ОБОРУДОВАНИЕ ДЛЯ ВОЗДУШНО-ДУГОВОЙ РЕЗКИ. Резак воздушно дуговой
Воздушно-дуговая резка
При воздушно-дуговой резке металл расплавляется дутой, горящей между изделием и угольным электродом, а удаляется струей сжатого воздуха. Воздушно-дуговую резку металлов выполняют постоянным током обратной полярности, так как при дуге прямой полярности металл нагревается сравнительно на широком участке, вследствие чего удаление расплавляемого металла затруднено. Возможно применение и переменного тока. Для воздушно-дуговой резки применяют специальные резаки, которые делятся на резаки с последовательным расположением воздушной струи и резаки с кольцевым расположением воздушной струи. В резаках с последовательным расположением воздушной струи относительно электрода сжатый воздух обтекает электрод только с одной стороны.
|
|
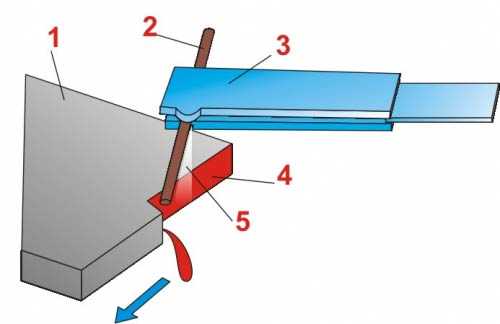
| Схема воздушно-дуговой резки металла: 1 — разрезаемый металл; 2 — электрод; 3 — воздушно-дуговой резак; 4 — разрезанный металл; 5 — струя воздуха |

Для воздушно-дуговой резки применяют угольные или графитовые электроды. Графитовые электроды более стойки, чем угольные. По форме электроды бывают круглыми и пластинчатыми. Величину тока при воздушно-дуговой резке определяют по следующей зависимости:
I = K ּd,
где I — ток, А; d — диаметр электрода, мм; K— коэффициент, зависящий от теплофизических свойств материала электрода, равный 46—48 А/мм, для угольных электродов и 60—62 А/мм для графитовых.
Источниками питания для воздушно-дуговой резки служат стандартные сварочные преобразователи постоянного тока или сварочные трансформаторы.
Питание резака сжатым воздухом осуществляют от цеховой сети, имеющей давление 4—6 кгс/см2, а также от передвижных компрессоров. Применение сжатого воздуха при воздушно-дуговой резке давлением выше 6 ат нецелесообразно, так как сильная воздушная струя резко снижает устойчивость горения дуги.
Воздушно-дуговую резку разделяют на поверхностную строжку и разделительную резку.
Поверхностную строжку применяют для разделки дефектных мест в металле и сварных швах, а также для подрубки корня шва и снятия фасок. Фаску можно снимать одновременно на обеих кромках листа. Ширина канавки, образующаяся при поверхностной строжке, на 2—3 мм превышает диаметр электрода.
|
Использованы репродукции http://welding.su/gallery/ |
| Установка воздушно-дуговой резки: 1 — резак; 2 — воздух; 3 — источник питания дуги |

Воздушно-дуговую разделительную резку и строжку применяют при обработке нержавеющей стали и цветных металлов. Она имеет ряд преимуществ перед другими способами огневой обработки металлов, так как более проста, а также более дешевая и более производительная.
В табл. 1 приведены режимы разделительной воздушно-дуговой резки угольным электродом, а в табл. 2 приведены данные по разделке корня шва, выполненного встык с К-образной подготовкой кромок.
Таблица 1. Режимы разделительной воздушно-дуговой резки
| Толщиналиста, мм | Диаметрэлектрода, мм | Ток, А | Скорость резки, м/ч | |
| Низкоуглеродистаясталь | Высоколегированнаясталь | |||
| 510121225 | 68101212 | 270 — 300360 — 400450 — 500540 — 100540 — 600 | 60 — 6226 — 2820 — 2222 — 248 —10 | 63 — 6530 — 3222 — 2424 — 2610 — 12 |
Таблица 2. Режимы поверхностной воздушно-дуговой резки
| Толщина свариваемогометалла, мм | Диаметрэлектрода, мм | Ток, А | Ширина разделкикорня шва, мм | Глубина разделкикорня шва, мм |
| 5 — 8 | 4 | 180 | 6—7 | 3—4 |
| 6 — 8 | 6 | 280 | 7,5—9 | 4—5 |
| 8 — 10 | 8 | 370 | 8,5—11 | 4—5 |
| 10 — 11 | 10 | 450 | 11,5—13 | 5—6 |
build.novosibdom.ru
Воздушно-дуговая резка | Строительный справочник | материалы - конструкции
При воздушно-дуговой резке металл расплавляется дутой, горящей между изделием и угольным электродом, а удаляется струей сжатого воздуха. Воздушно-дуговую резку металлов выполняют постоянным током обратной полярности, так как при дуге прямой полярности металл нагревается сравнительно на широком участке, вследствие чего удаление расплавляемого металла затруднено. Возможно применение и переменного тока. Для воздушно-дуговой резки применяют специальные резаки, которые делятся на резаки с последовательным расположением воздушной струи и резаки с кольцевым расположением воздушной струи. В резаках с последовательным расположением воздушной струи относительно электрода сжатый воздух обтекает электрод только с одной стороны.
|
|
| Схема воздушно-дуговой резки металла: 1 — разрезаемый металл; 2 — электрод; 3 — воздушно-дуговой резак; 4 — разрезанный металл; 5 — струя воздуха |
Для воздушно-дуговой резки применяют угольные или графитовые электроды. Графитовые электроды более стойки, чем угольные. По форме электроды бывают круглыми и пластинчатыми. Величину тока при воздушно-дуговой резке определяют по следующей зависимости:
I = K ּd,
где I — ток, А; d — диаметр электрода, мм; K— коэффициент, зависящий от теплофизических свойств материала электрода, равный 46—48 А/мм, для угольных электродов и 60—62 А/мм для графитовых.
