Содержание
Сварочный инвертор не регулируется ток
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре. Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети В , так и от трехфазной В.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Ресанта 250 не регулируется ток
- Tecnica 164 ремонт своими руками
- Ремонт сварочный инвертор при подключении выхода к земле
- Как отремонтировать сварочный инвертор своими руками
- Ресанта 250 ПН. На дисплее 10А, ток не регулируется. На выходе аппарата 0,3 В. Подскажите..
- Power Electronics
- Сварочный инвертор Ресанта САИ-220. Не регулируется ток сварки
- Ремонт любых сварочных аппаратов | Полуавтоматов в Рязани
- Принцип работы и устройство сварочного инвертора
- Ресанта 250 не регулируется ток
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Днипро М ММА-250 (с плавающим током)
 youtube.com/embed/1Drehp4iRjo» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/1Drehp4iRjo» frameborder=»0″ allowfullscreen=»»/>
Ресанта 250 не регулируется ток
Выбирая перед покупкой сварочный инвертор, одним из первых параметров, на который обращают внимание покупатели, является сила тока аппарата. Так уж сложилось, что украинский потребитель отдает предпочтение инструментам по-мощнее. И сегодня этим активно пользуется большинство производителей. В этой статье мы хотим разобраться с указанной и реальной силой тока сварочных инверторов, рассказать, какие маркетинговые ходы используют производители, что бы вы отдали предпочтение именно их товару, а так же мы попробуем подсказать, какая реальная сила тока в сварочном инверторе потребуется, в зависимости от поставленных задач и условий работы сварочного аппарата.
Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма:. Все, что видим мы — видимость только одна. Далеко от поверхности моря до дна.
Полагай несущественным явное в мире,. Ибо тайная сущность вещей не видна. Как правило, указанную на корпусе сварочного инвертора информацию, например ММА или ММА, большинство расценивает как пресловутую силу тока, а ведь зачастую — это далеко не так.
Ибо тайная сущность вещей не видна. Как правило, указанную на корпусе сварочного инвертора информацию, например ММА или ММА, большинство расценивает как пресловутую силу тока, а ведь зачастую — это далеко не так.
Особенно, если речь заходит про инверторы произведенные в Китае. На самом же деле, на практике — это маркетинговый ход производителей. Большинство таких аппаратов имеют реальную рабочую силу тока от до Ампер. А порой, встречаются инверторы с током и в Ампер, на корпусе которых гордо указана цифра — Более того, как правило, шкала регулировки тока, тоже подвергается модификации, получая градацию значений до Ампер которых по сути в инверторе нет , а это уже добавляет сложности пользователю в регулировке сварочного тока при работе с различными типами электродов, либо при регулировании уровня провара металла.
Поэтому первое что стоит запомнить при выборе сварочного инвертора, не ориентируйтесь на то что написано на панеле аппарата. Если этот показатель вам необходимо знать совершенно точно, тогда полезно будет раздобыть токоизмерительные клещи с датчиком Холла, тогда вы сможете проверить выдаваемый сварочным аппаратом ток прямо во время покупки, включив инвертор, установив на его регуляторе максимальное значение и померив ток, который может генерировать инструмент.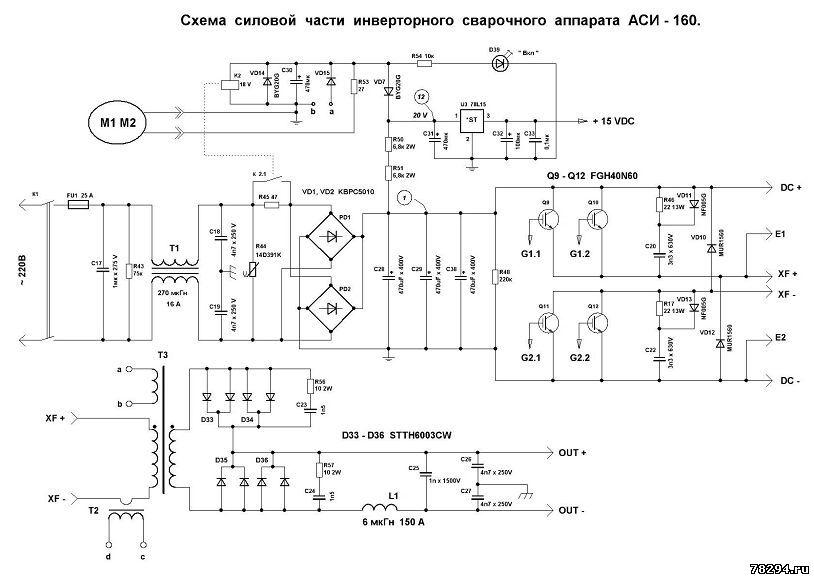
Более того, одного замера тока недостаточно, ведь аппарат может выдать ток в или Ампер, но рабочим этот ток едва ли можно назвать. Здесь потребуется замер сварочного напряжения, и если при номинальном токе в Ампер, напряжение окажется ниже требуемого, тогда рабочими Ампер в сварочном инверторе назвать нельзя.
Стоит понимать что рабочее сварочное напряжение для различной силы тока будет отличаться, но посчитать необходимое не составит труда. Для этого нужно применить следующую формулу:. Так легко вычислить, что для аппарата в Ампер напряжение должно составлять 26,4 Вольта ; для А — 28В , а для А — 30В.
Тогда нужно просто немного внимательней изучить другие характеристики. Правильно их сопоставив, вы сможете определить приблизительную к реальной силу тока сварочного выпрямителя. Нужно понимать, что чем большую силу тока способен генерировать сварочный инвертор, тем больше ему для этого необходимо потребить электроэнергии. Другими словами, если в характеристиках указана сила тока Ампер, и в то же время мощность не превышает 5,5 кВт, тогда, скорее всего, реальная производительность подобного сварочного инвертора составляет не более Ампер.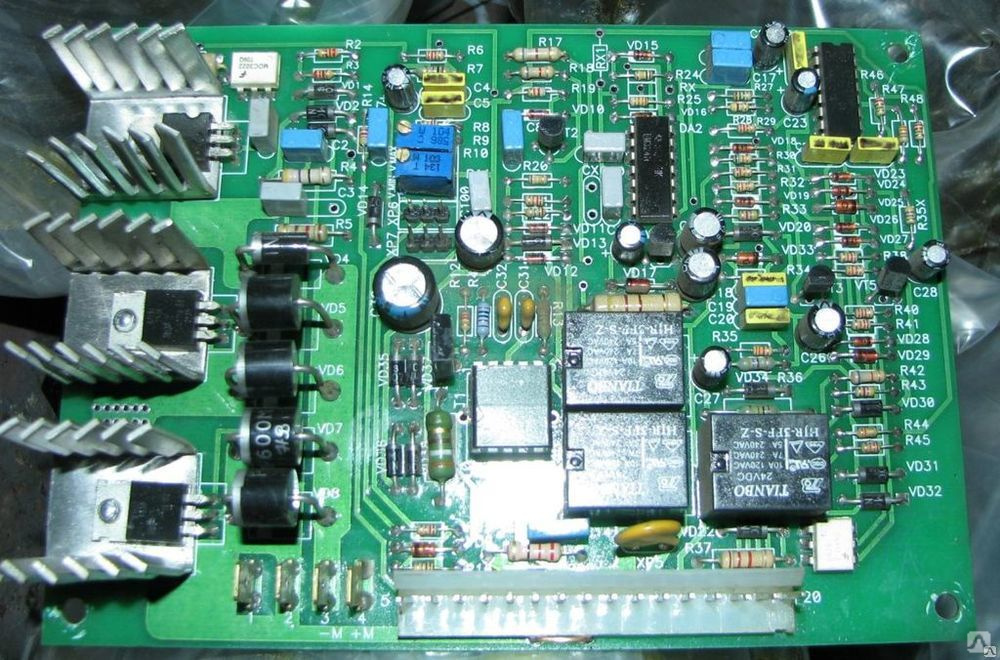
Конечно, наценка может различаться в зависимости от многих факторов: степени популярности и разрекламированности торговой марки, качества самих комплектующих, уровня наценки розничного магазина и прочих моментов, но все-же, исходя из цены на сварочный инвертор, можно сделать некоторые предположения о его производительности. Как правило если цена инвертора составляет менее грн, тогда вряд ли стоит ожидать, что аппарат выдаст более Ампер.
