Электроды для сварки коррозионно-стойких сталей и сплавов. Электроды для 12х18н10т
Сварочные Электроды по Маркам и назначению
Электроды для сварки углеродистых и низколегированных сталей.
Сварочные Электроды мр-3т Электроды марки ЛЭЗ МР-ЗТ предназначены для РДС (ручной дуговой сварки) и сварки из углеродистых сталей (например чугун) с содержанием углерода до 0.25% Хотя можно признать что это низко углеродистая сталь так как их можно разделить на средне углеродистую и высоко углеродистую Сварочные Электроды мр-3а Электроды марки МР-3А предназначены для сварки углеродистых сталей с содержанием углерода 0.25% . Отличия марки мр-3т и мр-3а заключаются в том что "а" - это улучшенный вариант электродов. Хотя имеет тоже самое предназначение что и мр-3т. Сварочные Электроды мр-3 Данные электроды разработаны компанией СпецЭлектрод. Мр-3 обрели популярность благодаря своим универсальным качествам, а так же отличному качеству электродов. Много положительных отзывов. Сварку можно производить в любом положении в пространстве, а так же использовать любой ток любой полярности. Сварочные Электроды озс-12 С помощью данных электродов можно производить сваривание ответственных конструкций, которые изготовлены из углеродистых сталей и которые имеют временное сопротивление около 450 МПа.При сваривании электродами ОЗС-12 обеспечивается легкость ведения электрода и всего сварочного процесса. Сварочные электроды мр-3с Электроды МР-3C – вот идеальное решение Вашей проблемы.Покрытие электродов МР-3C рутил-целлюлозное о чем нас информирует буква "C-целюлозное". Производительность наплавки составляет 1,4 килограмма в час.Расход электродов на 1 килограмм наплавленного металла нужно использовать 1,7 килограмма электродов МР-3C. Сварочные электроды ано-4т Электродами ано-4т сварку можно вести во всех пространственных положениях кроме сверху вниз, а так же производить сварку углеродистых сталей с содержанием углерода до 0.25%. Производятся данные электроды диаметров от 2.5 до 6 миллиметров. Маркируются как Э46-ЛЭЗАНО-4Т-Ø-УД / Е 430(3)-Р26 Сварочные электроды ано-4 Сварку электродами ано-4 можно производить во всех пространственных положениях. Так же из их особенностей можно отметить то что можно производить сварку как постоянным так и переменным , а так же как прямой полярностью так и обратной. Перед сваркой обязательно нужно прокалить электроды АНО-4. Температура прокалки от 140 до 180 градусов по Цельсию на протяжении 30 – 40 минут. Сварочные электроды озс-4т С помощью электродов озс-4т можно производить сваривание углеродистых или низколегированных сталей практически во всех пространственных положениях.Коэффициент наплавки составляет 8,5 г/Ач.Расход электродов составляет 1,7 килограмма.Ударная вязкость около 137 Дж/см2. Сварочные электроды озс-4 Электроды ОЗС-4 производят из проволоки СВ-08 и СВ-08А.Перед сваркой обязательно рекомендуется проветсти прокалку электродов.Для сварки электродами ОЗС-4 используется постоянный ток любой полярности.Можно отметить, что электроды ОЗС-4 отличаются легким зажиганием дуги. Сварочные электроды озс-6 Производительность электродов диаметром четыре миллиметра составляет один и восемь килограмма в час. Расход данных электродов полтора килограмма на один килограмм наплавленного металла. То есть расход данных электродов (1.5 кг) ниже чем у других видов (от 1.7 кг). Сварочные электроды ано-21 Торец электрода АНО-21 обработан ионизирующим покрытием, которое позволяет быстро разжечь дугу в первый раз.Электроды АНО-21 славятся низким разбрызгиванием металла.Покрытие электродов АНО-21 рутиловое и благодаря этому покрытию гарантируется высокое качество сварного соединения и шва. Сварочные электроды уони 13/55 Электроды уони завоевали популярность как среди опытных сварщиков так и среди обычных любителей поварить что нибудь. Для сварки электродами уони 13\55 требуются постоянный ток обратной полярности. Сварку можно производить во всех пространственных положениях. Всю подробную информацию можно прочитать на упаковке с данными электродами. Сварочные электроды уони 13/55а Данные электроды отличаются от уони 13 55 тем что ими можно производить сварку в пониженных температурах.