Источниками питания для воздушно-дуговой резки служат стандартные сварочные преобразователи постоянного тока или сварочные трансформаторы.
Питание резака сжатым воздухом осуществляют от цеховой сети, имеющей давление 4—6 кгс/см2, а также от передвижных компрессоров. Применение сжатого воздуха при воздушно-дуговой резке давлением выше 6 ат нецелесообразно, так как сильная воздушная струя резко снижает устойчивость горения дуги.
Воздушно-дуговую резку разделяют на поверхностную строжку и разделительную резку.
Поверхностную строжку применяют для разделки дефектных мест в металле и сварных швах, а также для подрубки корня шва и снятия фасок. Фаску можно снимать одновременно на обеих кромках листа. Ширина канавки, образующаяся при поверхностной строжке, на 2—3 мм превышает диаметр электрода.
|
Использованы репродукции http://welding.su/gallery/ |
| Установка воздушно-дуговой резки: 1 — резак; 2 — воздух; 3 — источник питания дуги |

Воздушно-дуговую разделительную резку и строжку применяют при обработке нержавеющей стали и цветных металлов. Она имеет ряд преимуществ перед другими способами огневой обработки металлов, так как более проста, а также более дешевая и более производительная.
В табл. 1 приведены режимы разделительной воздушно-дуговой резки угольным электродом, а в табл. 2 приведены данные по разделке корня шва, выполненного встык с К-образной подготовкой кромок.
Таблица 1. Режимы разделительной воздушно-дуговой резки
| Толщиналиста, мм | Диаметрэлектрода, мм | Ток, А | Скорость резки, м/ч | |
| Низкоуглеродистаясталь | Высоколегированнаясталь | |||
| 510121225 | 68101212 | 270 — 300360 — 400450 — 500540 — 100540 — 600 | 60 — 6226 — 2820 — 2222 — 248 —10 | 63 — 6530 — 3222 — 2424 — 2610 — 12 |
Таблица 2. Режимы поверхностной воздушно-дуговой резки
| Толщина свариваемогометалла, мм | Диаметрэлектрода, мм | Ток, А | Ширина разделкикорня шва, мм | Глубина разделкикорня шва, мм |
| 5 — 8 | 4 | 180 | 6—7 | 3—4 |
| 6 — 8 | 6 | 280 | 7,5—9 | 4—5 |
| 8 — 10 | 8 | 370 | 8,5—11 | 4—5 |
| 10 — 11 | 10 | 450 | 11,5—13 | 5—6 |
build.novosibdom.ru
Воздушно-дуговая резка - Газовая резка
Воздушно-дуговая резка
Сущность воздушно-дуговой резки заключается в выплавлении металла по линии реза угольной дугой (горящей между концом угольного электрода и металлом) и принудительном удалении расплавленного жидкого металла струей сжатого воздуха. Воздушно-дуговой резке лучше поддаются стали, хуже цветные металлы. Чаще всего этот способ используется при обрезке прибылей литья, а также для зачистки литья, удаления дефектных участков сварных швов, прожигания отверстий и т. д. Недостаток воздушно-дуговой резки — неуглероживаяие поверхностного слоя металла.
Для воздушно-дуговой резки кироваканский завод «Автоген-маш» выпускает резак РВДм-315 и комплект аппаратуры РВДл-1000 с резаком такого же типа.
Для воздушно-дуговой резки используют угольные, графитовые или графнтированные электроды. В резаке РВДм-315 в зависимости от силы тока применяют электроды диаметром от 6 до 10 мм. При токе 250—270 А диаметр электрода 6 мм, при токе 300—380 А —8 мм, при токе 380—480 А—10 м,м. Резак РВДл-1000 в отличие от резака РВДм-315 работает на электродах прямоугольного сечения 15Х:25 мм, длиной 250 мм. Для питания мощных резаков переменным током промышленностью выпускается специальный трансформатор ТДР-1601УЗ с номинальным током 1600 А.
Способ воздушно-дуговой резки основан на расплавлении металла в месте реза теплом электрической дуги и непрерывном удалении его струей сжатого воздуха. Дуга горит между разрезаемым изделием и угольным электродом. Сжатый воздух под давлением 0,5 МПа подается от передвижного компрессора или заводской сети сжатого воздуха. Этот способ применяется для разделительной и поверхностной резки листового и профильного проката, удаления дефектных участков сварных швов, трещин, разделки корня с обратной стороны шва и для снятия фасок. При поверхностной резке обработке подвергается большинство черных и цветных металлов, при разделительной — углеродистые и легированные стали, чугун, латунь и трудноокисляемые сплавы. Воздушно-дуговую разделительную резку рекомендуется использовать для металла толщиной не более 30 мм.
При разделительной и поверхностной резке расстояние от губок элетрододержателя до конца электрода не должно превышать 100 мм. По мере обгорания электрод постепенно выдвигают из губок. Поверхность реза получается ровной и гладкой. Ширина канавки реза больше диаметра электрода на 1—3 мм. Резка производится на постоянном токе обратной полярности. Количество выплавляемого из полости реза металла пропорционально силе тока.
