также многие другие отрицательные факторы не способствуют развитию использования данного металла. Тем не менее некоторые компании постоянно стараются сделать как можно больше для того, чтобы было проще и легче получить качественный шов. К примеру, лидером по продажам присадок является фирма «Эльф филлинг» - «Титан». Холодная сварка с помощью данной компании становится не такой сложной и длительной. Конечно, новичок все равно не справится с такой задачей, а вот специалисту будет куда проще выполнить свою работу. В принципе, это все, что можно рассказать о сварке такого металла, как титан.
fb.ru
Сварка титана аргоном - технология, особенности, оборудование
Рассмотрим, в чём состоит технология сварки титана аргоном и чем она отличается от остальных видов сварки. Варить титан трудно, главным образом, по той причине, что его для расплавления приходится разогревать до высокой температуры. При этом данный металл становится химически очень активным к газам, содержащимся в составе воздуха. Так, при температуре порядка 400 °C воздух способствует образованию окиси титана в виде плёнки на поверхности детали. Что касается водорода (которого не так уж много в атмосферном воздухе), то от него страдают свойства самого титана. Так что сварка титана требует изоляции его от окружающего воздуха.

Исходные данные и история вопроса
Мало кто знает, что один из самых прочных металлов на Земле — титан — довольно распространён в природе. Его проще найти, чем цинк или медь. Этот тусклый металл сероватого оттенка плавится при 1700 °C, но после нагревания до 400 °C начинает проявлять бурную химическую активность. Его техническая ценность заключается в высокой коррозиостойкости и сравнительно небольшой теплоте при сваривании.
Ещё интереснее особенность кристаллической решётки титана. В зависимости от температуры, он может существовать в альфа или бета фазе. Титан и его сплавы учёные-химики разделили на α, α + β и β группы. Особенность их сварки сильно различается.
Не обойти вопрос о насыщенном альфированном слое, возникающем даже при обычной температуре на поверхности титана. Это растворённый кислород! Плёнка бывает золотистого, фиолетового и даже белого цвета. Ну а взаимодействие с атмосферным азотом приводит к росту прочности, но титан начинает крошиться. Водород же порождает трещины и поры в швах.
Рекомендуем! Как научиться варить электросваркой самостоятельноПодготовка к сварке
Приступая к сварке титана, нужно зачистить детали стальной щёткой либо наждаком, а также обезжирить их поверхность спиртом или ацетоном. Как правило, на поверхности титановых изделий уже имеется оксидная плёнка. Её следует удалить. Для этого понадобится раствор азотной и фтористой кислоты. Данный процесс ещё называют травлением, длится он всего пол минуты. Важно контролировать, чтобы температура не поднялась выше 60 градусов. Выше мы уже упоминали о присадочных материалах. Добавим палладий и ванадий, а самый доступный их них — алюминий.
Электроды
Материалом электрода в данном случае является тугоплавкий металл- вольфрам, а вставок — тантал, ниобий и бронза. Здесь свариваются бронза и сталь, тантал и титан; вольфрамовый электрод остаётся не плавящимся; защитой служит аргоновая атмосфера либо другая контролируемая смесь инертных газов.
Как сварить титан
Над данной технической проблемой первым задумался Уильям Джон Арбегаст, инженер из США. Именно он разработал технологию сварки титана и его сплавов в аргоне.
Чем варят титан ?Ознакомимся с дуговой сваркой титана. Её осуществляют в среде, состоящей из смеси двух инертных газов: аргона и гелия. Они и защищают место сварки металла от губительного воздуха, не нанося никакого вреда сами по себе. Блестящая идея! Но реализовать её на практике оказалось непростой задачей… Решили, что смесь будет поступать из сопла горелки, а чтобы увеличить защищённую потоком площадь, применили специальные насадки. А как же быть с противоположной стороной соприкосновения деталей? Чтобы надёжно заварить, тут на помощь пришли планки из меди с желобом для поступления аргона.