Транзисторные сварочные аппараты с силой тока от Ампер, находятся в ценовом диапазоне от до грн. А цена на инверторы, которые способны реально выдать Ампер уверенно перескакивает грн.
Здесь в первую очередь мы советуем оттолкнутся от тех задач, которые вы поставите перед аппаратом. Начните с вопроса: А нужно ли вам Ампер?
Для справки: тока ампер вполне достаточно для качественного провара металла толщиной 4 мм, ели вы будете использовать электрод диаметром 4 мм. Что уже говорить о электродах с меньшим диаметром. Для того, чтобы более точно подобрать производительность инвертора в зависимости от толщины используемого электрода, предлагаем ознакомится со следующей таблицей. Толщина металла, мм. Как видим инверторы с мощностью до Ампер вполне способны справится практически с любой бытовой задачей, а если основное назначение, это работа с электродом 3 мм и металлом толщиной до 4 мм, тогда вы вполне можете рассматривать недорогой сварочный инвертор, для таких задач его вполне хватит, даже если окажется что реальная выдача у него Ампер, вместо ти заявленных.
Толщина металла, мм. Как видим инверторы с мощностью до Ампер вполне способны справится практически с любой бытовой задачей, а если основное назначение, это работа с электродом 3 мм и металлом толщиной до 4 мм, тогда вы вполне можете рассматривать недорогой сварочный инвертор, для таких задач его вполне хватит, даже если окажется что реальная выдача у него Ампер, вместо ти заявленных.
Надеемся эта статья поможет грамотно подойти к выбору сварочного инвертора и вы сможете найти аппарат, который качественно поможет выполнять необходимую работу. А ознакомится с ассортиментом аппаратов мы предлагаем посетив каталог сварочных инверторов нашего магазина. Ваш комментарий будет опубликован после модерации. К сожалению, по вашему запросу ничего не найдено. Пожалуйста, убедитесь, что запрос введен корректно или переформулируйте его.
Пожалуйста, введите более двух символов. Личный кабинет. Главная Новости Реальная сила тока в сварочных аппаратах инверторного типа. Реальная сила тока в сварочных аппаратах инверторного типа.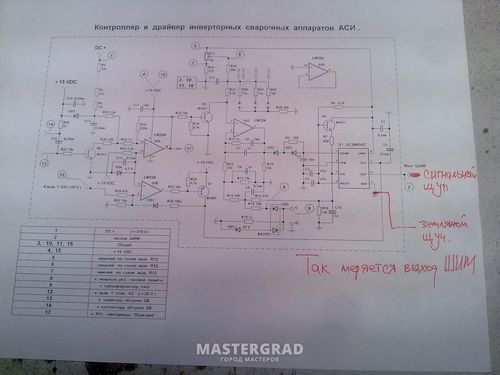 На инверторе написано Ампер, а по факту Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма: Все, что видим мы — видимость только одна.
На инверторе написано Ампер, а по факту Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма: Все, что видим мы — видимость только одна.
Полагай несущественным явное в мире, Ибо тайная сущность вещей не видна. Как же понять — какая сила тока в том или ином инверторе? Мощность, которую потребляет инвертор ее указывают в киловаттах, — кВт Нужно понимать, что чем большую силу тока способен генерировать сварочный инвертор, тем больше ему для этого необходимо потребить электроэнергии.
Если аппарат способен выдать около Ампер, он максимально будет потреблять 6,5 — 7 кВт При Амперах — максимальная мощность потребления инвертором составит 8,5 — 9 кВт.
Цена на сварочный инвертор Конечно, наценка может различаться в зависимости от многих факторов: степени популярности и разрекламированности торговой марки, качества самих комплектующих, уровня наценки розничного магазина и прочих моментов, но все-же, исходя из цены на сварочный инвертор, можно сделать некоторые предположения о его производительности.
Какая же сила тока нужна сварочному инвертору? Толщина металла, мм Диаметр электрода Сила тока, А 1,6 2 2,5 3 4 5 Как видим инверторы с мощностью до Ампер вполне способны справится практически с любой бытовой задачей, а если основное назначение, это работа с электродом 3 мм и металлом толщиной до 4 мм, тогда вы вполне можете рассматривать недорогой сварочный инвертор, для таких задач его вполне хватит, даже если окажется что реальная выдача у него Ампер, вместо ти заявленных.
Анатолий Александрович. Познавательно, было бы интересно еще увидеть список сварочных инверторов среднего ценового диапазона из моделей года, которые Вы рекомендуете к покупке! Представитель «ТакиДа».
Интернет магазин ТакиДа Электроинструмент Аккумуляторный инструмент Сварочное оборудование Садовая техника Строительное и прочее оборудование. Вход Регистрация Сравнения Обратный звонок. Днепр, ул. Диаметр электрода. Сила тока, А.
Tecnica 164 ремонт своими руками
Выбирая перед покупкой сварочный инвертор, одним из первых параметров, на который обращают внимание покупатели, является сила тока аппарата. Так уж сложилось, что украинский потребитель отдает предпочтение инструментам по-мощнее. И сегодня этим активно пользуется большинство производителей. В этой статье мы хотим разобраться с указанной и реальной силой тока сварочных инверторов, рассказать, какие маркетинговые ходы используют производители, что бы вы отдали предпочтение именно их товару, а так же мы попробуем подсказать, какая реальная сила тока в сварочном инверторе потребуется, в зависимости от поставленных задач и условий работы сварочного аппарата. Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма:. Все, что видим мы — видимость только одна. Далеко от поверхности моря до дна.
Так уж сложилось, что украинский потребитель отдает предпочтение инструментам по-мощнее. И сегодня этим активно пользуется большинство производителей. В этой статье мы хотим разобраться с указанной и реальной силой тока сварочных инверторов, рассказать, какие маркетинговые ходы используют производители, что бы вы отдали предпочтение именно их товару, а так же мы попробуем подсказать, какая реальная сила тока в сварочном инверторе потребуется, в зависимости от поставленных задач и условий работы сварочного аппарата. Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма:. Все, что видим мы — видимость только одна. Далеко от поверхности моря до дна.
Сварочный инвертор неон вд, не регулируется ток, точнее регулируется в диапозоне А, на первой половине.
