Допустимые и недопустимые контакты металлов. Популярные метрические и дюймовые резьбы. Резьбы метрические и дюймовые
Допустимые и недопустимые контакты металлов. Популярные метрические и дюймовые резьбы
Доступные нам металлы не ограничиваются только медью и алюминием, существуют различные стали, олово, цинк, никель, хром, а также их сплавы. И далеко не все они сочетаются между собой даже в комнатных условиях, не говоря уже о жёстких атмосферных или морской воде.
В советских ГОСТах было написано почти всё о допустимых контактах металлов, но если изучение чёрно-белых таблиц из 1000 ячеек мелким шрифтом утомляет, то правильный ответ на «медный» вопрос — нержавейка, либо никелированная сталь, из которой, кстати, и сделан почти весь «компьютерный» крепёж. В эпоху чёрно-белого телевидения были другие понятия об удобстве интерфейса, поэтому для уважаемых читателей (и для себя заодно) автор приготовил цветную шпаргалку.
И, раз уж зашла речь о металлообработке, заодно автор привёл таблицу с популярными в электронике резьбами и соответствующими свёрлами, отобрав из объёмных источников наиболее релевантное по тематике портала. Не все же здесь слесари и металлурги, экономьте своё время.
Преамбула
Да, в век 3D-печати популярность напильника с лобзиком несколько потускнела. Но клетка Фарадея для РЭА по-прежнему является преимуществом, не забываем и про защитное заземление. Да, для печати корпусов РЭА уже доступен электропроводный (conductive) ABS-пластик, но судя по источнику, его удельное сопротивление примерно в миллион раз больше меди. Дескать, пыль уже не липнет, но для заземления всё равно многовато. Напечатать же стальные детали корпуса ПК в домашних условиях пока никак невозможно, да мы и алюминий-то с оловом никак не освоим…UPD Для моддеров, кстати, рынок предлагает новые, удобные инструменты арсенала домашней мастерской, и про один из них (осциллорез) я рассказываю в отдельной публикации. Арсенал принадлежностей прекрасно дополнит более привычные циркулярные мини-пилы (aka «дремели»), а отсутствие эффекта «запрессовки зубьев» упростит обработку вязких металлов типа меди и алюминия. Инструмент лёгкий, не такой неуклюжий и опасный, как «болгарка». Можно пилить металл практически на уровне носа и без риска получить рубящий удар от заклинившего или осколок от «взорвавшегося» диска. А так бывает в красочно описанных уважаемыми читателями случаях с УШМ: 300-граммовый блин «болгарки» делает 200 оборотов в секунду, потребляя до 2кВт электричества, и требует чуть ли не костюм сапёра. Работающий же осциллорез травматологи упирают себе пильной стороной прямо в ладонь, чтобы успокоить пришедшего на снятие гипсовой повязки пациента… Впрочем, вернёмся к нашим металлам.
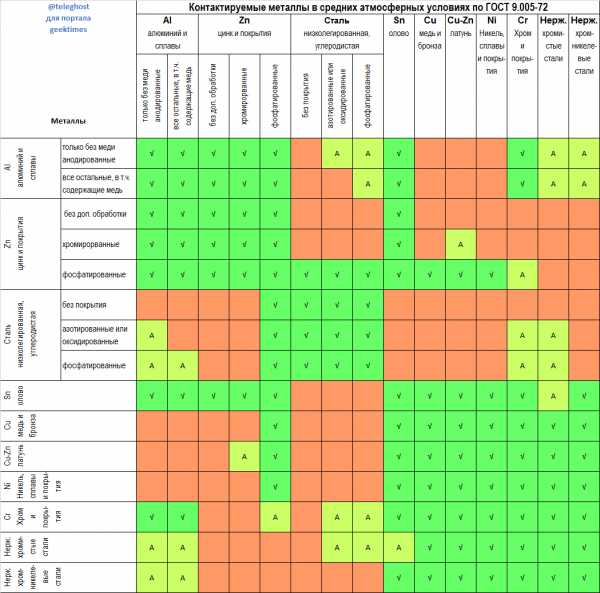
Допустимые и недопустимые контакты металлов по ГОСТ 9.005-72
DISCLAIMER: Предоставляется «как есть». Если уважаемый читатель занимается моделизмом, автомобилизмом или робототехникой, в ГОСТе также приведены: Таблица №2 для жестких и очень жестких атмосферных условий, Таблица №3 для контактов, находящихся в морской воде. Ниже я предлагаю выдержку из Таблицы №1 для средних атмосферных (т.е. комнатных) условий. Буква «А» означает «ограниченно допустимый в атмосферных условиях», подробности в самом ГОСТе.Кликабельно (спасибо, НЛО):
UPD: Ещё цветные шпаргалки (благодарю greatvovan):для средних атмосферных условийдля жестких и очень жестких атмосферных условий
Пара слов о металлах
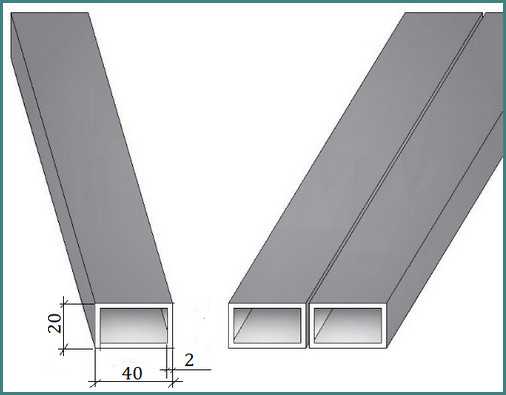
Оцинкованная сталь — основная рабочая лошадка народного хозяйства. В виде различных метизов «оцинковка» встречается в магазинах стройматериалов гораздо больше, чем, например, «премиумная» нержавейка. Фабричные корпуса ПК, технологические ящички и шкафчики для оборудования чаще всего выполнены из оцинкованной холоднокатанной стали толщиной порядка 1мм (чем дешевле корпус, тем тоньше лист). «Оцинковка» достаточно прочна и хорошо проводит ток, в промышленности требуется заземление. Если разрезать корпус, то под слоем краски какого-нибудь унылого RAL7035 будет тончайшее цинковое покрытие, а под ним, скорее всего, та самая углеродистая холоднокатанная сталь. Лично у меня нет причин не доверять ГОСТ 9.005-72, поэтому после колхозинга фабричных изделий вообще не рекомендую делать электрический контакт на месте среза стали, лучше постарайтесь сберечь цинковое покрытие. А порезы и шрамы можно закрасить из балончика того же унылого RAL7035 (только заплати €10 и попробуй его найти ещё). Я пользовался автомобильной эмалью нейтрального белого или чёрного цвета (флакончик с кисточной, €2 в любом автомагазине).
Витая пара из омедненного алюминия (Copper Clad/Coated Aluminium, CCA) — это отдельная история, в домашних условиях кабель всё равно не производится.
МедьМедь мягкая и довольно неаппетитно окисляется на воздухе, поэтому изделия из меди заключают в герметичную оболочку или лакируют. Латунные бляхи солдатских ремней и стойки для электронных печатных плат лучше сопротивляются окислению и выглядят аппетитнее позеленевшей меди, особенно если их периодически полировать (я про бляхи, конечно). При этом ни медь, ни её сплав с цинком (латунь) «не дружат» с чистым цинком и его покрытиями. Зато медь совмещается с хромом, никелем и нержавейкой. А если вы держите в руках какую-нибудь клемму, то она наверняка из лужёной (покрытой оловом) меди.