А как быть, если конструкция свариваемых деталей сложная? В таком случае не обойтись без специальной камеры с заданной атмосферой (упоминавшаяся выше смесь). Она может быть небольшой, в виде локальной насадки из ткани, для конкретного узла. Либо жёсткой, побольше, из металла, в которые предварительно ставят детали и всю требуемую для сварки оснастку. Но в любом случае сварщик должен хорошо видеть место сварки и свободно выполнять все необходимые манипуляции, что обеспечивают специальные рукавицы и иллюминаторы.
 Защитная камера для сварки титана
Защитная камера для сварки титана Наконец, для сварки самых крупных деталей сварочная камера может достигать размеров приличной жилой комнаты, выполненной в металле, герметичной и со шлюзами. Внутри устанавливается всё необходимое, взамен откачанного воздуха пространство заполняется аргоном, а сварщики на время выполнения работ превращаются в космонавтов с настоящими скафандрами!
Рекомендуем! Как варить чугун электросваркой. Сварка инверторомТехнологии сварки титана
Также сварка титана аргоном возможна под флюсами АНТ из фтора электрошлаковым способом или на прокладке из меди. Диаметр электрода составляет здесь 2 — 5 мм, а его вылет — до 22 мм. Благодаря действию флюса качество шва получается ещё выше: в его структуре практически отсутствуют поры. Отдельного рассмотрения заслуживает часто встречающаяся в металлургии сварка титана и стали. Здесь появляются нюансы, диктующие дополнительные жёсткие требования к технологии процесса. Так, образующиеся в сварочном шве фазы типа FeTi являются хрупкими по своей природе.
Сварка титана аргоном со сталью проводится в защитном газе аргоне вольфрамовым электродом или через промежуточные вставки. Комбинированные вставки выполняются из тантала и бронзы. При этом бронза сваривается со сталью аргоно-дуговой сваркой не плавящимися электродом, а тантал с титаном сваривается в камерах с контролируемой атмосферой. Используются также комбинированные вставки из бронзы и ниобия. При этом сварку осуществляет вольфрамовый электрод в камере с контролируемой атмосферой.
В любом случае недопустим перегрев, с ним борются различными способами: электромагнитным и ультразвуковым воздействием, импульсами и колебаниями луча или электрода.
svarkagid.ru
Аргонная сварка титана
Титан – металл, который отличается очень высокой прочностью, стойкостью к внешним воздействиям и малым весом, что служит причиной огромного спроса на него в машино- и кораблестроении, строительстве и авиации. Но при этом, одной из основных проблем, с которой сталкиваются специалисты, стало то, что титан очень сложен в обработке: в нагретом до 400 С и более состоянии он начинает разрушаться под воздействием атмосферного водяного пара, азота и кислорода.
Именно поэтому процесс сварки титана требует соблюдения особых технических условий, в частности использования защитных сред, которые не допустят взаимодействия металла с внешней средой.
Сварка титана аргоном
Аргонная сварка титана – технология, которая пользуется у специалистов огромной популярностью. Она позволяет выполнять достаточно тонкие операции по обработке металла, так как не требует использования флюсов, электродов.
Этот способ относится к чистым и высококачественным видам сварки, который позволяет получить отличный результат при работе с материалами, которые не поддаются обработке при применении традиционных технологий.
Аргоновая сварка универсальна: с её помощью становится возможной, как работа с крупногабаритными конструкциями, так и с мелкими металлическими деталями при неизменно высоком качестве и надёжности полученного шва. Кроме того, технология сварки титана аргоном предусматривает возможность работы от малых токов, что позволяет работать с материалами толщиной от 0,5 мм. С применением аргона также можно восстанавливать детали, которые утратили свой первоначальный объём.
Технология аргонной сварки титана
Сварка титана аргоном – процесс, который включает в себя множество тонкостей и особенностей, требующие участия профессионалов.