Ремонт сварочный инвертор при подключении выхода к земле
Подробно: ремонт сварочного аппарата русич своими руками от настоящего мастера для сайта olenord. Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре. Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети В , так и от трехфазной В. Единственное, что нужно учитывать при подключении аппарата к бытовой сети — это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет. Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре. Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети В , так и от трехфазной В. Единственное, что нужно учитывать при подключении аппарата к бытовой сети — это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет. Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
Как отремонтировать сварочный инвертор своими руками
Добро пожаловать, Гость! Регистрация Вход. Репутация: 0 Статус: Offline. Сообщение отредактировал acdc — Вторник,
Форум Новые сообщения. Что нового Новые сообщения.
Что нового Новые сообщения.
Ресанта 250 ПН. На дисплее 10А, ток не регулируется. На выходе аппарата 0,3 В. Подскажите..
Отзыв: Приобрел сварку Ресанта Саипа три года назад. На втором году полетел резистор, я его заменил и аппарат ожил, работает до сегодняшнего дня. Варю много, работа требует, качество шва хорошее, нет жалоб. Товарищ притащил сварочный инвертор Ресанта, с жалобой на то, что после выключения на перекур, при повторно Экономичность оборудования подтверждается тем фактом, что работать с полуавтоматом инверторного типа можно не только для сваривания поверхностей, но и для резки. Его используют при электродуговых и плазменных сварках.
Power Electronics
Наша мастерская занимается ремонтом любых сварочных аппаратов и сварочных инверторов в Рязани , включая промышленные сварочные аппараты на вольт и полуавтоматы для сварки цветных металлов. Ремонт сварочной техники производится опытным мастером с 10 летним стажем работы, кроме сварочного оборудования мы также производим ремонт силовой и пуско-зарядной электроники в Рязани. Причиной может быть: пробитый диодный мост, короткое замыкание питающих электролитических конденсаторов, выход из строя силовых IGBT-транзисторов. Причиной этого дефекта может быть, выход из строя силовых транзисторов или обрыв токоограничивающих резисторов обвязки, плохой контакт или обрыв дороже Шим контроллера. Причиной этого дефекта может быть, разрушение или обрыв переменного резистора чаще всего или обрыв обратной связи с Шим контроллером регулировки выходного тока. Возможно выход из строя силовых IGBT-транзисторов, или выход из строя выходных выпрямительных диодов. А также плохой контакт или обрыв выходных клемм.
Причиной может быть: пробитый диодный мост, короткое замыкание питающих электролитических конденсаторов, выход из строя силовых IGBT-транзисторов. Причиной этого дефекта может быть, выход из строя силовых транзисторов или обрыв токоограничивающих резисторов обвязки, плохой контакт или обрыв дороже Шим контроллера. Причиной этого дефекта может быть, разрушение или обрыв переменного резистора чаще всего или обрыв обратной связи с Шим контроллером регулировки выходного тока. Возможно выход из строя силовых IGBT-транзисторов, или выход из строя выходных выпрямительных диодов. А также плохой контакт или обрыв выходных клемм.
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо.
Сварочный инвертор Ресанта САИ-220. Не регулируется ток сварки
Такая проблема ,сгорел инвертор nikkey мма После всей замены сварочник заработал,но почти не варит,регулятор тока ничего не меняет. Вначале проверить, стабильно ли доп.
Ремонт любых сварочных аппаратов | Полуавтоматов в Рязани
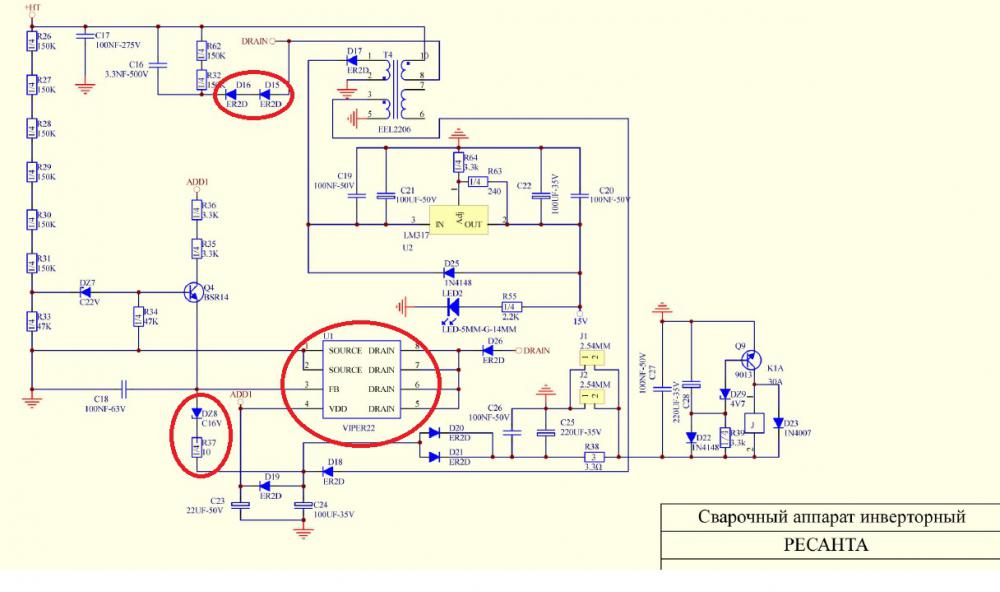
Дневники Файлы Справка Социальные группы Все разделы прочитаны.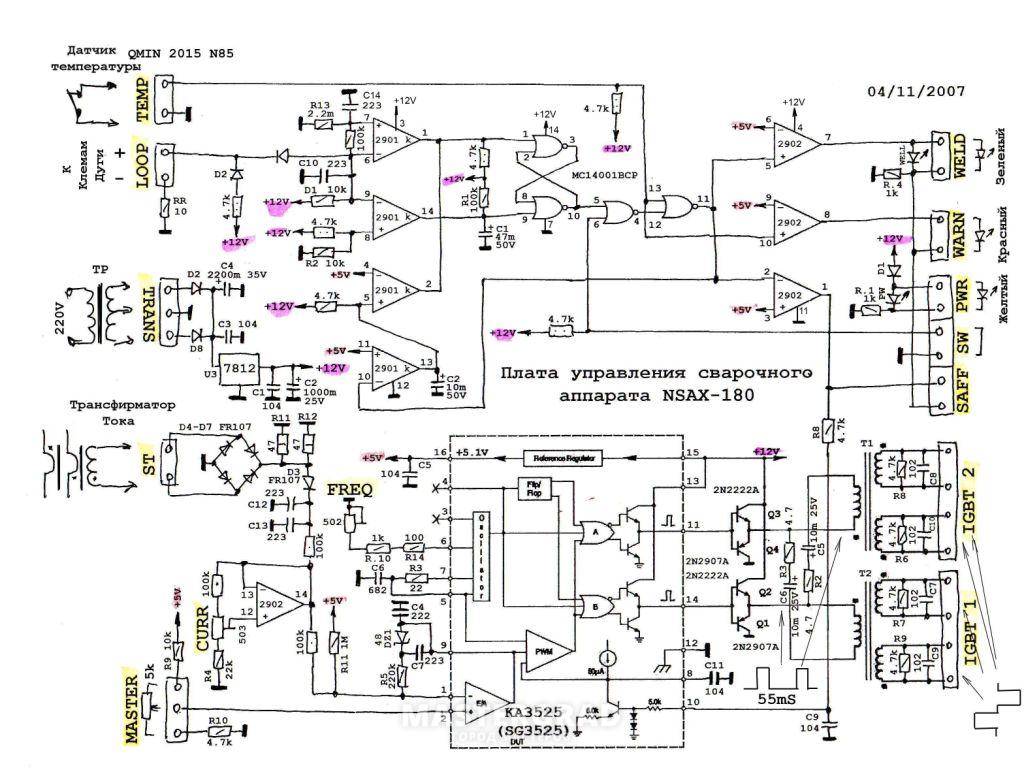 Сварочный инвертор Ресанта САИ Не регулируется ток сварки. Крупнейшее в Китае предприятие по производству прототипов печатных плат, более , клиентов и более 10, онлайн-заказов ежедневно. А схема субмодуля подкл. Судя по приложению VR рег тока завязан на него
Сварочный инвертор Ресанта САИ Не регулируется ток сварки. Крупнейшее в Китае предприятие по производству прототипов печатных плат, более , клиентов и более 10, онлайн-заказов ежедневно. А схема субмодуля подкл. Судя по приложению VR рег тока завязан на него
Ваши права в разделе.