Довольно не плохие электроды судя по положительным отзывам пользователей и сварщиков. Сварочные электроды уони 13/55с Предназначение данных электродов заключается в том что их основное назначения для сварки углеродистых и низколегированных сталей. Сварку можно производить во всех положениях в пространстве на постоянном токе обратной полярности. Сварочные электроды цу-5 Данные электроды предназначены для сварки толстостенных трубопроводов которые изготовлены из углеродистых и низколегированных сталей, а также для прохождения коренных швов. Не следует эксплуатировать сварные соединения свыше четырехсот градусов по Цельсию. Сварочные электроды тму-21у Данные электроды используются для сварки ответственных узлов трубопроводов например такие как нефтепроводы или при строительстве атомных электростанций. А так же эти электроды используют для сварки углеродистой низколегированной стали и при сварке конструкционных сталей которые предназначены для энергетической промышленности. Сварочные электроды ви-10-6 Электроды данной категории относятся к типу Э60 , а это говорит о том что они предназначены для сварки особо ответственных конструкций состоящих из углеродистых и низколегированных материалов. Временное сопротивление разрыву 590 мега паскаль. Сварочные Электроды уони 13/45 Электроды уони 13 45 разработаны для сварки ответственных конструкций, которые состоят из углеродистой и низкоуглеродистой стали. Сварку можно производить во всех положениях в пространстве шва постоянным током обратной полярности. Сварочные электроды уони 13/55У Данными электродами можно производить сварку рельсов и арматур которые состоят из углеродистых и низколегированных сталей. Сварку можно производить как постоянным так и переменным током любой полярности, а так же замечу что выполнять швы можно во всех положениях в пространстве. Сварочные электроды озс 18 Предназначены для ответственных конструкций и сварки сталей марок 10/15ХСНД, 10ХНДП. Электроды типа Э50. Расход электродов полтора килограмма на один кг расплавленного металла электрода. Сварочные электроды озс 21 К достоинствам можно смело относится то, что есть возможность варить по окисленным кромкам без потери качества сварочного шва,а так же допускается наложение швов с помощью удлиненной дуги. Шлак отделяется от легко. Электроды АНО 18 | АНО 19 | АНО 20 Этот вид электродов используют для сварки низколегированных/углеродистых сталей. Сварка осуществляется на переменном или постоянном токе прямой либо обратной полярности. Особенностью АНО 19 является то, что они предназначаются только для сварки в горизонтальной позиции. Электроды АНО 9 Хотя они и относятся к типу э50а в тоже время они предназначены для сварки углеродистых низколегированных сталей. Имеет довольно обширные положения при сварке.
Сварочные электроды типа Э50А и Э60 предназаченных для сварки магистральных нефтегазопроводов.
Сварочные электроды ЛБгп
Данные электроды предназначены для сварки нефтепроводов, газопроводов, труб которые предназначены для подобных целей. В основном назначение этих электродов является: для сварки углеродистых и низколегированных сталей. Электроды диаметром 2.5 и 3 миллиметра используют для сварки коренных швов. А троечка и четверочка для остальных швов.
Сварочные электроды лб-60
Электроды данного типа предназначены для сварки всех швов магистральных нефтегазопроводов кроме коренного. Коренной шов производится электродами ЛБгп. Сварка производится во всех положениях в пространстве кроме вертикального сверху вниз. Варить постоянным током обратной полярностью.