Сама технология заключается в строго определённой последовательности операций:
- На подготовительном этапе требуется удалить с поверхности металла оксидную плёнку, а также зачистить все кромки детали методом газокислородной или плазменной резки.
- Проводится обработка детали раствором фтора и соляной кислотой при постоянно поддерживаемой температуре на уровне 60 град С.
Для того, чтобы устранить вероятность взаимодействия расплавленного титана с атмосферным воздухом (азотом, водяным паром, кислородом, водородом), необходимо организовать защиту рабочей зоны с наружной и тыльной стороны детали.
С этой целью можно использовать медные или стальные прокладки, которые будут достаточно плотно прижаты к сварочному шву. Также можно применять специальные насадки с отверстиями или защитные козырьки.
Сама аргонная сварка титана производится на постоянном токе с использованием специального токопроводящего устройства – горелки, оснащённой керамическим соплом, в которой размещается вольфрамовый электрод. При контакте с электрической дугой кромка металла расплавляется, образуя ванну с температурой 4-6 000 С.
Жидкий титан под давлением дуги оттесняется, и она горит в образованном углублении, вследствие чего проплавляющая способность значительно повышается. Нагнетаемый аргон образует надёжную защиту внутренней и внешней поверхности рабочей зоны от воздействия водорода, азота, кислорода.
В процессе сварки используется присадочная проволока в случае, когда свариваемый материал имеет толщину превышающую 1,5 мм. При меньшей толщине работы проводятся без присадки и без зазора встык. Материал толщиной более 10-15 мм варятся погруженной дугой в один приём.
В результате получается цельный ровный шов, который не требует зачистки от шлаков. Качественный сварной шов обладает очень высокой герметичностью, долговечностью и прочностью.
steelguide.ru
Технология и особенности сварки титана
Сварка титана и его сплавов — сложный процесс, так как прочный и легкий титан, раскаленный до 400°С, становится легко разрушаемым под действием паров азота и кислорода.
Сварка должна выполняться с соблюдением определенных условий, не допускающих воздействия на материал окружающей среды.
Сварка титанового материала и его сплавов бывает следующей: аргоно-дуговая, плазменно-дуговая, холодная и др. Рассмотрим основные технологии.

Аргонодуговая сварка и полуавтоматом
Сварка титана и сплавов аргоном и сварка полуавтоматом востребованы, так как позволяют выполнить сложную и тонкую обработку материала.
Технология представляет собой чистую и качественную сварку для любых материалов, особенно это касается тех, к которым не применима традиционная сварка.
При соблюдении всех условий и требований сварочный шов будет устойчив к коррозии, а при нарушении условий качество шва будет значительно ниже.
Аргон используется для поддува с целью защиты металла от среды.
Аргоном можно обрабатывать крупные изделия, небольшие детали из титана и сплавов.
Также сварка аргоном может работать от малого тока, благодаря этому возможна обработка металла толщиной 0,5 мм.
Аргоном восстанавливаются титановые изделия, утратившие объем.
Аргоно-дуговая сварка состоит из следующих операций:
- удаление оксидной пленки с обрабатываемого изделия, зачистка кромок газокислородом, поддува;
- изделия обрабатываются раствором фтора и соляной кислотой при 65°.
Чтобы исключить реакцию титана и сплавов с окружающей средой, рабочее место защищается с внешней и внутренней стороны.
Для этого используются стальные или медные прокладки, прижимаемые к шву. Еще используются защитные козырьки или специальные насадки.
Так же участок сварки с двух сторон защищается бескислородными флюсами с содержанием фтора. Если защита была обеспечена качественно, то на шве образуется оксидная пленка.
Перед работой титан очищается стальной щеткой от грязи и коррозии и обезжиривается растворителем. Крайне не рекомендуется сваривать необезжиренные элементы и работать с такими элементами без рукавиц.