Принцип работы и устройство сварочного инвертора
Просмотр полной версии : Ремонт сварочного инвертора ММА Люди, помогите пожалуйста со схемой на китайский сварочный инвертор ММА В инете нашел фото такой схемы, но с плохим разрешением, что затрудняет в ремонте. Представленная Схема соответствует действительности, но есть но. Не знаю как было раньше, после ремонта ремонтировал сам напряжение ХХ 60В, регулировка тока сварки по индикатору от 40 до А, а фактически сварочный ток примерно в два раза меньше. На выходе чисто постоянка, выпрямительный мост на выходе тоже исправный. Что же может быть.
Ресанта 250 не регулируется ток
Теория и практика. Кейсы, схемы, примеры и технические решения, обзоры интересных электротехнических новинок. Уроки, книги, видео. Профессиональное обучение и развитие.
Уроки, книги, видео. Профессиональное обучение и развитие.
Ремонт сварочных инверторов своими руками
За пару последних десятилетий имели место серьезные изменения в области развития сварочных технологий. Наиболее популярным оборудованием стал инвертор – технологичный и современный аппарат, который по сравнению с классическими сварками обладает массой достоинств. Помимо более совершенных технических решений от трансформаторов и выпрямителей он выгодно отличается и по стоимости.
В центре технического решения стоит микросхема. Именно эти небольшие элементы дали производителям возможность напичкать оборудование обширным функционалом, кардинально уменьшить вес и размеры установки. Но есть и обратная сторона медали. Она заключается в том, что технически более сложные приборы чаще выходят из строя. Итак, основные неисправности и ремонт инверторных сварочных аппаратов своими руками.
СОДЕРЖАНИЕ
- Основные неисправности сварочного инвертора
- Сварочный инвертор искрит, но не варит
- Почему сварочный аппарат включается, но не варит
- Перегрев
- Сварочный инвертор не включается/не работает
- Не регулируется ток
- Электрод липнет к металлу
- Диагностика поломок инверторных сварочных аппаратов
- Заключение
Основные неисправности сварочного инвертора
Сварочный инвертор искрит, но не варит
Такая неисправность довольно часто встречается в бюджетных моделях. Оборудование генерирует разряд, но при этом не разгорается электрическая дуга. Точнее она поджигается на очень короткий промежуток времени и сразу гаснет. Существует несколько объяснений такой поломке.
Оборудование генерирует разряд, но при этом не разгорается электрическая дуга. Точнее она поджигается на очень короткий промежуток времени и сразу гаснет. Существует несколько объяснений такой поломке.
Поиск неисправности следует начать из проверки сварочных кабелей. Как показывает практика, в большинстве случаев причина кроется именно в них. Даже в том случае, когда явные грехи не нашлись не стоит успокаиваться. Желательно взять новые проводники и снова попробовать разжечь дугу. Если ничего не изменилось, то нужно убедиться в надежности всех разъемов.
Также причина может заключаться в электролитических конденсаторах, которые задействованы в схеме преобразователя. Их несложно заменить самостоятельно. Если же нет навыков, то можно обратиться к более опытным знакомым или специалистам. Когда ситуация не улучшилась, то самое время обратить внимание на провода пакетника. Может быть, что они обгорели и требуют замены.
Если и в этом случае не удалось починить сварочный аппарат, то его следует отнести в сервисный центр. Причин подобной неполадки может быть очень много, а найти их методом перебора очень сложно. Проведя диагностику, специалисты смогут быстро определить поломку и предложить варианты ее устранения.
Причин подобной неполадки может быть очень много, а найти их методом перебора очень сложно. Проведя диагностику, специалисты смогут быстро определить поломку и предложить варианты ее устранения.
Сварочный аппарат включается, но не варит
Иногда возникает ситуация, когда инвертер включен в сеть, но не генерирует сварочную дугу. Все индикаторы и приборы показывают, что работают нормально, но сам прибор в это время не варит. Наиболее вероятная причина состоит в том, что аппарат перегрелся. Об этом речь пойдет ниже.
Еще одной из причин может быть неисправность кабелей. Стоит попробовать подключать новые магистрали и снова попытаться извлечь сварочную дугу.
Читайте также: Сварочный аппарат Ресанта САИ 250
Перегрев
Когда инвертер перегревается, он начинает варить плохо или же не генерирует дугу вовсе. Такое случается, когда пришлось варить без перерыва более 10 минут. Большинство реализуемых на рынке моделей укомплектованы защитой от перегрева. Но бывают случаи, когда она не срабатывает. Инвертер остается включенным, но не работает. Решение проблемы не представляет никакой сложности. Достаточно отключить аппарат на полчаса. За этот период времени он остынет, придет в норму и можно будет продолжить работу.
Но бывают случаи, когда она не срабатывает. Инвертер остается включенным, но не работает. Решение проблемы не представляет никакой сложности. Достаточно отключить аппарат на полчаса. За этот период времени он остынет, придет в норму и можно будет продолжить работу.
Читайте также: Сварочный трансформатор: устройство и принцип действия
Сварочный инвертор не включается/не работает
Проблема возникает не так уж и редко. Оборудование подключены к сети энергоснабжения, но при этом не подает совершенно никаких признаков жизни. Причин этому может быть несколько. Чаще всего виноватой является именно сеть энергоснабжения: напряжения впало ниже минимально допустимого уровня и его недостаточно для инициализации сварочного аппарата. Решить проблему можно путем приобретения стабилизатора напряжения. В дальнейшем сварка подключается через него и работает нормально.
Еще причиной может служить плохое состояние кабеля энергоснабжения, который подает питание от розетки непосредственно на сам аппарат. Следует проверить целостность кабеля и вилки включения. Также не будет лишним снять корпус, который скрывает часть кабеля энергоснабжения, чтобы убедить в целостности этого участка.
Если не помог стабилизатор, а кабель подачи питания в норме, то причиной может быть поломка источника питания инвертера. При такой поломке желательно обращаться в сервисный центр. Большинство пользователей отремонтировать агрегат самостоятельно не смогут, так как для этого нужны специальные знания и навыки.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Не регулируется ток
Переключение ручки регулятора силы тока не дают никакого эффекта. Это свидетельствует, что, вероятнее всего, сломался сам регулятор. Возможно, что требуется только проверить надежность контактов. Нужно снять корпус и внимательно проверить все визуально. Чтобы продиагностировать регулятор, нужно проверить сварочный аппарат мультиметром.
Нужно снять корпус и внимательно проверить все визуально. Чтобы продиагностировать регулятор, нужно проверить сварочный аппарат мультиметром.