Олово мягкое, но зато стойкое к коррозии (в комнатных условиях) и электрически совместимое почти со всеми, кроме чугуна, низколегированных и углеродистых сталей, магния. Не стоит паять оловом и бериллий, будьте внимательны при сборке домашнего ядерного реактора. Олово используют, чтобы из недопустимого электрического контакта получить допустимый, т.е. в качестве «прокладки». Клеммы из лужёной меди — отличный пример.UPD: На холод изделие выносить нельзя, а при минусовых температурах лучше не эксплуатировать вообще.
НикельНикелем покрыты блестящие «компьютерные» винтики. Такое покрытие совместимо с медью и бронзой, латунью, оловом, хромом и нержавеющей сталью. Никель несовместим с цинком и алюминием (для алюминия лучше контакт с нержавеющей сталью, см. ниже).
Нержавеющая сталь — королева металлов сталей: прочная, пластичная, стойкая к коррозии, электропроводная, круто выглядит. Слишком тугая, чтобы резать и гнуть её дома в промышленных масштабах. Хромистые и хромисто-никелевые нержавейки электрически плохо совместимы с цинком и «голой» сталью, зато дают надёжный контакт с медью без помощи олова. Алюминий, а также азотированная, оксидированная и фосфатированная низколегированная сталь ограниченно совместимы при стандартных атмосферных условиях. Нержавейка марки А2 не «магнитится», но существуют и нержавеющие стали с магнитными свойствами. Магнитные свойства не влияют на коррозионную стойкость нержавеющей стали.
Пара слов про case modding
Если вы занимались сборкой ПК, то наверняка знаете, что болтики для монтажа приводов CD/DVD, «ноутбучных» дисков 2.5" и флоппи-дисководов (ха-ха) используют метрическую резьбу M3. В корпусах ПК и жёстких дисках 3.5" используется более грубая дюймовая резьба #6-32 UNC. Почему? Мягкий металл любит более грубую резьбу, к тому же адепты дюймовой системы пока лидируют на рынке технологий. Стойка 19" использует (вы не поверите) дюймы в качестве основной меры, однако для монтажа оборудования я встречал только оцинкованные клетевые шайбы и винты с метрической резьбой М6. Дюймово-метрический дуализм в технологиях…Популярые виды резьбы, используемой в компьютерной технике ГОСТ 19257-73 рекомендует использовать следующие диаметры свёрл для металлов. Наверное, стоит учитывать и количество метчиков в наборе: чем твёрже материал, тем больше необходимость в «предварительных» метчиках. У меня их по три штуки, два «грубых» и один «финишный». А как правильно, кстати?
UPD А как правильно — читайте комментарии, на публикацию-таки зашли мастера слесарного дела, только я не успел отсортировать всю информацию. Пользователь golf2109 любезно принёс сюда прямо из мастерской два правых столбца таблицы для обозначения того, как мягкость (вязкость) металла влияет на диаметр отверстия под резьбу, благодарю за поддержку.
| Диаметр резьбы | Стандартный шаг, мм | Диаметр сверла, мм | ||
| ГОСТ | Fe | Al | ||
| M2 | 0.4 | 1,6 | 1.5* (-0.1) | |
| M2,5 | 0.45 | 2.0 | 1.8* (-0.2) | |
| M3 | 0.5 | 2.5 | 2.3 (-0.2) | |
| M3.5 | 0.6 | 2.9 | 2.7* (-0.2) | |
| M4 | 0.7 | 3.3 | 3.2 | 3.0 (-0.3) |
| M5 | 0.8 | 4.2 | 3.9 (-0.3) | |
| M6 | 1.0 | 5.0 | 4.9 | 4.6 (-0.4) |
| M8 | 1.25 | 6.8 | 6.7 | 6.3 (-0.5) |
| M10 | 1.5 | 8.5 | 8.0 (-0.5) | |
| #6-32 UNC | 0.794 | 2.85 | 2.7* | |
UPD Если сверлите что-то толще миллиметрового листа, читайте спойлер про СОЖ.
про СОЖДовольно большое значение и при сверлении, и при нарезании резьб имеет смазка и охлаждение обрабатываемых деталей и инструмента. Настоятельно рекомендую при подаче сверла не спешить и пользоваться техническими жидкостями. Режущая кромка сверла легко перегревается от сухой детали, и получается металлический отпуск. Поверьте, такой отпуск не нужен: он вызывает необратимые изменения в структуре металла и деградацию его прочностных свойств (сверло тупится гораздо быстрее, чем должно). Что делать? Вот несколько советов, которые автор встречал в разных местах. Не сверлите большим сверлом сразу, разбейте операции примерно по 3мм: т.е. отверстие 10мм сперва проходим 3мм, потом 6мм. Хорошенько отметьте отверстие керном. Одолжите у ребёнка пластилин, сделайте бортик вокруг планируемого отверстия так, чтобы получился мини-бассейн размером с монету. Если под рукой нет *вообще ничего*, хорошенько смешайте ложку подсолнечного масла с ложкой жидкого мыла и налейте в этот мини-бассейн, хуже не будет. Но если нужно просверлить насквозь, скажем, гирю 16кг, погуглите книгу народных рецептов «сож своими руками». Желаю всем начинающим удачной пенетрации: как говорится, берегите ваши свёрла-метчики смолоду, ведь их ждут новые идеи и интересные изобретения!
На известной китайской площадке можно приобрести «пальцевые» винтики (thumb screw), причём и на #6-32, и на M3. Материал и цвет разный.
Источники
» ГОСТ 9.005-72. Единая система защиты от коррозии и старения. Машины, приборы и другие технические изделия. Допустимые и недопустимые контакты металлов. Общие требования. » ГОСТ 19257-73. Отверстия под нарезание метрической резьбы. Диаметры. » Unified Coarse Thread ANSI B1.1 (резьбы UNC ANSI B1.1).habr.com
Резьбы метрические и дюймовые таблица — studvesna73.ru
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.

Сантехнические изделия с трубной дюймовой резьбой
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
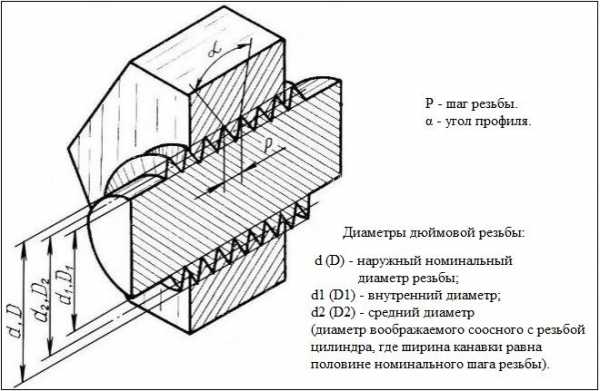
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
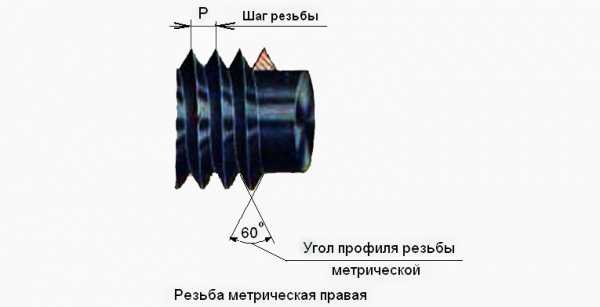
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение. Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения.