Технология сварки титана и сплавов аргоном осуществляется на постоянном токе, выдаваемого специальным токопроводящим устройством – горелкой с керамическим соплом с электродом из вольфрама.
Видео:
Контактируя со сжатой электродугой, металлическая кромка начинает плавиться, в результате чего образуется ванна с температурой до 6000°.
Давление сжатой дуги обеспечивает оттеснение жидкого титана, и дуга горит в появившемся углублении, улучшая плавление.
Аргоно-дуговая технология основывается на применении источника питания постоянного тока DC прямой полярности, а для сварки полуавтоматом – обратной полярности.
Горелка снабжается датчиком дистанционного регулирования подачи тока для предотвращения нарушения процесса.
Аргон надежно защищает внутреннюю и наружную стороны рабочего места от влияния азота, водорода, кислорода, а также выполняет первичную защиту жидкой сварочной ванны, вторичную защиту кристаллизирующегося металла и пространства возле шва.
Для защиты жидкой сварочной ванны обязательным условием является правильно выбранная горелка, которая обязательно должна иметь керамическое сопло и газовую линзу.
И при работе полуавтоматом, и аргоном, если толщина обрабатываемого металла больше 15 мм, то потребуется присадочная проволока.
С тонким металлом сварка осуществляется без присадки и без зазора встык.
Видео:
Титан, толщина которого превышает 15 мм, сваривается дугой в один прием, тем самым обеспечивается ровный цельный шов, не нуждающийся в зачистке, герметичный, прочный и долговечный.
Для определения эффективности и расхода аргона делается пробный шов. Качественный шов будет серебристым, а синий или желтый оттенок говорит о преждевременном снятии аргона.
Для обеспечения защиты кристаллизирующегося титана и пространства около шва используется специальная насадка на горелку, которая обеспечивает равномерное распределение аргона внутри оборудования.
Перед сборкой заготовки участок шва подвергается абразивной обработке. Любые дефекты на шве, например, трещинки и заусенцы, должны отсутствовать.
Аргонодуговая сварка сплавов имеет определенные особенности, учитывая которые можно создать шов хорошего качества.
Предварительно необходимо продуть горелку, также должна быть продута защитная насадка и прокладка для оборотной стороны шва.
Поджигание сжатой электрической дуги осуществляется осциллятором. Для погашения сжатой электрической дуги достаточно плавно снизить силу тока.
Предварительно нагреть металл нужно в том случае, если присутствует влага. Длина электродуги без присадочной проволоки должна быть одинаковой по диаметру с электродом.
С проволокой длина электродуги должна составлять 1-1,5 диаметра электрода. Сварка аргоном и полуавтоматом представлена на видео в статье.
Холодный и плазменный метод
Холодная технология или холодная сварка подразумевает сваривание титана и его сплавов путем сдавливания.
Холодная сварка представляет разрушение кристаллической решетки, вместо которой возникает новая решетка посредством соединения слоев титана. Холодная сварка выполняется в твердом состоянии на улице.
Метод позволяет получить надежное соединение без сложных технологий, не используя различные непростые приспособления.
Холодная сварка белого титана отличается тем, что обработка производится под действием давления без внешнего нагрева. Холодная сварка может осуществляться при любой температуре воздуха.
Сварка листов производится внахлест со специальными фиксирующими зажимами, которые позже снимаются, и листы соединяются.
Сварка плазменной дугой характеризуется высокой температурой до 30000° и наличием плазмотрона – главной части технологии.
В связи с высокими показателями плавления, по сравнению с аргоно-дуговой сваркой, сварка плазменной дугой обладает следующими достоинствами:
- высокая производительность;
- тепловое воздействие только на зону шва;
- небольшое количество защитного газа;
- стабильное горение малоамперной электродуги;
- низкое влияние длины электродуги на качество шва.
Плазменная дуга возникает от плазмотрона. Есть 2 типа плазмотрона: с дугой прямого и косвенного действия.