Если регулятор неисправен, то его следует заменить целиком. Если же причина не в нем, то требуется проверка вторичного трансформатора и дросселя. При выявлении неисправности одного из элементов, он подлежит замене.
Электрод липнет к металлу
Современный инвертеры в большинстве своем имеют в арсенале функцию «антизалипание», которая препятствует «склеиванию» расходника и рабочей поверхности. Но далеко не всегда данная функция работает корректно, а то и вовсе не срабатывает из-за неисправности сварочного аппарата.
Основной причиной того, что электрод прилипает к металлу, является неверный выбор настроек, а именно – неправильный режим сварки. Следующая причина может заключаться в низком напряжении сети энергоснабжения. В розничной сети продаются инвертеры, которые будут нормально работать даже при пониженном напряжении. Но иногда напряжение опускается настолько низко, что даже такие инвертеры не могут функционировать в обычном режиме. В корне решить проблему поможет приобретение стабилизатора напряжения.
Но иногда напряжение опускается настолько низко, что даже такие инвертеры не могут функционировать в обычном режиме. В корне решить проблему поможет приобретение стабилизатора напряжения.
Еще одной причиной может стать использование сетевых удлинителей. Бывают ситуации, когда длины кабеля недостаточно для того, чтобы выполнить работы в определенном месте. Выходом из сложившихся обстоятельств является применение специальных сварочных удлинителей. Следует иметь ввиду, что при длине дополнительного кабеля больше сорока метров и сечении проводки не больше 2,5 мм кв. вероятность залипания электрода практически 100%. Это случается из-за снижения сварочного напряжения вследствие использования длинного кабеля м малым диаметром токопроводящих жил.
Залипать электроды могут из-за некачественной подготовки поверхности к работе. Достаточно просто хорошо зачистить металл болгаркой, наждачной бумагой или другим абразивом.
Диагностика поломок инверторных сварочных аппаратов
Дым из корпуса инвертера или едва уловимый запах гари свидетельствует о серьезной неисправности. Нежелательно диагностировать оборудование в таком случае самостоятельно. Желательно обратиться в сервисный центр, чтобы не усугубить ситуацию. Устранение неисправности требует большого опыта в ремонте сварочных аппаратом и понимание всех нюансов работы данной модели.
Нежелательно диагностировать оборудование в таком случае самостоятельно. Желательно обратиться в сервисный центр, чтобы не усугубить ситуацию. Устранение неисправности требует большого опыта в ремонте сварочных аппаратом и понимание всех нюансов работы данной модели.
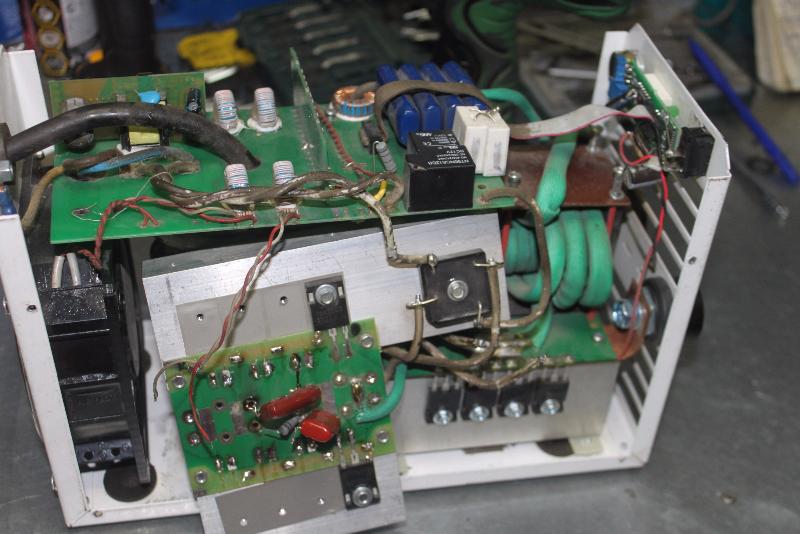
Когда неисправность не настолько критична, то диагностировать ее можно и самостоятельно. На первом этапе нужно снять корпус и визуально проверить все составляющие аппарата. Иногда на рынок попадают модели с некачественной пайкой или плохо заизолированной проводкой. Для ремонта достаточно будет перепаять некоторые из элементов, чтобы восстановить функциональность оборудования.
Понять, какая именно деталь вышла из строя несложно. Она будет отличаться наличием потемневших участков, иметь трещины или явные признаки короткого замыкания. Выбракованный элемент следует заменить. На каждой детали присутствует маркировка, что позволит безошибочно подобрать аналогичную для замены.
После визуального осмотра, который не помог выявить неполадки, можно перейти к более тщательному анализу. Потребуется мультиметр. С его помощью проверяются все компоненты платы. В обязательном порядке диагностируются транзисторы и печатные проводники. Обгоревшие участки или обрывы цепи должны быть устранены. Параллельно проверяются все контакты на плате. Если требуется, то они зачищаются обыкновенным канцелярским ластиком.
Потребуется мультиметр. С его помощью проверяются все компоненты платы. В обязательном порядке диагностируются транзисторы и печатные проводники. Обгоревшие участки или обрывы цепи должны быть устранены. Параллельно проверяются все контакты на плате. Если требуется, то они зачищаются обыкновенным канцелярским ластиком.
Диодные мосты у инвертера выполняют функции выпрямителя. Они находятся на радиаторе. Диодные мосты характеризуются надежностью, но иногда даже они выходят из строя. Чтобы определить исправность данного узла, необходимо выпаять его из общей схемы. Проверка мультиметром даст понимание того, исправен или нет диодный мост.
Если после всех перечисленных манипуляций не удалось найти поломку, то следует обратиться к специалистам. Ремонтировать сварочный аппарат самостоятельно не рекомендуется.
Заключение
В статье перечислены наиболее часто встречающиеся поломки, описан процесс устранения неисправности своими руками. Но только самые простые случаи. Без навыков ремонта делать серьезные манипуляции не стоит. Лучше отнести аппарат в сервисный центр. При устранении неисправности важно соблюдать технику безопасности. И еще. Если стоимость сварочного аппарата составляет 50-70 долларов, то не всегда стоит заниматься его ремонтом. Иногда проще и дешевле купить такой же самый новый.
Без навыков ремонта делать серьезные манипуляции не стоит. Лучше отнести аппарат в сервисный центр. При устранении неисправности важно соблюдать технику безопасности. И еще. Если стоимость сварочного аппарата составляет 50-70 долларов, то не всегда стоит заниматься его ремонтом. Иногда проще и дешевле купить такой же самый новый.
Что делать, если ваш сварочный аппарат не дает искры? >> Быстрые и простые действия
Возникновение искры является ключевым показателем того, что образовалась электрическая дуга, и вы можете успешно соединить два куска металла вместе. В процессе дуговой сварки возникают искры, когда элементы сгорают на электроде или в сварочной ванне при очень высоких температурах для создания соединенного шва. Если эти искры не возникают, вы не сможете получить чистые или стабильные сварные швы.
Что делать, если ваш сварочный аппарат не дает искры:
| № причины | Что делать, когда ваш сварщик не будет зажигать | ||
| 1 | Области контакта с чистым металлом | ||
| 2 | Проверка | 4 | проверьте полярность |
- Убедитесь, что металлические контактные поверхности чистые
- Проверьте расположение зажима рабочего кабеля
- Отрегулируйте подключение проводов к сварочному аппарату и в нем
- Проверьте полярность (отрицательная и положительная конфигурация проводов)
Существует несколько причин, по которым ваш сварочный аппарат не дает искрения, обе проблемы связаны с подключением к заготовке. , либо с самим сварочным аппаратом. Мы поможем вам определить, почему ваш сварочный аппарат может не искрить, и какие регулировки вы можете внести, чтобы вернуть ваш сварочный аппарат в рабочее (и искрообразующее) состояние.