Воздух в ряде случаев заменяется кислородом, который подается на расплавленный металл на некотором расстоянии от дуги. Кислород окисляет расплавленный металл и удаляет его из полости реза. При воздушно-дуговой резке вместо угольного можно применять металлический электрод, для чего на обычный электрододер-жатель крепится кольцевое сопло, через которое к месту реза подается сжатый воздух.
—-
Сущность воздушно-дуговой резки заключается в выплавлении металла из линии реза электрической дугой, горящей между концом угольного электрода и металлом, и удалении расплавленного жидкого металла струей сжатого воздуха. Недостатком этого способа
флюса и добавочная энергия струи на удаление большого количества шлаков из места реза обусловливает в 2 раза большую мощность пламени, чем при резке без флюса. Режущая насадка также должна быть на один номер больше. Резку начинают от края листа или от заранее сделанного отверстия. Начало реза предварительно нагревают до температуры белого каления. После этого на половину оборота открывают вентиль режущего кислорода, включая одновременно подачу кислородно-флюсовой смеси. Когда расплавленный шлак дойдет до нижней кромки разрезаемого изделия, резак начинают передвигать вдоль линии реза, а вентиль подачи режущего кислорода открывают полностью. Резак должен перемещаться равномерно, в конце реза его следует задержать, чтобы прорезать металл на всю толщину. Перед резкой стали мартенситного класса ее подогревают до 250—350 °С, а для сталей ферритного и аустенитного классов подогрев не требуется. Мощность подогревающего пламени и расстояние от конца мундштука до поверхности разрезаемого металла больше, чем при обычной кислородной резке. При прямолинейной разделительной резке высоколегированных сталей резак устанавливают перпендикулярно поверхности металла или под углом. На процесс кислородно-флюсовой резки влияет правильный выбор давления и расхода режущего кислорода, мощность подогревающего пламени, скорость резки, марка и расход флюса. Расход кислорода и его давление определяются в зависимости от толщины разрезаемого металла и скорости резки. Оптимальный расход флюса устанавливают визуально. Большой или недостаточный расход флюса замедляет процесс резки. Стабильный процесс резки возможен в том случае, если скорость перемещения резака соответствует количеству подаваемых в зону реза кислорода и флюса. Ширина реза зависит от толщины разрезаемого металла.
В отличие от резки на воздухе при подводной резке металл интенсивно охлаждается водой, водолазное снаряжение стесняет движение резчика, видимость ограничена. Необходимый для резки нагрев металла удается обеспечить благодаря созданию в месте реза газового пузыря, оттесняющего воду от пламени и от нагреваемого участка, и благодаря пламени в 10—15 раз мощнее, чем для аналогичных работ на воздухе. Применяется газопламенная, электродуговая и кислородно-дуговая подводная резка. Существует водородно-кислород-ная и бензино-кислородная резка. Пламя резака зажигают над водой, затем в мундштук подают сжатый воздух и резак опускают под воду. При работе на больших глубинах используют подводное зажигание с помощью аккумуляторной батареи или «зажигательной дощечки». Водородно-кислородное пламя не имеет ярко выраженного ядра, что усложняет его регулировку, поэтому более удобным в качестве горючего является бензин. Разрезаемый металл нагревают до появления оранжевого светящегося пятна. Затем включают режущий кислород и прорезают металл на всю толщину. После этого резак перемещают вдоль линии реза.
При электродуговой по сравнению с газопламенной резкой необходимо принимать дополнительные меры. Весь токоподвод вплоть до электрода должен быть надежно изолирован, чтобы сократить до минимума бесполезную утечку тока. В основном резку ведут металлическим плавящимся электродом, обеспечивающим узкий рез при большой производительности. Электроды изготовляют из низкоуглеродистых сталей диаметром 6—7 мм длиной 350—400 мм, с покрытием толщиной 2 мм. Покрытие защищено от воды пропиткой парафином, целлулоидным лаком или другими влагостойкими материалами. Сила постоянного тока прямой полярности должна быть на 10—20 % больше, чем при резке на воздухе из-за сильного охлаждения основного металла и электрода. Резку выполняют методом опирания. Можно применять также угольные или графитовые электроды.
Разновидностью электродуговой резки является электрокислородная резка, при этом дуга горит между изделием и трубчатым стальным электродом, через который подается режущий кислород. Используют металлические, угольные и графитовые электроды. Для электродов применяют стальные цельнотянутые трубки с наружным диаметром 5—7 мм. В угольных или графитовых электродах в осевой канал вставляют медную или кварцевую трубсчку. Для увеличения электропроводности и повышения механической прочности электрода стержни покрывают снаружи металлической оболочкой, на которую наносят водонепроницаемое покрытие. К. недостаткам этих электродов относится их большой диаметр (15—18 мм), не позволяющий вводить электрод в полость реза. Применяются также карборундовые электроды со стальной оболочкой и водонепроницаемым покрытием. Электрокислородную резку осуществляют на постоянном токе прямой полярности на глубине до 100 м.
—
Воздушно-дуговая резка основана на выплавлении металла по линии реза электрической дугой с интенсивным удалением расплавленного металла потоком воздуха, Воздушно-дуговую резку применяют для поверхностной обработки, но можно использовать при разделительной резке. При разделительной резке электрод углубляется на всю толщину разрезаемого металла.