Ознакомиться с положениями ГОСТ относительно дюймовых резьб можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60° Скачать
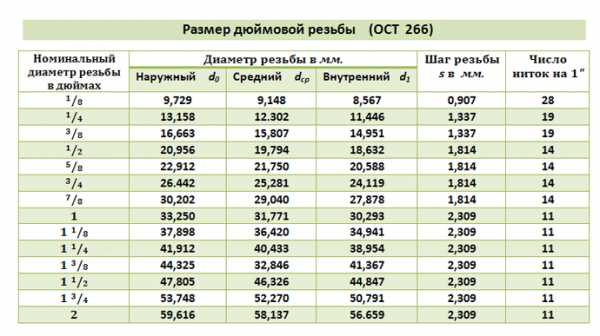
Таблица размеров дюймовых и метрических резьб
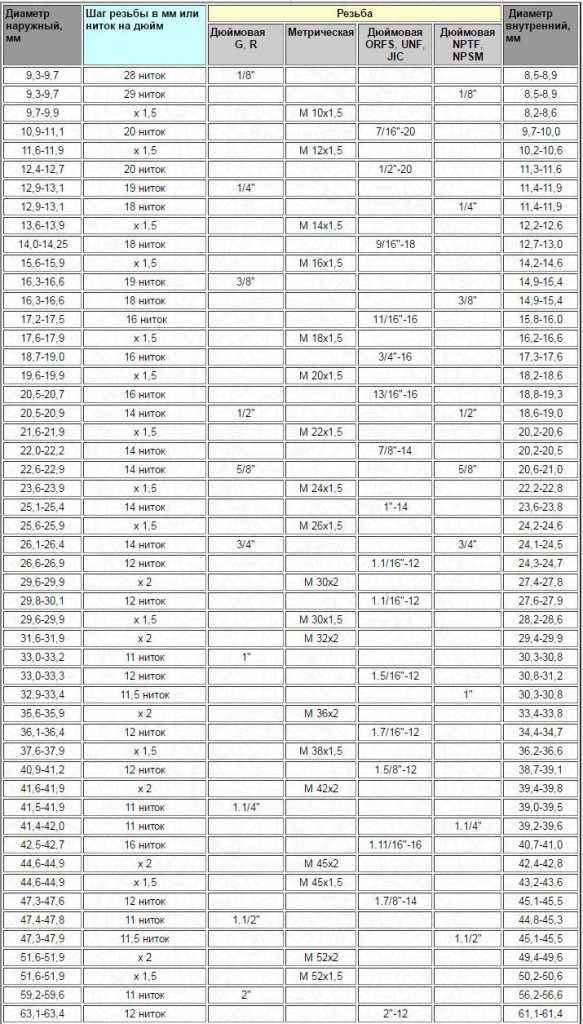
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
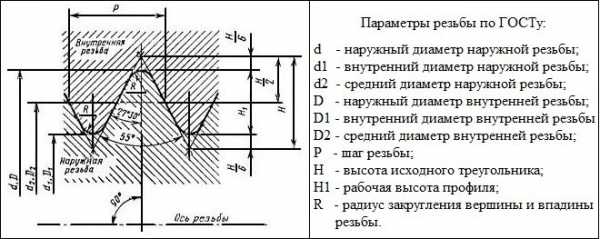
Чертеж. Основные параметры профиля по ГОСТу
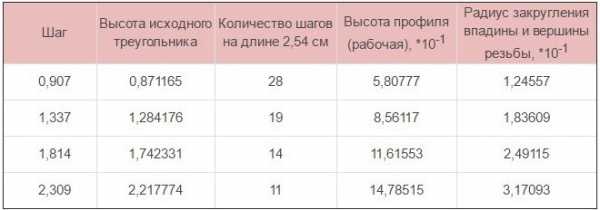
Таблица 1. Основные размеры профиля резьбы

Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.

Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.

Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручную
Нарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
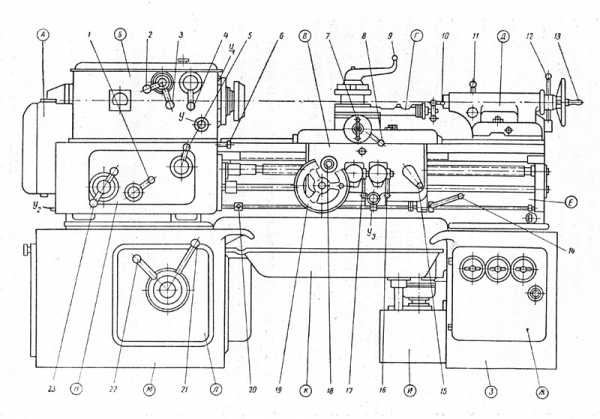
Нарезка резьбы на токарном станке
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
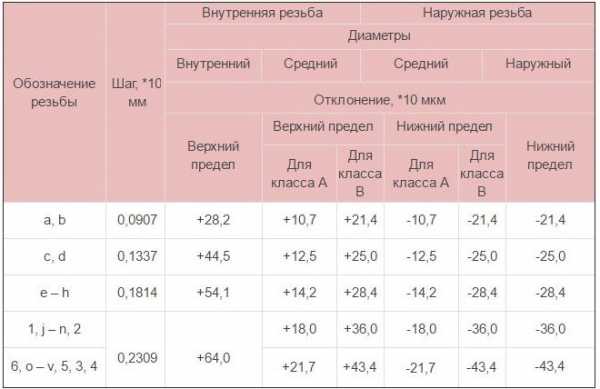
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
В обозначении дюймовой резьбы также могут присутствовать буквы LH, которые указывают на то, что ее витки имеют не правое, а левое направление.
Основные характеристики дюймовой резьбы
Дюймовая нарезка делится на крепежные и трубные типы, бывает цилиндрическая, конусная и характеризуется такими показателями:
- наружным и внутренним диаметром;
- шагом;
- областью расположения;
- профилем поверхности;
- направлением сечения;
- высотой профиля;
- количеством заходов.
Все стандартизированные показатели закреплены в ГОСТ 6357–1981. Основными показателями считаются диаметр и шаг. По понятиям диаметра понимают одно из принятых определений:
-
 наружный диаметр – значение, характеризующее расстояние между противоположными точками вершин резьбовых гребней;
наружный диаметр – значение, характеризующее расстояние между противоположными точками вершин резьбовых гребней; - внутренний диаметр – единица для указания расстояния между противоположными точками впадин на низшей точке резьбовой канавки;
- шаг витков является важной характеристикой нарезки, измеряется между двумя точками соседних канавок или вершин, характеризуется постоянством, так как подобрать ответные болт и гайку при отсутствии условия стабильности очень проблематично;
- высота профиля нарезки высчитывается путем нахождения разницы между двумя диаметрами — наружным и внутренним.
Трубная резьба
Обособленная стандартная группа, регламентирующая соединение труб с использованием различного материала стенок. Трубная дюймовая резьба подразделяется на типы:
- цилиндрический тип;
- конический вид;
- резьба NPSM.
Цилиндрическая трубная резьба
Известна еще под наименованием резьбы Витворда. Применяется для цилиндрического соединения при помощи резьбы и для стыковки цилиндрической внутренней нарезки с наружной конической трубой.
Обозначение профиля формы – дюймовая резьба с профилем в виде треугольника с равными бедрами и углом вверху в 55º. Разрешается соединять трубы с наибольшим диаметром в 6 дюймов, а для труб большего дюймового размера применяют соединение с помощью сварки.