, либо с самим сварочным аппаратом. Мы поможем вам определить, почему ваш сварочный аппарат может не искрить, и какие регулировки вы можете внести, чтобы вернуть ваш сварочный аппарат в рабочее (и искрообразующее) состояние.
Содержание
Почему ваш сварочный аппарат не дает искры и что делать
Если ваш сварочный аппарат не дает искры, вам сначала нужно изучить условия сварки и окружающую среду, чтобы найти самые простые способы устранения неполадок. Если ваш сварочный аппарат по-прежнему не дает искры, возможно, проблема связана с самим сварочным аппаратом.
Вот 5 наиболее распространенных причин, по которым ваш сварочный аппарат не дает искры:
- Места металлических соединений грязные или чистые
- Зажим рабочего провода неправильно подсоединен
- Проволока неисправна или заржавела
- Требуется регулировка натяжения сварочного ролика
- Необходимо проверить полярность соединений из них легко исправить.
 Мы начнем с верхней части списка, так как они самые простые и работают над внутренними проблемами сварочного аппарата, которые могут привести к отсутствию искры.
Мы начнем с верхней части списка, так как они самые простые и работают над внутренними проблемами сварочного аппарата, которые могут привести к отсутствию искры.1. Области соединения нуждаются в очистке
Одна из наиболее распространенных причин, по которой ваш сварочный аппарат не дает искры, заключается в том, что точки соединения между сварочным аппаратом и металлическими деталями грязные. Это означает, что как заготовка, в которой вы хотите сформировать дугу, так и точка соединения зажима рабочего кабеля должны быть из чистого металла.
Существует множество покрытий, которые могут мешать этому соединению с голым металлом, и их необходимо удалить, чтобы предотвратить появление дуги и сварочной искры:
- Грязь и мусор : Сотрите всю грязь с металлических деталей перед использованием, чтобы обеспечить надлежащее соединение между заготовкой и областью зажима.
- Ржавчина и коррозия: Ржавчина может быть отличным профилактическим средством для создания искры на металлическом предмете. Вы можете попытаться удалить ржавчину с помощью наждачной бумаги или угловой шлифовальной машины. Если это не сработает, попробуйте абразивно-струйную очистку, а затем протрите ацетоном или подобными растворами. Отслаивание также может быть связано с ржавчиной и должно быть удалено. Вы можете использовать проволочную щетку или аналогичный абразивный инструмент, чтобы создать гладкую поверхность.
- Краски и эмали: Эти покрытия особенно распространены при работе с автомобильными деталями. Вы захотите удалить это покрытие как с заготовки, так и с зажимных соединений, чтобы обеспечить прочную электрическую цепь. Можно использовать наждачную бумагу и угловую шлифовальную машину, чтобы снять металл до голого металла. Можно также использовать средства для удаления тепла и краски, в том числе ацетон, но перед сваркой они должны быть очищены и высушены.
Покрытия на металле не только потенциально предотвращают возникновение искры, но если вы сможете создать дугу и сварить, это может привести к более слабым или непривлекательным результатам сварки.
Рекомендуется предварительно очистить и подготовить металл для достижения наилучших результатов, как при сварке MIG, так и особенно при сварке TIG.2. Зажим рабочего провода подсоединен неправильно
Убедившись, что поверхность зажима рабочего провода очищена от любого мусора, ржавчины или покрытия, его также необходимо проверить на правильность соединения. Зажим является важным элементом безопасности, обеспечивающим полную электрическую цепь, проходящую через детали и сварочный аппарат, не поражая оператора электрическим током.
Цепь должна быть «заземлена», чтобы электрическая искра могла создать дугу на заготовке . Заземление относится к защите операторов и оборудования, находящегося поблизости, от поражения электрическим током и опасностей. Провод электрода соединяет аппарат с электрододержателем во время сварки, а зажим рабочего провода подключается к заготовке для обеспечения безопасного замыкания.
Изображение предоставлено: Weldclass
Вам нужно будет убедиться, что вы подключаете рабочий провод к оголенной металлической поверхности на заготовке, как правило, с помощью зажима рабочего провода для наиболее надежного соединения.
Не только зажим должен быть прочно и надежно закреплен на металле, но и соединение от зажима к сварочному аппарату должно быть плотно закреплено и сконфигурировано.3. Сварочная проволока неисправна или заржавела
Как и рабочая поверхность, сама сварочная проволока должна быть чистой и в хорошем состоянии. Если он ржавый или неисправный, вы не сможете получить искру. Чтобы устранить эту проблему, вам нужно проверить сам провод. Если он кажется грязным или ржавым, вам нужно будет протереть его или использовать новый провод, если он выглядит поврежденным и не подлежит ремонту.
Если поверхность проволоки покрыта ржавчиной, ее трудно восстановить. Сварочная проволока продается в рулонах и может быть легко заменена без потери материала. Вы можете попытаться сохранить старую сварочную проволоку для других целей, но качество важно для обеспечения надлежащего сварного шва и искры.
Подумайте о том, чтобы хранить сварочный аппарат и проволоку в пакете, чтобы защитить их от влаги, которая приводит к ржавчине.
Вы также можете держать рядом с источником тепла (например, лампочкой), чтобы на провода не попала влага.4. Требуется регулировка натяжения приводного ролика сварки
При сварке MIG необходима постоянная подача проволоки через горелку. Эти движения контролируются приводными роликами с различной скоростью. Если вы не получаете искру, возможно, что натяжение этих приводных роликов в сварочном аппарате отключено. Вы можете столкнуться с проблемами, когда натяжение слишком тугое и слишком слабое.
- Если натяжение приводного ролика слишком сильное , машина подвергается повышенным нагрузкам и может привести к повреждению проводки и машины.
- Если ролики слишком ослаблены, , они не смогут должным образом подавать проволоку или обеспечивать постоянство.
Изображение предоставлено: mig-welding.co.uk
Натяжение влияет на скорость подачи проволоки, которая зависит от вашего применения. Общее правило правильного натяжения заключается в том, что вы можете пропустить его через сварочную горелку, и после изгиба он будет постоянно образовывать кольца.
Вы можете увидеть как отрегулировать натяжение приводного ролика в видео ниже. Натяжение сварочного аппарата можно регулировать с помощью пронумерованных ручек.
5. Обратите внимание на подключение и настройку полярности
Последняя область, на которую следует обратить внимание, если сварочный аппарат не дает искры, — это ваша полярность. Полярность — это электрическая цепь, созданная для сварки с соединением отрицательного и положительного полюсов. Вы можете выбрать прямую полярность (электрод отрицательный для более быстрой сварки) или обратную полярность (электрод положительный для более глубоких сварных швов).
Вы можете поменять местами эти два соединения, пытаясь создать искру, но наиболее важным элементом является обеспечение надежного соединения обоих проводов внутри самого сварочного аппарата.