Электроды для сварки высоколегированных жаропрочных сталей
Сварочные электроды озл-5
Данными электродами варят дефекты литья у которых устойчивость к температуре при эксплуатации не более тысячи пятидесяти градусов по Цельсию. В основном электроды этой марки предназначены для сталей марок 20Х25Н20С2 (Х25Н20С2-ЭИ283), 20Х20Н14С2 (Х20Н14С2-ЭИ211), а так же подобных видов.
Сварочные электроды озл-9а
Данные электроды предназначены для сварки жаростойких сталей. Предназначены эти электроды для определенных марок сталей, но и подобные этим маркам тоже можно производить сварку. Марки сталей для сварки данными электродами: 12Х25Н16Г7АР, 45Х25Н20С2, Х18Н35С2. После сварки данными электродами можно эксплуатировать сталь в окислительных средах с высоким содержанием углерода при высокой температуре, но не выше чем тысяча сто пятьдесят градусов по Цельсию.
Электроды для сварки высоколегированных нержавеющих (коррозионностойких) сталей.
Сварочные электроды озл-7 Если вы не знаете какими электродами произвести сварки нержавейки то данные электроды помогут вам так как они специально были разработаны для этого. Предназначены для сталей марок 08Х18Н10, 08Х18Н10Т, 08Х18Н12Б и похожих.Сварку можно производить во всех положениях в пространстве постоянным током обратной обратной полярности. Сварочные электроды цл-11 Данные электроды предназначены для сварки нержавеющих сталей. Другими словами цл-11 предназначены для хромоникелевой стали. В основном разработаны для сталей таких марок как 12Х18Н9Т, 12Х18Н10Т, 08Х18Н12Б, 08Х18Н12Т. Сварочные электроды лэз 11 Электроды лэз-11 предназначены для сварки нержавеющей сталей еще говорят как коррозионностойкая сталь. Купить данные электроды вы можете на официальном сайте ЛЭЗ либо в торговом доме лэз. Из плюсов можно отметить что сварку можно производить во всех пространственных положениях кроме вертикального сверху вниз. Сварочные электроды озл-8 Сварка электродами ОЗЛ-8 можно производить во всех пространственных кроме вертикального сверху вниз. Для сварки электродом ОЗЛ-8 нужно использовать ток постоянный и он должен быть обратной полярности. Электроды ОЗЛ-8 отличаются от других видов тем, что они имеют высокие гигиенические показатели. Сварочные электроды лэз-8 Данные электроды специально разработаны для сварки нержавейки и для сталей таких как 08X18Н10, 12X18Н9 ,08Х18Н10Т. Из особенностей можно отметить то что сварку можно производить как постоянным так и переменным током. Сварку можно производить во всех положениях в пространстве кроме вертикального сверху вниз. Сварочные электроды цт-15 Электродами цт-15 варят хромоникелевые стали таких марок как 12Х18Н9Т, Х20Н12Т-Л, Х16Н13Б и 12Х18Н12Т. Сварку данным электродом нужно производить постоянным током обратной полярности. Сварочные электроды цл-9 Что производит впечатление в электродах цл-9 так это его расход. Для диаметра четыре миллиметра он составляет всего один и семь килограмма на один килограмм наплавленного металла. Предназначены для сварки нержавеющих сталей марок 12Х18Н10Т, 08Х13, 12Х18Н9Т. Сварочные электроды нж-13 Для сварки нержавеющей стали можно использовать электроды марки нж-13. Они предназначены для сварки каррозийностойких сталей. Как обычно мы спрашиваем какими электродами варить нержавейку ответ очевиден конечно же нж-13. Сварочные электроды кти-5 Предназначены для паровых и газовых турбин, а так же для конструкций из литья. Используются при строительстве крупных заводов или создании какой-нибудь техники больших размеров. Сварочные электроды уони-13 Электроды уони выпускаются