Для поверхностной и разделительной воздушно-дуговой резки применяют резаки конструкции РВД-1-58, разработанные ВНИИАвтогенмашем (рис. 54).
В настоящее время разработан и выпускается резак РВД-4А-66.
Резак снабжен рукояткой 5 с вентилем 4 для подачи сжатого воздуха. Угольный электрод 1 зажимается между неподвижной 3 и подвижной 2 губками. Сжатый воздух выходит через два отверстия, имеющиеся в‘губке 3. Он подводится в резак по шлангу через ниппель 6 под давлением 4—5 кгс/смг и выдувает расплавленный металл из места реза. Показано положение резака при разделительной поверхностной резке. Вылет электрода не должен превышать 100 мм. При резке угольным электродом ширина канавки должна быть на 1—3 мм больше диаметра электрода. Для повышения стойкости в работе угольные электроды покрывают слоем меди толщиной 0,06—0,07 мм (электроды марки ВД). Производительность воздушно-дуговой резки на переменном токе ниже, чем на постоянном.
Воздушно-дуговую резку успешно применяют для вырезки дефектных мест сварных швов на изделиях большой толщины (цементные печи, шаровые и цилиндрические емкости и т. д.).
Нержавеющие стали, чугун, латунь и другие сплавы толщиной до 20—25 мм можно резать этим способом.
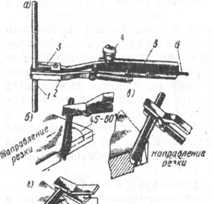
Рис. 54. Резак для воздушно-дуговой резки РВД-1-58
Рис. 55. Схема процесса плазменно-дуговой резки
Читать далее:Эксплуатация газосварочной и газорезательной аппаратуры и оборудованияЭксплуатация переносных ацетиленовых генераторовКачество сварных соединенийТехнология резкиМеханизированная резкаРучная резкаCварочные деформации и напряженияCварка чугунаCварка цветных металлов и сплавовСварка низкоуглеродистой стали
stroy-server.ru
ОБОРУДОВАНИЕ ДЛЯ ВОЗДУШНО-ДУГОВОЙ РЕЗКИ | Инструмент, проверенный временем
Оборудование для воздушно-дуговой резки (ВДР) включает резаки для ручной резки и токовоздухопроводы к ним, источники питания, технологическое и вспомогательное оборудование для механизированной и автоматической резки, систему приточно-вытяжной вентиляции.
Резаки, соответствующие условиям работы сварочных и заготовительных цехов, а также обрубных участков литейных производств, должны удовлетворять следующим основным требованиям: обеспечивать работу в труднодоступных местах сварных конструкций и на внутренних полостях отливок; иметь надежное крепление электрода, а также электро — и теплоизоляцию; минимально возможные габаритные размеры и массу; обеспечивать стабильно направленное воздушное дутье заданной интенсивности; обеспечивать быструю смену зажимных губок или замену всей головки [8]. Типы и основные параметры ручных резаков для ВДР регламентированы ГОСТ 10796-74.
Резаки классифицируют: по принципу зажатия электрода — винтовые, цанговые, рычажно-пружинные, с пневмозажимом, клиновые; по способу подачи воздуха — цилиндрические или щелевые; по форме электрода — круглые или плоские; по виду охлаждения — воздушные или водяные; по условиям эксплуатации — для поверхностной резки-строжки или разделительной резки [9].
Резаки с винтовым зажимом отличаются простотой и надежностью контакта практически на любых токах, однако смена электрода, требует длительного времени и вспомогатель-(( ного инструмента. Кроме того, затруднена изоляция головки резака, что препятствует его применению для обработки внутренних полостей. Резаки с цанговыми зажимами (РВДу-600, РВДу-800) надежны в работе с круглыми электродами с силой тока менее 800 А, но головки этих резаков сложны и трудоемки в изготовлении. Резаки рычажно-пружинного типа, например, РВДл-800 (рис. 2.23) наиболее широко применяют для работы на наружных поверхностях деталей с силой тока менее 1000 А. При выполнении резки внутри полостей рычажный зажим затрудняет манипулирование резаком. Для работы с силой тока свыше 1000 А необходимо устанавливать мощные пружины, что усложняет процесс смены электродов.
Резаки с пневмозажимами более компактны, удобны в работе не только на наружных, но и на внутренних поверхностях отливок. Однако при смене электрода обязательно нужно перекрывать сжатый воздух, поскольку вентиль расположен сразу за рукояткой резака. Это дополнительное сопротивление на пути сжатого воздуха сказывается на интенсивности дутья. Резаки с пневмозажимами сравнительно сложны по устройству и более трудоемки в изготовлении, чем держатели с рычажнопружинным зажимом. Разработаны резаки с пневмозажимами с силой тока 500, 1000 и 1300 А [8]. Резаки с зажимами клинового типа отличаются наиболее надежным креплением плоского электрода. Головки резаков с клиновым зажимом могут быть прямыми (для поверхностной ВДР) и угловыми (для срезки металла в полостях и окнах деталей или отливок). Резаки с зажимами клинового типа имеют марки РВДл-1000, РВДл-1600, "Раздан" и др.
Для охлаждения нагретых частей головки резака и всего устройства используют воздух, поступающий на дутье. Еще более эффективно охлаждение деталей резака и токовоздухопро — вода негорючей жидкостью, например, водой. Резаки с водяным охлаждением (например, РВДл-2000) более компактны, чем с воздушным. Вода, поступающая на охлаждение токоведущих деталей, может одновременно использоваться для образования водовоздушной эмульсии, выполняющей ту же роль, что и воздушное дутье. При этом наличие воды в атмосфере рабочей зоны электрической дуги и газовой струи снижает количество пыли и сварочных аэрозолей во внешней среде.