Прямая полярность чаще всего используется при сварке TIG, тогда как обратная полярность предназначена для дуговой сварки и сварки MIG.Аппараты с отрицательным электродом постоянного тока используются для сварки TIG, а аппараты с положительным электродом постоянного тока предназначены для дуговой сварки и сварки MIG. Машины переменного тока предназначены для работы с алюминием. Вы должны убедиться, что все кабели внутри сварочного аппарата надежно закреплены для передачи энергии от сварочного аппарата к заготовке.
Когда ваш сварочный аппарат не дает искры
Устранение неполадок вашего сварочного аппарата путем содержания металлических поверхностей в чистоте и обеспечения надежности и правильной регулировки соединений внутри сварочного аппарата и заготовок позволит вам поймать эту искру, чтобы начать свои проекты.
Искра имеет решающее значение для создания дуги и подтверждает надлежащий поток электричества от машины к металлу для последовательной и стабильной работы.
Рекомендуемая литература
Можно ли сваривать припоем? 4 причины, почему вы не должны
Чем опасна сварка оцинкованной стали?
Вот некоторые из моих любимых инструментов и оборудования
Спасибо за чтение этой статьи. Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта. Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Есть партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу небольшую комиссию. Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP )
Чтобы увидеть все мои самые актуальные рекомендации, проверьте этот ресурс , который я сделал для вас!
Свод правил Калифорнии, раздел 8, раздел 4851. Дуговая сварка и резка.
Перейти к основному содержанию
Эта информация предоставляется бесплатно Департаментом производственных отношений.
со своего веб-сайта www.dir.ca.gov. Эти правила предназначены для
удобства пользователя, и не делается никаких заявлений или гарантий, что информация
является текущим или точным. Полный отказ от ответственности см. на странице https://www.dir.ca.gov/od_pub/disclaimer.html.Подраздел 7. Общие приказы по промышленной безопасности
Группа 11. Электросварка
Статья 90. Электросварка, резка и нагревВернуться к индексу
Новый запрос(a) Если позволяет работа, сварщик должен быть заключен в индивидуальную кабину, окрашенную с низким коэффициентом отражения, например, оксидом цинка и ламповой сажей, или должен быть огражден негорючими экранами с аналогичным низким коэффициентом отражения. финиш. Кабины и экраны должны обеспечивать циркуляцию воздуха на уровне пола. Рабочие или другие лица, находящиеся рядом с зонами сварки, должны быть защищены от лучей негорючими или огнестойкими экранами или щитами или должны носить соответствующие защитные очки.
(b) Сварочные аппараты следует оставлять за пределами замкнутого пространства, а тяжелое переносное оборудование должно быть заблокировано для предотвращения случайного перемещения.
(c) Когда работы приостанавливаются на какой-либо значительный период времени, например, во время обеда или на ночь, сварочные аппараты должны быть отключены в какой-либо точке за пределами замкнутого пространства. Там, где это возможно, электроды и электрододержатели должны быть удалены из замкнутого пространства. Все электроды должны быть удалены из держателей, а держатели должны быть тщательно расположены, чтобы предотвратить случайный контакт. По окончании или прекращении сварочных работ сварщик должен предусмотреть средства оповещения других рабочих о местонахождении горячего металла.
(d) Ручные электрододержатели.
(1) Работодатель должен обеспечить использование только ручных электрододержателей, предназначенных для дуговой сварки и резки и способных выдерживать максимальный ток, необходимый для такой сварки или резки.
(2) Токоведущие части, проходящие через части держателя, захваченные пользователем, и через внешние поверхности губок держателя, должны быть изолированы от максимального напряжения на землю.
(e) Сварочные кабели и разъемы.
(1) Кабели для дуговой сварки и резки должны быть изолированными, гибкими и способными выдерживать максимальный ток, необходимый для операций, с учетом рабочих циклов.
(2) Должен использоваться только кабель без ремонта или сращивания на протяжении 10 футов (3 м) от электрододержателя, если не предусмотрены изолированные соединители или сращивания с изоляционным качеством, равным качеству кабеля.
(3) Если кабель, отличный от провода, указанного в подразделе (e)(2), изнашивается и обнажает оголенные проводники, оголенная часть не должна использоваться до тех пор, пока она не будет защищена изоляцией, эквивалентной по производительности оригиналу.
(4) Для соединения или сращивания кабеля должны использоваться изолированные соединители эквивалентной мощности.
Кабельные наконечники, используемые в качестве соединителей, должны обеспечивать электрический контакт. Открытые металлические части должны быть изолированы.(f) Заземление и заземление машины.
(1) Кабели заземления должны иметь допустимую токовую нагрузку, равную или превышающую общую максимальную выходную мощность обслуживаемых сварочных или режущих устройств.
(2) Конструкции или трубопроводы, за исключением тех, которые содержат газы или легковоспламеняющиеся жидкости, или трубопроводов, содержащих электрические цепи, могут использоваться в цепи заземления, если их пропускная способность по току равна или превышает общую максимальную выходную мощность сварочного или режущего оборудования. обслуживаемых единиц.
(3) Конструкции или трубопроводы, образующие временную цепь заземления, должны иметь электрический контакт во всех соединениях. Дуги, искры или нагрев в любой точке цепи должны вызывать отбраковку в качестве цепи заземления.
(4) Конструкции или трубопроводы, постоянно действующие в качестве контуров заземления, должны иметь герметичные соединения и поддерживаться в рабочем состоянии, чтобы гарантировать отсутствие опасности электролиза или возгорания.
(5) Корпуса машин для дуговой сварки и резки должны быть заземлены либо через третий провод в кабеле, содержащем провод цепи, либо через отдельный провод в источнике тока. Цепи заземления должны иметь достаточно низкое сопротивление, чтобы пропускать достаточный ток, чтобы предохранитель или автоматический выключатель отключил ток.
(6) Соединения заземления должны быть механически и электрически адекватными для прохождения тока.
(g) Когда держатели электродов остаются без присмотра, электроды должны быть удалены, а держатели установлены, чтобы предотвратить травмы сотрудников.
(h) Держатели горячих электродов нельзя погружать в воду.
(i) Работодатель должен следить за тем, чтобы, когда дуговые сварщики или монтажники уходят или прекращают работу или когда машины перемещаются, выключатель электропитания находился в выключенном положении.
(j) Оборудование для дуговой сварки или резки, имеющее функциональный дефект, не должно использоваться.
 Мы начнем с верхней части списка, так как они самые простые и работают над внутренними проблемами сварочного аппарата, которые могут привести к отсутствию искры.