нескольких марок. Например уони 13\45 и уони 13\55 или вот электроды уони 13\нж для сварки конструкций из хромистых сталей типов 08Х13 и 12Х1. Сварка во всех положениях в пространстве, а так же для сварки данными электродами нужно использовать постоянный ток обратной полярности. Сварочные электроды ниат-1 Покрытие данных электродов рутиловое основное. Расход электродов один и шесть килограмма электродов на килограмм наплавленного металла если диаметр электрода четверка. Временное сопротивление разрыву 640 мега паскаль учитывая что у многих электродов он является несколько меньшим. Сварочные электроды озл-20 Покрытие электродов ОЗЛ-20 позволяет вам вести сварку во всех положениях в пространстве. Сварочный шов наложенный данными электродами имеет в своем составе химические элементы как - сульфур, карбон, никель, хром, магний, молибден, силиций и фосфор. Сварочные электроды озл-36 Основное назначение данных электродов сварка ответственных изделий из коррозионно стойких хромоникелевых сталей. Сварку нужно производить постоянным током обратной полярности. Расход данных электродов один килограмм наплавленного металла на полтора килограмма электродов. Сварочные электроды лэз-99 Данный электрод предназначен для сварки оцинковки, а так же для сварки углеродистых и низколегированных сталей с высоколегированными сталями аустенитного класса. Электроды ЛЭЗ-99 производятся диаметром 3, 4 и 5 миллиметров. Сварочные электроды зио-8 Электрод зио-8 предназначен для ответственных конструкций из двухслойной стали. Сварку можно производить всех положениях в пространстве кроме вертикального сверху вниз. Выполнять сварку нужно при постоянном токе обратной полярности. Сварочные электроды озл-6 Предназначены данные электроды для жаропрочных сталей и деталей литья. Расход электродов 1.6 килограмма на килограмм наплавленного металла. Из особенностей можно отметить то что с помощью данных электродов возможно произвести сварку хромистых сталей типа 15Х25Т. Сварочные электроды эа-400 Сварку данными электродами нужно производить постоянным током обратной полярности. Предназначены для сварки металлов устойчивых к коррозии. Нельзя после сварки производить термообработку и выдержит данный шов только 350 градусов и не больше при работе а агрессивных средах. Сварочные электроды к-04 Этими электродами можно варить высоколегированные жаростойкие стали, ну в общем они для этого и предназначены. Расход данных электродов довольно не большой всего один пятьдесят пять килограмма электрода на один килограмм наплавленного металла.
Электроды для сплавов на никелевой основе.
Сварочные электроды цт-28
Данными электродами можно произвести сварку оборудования жаростойких и жаропрочных сплавов которые имеют в своей основе такой химический элемент как никель. Марки стали для которых разработаны электроды именуются как ХН78Т ХН70ВМЮТ, а так же можно производить сварку подобных сталей в которых имеется в основе никель.
Сварочные электроды озл-25б
Электроды данного вида разработаны для сварки изделий которые изготовлены из коррозионно стойких жаростойких и жаропрочных сплавов марки типа ХН78Т, а так же можно производить сварку хладостойких и разнородных сталей и чугуна.
Сварочные электроды озл-17у
Предназначены для сварки изделий из нержавеющих сплавов типов 06ХН28МДТ 03ХН28МДТ, а так же для сварки стали марки 03Х21Н21М4ГБ.Основное предназначение для сварки сталей сплавов которые работают в средах с серной и фосфорных кислот с примесями фтористых соединений.
Электроды для сварки разнородных и высоколегированных сталей.