Использование водовоздушной смеси в качестве технологического дутья повышает эффективность охлаждения и снижает площадь сечения токоведущих жил. Например, при работе с силой тока 1500 А площади сечений то-
| Рис. 2.23. Резак рычажно-пружинного типа |
| 2.15. Рекомендуемые источники питания
|
* Для разделительной резки. При поверхностной резке-строжке толщина металла, удаляемого за один проход, не должна превышать толщины электрода. ______________________________________________________________________
коведущих жил следующие: без охлаждения 250 мм2; с воздушным охлаждением 125 мм2; с водовоздушным 80 мм2 (при расходе воды 150 см3/мин) и 50 мм2 (при расходе воды 700 см3/мин).
Рациональной системой подвода тока и воздуха для резаков всех типов является совмещенный токовоздухопровод (рис. 2.24), состоящий из штуцеров / и 5 с цилиндрическими хвостовиками, к которым припаяны токоведущие жилы 2, равномерно расположенные по окружности хвостовиков. Наружной оболочкой служит дюритовый шланг 3, рассчитанный на давление до 1,2 МПа.
Источниками питания при ВДР являются стандартные сварочные преобразователи и трансформаторы. При выборе источников питания следует учитывать конкретные производственные условия и технологические требования. Так, при работе на силе тока менее 500 А оптимальным является применение сварочных преобразователей или выпрямителей. Использование постоянного (выпрямленного) тока обратной полярности обеспечивает стабильность процесса, хорошее качество реза и достаточно высокую производительность тру-
| 1 2 3 4 3 Рис. 2.24. Совмещенный токовоздухопровод: 1 и 5 — штуцера; 2 — токоведущие жилы; 3 — дюритовый шланг; 4 — хомут; 6 — гайка; 7 — токопровод |
да. Стабильность протекания процесса резки на переменном токе такой же силы достигают путем включения осциллятора и повышения напряжения холостого хода до 100 В.
Выбор источников тока зависит также от материала обрабатываемых изделий. При резке нелегированных сталей оптимален постоянный ток обратной полярности, обеспечивающий более высокую производительность процесса при удовлетворительном качестве обрабатываемой поверхности. При обработке легированных коррозионно-стойких сталей во избежание науглероживания поверхности реза и последующей межкристаллитной коррозии следует применять источники переменного тока. Для обработки чугуна также рекомендуются источники переменного тока, при этом параметры шероховатости поверхностей реза сопоставимы с этими же параметрами поверхности отливок. ВДР цветных металлов и их сплавов осуществляют с применением как сварочных преобразователей, так и трансформаторов [8].
Мощность источника тока определяется сечением разрезаемых деталей и требуемой производительностью процесса, а при обработке отливок — размерами литейных элементов, удаляемых с поверхностей. В табл. 2.15 приведены рекомендуемые источники питания в зависимости от разрезаемого материала и его толщины.
Механизированные устройства для ВДР повышают ее эффективность и расширяют границы применения. При однооперационной работе с большим объемом протяженных розов, например, при подготовке кромок на листах под сварку, целесообразно использовать механизмы с полным автоматическим циклом.
Автоматическую ВДР на установке АВД-1 применяют, например, для снятия усиления сварного шва высотой 4…5 мм со скоростью
120.. . 140 м/ч. Производительность процесса при этом в 3—4 раза выше, чем при ручной резке.
Для производств, имеющих широкую номенклатуру изделий с разной длиной резов и поочередным выполнением этих резов, устройства с автоматическим циклом и контролем режима резки малоэффективны. В подобных случаях применяют более простые устройства. Механизированную резку на установке ПВД-3 используют при изготовлении шарового резервуара из стали 16Г2АФ объемом 600 м3. Источником питания является сварочный выпрямитель ВДМ-1000 с набором балластных реостатов РБ-300. Резку ведут угольными электродами диаметром 7 и 9 мм с углом наклона к поверхности реза 30° на режиме: сила тока 500 А, скорость резки 21 м/ч, давление сжатого воздуха 0,4 МПа, расход 32 м3/ч. Механизированная ВДР позволяет выдержать требуемую форму разделки корня шва, обеспечивает необходимую шероховатость поверхности реза. В результате не только повышается производительность процесса, но и снижаются затраты на последующую заварку корня шва.
При использовании ВДР в литейном производстве в связи с широкой номенклатурой обрабатываемых отливок с большим разнообразием литейных элементов, подлежащих удалению, их нестабильности по линейным размерам, объему и местоположению, целесообразно использование манипуляторов с ручным дистанционным управлением. Для ограничения изгибающего усилия на угольный или графитированный электрод применяют манипуляторы повышенной чувствительности обратной связи: усилие, испытываемое электродом, не должно превышать 5… 10 Н.
Перспективно применение в качестве электрода вращающегося диска, перемещаемого параллельно обрабатываемой плоскости и при механизации процесса ВДР на обрубных операциях в литейных цехах. При этом усилие взаимодействия изделия с вращающимся электродом направлено по радиусу последнего, изгибающий момент отсутствует, электрод выходит из строя только при износе его рабочей поверхности. Установки для ВДР вращающимся электродом используют для работы как в автоматическом, так и полуавтоматическом циклах.
| Рис. 2.25. Схема рабочей головки для воздушно-дуговой резки вращающимся электродом |
Схема рабочей головки установки представлена на рис. 2.25. Дисковый электрод 1 имеет токоподвод 2, питаемый электрическим током. Сжатый воздух подается от бокового сопла J, расположенного по касательной к окружности дискового электрода. Система охлаждения электрода выполнена в виде секторного кожуха 4, снабженного распылительными соплами 6 и отсасывающим паровоздушную смесь устройством 5, расположенным в верхней части кожуха.