Коническая дюймовая трубная резьба
Нарезается на поверхности труб для конического соединения труб и для соединения цилиндрической резьбы внутри и конической резьбы снаружи. Использование герметичных прокладок обязательно, роль уплотнения частично играет резьба.
Профиль обозначается как дюймовый тип с конусностью. при буквенном выражении индекса указывается ее расположение. R свидетельствует о наружной нарезке, Rc обозначает внутреннюю нарезку, а буквы LH ставят для левой резьбы.
Тип резьбового профиля NPSM
Такая нарезка витков делается в соответствии с американскими стандартами трубной резьбы, относится по расположению и типу к цилиндрической дюймовой. Определяется формой профиля в виде треугольника с вершиной в 60º и производится в размерах от 1/16 до 24 дюймов .
Этот вид не стоит путать с американским подвидом NPT, являющимся стандартным коническим соединением дюймовой нарезки для труб с требованиями повышенной надежности при работе с повышенным давлением и в сложных условиях эксплуатации.
Различия между трубной и метрической резьбой
Их не так много, наиболее заметным показателем, отличающим один вид от другого, служит форма профиля нарезки резьбового гребня. На вид он кажется острее, его угол при вершине составляет 55º.
Кроме формы профиля, отличием метрической нарезки от трубного дюймового варианта являеются измерительные параметры шага и диаметра. Метрические показатели измеряются в миллиметрах, а дюймовая резьба измеряется в дюймах. Но для выражения метрических показателей в дюймах используют нестандартное значение 2,54 см, а особый трубный дюйм, равный 3,324 см.
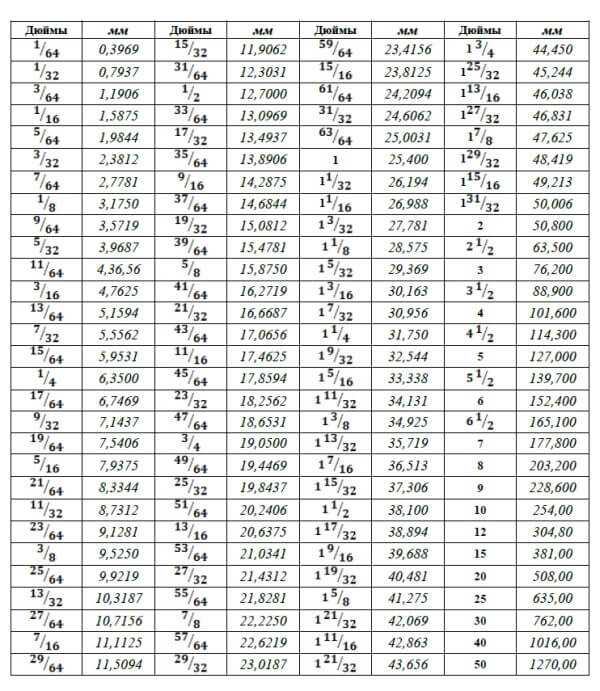
Детально исполненную таблицу с указанием соответствующих переводов из дюймов в миллиметры можно посмотреть в указанном ГОСТе. Кроме целых дюймовых показателей указаны и дробные значения. Кроме того, шаг считают не в миллиметрах, а в нитках, обозначающих нарезанные канавки на мерном дюймовом отрезке.
Определение шага происходит с применением рабочих инструментов:
- гребенков;
- калибров;
- механическими измерителями.
Измерения производятся по одинаковым правилам в метрической и дюймовой нарезке. Для начала используем муфту или штуцер с нарезанной наружной или внутренней резьбой, отталкиваясь от известных параметров. Вкручивают болт в резьбу и определяют плотность посадки. Если болт вошел плотно, то шаг и диаметр считают определенным. Если болт не соответствует, то пробуют применить болт другого калибра.
Удобнее использовать резьбомер, тогда работа происходит быстрее – достаточно приложить пластину к резьбе. На пластине инструмента указывается номер резьбы. которая считается определенной, если совпали профили. Штангенциркуль или микрометр применяется только для определения наружного и внутреннего диаметров.
Механическая и ручная дюймовая нарезка
Выполнение ручной нарезки
Метрическая или трубная резьба нарезается на внутренней или наружной поверхности. Внутри используется метчик, а снаружи плашка. Для того чтобы нарезка осуществлялась правильно, следуют инструкции по технологии, опираясь на тип профиля, требуемого в конкретном случае.
Трубу зажимают в тисках и вставляют метчик в вороток. Плашка размещается в специальном плашкодержателе. Плашка одевается на трубу сверху, а метчик вставляется в нее. Нарезка производится навинчивающимися или ввинчивающимися движениями, в зависимости от типа расположения витков. Если необходимо, то работу повторяют один или несколько раз.
Способ механической нарезки
 Труба так же, как и в первом случае должна быть зажата в тиски, а резьбовой рубец помещается в его суппорт. Фаска делается при включенном станке, при этом скорость суппорта должна быть отрегулирована. Резьбовая подача включается после подведения резца к поверхности детали. Выполнение дюймовых граней механическим методом при помощи резца приводит к качественным результатам, при условии мастерства токаря.
Труба так же, как и в первом случае должна быть зажата в тиски, а резьбовой рубец помещается в его суппорт. Фаска делается при включенном станке, при этом скорость суппорта должна быть отрегулирована. Резьбовая подача включается после подведения резца к поверхности детали. Выполнение дюймовых граней механическим методом при помощи резца приводит к качественным результатам, при условии мастерства токаря.
Дополнительная информация
Между американским и английским стандартом существуют различия по набору стандартных шагов при указании количества ниток резьбовой нарезки на один дюйм. Помимо этого, внутри каждого стандартного набора различаются виды резьбовых витков по типу:
- мелкий;
- особо мелкий;
- крепежный;
- между трубами;
- между мелкими трубами;
- для нарезки ремонтных вставок;
- между витками для вставок.
Это было бы сложно определить, но эти сведения для удобства сведены в одной таблице.
Применение английских стандартов
Цилиндрическая английская дюймовая нарезка выполняется с крупным шагом, предназначена для общего применения. Ее параметры, шаг, профиль и высота профиля раз и навсегда закреплены для болтов и гаек одного типа и размерности. В таком типе угол профиля между соседними сторонами витков равен 55º. Закругление вершин витков, а также основания впадин составляет 1/6 часть от высоты исходного размера профиля.
 Цилиндрическая мелкая английская резьба пользовалась популярностью в середине прошлого века и применялась для нарезки профиля точного и высокопрочного крепления. Впоследствии этот тип переродился в унифицированную нарезку. хотя в некоторых местностях Англии она применяется до нашего времени.
Цилиндрическая мелкая английская резьба пользовалась популярностью в середине прошлого века и применялась для нарезки профиля точного и высокопрочного крепления. Впоследствии этот тип переродился в унифицированную нарезку. хотя в некоторых местностях Англии она применяется до нашего времени.
Цилиндрическая несамоуплотняющаяся резьба имеет распространенное применение с прошлых лет и до настоящего времени во всем мире для деталей трубопроводов, сгонов, фитингов, переходников, двойников, муфт, тройников, стальных контргаек, кранов, смесителей, вентилей и др.