Для первого плазмотрона характерно образование дуги между электродом из вольфрама, встроенным в газовую камеру и обрабатываемым титаном.
Сопло плазмотрона — электрически нейтральная часть, благодаря которой обеспечивается сжатие дуги.
Для данного типа плазмотрона характерно совмещение струи с дугой, благодаря чему обеспечивается высокотемпературный режим и тепловая мощность. Данная технология довольно популярна.
Создать электродугу между электродом и титаном непросто. Поэтому при подведении к титану плазмотрона, в первую очередь, нужно создать дугу между электродом и соплом, так называемую, дежурную дугу.
Затем соединяя дежурную дугу и факел титановой детали, автоматически образуется основная дуга между электродом и титаном.
Видео:
Для второго типа плазмотрона характерно создание электродуги между электродом и соплом.
В основном использование такого вида плазмотрона необходимо для нагрева, напыления и т.д.
Плазменная сварка с дугой применима для тонкого металла менее 1 мм, а также для сложных случаев, например, для сварки титана с легированной нержавейкой. Все работы по сварке титана и сплавов представлены на видео.
Возможные дефекты
При сварке титана, если она не производится лазером, возможны дефекты. Согласно ГОСТ, дефекты появляются из-за несоблюдения технических условий, нарушения технологии, после чего конструкция становится непригодной.
По ГОСТ дефекты бывают следующих видов:
- трещины;
- поры;
- твердые образования;
- несплавления;
- неправильный шов;
- иные дефекты.
Трещины-разрывы в шве или прилегающих местах, согласно ГОСТ, недопустимы, так как создается центр разрушения.
Образование разрывов объясняется высоким содержанием в расплавленном металле углерода, никеля, водорода, фосфора. При сварке лазером вероятность образования трещин сводится к нулю.
Для устранения трещин нужно засверлить концы дефекта, затем устранить трещину механическим путем и строжкой, после этого участок зачищается и заваривается.
Поры, согласно ГОСТ — это полости, заполненные газом. Образуются из-за высокого газообразования.
Место с порами нужно переварить, предварительно зачистив механическим путем, так как дефект ослабляет конструкцию.
Твердые включения по ГОСТ – это инородные металлические и неметаллические вещества в шве, снижающие прочность шва и концентрирующие напряжение, поэтому место с дефектом вырубают до здорового участка и удаляют строжкой, затем заваривают.
Видео:
Несплавления по ГОСТ — это отсутствие соединения между металлом и швом. Образуются при дуговой сварке из-за нерасплавления части кромки стыка.
Это может произойти, если неправильно выбрана форма угла, плохо зачищены кромки, неправильно выбран режим сварки. Такие дефекты снижают прочность шва. Место дефекта нужно вырубить, зачистить и вновь заварить.
Нарушение формы по ГОСТ — отклонение формы шва от установленных требований.
Причинами возникновения могут послужить колебания напряжения в сети, неправильный угол наклона и др. Последствием могут быть внутренние дефекты шва.
Для устранения место дефекта заваривается тонким швом электродом небольшого диаметра.
rezhemmetall.ru
www.samsvar.ru
Сварка титана: особенности и последовательность процесса
Чтобы надежно соединить между собой любую металлическую конструкцию, используется сварка. Применяется специальный сварочный аппарат, который плавлением или давлением делает сварочный шов. Если говорить о таком материале, как титан, то чаще используется специальный электрод, плавящий материал под воздействием тока. Давайте подробнее рассмотрим, как производится сварка титана, и какая технология при этом используется.
Технология соединения
 Сварочный электрод устанавливается в специальный держатель. Его крепление позволяет устанавливать электрод в разных положениях, что дает возможность работать даже в труднодоступных местах. Когда сварочный провод касается поверхности рабочего материала, образуется сварочная дуга. В этот момент температура на конце провода может достигать несколько тысяч градусов. Сам электрод тоже плавится, как и объект соединения, по которому он равномерно распределяется.