Сварочные электроды нии-48г Электроды предназначены для сварки металлов с высоким содержанием марганца. расход электродов один и семь килограмма на один килограмм наплавленного металла. Жаростойкость швов данных электродов достигает восьмисот градусов по Цельсию. Сварочные электроды ниат-5 Данные электроды предназначены для сварки разнородных и высоколегированных сталей. Перед сваркой желательно прокалить электроды в специально печи для прокалки. Расход электродов при диаметре в четыре миллиметра 1.6 килограмма на один килограмм наплавленного металла. Сварочные электроды анжр-1 Если вы искали электроды для сварки разнородных сталей то вы их нашли. Данные электроды могут варить жаропрочные стали и при этом не требуют перед сваркой предварительного подогрева. Предназначены для ответственных конструкций у которых рабочая температура не превышает 550 - 600 градусов по Цельсию. Сварку производят во всех положениях в пространстве постоянным током обратной полярности. Сварочные электроды анжр-2 Эти электроды предназначены для сварки теплоустойчивых и закаленных сталей без предварительного подогрева и последующей обработки после сварки. Данные электроды похожи на анжр-1 и отличаются лишь несколькими параметрами и свойствами. Сварочные электроды эа 981/15 Если у вас есть желание сварить какую то ответственную конструкцию то данные электроды это то что вам нужно. В основном их назначение заключается в том что они предназначены для сталей которые являются высоколегированными с повышенной прочностью.Хочу заметить что сварку производят во всех положениях в пространстве постоянным током обратной полярности. Сварочные электроды ЭА-395/9 Данными электродами варят ответственные конструкции. Основное предназначение: Для сварки таких сталей которые относятся к аустенитному классу. Марки сталей для сварки 08Х18Н10Т, 10Х17Н13М2Т и похожих на эти марки. сварку производят постоянным током обратной полярностью. Сварочные электроды озл 19 Эти электроды предназначены для сварки дефектов литья и конструкций которые состоят из высокомарганцовистой стали марок типа 110Г13Л . А так же эту марку стали можно варить с другими сталями и даже легированными сталями типа 30ХГСА и углеродистыми типами например тип 35.Электроды для сварки теплоустойчивых и легированных сталей.
Сварочные электроды цл-39 Данными электродами можно варить котлы и трубы которые подвержены воздействию температур до 585 градусов по Цельсию. Сварку можно производить во всех положениях в пространстве, а так же не нужно забывать что это нужно делать на постоянном токе обратной полярности. Сварочные электроды тмл-3у Сварка данными электродами производится на постоянном токе обратной полярности.основное предназначение данных электродов это сварка паропроводов и подобных сталей, но хочу заметить что они разработаны для особых марок сталей таких как 12Х1МФ 15Х1М1Ф 20ХМФЛ 15Х1М1ФЛ. При сварке нужно учитывать что рабочая температура свариваемого металла не должна превышать 570 градусов по Цельсию. Сварочные электроды тмл-1у Так же как и с электроды тмл-3у предназначены для трубопроводов , но отличаются данный вид электродов предназначением к металлу и рабочей температурой. И так давайте рассмотрим основные параметры. Сварка паропроводов которые состоят из сталей таких марок как 12МХ 15МХ 12Х1МФ 15Х1М1Ф 20ХМФЛ. а так же нужно помнить что рабочая температура 570 градусов по Цельсию. Сварочные электроды цл-17 Данными электродами производят сварку конструкций из хромомолибденовых сталей. Стоит заметить что у данных электродов есть предназначение для особых марок сталей таких как 15Х5М 12Х5МА 15Х5МФА . Замечу что можно варить эти стали которые так же работают в агрессивных средах и рабочая температура не превышает четыреста пятьдесят градусов по Цельсию. Сварочные электроды тмл-5 У данных электродов специальное назначение. Они предназначены для сварки дефектов литья. Электродами данной марки варят не простое литье , а изделия энергооборудования которые состоят из сталей марок 20ХМЛ 20ХМФЛ 15Х1М1ФЛ и им подобных. После сварки не нужно выполнять термообработку. Сварка постоянным током обратной полярностью во всех положениях в пространстве кроме вертикального сверху вниз.Электроды для наплавки.