Цилиндрическая унифицированная крупная резьба стала международным стандартом после разработки национальным Американским институтом. В частности, неудобные 55º при вершине были заменены на 60º, конструкторы отказались от округлений у верха профиля. Теперь плоскость вершин стала плоской и содержит в своем размере 1/8 от шага граней. Для впадин допускается плоское выполнение или скругленное. Распространена в современном мире и является рекомендуемой для применения.
Цилиндрическая унифицированная мелкая резьба используется для прочных креплений и регулировочных соединений, наряду с другими современными типами является удобной и рекомендуемой к применению в случаях, когда применяется более мелкий шаг резьбы.
Дюймовая унифицированная особо мелкая цилиндрическая резьба используется для выполнения особо прочного крепления, для подгонки точных механизмов.
Существует много других стандартов на дюймовую резьбу, но они специальные и рекомендованы к применению в определенных условиях, для широкого использования они не применяются.
- Автор: Николай Иванович Матвеев
Поскольку в эксплуатации находятся детали с дюймовой резьбой, дюймовая резьба применяется при ремонте оборудования. Основные параметры дюймовой резьбы: наружный диаметр, выраженный в дюймах, и число шагов на дюйм длины нарезанной части детали.
Как «привязать» диаметры дюймовых резьб к этим самым дюймам? Ни в коем случае не следует пытаться привязать трубный дюйм к простому дюйму. Это разные вещи. Например наружный диаметр резьбы 1/2″ не 12,7мм, а 21,5мм. и т.д. От чего такое не соответствие?
В нашей промышленности не применяются дюймовые резьбы. Когда пишут 1/2″, имеют в виду условный проход (Ду) трубы, на которой нарезана наружная резьба, а сама резьба называется «трубная цилиндрическая». При этом наружный диаметр трубы 15мм. А вот в Европе, как раз дюймовые резьбы привязаны к геометрическим размерам этой резьбы. Не путать. Наружный диаметр резьбы при этом 20 мм, а 15 мм — это условный проход трубы.
В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.



Навигация по справочнику TehTab.ru:главная страница / / Техническая информация / / Оборудование — стандарты, размеры / / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги. / / Резьбы. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб./ / Таблица сходных размеров дюймовых и метрических резьб. Примерно Ø8-64мм. Резьбы метрическая и дюймовые G,R =BSPP, BSPT, NPTF, NPSM, ORFS, UNF, JIC
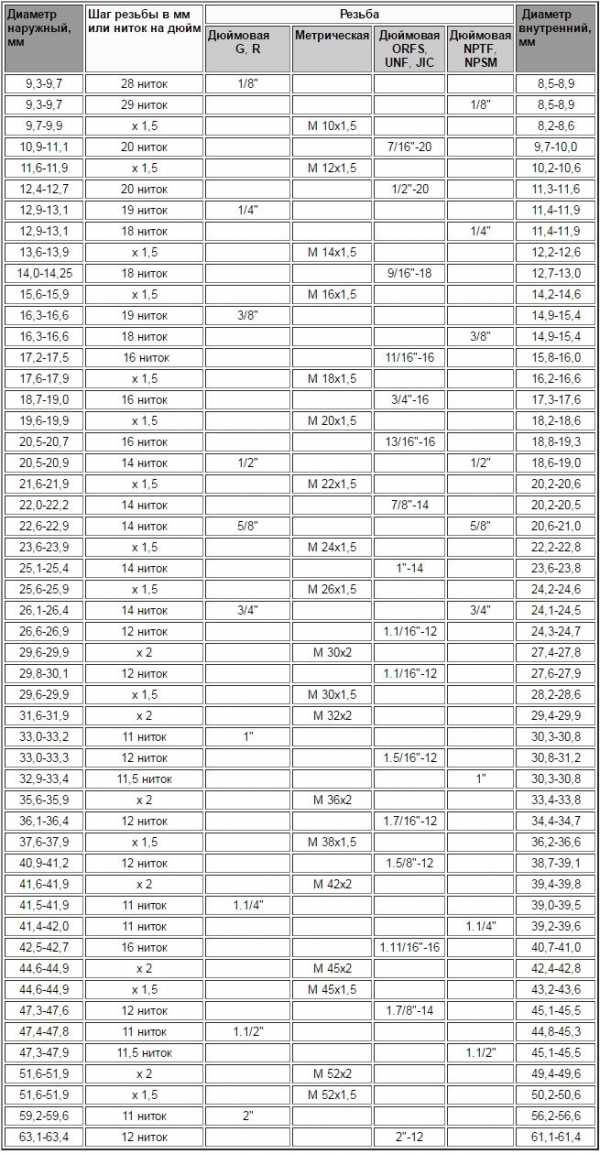
Таблица сходных размеров дюймовых и метрических резьб. Примерно Ø8-64мм. Резьбы метрическая и дюймовые G,R =BSPP, BSPT, NPTF, NPSM, ORFS, UNF, JIC
Таблица размеров дюймовых и метрических резьб. Примерно Ø8-64мм. Резьбы метрическая и дюймовые G,R =BSPP, BSPT, NPTF, NPSM, ORFS, UNF, JIC
Диаметр наружный, мм
Шаг резьбы в мм или ниток на дюйм
Качество нарезки, которая выполняется на трубопроводе, ее соответствие диаметру трубного изделия – это все имеет большое значение при установке водопроводной либо отопительной системы. Нарезать дюймовую резьбу плашкой не очень удобно. Гораздо проще использовать специальное станочное устройство.

Особенности
Нарезка представляет собой винтовое углубление с неизменным шагом резьбы и сечением. Она выполняется на изделиях, имеющих форму конуса, цилиндра (болтовые, винтовые элементы), на деталях, которые соединяются с подобными изделиями (гайки).
В повседневной жизни люди обычно встречаются с цилиндрическим резьбовым соединением на трубах. Кроме резьбы, шаг которой измеряется в миллиметрах, в РФ распространена дюймовая резьба.
Ключевые параметры метрической нарезки – это шаг (дистанция между углублениями либо гребенками, которая измеряется продольно оси изделия) и диаметр.
Дюймовая резьба характеризуется диаметром, который измеряется в дюймах, количеством завитков на 1 дюйм. Как выполняется перевод размера резьбы в мм из дюймов? Для подобного перевода нужно осуществить умножение размера дюймовой резьбы на 25,4.

Чем еще дюймовое резьбовое соединение различается с метрическим? Отличия заключаются в том, что резьба дюймовая располагает:
- заостренными гребенками;
- округлыми вершинами резьбовых ниток.
Нарезки, используемые в повседневной жизни
В бытовых условиях чаще всего используются трубные изделия с такими видами нарезок:
- Четырнадцать ниток на дюйм (шаг равен 1,815 мм).
- Одиннадцать ниток на дюйм (шаг равен 2,310 мм).
Чтобы установить вид и шаг дюймовой резьбы, применяют предмет, называемый резьбомером. Кроме того, возможно использовать обыкновенную линейку, штангенциркуль.

Калибровочным элементом может послужить муфтовая, штуцерная деталь. На ней должна быть выполнена нарезка, располагающая размером, который соответствует диаметру дюймовой резьбы. Деталь закручивают в резьбовое соединение. Если никаких сложностей не возникло, она крепко засела в трубном изделии, значит, измерение можно заканчивать. В противном случае выполняют повтор процедуры с другой калибровочной деталью.
С резьбомером все еще легче. Его измеряющие пластинки напоминают комплект пилочек. Данные пилочки необходимо придавить к нарезке, выполненной на изделии либо внутри его. Если профиль пластинки совпал с трубным, это обозначает, что размер дюймовой резьбы такой же, как и у пилочки.