Сварочный электрод устанавливается в специальный держатель. Его крепление позволяет устанавливать электрод в разных положениях, что дает возможность работать даже в труднодоступных местах. Когда сварочный провод касается поверхности рабочего материала, образуется сварочная дуга. В этот момент температура на конце провода может достигать несколько тысяч градусов. Сам электрод тоже плавится, как и объект соединения, по которому он равномерно распределяется.
Титан – металл, который имеет высокую прочность. В чистом виде он практически не применяется, чаще всего его используют с различными примесями.
При сварке материал теряет часть своей прочности, меняется его структура, а потому важно проводить все работы в условиях полной защиты материала от взаимодействия с воздухом.
Чаще всего осуществляется холодная работа путем сдавливания, особенно на производствах.
Отрицательные моменты
Под воздействием высокой температуры титан может на протяжении длительного времени поддерживать сварочную ванную в жидком состоянии. В итоге в самом шве и в зоне вокруг него может увеличиваться количество зерна. Это влияет на качество шва.
Водород тоже оказывает негативное влияние: при его попадании в ванную происходит абсорбирование влаги. Кислород приводит к окислению титана, что становится причиной появления трещин в шве. Поэтому очень важно перед началом работ проводить тщательную подготовку. Хотя всего этого можно избежать, если проводится плазменная холодная сварка.
Подготовительные меры
Прежде чем будет проводиться сварка титана или материалов, состоящих из его сплавов, надо делать механическую обработку соединяемых кромок. Для этого производится травление с помощью раствора из различных кислот. Предварительно кромки зачищаются и обезжириваются. Для зачистки можно использовать шаберы или металлическую щетку. Делать это надо непосредственно перед началом работ. В результате должна получиться практически ровная поверхность без трещин, заусенцев и вмятин. Это необходимо, даже если планируется холодная методика соединения.
После зачистки проводится обезжиривание. Для этого применяются растворители на основе ацетона или сам ацетон в чистом виде. Это важно, даже если будет использоваться холодная сварка. После этого производится травка поверхности раствором, состоящим из:
После этой процедуры материал полностью готов к сварочным работам по любому способу, будь-то холодная методика или обычная.
Присадочная проволока
Для прочной сварки титана недостаточно только аппарата с электродом, даже если применяется холодная методика. Также потребуется специальная присадочная проволока, и подбирать ее надо в соответствии с маркировкой, которую можно увидеть на упаковке. В основном применяются следующие виды проволоки с такой маркировкой:
-
ВТ1-00;
-
ВТ1-00С;
-
ОТ4-1;
-
СПТ-2;
-
ВТ-2св.
Всё зависит от того, с каким сплавом титана необходимо работать, какая планируется методика — высокотемпературная илихолодная. Но стоит помнить, что перед началом работ проволока так же, как и сварочная поверхность, предварительно обезжиривается и зачищается.
Как производится работа?
Сварка титана осуществляется дуговым методом. Необходимо соблюдать условия, в которых осуществляется стабильное горение дуги, а шов получается ровным и качественным. Обязательно соблюдение вида и полярности тока, скорости работы, необходимого напряжения и диаметра электрода. Для титана используется вольфрамовый электрод, который плавится при воздействии постоянного тока. Горелка при выполнении сварки должна двигаться ровно, без колебаний.
Два элемента, которые необходимо приварить, прижимаются друг к другу, затем накладывается присадочный материал. Между ним и электродом должен быть угол около 90 градусов. При этом важно учитывать, что проволока должна подаваться непрерывно, навстречу горелке. Во время работы рекомендуется использовать специальный флюс АТН-23А или АТН-21А. Это не только повысит защиту, но и улучшит качество шва.