Сварочные электроды нр-70 Данные электроды предназначены для наплавки таких металлов которые постоянно подвергаются нагрузкам трению ударам и прочим видам. В основном можно назвать несколько изделий для которых они предназначены это Рельсы из мартеновской стали и крестовины и прочие изделия. Проволока из которых изготавливают стержень маркируется как Св-08 Св-08А по ГОСТ 2246-70. Не предназначены для рельсов изготовленных из бессемеровской стали. Сварочные электроды т-590 Сварочные электроды Т-590 предназначены для наплавки металла на детали, которые работают при умеренных ударных нагрузках. Также их используют для наплавки металла, который в дальнейшем будет подвержен абразивному износу. Помимо этого сварочные электроды Т-590 применяют для наплавки металла на изделия, которые будут работать в песчаном грунте, камнях, шлаки, а также для наплавки металла на детали шлаковых дробилок. Как видите, сварочные электроды Т-590 широко используются для наплавки металла. Сварочные электроды Т-620 Электроды Т-620 позволят производить наплавку металла на изношенных деталях которые работают в абразивной среде либо подвергается ударной нагрузки. Наплавку металла производят в нижнем положении сварочного шва и используют при этом переменный ток прямой полярности. Сварочные электроды озн-6 Предназначены для наплавки быстроизнашивающихся деталей работающих в условиях абразивного изнашивания и ударных нагрузок. Наплавка производится в нижнем вертикальном и ограниченно потолочном положении. Сварка производят как переменным током и постоянным током обратной полярности. Сварочные электроды озм-3 Предназначены для наплавки без предварительного подогрева или с малым подогревом в пределах от ста пятидесяти до трехсот пятидесяти градусов по Цельсию.Для наплавки меди марок по ГОСТу 859-78,которые содержат не более 0,01% кислорода.Сварка и наплавка производится в нижнем и наклонном положениях шва в пространстве постоянным током обратной полярности. Сварочные электроды цн-6л ЦН-6Л используют для наплавки металла уплотнительных поверхностей. Электродами ЦН-6Л можно производить наплавку на поверхностях различных деталей арматуры и котлов, которые работают при температуре не превышающую 570 градусов по Цельсию, а так же котлы которые работают под давлением до 7800 МПа. Сварочные электроды цн-12м Данные электроды предназначены для наплавки таких деталей либо агрегатов которые работают под высоким давлением либо при высокой температуре. Наплавка производится постоянным током обратной полярности. Стоит заметить что наплавка производится только нижним положении. Сварочные электроды лэз-4 Электроды ЛЭЗ 4 предназначены для наплавки, а также для заварки дефектов литья в железнодорожных крестовинах. Еще данные электроды используются для наплавки металла высокомарганцовистых сталей. При наплавке 1 килограмма металла Вам нужно будет задействовать не менее 1.65 килограмма электродов ЛЭЗ-4. Сварочные электроды озн-300м Электроды ОЗН-З00М применяют для наплавки металла на детали которые состоят из углеродистой или либо низколегированной стали, а так же можно производить наплавку деталей которые находятся в постоянном трении или в условиях ударных нагрузок. Сварочные электроды озн-400м С помощью данных электродов осуществляется наплавка деталей и изделий которые работают в условиях трения и ударных нагрузок. Наплавочные электроды ОЗН-400М бывают только диаметром 4 и 5 миллиметров. Сварочные электроды анп-13 Основное отличие электродов АНП-13 от других наплавочных электродов в том что они предназначены для наплавки изношенных в результате сухого трения. Сварочные электроды омг-н Электроды предназначены для наплавки железнодорожных изделий которые состоят восокомарганцовистой стали такой марки как 110Г13Л. Наплавку можно производить как в нижнем положении так и в наклонном положении, а так же нельзя забывать что производить наплавку нужно постоянным либо переменным током.
Электроды для сварки и наплавки чугуна.