Штангенциркулем возможно замерить только наружный размер нарезки. Ввиду этого наилучшими приспособлениями для установления шага и размера нарезки считаются калибровочные детали, резьбомеры.
В действительности, разумеется, мало кто сможет достичь безукоризненно точного соблюдения размеров резьбы. Однако вы можете рассчитывать на создание качественной нарезки, если будете руководствоваться минимум одним символом, стоящим в дробной части числа.
Если нарезание осуществляется ручным методом, а не посредством станочного устройства, это может вызвать определенные сложности, в особенности тогда, когда наружный диаметр резьбы превышает 1 дюйм.
Лучше всего использовать особое устройство для создания резьбового соединения. Называется оно «клупп». Клупп заключает в себе корпус с парой рукоятей. В нем размещаются передвижные гребни, которые можно регулировать. Посредством гребенок выполняется постепенное углубление клуппа.
Кроме того, возможно применять сменяемые гребни с полным/неполным резьбовым профилем. Они стоят не слишком дешево, потому купить их может не каждый. Можно воспользоваться обычной плашкой, посредством которой создается нарезка.
При кручении держателя плашки по часовой стрелке выполняется его навинчивание на нарезку, которая имеется на втулочном элементе. Втулка фиксируется на трубном изделии при помощи 3 болтовых элементов. У данного приспособления есть бесспорный плюс: не нужно делать упор в трубное изделие в начале нарезания.

Ручное создание нарезки проходит так:
- трубное изделие закрепляется в тисках, метчик устанавливается в вороток, плашка – в держатель;
- плашку устанавливают на трубное изделие, а метчик – внутрь него. Затем, прокручивая рукоятки воротка либо держателя, выполняют ввинчивание/навинчивание метчика/плашки в/на трубное изделие;
- если необходимо, процедуру повторяют не один раз до тех пор, пока в трубном изделии не будет прорезано углубление, которое равно высоте резьбового профиля.
Конечно, создание нарезки снаружи и внутри проходит не параллельно, а поочередно.
Нарезание посредством станочного устройства осуществляется таким образом:
- трубное изделие закрепляют в патроне токарного устройства. В суппортном элементе должен быть установлен резец, соответствующий диаметру резьбы в дюймах;
- устройство запускают, в трубном изделии создают фаску;
- после нарезания фаски выполняют подвод инструмента к наружной/внутренней части трубы, запускают подачу резьбы. Перед этим настраивают быстроту передвижения суппортного элемента.

Безусловно, и плашку, и метчик возможно применять на станочном устройстве, закрепляя их в передней/задней бабке. Однако стоит учесть тот факт, что параметры дюймовой резьбы, созданной резцовым инструментом, будут более точными.
Заключение
Для закрепления материала ознакомьтесь с таблицей размеров дюймовой резьбы. Она заключает в себе данные ГОСТ (ГОСТ – принятый в России стандарт). Помните, что не все нарезки распространены в России. Например, UNC и UNF обычно используются в Соединенных Штатах Америки, Канаде.
Не забывайте, что иногда нужно выполнять перевод размеров из одних единиц в другие. Для перевода миллиметров в дюймы необходимо размер нарезки, например, UNF (UNF – унифицированная мелкая резьба) поделить на 25,4.
Ничего страшного, если вы допустите ошибку, делая резьбовое соединение в домашних условиях. Это рабочим на производстве нужно соблюдать ГОСТ. Вы же вольны практиковаться выполнять нарезку на ненужных деталях.
studvesna73.ru
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
www.dpva.ru
Метрические и трубные резьбы - разница и применение
 В нашем метрическом мире порой бывает трудно ориентироваться в других системах измерения. Мы порой удивляемся тому, как американцы или англичане могут пользоваться устаревшими мерами длины, массы, площади и т.п. А они, в свою очередь, не понимают нас — живущих по законам единой Системы Измерений. Однако, как и в любом правиле, существуют определенные исключения, которые понятны всем – и жителям Америки, и Туманного Альбиона, и Европы, и России. Данная статья посвящена обзору трубных и метрических резьб, с разнообразием которых приходится довольно часто сталкиваться в повседневной жизни.
В нашем метрическом мире порой бывает трудно ориентироваться в других системах измерения. Мы порой удивляемся тому, как американцы или англичане могут пользоваться устаревшими мерами длины, массы, площади и т.п. А они, в свою очередь, не понимают нас — живущих по законам единой Системы Измерений. Однако, как и в любом правиле, существуют определенные исключения, которые понятны всем – и жителям Америки, и Туманного Альбиона, и Европы, и России. Данная статья посвящена обзору трубных и метрических резьб, с разнообразием которых приходится довольно часто сталкиваться в повседневной жизни.
Метрические резьбы и их применение
Резьбовые соединения очень распространены в строительстве, технике, машиностроении, аэрокосмической промышленности и в повседневной жизни. Что такое винт и гайка знают даже дети в детском саду, так как занятия с конструктором не могут обойтись без этих деталей. Несмотря на то, что первый винт был придуман еще Архимедом, а наши древние предки широко использовали винтовые передачи в прессах для отжима масла из оливковых косточек и семян подсолнуха, а так же для подъема воды для орошения полей, идея создать настоящее винтовое соединение нашла свою реализацию только в 15 веке, когда один из швейцарских часовщиков впервые сумел при помощи простейших приспособлений выточить первый винт и гайку.
Вместе с тем, к разумной мысли о том, что резьба должна быть одинаковой во всех странах мира человечество пришло не скоро. Так, широко распространенная и привычная всем, кто хоть немного сталкивался с техникой, метрическая резьба появилась и была описана в стандартах лишь после введения единой Системы Измерений, основанной на эталонах метра, килограмма и секунды. Так что появление и широкое распространение метрической резьбы датируется концом 19 века. До того времени в мире господствовали дюймовые резьбы.
Главное отличие метрической резьбы от дюймовой состоит в том, что все её параметры привязаны к миллиметру, а за основу профиля самой резьбы взят равносторонний треугольник, так как все его угловые размеры одинаковы и равны 60 градусам. В стандартизации метрических резьбовых соединений важно, чтобы у гайки и болта совпадали не только угловые размеры резьбы, но и ее диаметр и шаг. Многие, особенно те, у кого имеются автомобили, сталкивались с непонятным явлением, когда винт и гайка имеют одинаковый диаметр, но винт вкрутить в гайку невозможно. Это говорит о том, что в данном месте используется резьба с меньшим шагом и для того чтобы винт вкрутился без проблем, его шаг резьбы должен быть тоже уменьшенным.
В стандартах, описывающих метрические резьбы, указано, что они должны обозначаться буквой M, а далее указывается диаметр резьбы и её шаг. Диапазон диаметров метрической резьбы лежит в пределах от одного до шестисот миллиметров. Разброс шага резьбы составляет от 0,075 до 3,5 мм. Резьбы с малым шагом применяют для измерительного инструмента, резьбы со средним шагом для нагруженных и работающих в условиях вибрации деталей и узлов, а резьбы с большим шагом применяют для крепления тяжелых несущих конструкций.
При создании стандартов метрических резьб были учтены различные допуски, которые задают степень округлости наружной кромки резьбы и отклонения от профиля, чтобы винт и гайка могли быть свободно закручены до момента упора при помощи руки.