Сварку можно производить в полуавтоматическом или автоматическом режиме при помощи соответствующего оборудования. Нередко применяется и плазменная холодная методика. Вообще сварка титана — процесс достаточно сложный, и требует полного соблюдения техники безопасности.
Правила безопасности
Правила безопасности необходимо соблюдать, даже если проводится холодная сварка. Все провода, проводящие электричество, должны быть хорошо изолированы – это основное правило техники безопасности при работе с любым сварочным оборудованием. Все электрические элементы должны быть заизолированы так же, как и сам держатель электродов. Обязательно должны использоваться защитная маска и комплект спецодежды. Если работа проводится в замкнутом помещении, то может потребоваться резиновый коврик или специальные сапоги. Вся работа должна осуществляется только в зонах с хорошей освещённостью.
Естественно, нельзя касаться голыми руками зажима и клейм цепи, когда они находятся под напряжением или производится сварка титана. Поблизости с рабочим местом не должно быть никаких горючих или легко воспламеняющихся материалов. Если соблюдать эти простые правила, все работы пройдут быстро и, главное, безопасно.
Похожие статьиgoodsvarka.ru
Виды холодной сварки - особенности применения
Холодная сварка, жидкие гвозди, суперклей – эти понятия прочно вошли в обиход людей, которые привыкли полагаться на собственные знания и навыки при проведении разнообразных ремонтных и строительных работ. Между тем, не многие задумываются над буквальным смыслом применяемых определений того или иного материала. К примеру, определение клей холодная сварка алмаз совсем не будет означать на практике, что при помощи этого клеящего средства можно создать соединение, аналогичное по физико-конструкционным свойствам сварочному шву, выполненному традиционным технологическим сварочным процессом.

В действительности понятие холодная сварка, применительно к клеевым смесям, означает лишь создание высокопрочного клеевого соединения, выполненного с применением полифункциональных эпоксидных полимеров. Проще говоря, ответ на вопрос, что такое холодная сварка, может быть однозначным – это инвариантное исполнение ставшего давно всем привычным эпоксидного клея.
Общая инструкция по применению
Понятно, что использовать любые составы, содержащие в себе химические ингридиенты, тем более второго класса опасности, следует исключительно в соответствии с прилагаемым к ним документом, под названием инструкция по применению. Относится это и к клею холодная сварка. При этом, тщательное соблюдение требований, изложенных в штатной инструкции, не гарантирует качество соединения, которое в состоянии обеспечить клей.
Практика применения, например, клея холодная сварка алмаз универсальная показывает, что дополнительно применяемые способы подготовки поверхностей в состоянии значительно повысить прочность, надежность и другие эксплуатационные качества клеевого соединения. К таким мерам можно отнести:
- зачистку места нанесения клеевого состава наждачной бумагой с крупным зерном. Образующиеся при этом царапины значительно повышают адгезию склеиваемых поверхностей;
- обезжиривание поверхностей сначала бензином, а затем летучим органическим растворителем, типа ацетон или 646;
- выдерживание клеевого соединения под нагрузкой более 12часов, до полной полимеризации эпоксида.
Формы выпуска клея
В отличие от традиционных марок эпоксидного клея, холодная сварка поставляется потребителям в трех видах:
- В форме двухкомпонентного набора, состоящего из эпоксида с включенными в него необходимыми наполнителями и отвердителя, инициирующего процесс полимеризации. Смола и отвердитель в таком наборе имеют жидкую фракцию.
- В форме двухкомпонентного набора, состоящего из эпоксида и отвердителя в пластичном состоянии. Набор в таком случае включает в себя два стержня, отрезки которых смешиваются между собой в пластичную массу непосредственно перед использованием.
- В форме пластичного стержня эпоксида, покрытого пластичной же оболочкой отвердителя. Такая форма выпуска удобна для пользователей тем, что не требует отмерять нужные пропорции компонентов как и жидкой, так и пластичной фракций.