Дисковым электродом диаметром 500 мм при работе с силой тока 2500…5000 А, частоте вращения электрода 600… 1000 мин-1, подаче
240.. . 1000 мм/мин обеспечивается высокая производительность процесса (до 150 кг/ч выплавленного металла) при удовлетворительном качестве поверхности реза и сравнительно малом тепловом воздействии на обрабатываемый металл.
hssco.ru
Воздушно-дуговая резка - Резание металла
Воздушно-дуговая резкаКатегория:
Резание металла
Воздушно-дуговая резкаВ этом схюсобе металл расплавляется дугохх с неплавящимся угольным или графитным электродом и расплавленный металл выдувается из полости реза потоком сжатого воздуха, подаваемого параллельно электроду. Воздушно-дуговой процесс чаще используется для поверхностной обработки или строжки металла, но может быть использован и для разделительно11 резки.
При строжке электрод располагают под углом 30—45° к поверхности металла и конец электрода несколько углубляют в обра-дующуюся канавку; выплавляемый металл разбрасывается вперед и в стороны. Для разделительной резки электрод углубляют на всю толщину металла, располагая его под углом 60—90° к поверхности металла; продукты резки выдуваются потоком воздуха сквозь щель реза. Окисление выдуваемого металла не очень значительно, и выдуваемые продукты на 80% состоят из металлического железа. Исследования показали, что при воздушно-плазменной резке 25—30% энергии идет на выплавление металла, 25—30% отводится в массу металла, 45—50% идет на нагрев электрода и воздушного потока.
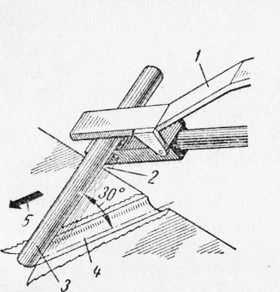
Рис. 1. Воздушно-дуговая строжка: 1 — резак; 2 — воздушная струя; 3 — электрод; 4 — вырезаемая канавка; 5 — направление строжки
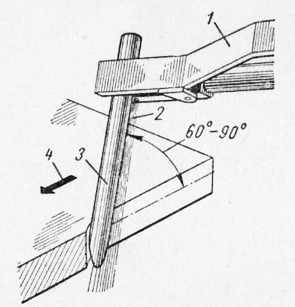
Рис. 2. Воздушно-дуговая разделительная резка: 1 — резак; 2 — воздушная струя; 3 — электрод; 4 — направление резки
Расход электродов пропорционален току: g = кс1 г!ч, где g — вес израсходованного электрода в г; 1 — ток в а; кс — коэффициент, величина которого 1,5—3 г/а-ч. Плотность материала электродов 1,5—1,6. Хорошие результаты дают омедненные электроды, покрытые слоем меди толщиной около 0,1 мм. Омеднение уменьшает расход электродов. Резка, как правило, ведется на постоянном токе обратной полярности, т. е. на электрод дается плюс, а на изделие — минус источника тока. Производительность па нормальной полярности и на переменном токе уменьшается в 2—3 раза. Процесс весьма производителен, коэффициент выплавления кь = = 25 Ч- 30 г/а * ч. Скорость строжки канавки может доходить до 2—3 м/мин; при скоростях свыше 1 м/мин наблюдается повышение содержания углерода в поверхностном слое металла, при меньших скоростях науглероживания не происходит. Обычно наиболее целесообразной считают скорость строжки 0,4—0,6 м/мин.
Воздушно-дуговая резка выполнима во всех пространственных положениях и находит достаточно широкое применение для удаления дефектного металла с поверхности отливок, поковок и проката; вырубки дефектных сварных швов; разделки трещин; разделки канавки на обратной стороне двусторонних швов; разделки кромок листов под сварку; удаления заклепок, твердых наплавлеиных слоев и пр., а также для разделительной резки нержавеющих сталей и других металлов, не поддающихся газокислородной резке при небольших толщинах металла; прожигания монтажных отверстий и т. д.
Рис. 3. Воздушно-дуговой резак РВД-1
Резак для воздушно-дуговой резки представляет собой держатель электродов усиленной конструкции на большие токи; головка держателя имеет сопла для воздуха.
Для воздушно-дуговой резки пригодны нормальные источники тока, применяемые для дуговой электросварки. Оптимальное давление воздуха при воздушно-плазменной резке 5—7 кГ1см2. Давление свыше 8 кПсм2 понижает устойчивость дугового разряда, менее 4 кГ/см2 замедляет выплавление металла. Нормальный расход воздуха 20—40 м3/ч.
Читать далее:
Подводная резка металлов
Статьи по теме:
pereosnastka.ru
Сущность дуговой резки
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек - в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Наряду с кислородной резкой в промышленности широко применяют и другие способы термической резки, при осуществлении которых металл нагревают не газовым пламенем, а электрической дугой, низкотемпературной плазмой или лучом лазера.
Сущность дуговой резки состоит в том, что между электродов и разрезаемой заготовкой возбуждается электрическая дуга, которая расплавляет металл. Металл удаляется из реза струей кислорода или воздуха.