Хоть метрические резьбы и не нашли широкого применения в уплотняемых соединениях, однако такая возможность заложена в стандарты. Так, резьба с обозначением MK применяется для самоуплотняемых соединений за счет конусности наружной и внутренней резьбы. Причем, для герметичного соединения необязательно чтобы винт и гайка были с конусной резьбой. Достаточно того, чтобы эта резьба была нарезана на винте.
Цилиндрическая метрическая резьба встречается достаточно редко. Её обозначение MJ. Главное отличие в винте, который имеет увеличенный радиус впадины на резьбе, что придает резьбовому соединению на основе цилиндрической метрической резьбы более высокие жаростойкие и усталостные качества. Такую резьбу применяют в аэрокосмической промышленности. Впрочем, в гайку с такой резьбой можно закрутить обычный метрический винт.
Несмотря на поголовное преобладание правой резьбы во всех устройствах и механизмах, все же бывает необходимо для реализации определенных функций применять левую резьбу. Метрическая левая резьба не отличается ничем от правой резьбы, кроме направления вращения, которое противоположно правым винтам. Если обычный винт закручивается по часовой стрелке, то левый в эту же сторону откручивается.
Также иногда можно встретиться с многозаходной метрической резьбой. Она отличается тем, что на болте и гайке одновременно нарезают не одну спираль, а две или даже три. Многозаходную резьбу часто применяют в высокоточном оборудовании, например, в фототехнике, чтобы однозначно позиционировать положение деталей при взаимном вращении. Такую резьбу можно отличить от обычной по двум или трем началам витков на торце.
Несмотря на очень широкое применение метрической резьбы, во многих развитых странах мира традиционно в большем ходу остаются так называемые дюймовые резьбы. А трубная резьба повсеместно измеряется в дюймах. И, несмотря на сильные отличия таких видов резьбы, сантехникам во всем мире на нужно объяснять отличия полудюймовой трубы от трехчетвертной.
Дюймовые резьбы и их применение
 Отличия дюймовых резьб от метрических в том, что угол при вершине резьбы у них составляет 55 градусов, шаг резьбы вычисляется как соотношение числа витков резьбы на дюйм длины резьбы. Под дюймом понимают расстояние, равное 2,54 см. Что первоначально соответствовало длине первой фаланги большого пальца руки человека, которое практически у всех людей одинаково.
Отличия дюймовых резьб от метрических в том, что угол при вершине резьбы у них составляет 55 градусов, шаг резьбы вычисляется как соотношение числа витков резьбы на дюйм длины резьбы. Под дюймом понимают расстояние, равное 2,54 см. Что первоначально соответствовало длине первой фаланги большого пальца руки человека, которое практически у всех людей одинаково.
Так как угол при вершине иной, чем в метрических резьбах, то совместить метрические и дюймовые резьбы не представляется возможным. В странах с метрической системой применение находят только трубные дюймовые резьбы, которые обозначают буквой G. За буквой следует дробный или целый номинал, который обозначает не величину резьбы, а условный просвет трубы в дюймах или долях дюйма. Особенностью трубной резьбы является как раз тот факт, что она учитывает толщину стенок трубы, которые могут быть толще или тоньше в зависимости от материала изготовления и рабочего давления, на которое рассчитаны трубы. Поэтому дюймовый стандарт трубных резьб понятен и принят во всем мире как исключение из метрических правил.
Кроме простой цилиндрической трубной резьбы существует и коническая трубная резьба. Она имеет такие же характеристики, что и обычная трубная, за исключением конусности, которая позволяет создавать более герметичные соединения. Обозначается буквой R для наружной резьбы и Rc для внутренней. Левая резьба помечается дополнительно буквами LH, за которыми идет числовой номинал в целых и дробных долях дюйма.
Для применения в прочих соединениях, кроме сантехники, в США и Канаде применяют дюймовые резьбы с углом при вершине 60 градусов. Существует довольно широкий соратмент этих резьб, которые различаются диапазоном шага резьбы и прочими характеристиками. Стоит отметить, что некоторые резьбы из дюймового ряда совпадают с метрическими, что в некоторых случаях может быть на руку. Например, в фототехнике диаметр присоединительной резьбы, посредством которой фотокамера крепится к штативу, одинакова во всем мире вне зависимости от страны-производителя, так как характеристики этой резьбы одинаковы и для метрической, и для дюймовой резьбы.
Однако не стоит путать английскую дюймовую индустриальную резьбу, которая была одобрена еще в 1841 году, а разработкой её занимался сам Джозеф Витуорт. Эта резьба практически повторяет трубную, так как имеет величину угла у вершины 55 градусов. Винты и гайки с такой резьбой не сопрягаются с дюймовым крепежом из Америки и Канады.
5sklad.ru
: Интересные новости для Вас !!! :: BlogStroiki
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких - единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин - попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа - измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой - количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
НиП "Машиностроение"
blogstroiki.ru
Что такое дюймовая резьба
В настоящее время на рынке строительных материалов зачастую предлагаются трубы, размеры которых указаны в дюймах. Многие покупатели могут не обратить на это внимания, и, следовательно, есть вероятность приобретения трубы с размером, не соответствующим требуемому. Причина этого кроется в том, что дюймовая резьба (обозначение на поверхности трубы), как видно из названия, измеряется в дюймах. При этом один дюйм равен 25,4 миллиметра. Данная величина отличается от принятых миллиметровых стандартов, что может значительно усложнить выбор необходимой детали.

Резьба дюймовая цилиндрическая предусматривает отображение размеров трубы в дюймах, в то время как шаг резьбы обозначается в долях этой единицы измерения (из-за своей малой величины).
В связи с расхождением величин миллиметра и дюйма, на практике появляется значительное различие между размерами резьбы на трубе. Это происходит потому, что западные стандарты гласят: дюймовая резьба обозначает внутренний диаметр трубы. При этом следует учитывать различия между метрическим дюймом и, так называемым, трубным.
К примеру, на трубе указано, что дюймовая резьба имеет размер ½. Таким образом, вы приобретаете трубу с наружным диаметром, равным 20,95 мм, вместо ожидаемых 12,7 мм. Следовательно, трубный дюйм получается равным 33,249 мм и состоит из размера непосредственно прохода и двойной толщины стенок.

Из данного примера видно, что использование этого показателя более приемлемо, поскольку такая система наилучшим образом характеризует размер, которым обладает дюймовая резьба.
Теперь, когда стали понятны обозначения, можно перейти к классификации и назначению данного параметра.
Цилиндрическая дюймовая резьба по назначению и характеру проводимой работы делится на:
- Крепежная резьба. К этому типу традиционно относят метрическую резьбу и дюймовую, имеющую треугольный профиль. Метрическая применяется при проектировании новых машин и агрегатов, в то время как вторая необходима для производства различных запасных деталей.
- Специальная резьба включает в себя множество различных размеров, не соответствующих стандартам.

Метрическая резьба зачастую выпускается с профилем, имеющим угол 60°. Все величины, будь то шаг резьбы или наружный диаметр, обозначаются в миллиметрах.
По величине шага различают один основной и 5 видов вспомогательной резьбы (ее также называют мелкой). Следует отметить, что такая резьба считается более прочной, чем крупная (при абсолютно равных наружных диаметрах). Несомненным достоинством мелкой резьбы также можно назвать малый угол подъема винтовой линии и, как следствие, повышенное сопротивление скручиванию.