Жидкие фракции эпоксида и отвердителя смешиваются в оговоренной инструкцией пропорции до получения гомогенного состава. Для холодной сварки металлов инструкция предусматривает использование подготовленной смеси в течение 15–30 минут после приготовления. После истечения этого срока начинается процесс полимеризации и клей становится малопригодным для создания надежного соединения.
Распространенные марки клея
Термин холодная сварка получил распространение не только в обиходе. Компании, производящие эпоксидный клей, увидели в этом термине большие маркетинговые возможности и включили в ассортимент выпускаемой продукции его разновидности с призывающими наименованиями. Более всего на рынке известны бренды:
- холодная сварка Алмаз. Выпускается в форме пластичного стержня клеящего компонента, покрытого оболочкой отвердителя. Совместимость со склеиваемыми материалами определяется параметрами наполнителя, хотя есть универсальный вариант;
- холодная сварка Титан – двухкомпонентный клей в жидкой форме. Правильно подготовленная смесь обеспечивает самый высокопрочный адгезионный стык. Основное применение получил для ремонта металлических деталей;
- холодная сварка Hi-Gear. Надежный состав для универсального применения в виде одного стержня, покрытого отвержающим ингредиентом. Среди недостатков – высокая цена бренда относительно конкурентов;
- холодная сварка Mastix. Форма выпуска – получивший распространение одностержневой вариант. Сохраняет свойства в большом диапазоне температур: от -60оС до +150оС и может применяться для ремонта труб и емкостей без удаления содержащихся в них жидкостей. Недостаток в коротком, не превышающем 7 минут периоде жизнеспособности подготовленного состава;

- холодная сварка Poxipol в исходном виде представляет собой два раздельно хранящихся пластичных компонента: эпоксидную составляющую, обогащенную модифицирующими добавками и наполнителями для склеивания различных по природе материалов, ингибитор полимеризации;
Принципиальные отличия клея от разных производителей заключается в использовании при производстве инвариантных марок эпоксидов, модифицирующих добавок, наполнителей, катализаторов либо ингибиторов полимеризации смол.
Распространенные мифы о холодной сварке
Активное внедрение в оборот понятия «холодная сварка» естественным образом повлекло за собой возникновение, развитие и распространение не только качественно объективных отзывов и оценок свойств этого клеящего состава. Как водится, получили распространение многие, мягко выражаясь, не совсем корректные. Пристальное изучение свойств, присущих эпоксидным клеям, позволяет сделать оценку всех существующих в реалиях качеств и мифов о них:
- Миф 1: клеит всё. Реалии: клеящие эпоксидные составы совершенно не пригодны для склеивания всех марок полиэтилена, полиэтилентерефталата, поливинилхлорида, фторполимерных материалов и подобных им по молекулярному строению. Объясняется это физико-химическими свойствами полимеров.
- Миф 2: не токсична в неполимеризованном состоянии. Реалии: в не отвержденном виде эпоксидные смолы являются достаточно ядовитыми веществами. Самые распространенные в производстве клея холодная сварка жидкие эпоксидные диановые смолы относятся, в соответствии с классификацией ГОСТ 12.1.007, ко второму классу опасности – высокоопасным веществам.
- Миф 3: универсальная одинаково хорошо клеит любые материалы. Реалии: универсальные марки пригодны для создания клеевых соединений различных материалов, но удовлетворительного качества. Хорошего качества соединения можно добиться исключительно с применением специализированных составов.
- Миф 4: соединения получаются прочнее, чем склеиваемые материалы. Реалии: на самом деле, холодная сварка abro обеспечивает усредненную силу отрыва в 235 Н, а лидер по этому показателю холодная сварка Титан – 381 Н. Но такие показания пригодны для разрушения только средних по качеству алюминиевых сплавов.
В любом случае, клей холодная сварка обеспечивает надежное соединение вплоть до проведения полноценного восстановительного ремонта локальных повреждений.
svarkagid.ru