При кислородно-дуговой резке кислород поступает в рез по внутреннему каналу металлического электрода (рис. 19.1), покрытого обмазкой специального состава. Рукоятка горелки обеспечивает закрепление электрода и подачу кислорода. Процесс резки начинается с возбуждения дуги между электродом и металлом, затем подается кислород, осуществляющий окисление металла в резе и принудительное удаление продуктов реакции из полости реза.
При подводной кислородно-дуговой резке применяют как плавящиеся, так и неплавящиеся электроды. Первые изготавливают из стальных трубок с наружным диаметром 8 мм, толщиной стенки 2...2,5 мм и длиной 400 мм. На поверхность трубки наносят водостойкое покрытие, которое позволяет опирать электрод на поверхность металла, что обеспечивает неизменное расстояние между электродом и металлом, а также стабильность горения дуги.
Рис. 19.1. Схема кислородно-дуговой резки:1 — источник электропитания; 2 — направляющая, 3 — электропривод; 4 — разрезаемый металл; 5 — электрод; α — угол наклона электрода к поверхности металла
Кроме того, использование карборундового покрытия увеличивает продолжительность работы одним электродом с 1 до 40 мин. При резке на воздухе вместо металлических применяют полые угольные или графитовые электроды, что приводит к значительной экономии металла.
Воздушно-дуговую резку металлов выполняют сплошным угольным или графитовым электродом, закрепляемым в электрододержателе. В неподвижной губке последнего просверлены отверстия для подачи воздуха параллельно оси электрода.

Рис. 19.2 Схемы разделительной (а) и поверхностной (б) воздушно-дуговой резки:1 — электрододержатель; 2— струя воздуха; 3 — электрод; 4 — направление резки; 5— разрезаемый металл
Различают два вида воздушно-дуговой резки — разделительную и поверхностную. При разделительной резке электрод углублен в полость реза (рис. 19.2, а) под углом к поверхности разрезаемого металла, составляющим 60...90°.
При поверхностной воздушно-дуговой резке дуга горит между концом электрода и поверхностью обрабатываемого металла. Электрод наклонен к поверхности под углом 30° в сторону, обратную направлению резки (рис. 19.2, б). Резку выполняют на постоянном токе обратной полярности. Напряжение на дуге составляет 45... 50 В, сила тока — 250...500 А (для отдельных резаков — до 1600 А), диаметр электрода — 6... 12 мм, давление воздуха — 0,4...0,6 МПа, его расход — 20...40 м3/ч. Масса металла, выплавляемого в течение 1 ч, достигает 20 кг.
Следует отметить, что кислородно- и воздушно-дуговые способы разделительной резки применяют лишь в тех случаях, когда не требуется высокое качество поверхности реза или отсутствует горючий газ.
Наибольшее распространение получила поверхностная воздушно-дуговая резка, связанная с устранением дефектов сварных швов, и также дефектов на стальных, чугунных и цветные отливках. Отечественная промышленность выпускает резаки РВДМ-315 (рис. 19.3) и РВДЛ-1600.
Рис. 19.3. Резак для воздушно-дуговой резки РВДМ-315:1 — контактно-сопловое устройство; 2 — корпус электрододержателя со встроенным воздушным клапаном; 3 — рукоятка; 4 — газо- и токоподводящие коммуникации
При обработке высоколегированной стал л и чугуна поверхностная воздушно-дуговая резка конкурирует с поверхностной кислородно-флюсовой резкой, так как при ее применении не требуются флюс, горючий газ и кислород. Источниками тока для воздушно-дуговой резки служат сварочные преобразователи, выпрямители повышенной мощности и источники переменного тока с жесткой вольт-амперной характеристикой, обеспечивающие устойчивое ведение процесса зачистки в электроимпульсном режиме при силе тока до 2000 А. Подача воздуха компрессорами составляет 20...30 м3/ч. На воздухопроводу рекомендуется устанавливать влаго- и маслоотделители.
Ориентировочные режимы поверхностной воздушно-дуговой резки приведены в табл. 19.1.
Режимы поверхностной воздушно-дуговой резки
Качество и производительность ручной воздушно-дуговой резки во многом зависят от квалификации резчика. Так, например, вследствие неравномерности подачи электрода изменяется глубина канавки.
Неравномерно перемещаемый электрод может касаться металла, что вызывaeт местное науглероживание последнего. Содержание углерода повышается на поверхности реза и при малом давлении воздуха (до 392 кПа). При оптимальных параметрах воздушно-дуговой поверхностной резки толщина слоя с повышенным содержанием углерода на поверхности реза не превышает 80 мкм.
При обработке низкоуглеродистых и низколегированных сталей среднее содержание углерода на поверхности реза составляет 0,25... 0,35 %, что не вызывает осложнений при последующей сварке, так как содержание углерода в металле шва возрастает лишь на 0,02...0,03 %. Однако повышение содержания углерода на поверхности резa может привести к ухудшению пластических свойств металла. Для повышения пластичности поверхности реза после воздушно-дуговой поверхностной резки рекомендуется обработка канавки шлифовальным кругом на глубину до 0,5 мм.
www.autowelding.ru
ОБОРУДОВАНИЕ ДЛЯ ВОЗДУШНО-ДУГОВОЙ РЕЗКИ | Инструмент, проверенный временем
Комплект оборудования для воздушно-дуговой резки представлен на рис. 11. Ручной воздушно-дуговой резак представляет собой устройство для контактного закрепления электрода, снабженное каналами и сопловой системой для подачи струй сжатого воздуха в зону режущей дуги. В качестве электродов при воздушно — дуговой резке используют угольные, графитовые или графитированные цилиндрические стержни диаметром 6—20 мм или пластинчатые электроды сечением до 400 мм2. Обычно применяют электроды длиной 250—350 мм. Для уменьшения окислительного износа боковые поверхности электрода покрывают тонким слоем меди или алюминиево-окисным покрытием.