Мы начнем с верхней части списка, так как они самые простые и работают над внутренними проблемами сварочного аппарата, которые могут привести к отсутствию искры.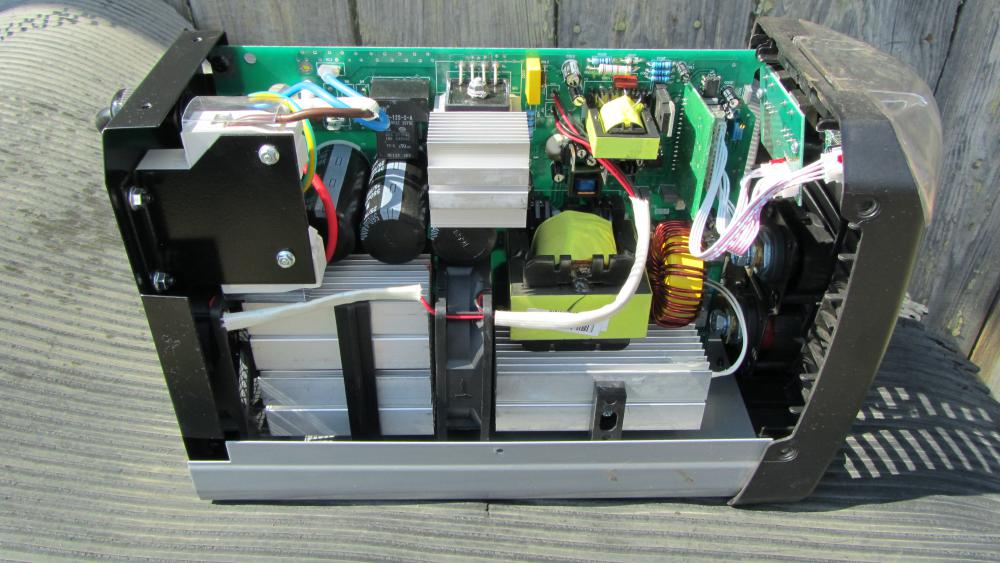 Вы можете попытаться удалить ржавчину с помощью наждачной бумаги или угловой шлифовальной машины. Если это не сработает, попробуйте абразивно-струйную очистку, а затем протрите ацетоном или подобными растворами. Отслаивание также может быть связано с ржавчиной и должно быть удалено. Вы можете использовать проволочную щетку или аналогичный абразивный инструмент, чтобы создать гладкую поверхность.
Вы можете попытаться удалить ржавчину с помощью наждачной бумаги или угловой шлифовальной машины. Если это не сработает, попробуйте абразивно-струйную очистку, а затем протрите ацетоном или подобными растворами. Отслаивание также может быть связано с ржавчиной и должно быть удалено. Вы можете использовать проволочную щетку или аналогичный абразивный инструмент, чтобы создать гладкую поверхность.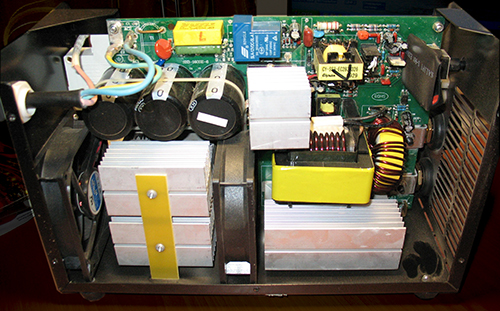 Рекомендуется предварительно очистить и подготовить металл для достижения наилучших результатов, как при сварке MIG, так и особенно при сварке TIG.
Рекомендуется предварительно очистить и подготовить металл для достижения наилучших результатов, как при сварке MIG, так и особенно при сварке TIG.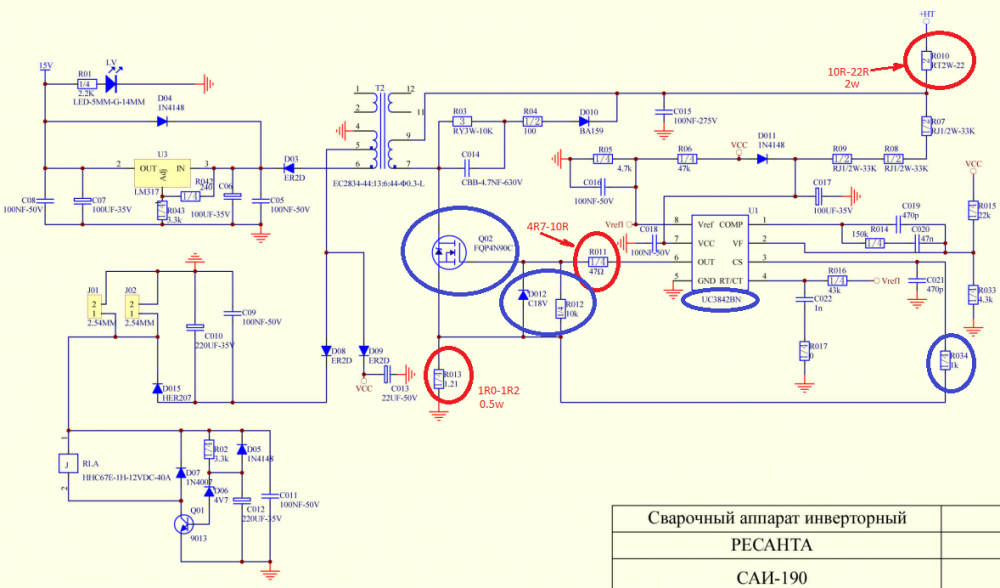 Не только зажим должен быть прочно и надежно закреплен на металле, но и соединение от зажима к сварочному аппарату должно быть плотно закреплено и сконфигурировано.
Не только зажим должен быть прочно и надежно закреплен на металле, но и соединение от зажима к сварочному аппарату должно быть плотно закреплено и сконфигурировано.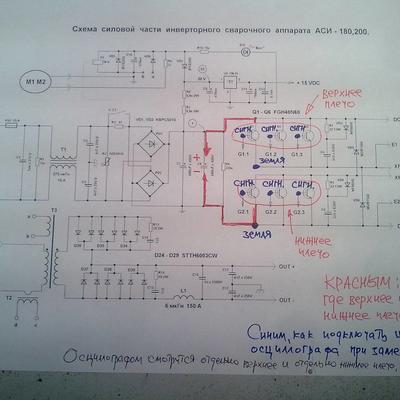 Вы также можете держать рядом с источником тепла (например, лампочкой), чтобы на провода не попала влага.
Вы также можете держать рядом с источником тепла (например, лампочкой), чтобы на провода не попала влага.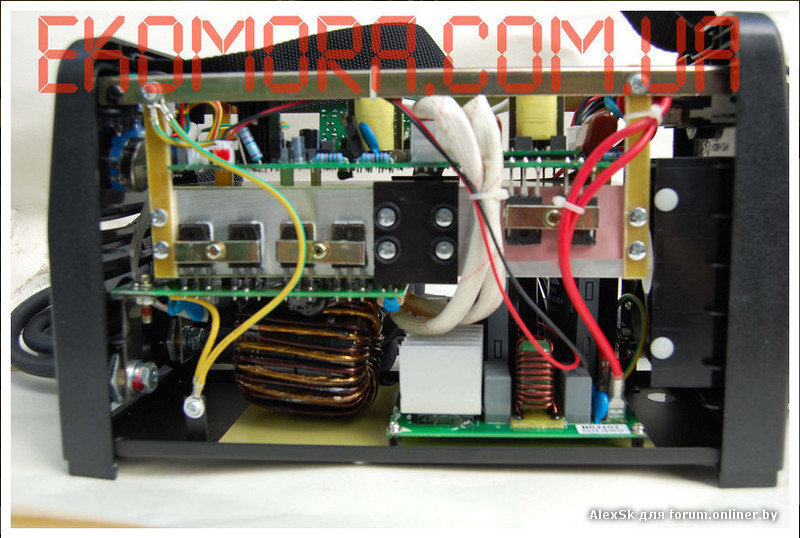
 Прямая полярность чаще всего используется при сварке TIG, тогда как обратная полярность предназначена для дуговой сварки и сварки MIG.
Прямая полярность чаще всего используется при сварке TIG, тогда как обратная полярность предназначена для дуговой сварки и сварки MIG.


 Кабельные наконечники, используемые в качестве соединителей, должны обеспечивать электрический контакт. Открытые металлические части должны быть изолированы.
Кабельные наконечники, используемые в качестве соединителей, должны обеспечивать электрический контакт. Открытые металлические части должны быть изолированы.