Резьба подобного типа используется в наиболее загруженных полых деталях, а также в элементах, которые подвержены сильным толчкам и сотрясениям. Регулировочные гайки также имеют подобную резьбу, поскольку она позволяет осуществить более точную регулировку.
Кроме того, дюймовая резьба может выполняться при угле поворота 55°. В таком случае диаметр по-прежнему задается в дюймах, а вот шаг резьбы определяется числом ниток на дюйм. Подобный тип используется в различных резьбовых соединениях для механической фиксации деталей между собой.
fb.ru
Формы и типы резьб. Метрическая, дюймовая, трубная цилиндрическая, трапецеидальная, упорная резьба
Метрическая резьба (рис. 120). Основным типом крепежной резьбы в России является метрическая резьба с углом треугольного профиля а равным 60°. Размеры ее элементов задаются в миллиметрах.
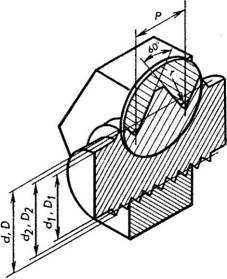
Рис. 120
Согласно ГОСТ 8724-81 метрическая резьба для диаметров от 1 до 600 мм делится на два типа: с крупным шагом (для диаметров от 1 до 68 мм) и с мелким шагом (для диаметров от 1 до 600 мм).
Резьба с крупным шагом применяется в соединениях, подвергающихся ударным нагрузкам. Резьба с мелким шагом — в соединениях деталей с тонкими стенками и для получения герметичного соединения. Кроме того, мелкая резьба широко применяется в регулировочных и установочных винтах и гайках, так как с ее помощью легче осуществить точную регулировку.
При проектировании новых машин применяется только метрическая резьба.
Дюймовая резьба (рис. 121). Это резьба треугольного профиля с углом при вершине 55° (а равным 55°). Номинальный диаметр дюймовой резьбы (наружный диаметр резьбы на стержне) обозначается в дюймах. В России дюймовая резьба допускается только при изготовлении запасных частей к старому или импортному оборудованию и не применяется при проектировании новых деталей.
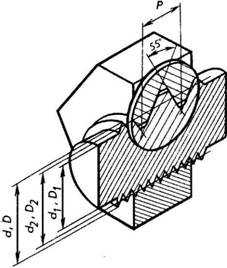
Рис. 121
Трубная цилиндрическая резьба ГОСТ 6357-81, представляет собой дюймовую резьбу с мелким шагом, закругленными впадинами и треугольным профилем с углом 55°. Трубную цилиндрическую резьбы нарезают на трубах до 6". Трубы свыше 6" сваривают. Профиль трубной цилиндрической резьбы приведен на рис. 122.
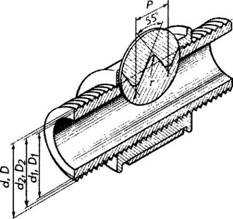
Рис. 122
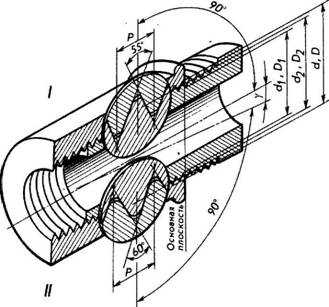
Рис. 123
Трубные конические резьбы применяются двух типоразмеров. Трубная коническая резьба ГОСТ 6211-81, соответствует закругленному профилю трубной цилиндрической резьбы с углом 55° (рис. 123,1).
Коническая дюймовая резьба ГОСТ 6111-52 имеет угол профиля 60°(рис7 123, II). Конические резьбы применяются почти исключительно в трубных соединениях для получения герметичности без специальных уплотняющих материалов (льняных нитей, пряжи с суриком и т. д.).
Теоретический профиль конической резьбы приведен на рис. 124. Конусность поверхностей, на которых изготавливается коническая резьба, обычно 1 : 16. Биссектриса угла профиля перпендикулярна оси резьбы.
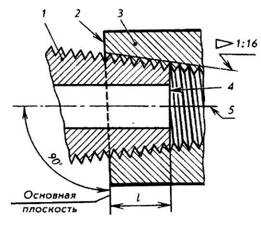
Рис. 124
Диаметральные резьбы конических резьб устанавливаются в основной плоскости (2 — торец муфты), которая перпендикулярна к оси и отстоит от торца трубы 1 на расстоянии I, регламентированном стандартами на конические резьбы (3 — муфта; 4 — торец трубы; 5 — ось трубы).
В основной плоскости диаметры резьбы равны номинальным диаметрам трубной цилиндрической резьбы. Это позволяет конические резьбы свинчивать с цилиндрическими, так как шаг и профили данных резьб для определенных диаметров совпадают.
Коническим резьбам присущи аналогичные цилиндрическим резьбам определения и понятия, такие, как наружный, средний и внутренний диаметры резьбы. Шаг резьбы Рh измеряется вдоль оси.
При свинчивании трубы и муфты с номинальными размерами резьбы без приложения усилия длина свинчивания равна l.
Обозначение трубной резьбы обладает особенностью, которая заключается в том, что размер резьбы задается не по тому диаметру, на котором нарезается резьба, а по внутреннему диаметру трубы. Этот внутренний диаметр называется диаметром трубы «в свету» и определяется как условный проходной размер трубы,
Трапецеидальная резьба ГОСТ 9484-81 (рис. 125). Профиль резьбы — равнобочная трапеция с углом а равным 30°. Трапецеидальная резьба применяется для передачи осевых усилий и движения в ходовых винтах. Симметричный профиль резьбы позволяет применять ее для реверсивных винтовых механизмов.
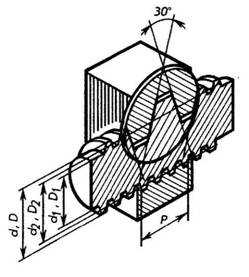
Рис. 125
Упорная резьба ГОСТ 10177-82 (рис. 126). Профиль резьбы — неравнобочная трапеция с углом рабочей стороны 3° и нерабочей — 30°. Упорная резьба обладает высокой прочностью и высоким КПД. Она применяется в грузовых винтах для передачи больших усилий действующих в одном направлении (в мощных домкратах, прессах и т. д.).

Рис. 126
В прессостроении применяется также упорная резьба. Профиль этой резьбы несколько отличается от упомянутой выше упорной резьбы, Профиль такой упорной резьбы по ГОСТ 13535-87 представляет собой неравнобочную трапецию с углом рабочей стороны 0° и нерабочей — 45°.
Прямоугольная и квадратная р е з ь б ы (рис. 127) имеют высокий КПД и дают большой выигрыш в силе, поэтому они применяются для передачи осевых усилий в грузовых винтах и движения в ходовых винтах. Прямоугольные и квадратные резьбы не стандартизированы, так как имеют следующие недостатки: в соединении типа «болт — гайка» трудно устранить осевое биение; обладают прочностью меньшей, чем трапецеидальная резьба, так как основание витка у трапецеидальной резьбы при одном и том же шаге шире, чем у прямоугольной или квадратной резьб; их труднее изготовить, чем трапецеидальную.
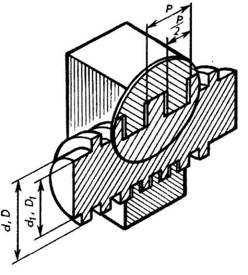
Рис. 127
Примечание. В ответственных соединениях эти резьбы заменены трапецеидальной.
cherch.ru