Типоразмеры ручных воздушно-дуговых резаков установлены стандартом ГОСТ 10796—74 (табл. 14). Определяющим параметром резаков является номиналь-
Рис. 11. Комплект оборудо вания для воздушно-дуговой резки:
/ _ ручной воздушно-дуговой резак; 2 — источник тежа; 3 — источник сжатого воздуха; 4 -* соединительные шланги; 5 — соединительные провода; 6 — кабель-шланг; 7 — электрод; 8 обрабатываемый металл
ный ток. С током связаны площадь сечения применяемых электродов, масса токоведущих частей, определяемая ею общая масса резака и соответственно его назначение и производительность. Легкие резаки, рассчитанные иа небольшие токи и применение электродов малого диаметра, служат для монтажных работ: подрубки корня и удаления дефектных участков сварных швов, подрезки кромок и т. п. операций. Резаки для больших токов рассчитаны на применение пластинчатых и цилиндрических электродов большого сечения и служат главным образом для обработки отливок: удаления прибылей и литников, зачистки поверхностей и др. Резаки для средних токов являются универсальными. Их используют для выполнения всевозможных операций поверхностной и при необходимости разделительной резки,
Основные части воздушно-дугового резака: головка с контактным зажимным и сопловыми устройствами и рукоятка с узлом крепления токо — и воздухоподводя-
| 14. Техническая характеристика ручных воздушно-дуговых резаков
Примечание Давление ва входе в резак 6,3 кгс/см2. |
| Рис. 12. Схема расположения электрода в резаке и ориентировка воздушных струй в начале (/) и конце [II) резки одним электродом: 1 — неподвижная контактная колодка; 2 — подвижная колодка; 3 — поворотная сопловая губка; 4 — воздушная струя; 5 — электрод; б — обрабатываемый металл; 7 — продукты резки; 8 — выстроганная канавка; Р — направление выброса струи; ^шах максимальная и /т1п — минимальная свободная длина (вылет) электрода |
щих коммуникаций. Контактно-зажимные устройства монтажных и универсальных резаков, как правило, имеют две сжимаемые пружинами контактные поверхности (колодки), между которыми закрепляют электрод. Это обеспечивает наибольшее быстродействие при смене электродов. Такие зажимы предусматривают возможность установки электрода под произвольным углом к рукоятке. Литейные резаки снабжают клиновыми или винтовыми контактно-зажимными устройствами, обеспечивающими надежный контакт, необходимый для передачи тока значительной величины.
Сопловые устройства современных воздушно-дуговых резаков, как правило, выполняют в виде цилиндрических каналов в контактных колодках (рис. 12). Такие сопла формируют наиболее целесообразные для резки воздушные струи, ориентированные под небольшим углом вдоль боковой поверхности электрода. Для удаления металла, расплавленного дугой, обычно достаточно двух параллельных струй, следующих за электродом в направлении резки. Поэтому сопловые устройства часто выполняют только в одной из контактных колодок. Положение такого резака соответственно ориентируют относительно направления резки.
Для подачи воздуха в резак применяют резинотканевые рукава, в воздушном канале которых прокладывают гибкий провод, подводящий рабочий ток. Источниками тока при воздушно-дуговой резке служат сильноточные сварочные генераторы или выпрямители постоянного тока, а при резке на переменном токе — трансформаторы с пологопадающей или жесткой вольт-амперной характеристикой. Сжатый воздух отбирают из заводской магистрали или от передвижного компрессора, обеспечивающего часовой расход 20—50 м3/ч при давлении на выходе 4— 7 кгс/см2. Присутствие влаги в воздухе не является вредным при воздушно-дуго-
| 15. Техническая характеристика воздушно-дуговых резаков
|
вой резке, однако содержание масла нежелательно, поэтому сжатый воздух перед подачей в резак должен быть осушен с помошью промышленного масловодоотде — лителя.
Техническая характеристика отечественных воздушно-дуговых резаков приведена в табл. 15. Автоматические головки для воздушно-дуговой резки до настоящего времени еще не получили широкого распространения.
СПИСОК ЛИТЕРАТУРЫ
1. Быховский Д. Г. Плазменная резка. Л., Машиностроение, 1972. 168 с.
2. Васильев К. В. Плазменно-дуговая резка. М., Машиностроение, 1974. 11 1 с.
3. Каталог сварочного оборудования, серийно выпускаемого в странах — членах СЭВ «Международный центр научной и технической информации». М., 1977. 177 с
4. Машины, установки и аппаратура для газопламенной обработки металлов.
Каталог. М., ЦИНТИхимнефтемаш. 1977. 112 с.
5. Спектор О. Ш. Кислородно-флюсовая резка нержавеющих сталей. М., Машиностроение. 1969. 168 с.
6. Сухинин Г. К-, Трофимов А. А. Машинная кислородная резка. Библиотека газосварщика. М., Машиностроение. 1974. 80 с.
7. Эсибян Э. М. Плазменно-дуговая аппаратура. Киев, Техника. 1971. 16 4 с.
hssco.ru