Сварочные электроды цч-4 Хорошие электроды для наплавки ремонтных действий связанных с серым ковким и высокопрочным чугуном. Не требуют перед сваркой дополнительного подогрева чугуна что очень удобно. Сварочные электроды озч-2 Сварку можно производить без предварительного подогрева в местах сварки. Предназначены данные электроды для наплавки и заварки дефектов литья из серого либо ковкого чугуна. Сварка производится в нижнем и вертикальном положении постоянным током обратной полярности. Сварочные электроды озч-6 Данными электродами производят сварку чугуна. Перед использованием рекомендуется произвести прокалку при температуре двести десять градусов по Цельсию. Сварочные электроды нч-2 Электродами НЧ-2 производится сварка и наплавка чугуна. С помощью данных электродов производят ремонт деталей из высокопрочного, ковкого и серого чугуна. Для сваривания НЧ-2 нужно использовать ток: 70 – 110 Ампер, 100 – 140 Ампер и 140 – 190 Ампер соответственно по возрастанию перечисления диаметров электродов. Сварочные электроды мнч-2 Электроды МНЧ-2 можно варить без предварительного подогрева чугуна. Предназначены для заварки дефектов литья и наплавки чугуна. Сварка и наплавка с применением электродов МНЧ-2 производится в нижнем и вертикальном положении. Сварку нужно производить на постоянном токе обратной полярности.Электроды для сварки и наплавки меди а так же цветных металлов.
Сварочные электроды анц Сварочные электроды АНЦ предназначены для сварки и наплавки изделий, которые выполнены из технически чистой меди. Содержание кислорода в данном виде меди должно составлять не более 0,01%. Также с использованием электродов АНЦ Вы можете производить сваривание и наплавку металла низколегированных сплавов, в основе которых лежит медь. Сварочные электроды комсомолец-100 При сваривании ответственных металлических конструкций большинство профессиональных сварщиков используют электроды Комсомолец-100. Как Вы понимаете, профессиональные сварщики не будут использовать непроверенный инструмент или же сварочное оборудование низкого качества, не соответствующего цене. Сварочные электроды озб-2м Электродами ОЗБ-2М производят сварку и наплавку бронз, а так же заварку разичных дефектов бронзового литья. Сварку нужно производить в нижнем, горизонтальном и вертикальном положении в пространстве. Сварку производят постоянным током обратной полярности.Электроды для резки металлов.
Сварочные электроды озр-1Электроды для сварки алюминия и его сплавов.
Сварочные электроды ОЗА-1 Не редко бывает так что приходится сталкиваться с тем что нужно произвести сварку алюминия, а как правило для этого нужна профессиональная сварка, но выход есть это сварка ручной дуговой сваркой электродами по алюминию например такими как оза-1 и его аналогами.elektrod-3g.ru
Особенности сварки нержавеющей стали 12х18н10т
Сталь 12Х18Н10Т относиться к хорошо свариваемым. Характерной
особенностью сварки этой стали является возникновение
межкристаллитной коррозии. Она развивается в зоне термического
влияния при температуре 500-800С. При пребывании металла в таком
критическом интервале температур по границам зерен аустенита
выпадают карбиды хрома. Все это может иметь опасные последствия -
хрупкие разрушения конструкции в процессе эксплуатации.
Чтобы добиться стойкости стали нужно исключить или ослабить эффект
выпадения карбидов и стабилизировать свойства стали в месте сварного
шва.
Методы сварки
При сварке аустенитного нержавеющего проката следует учитывать
следующие отличия его физических свойств от свойства углеродистого
проката: уделенное электрическое сопротивление примерно в шесть раз
больше точка плавления примерно на 100С ниже теплопроводность
составляет около одной трети от соответствующего показателя
углеродистого проката. коэффициент теплового расширения по длине
примерно на 50% больше На практике сварку можно выполнять с помощью
любых методов сварки: Ручная дуговая сварка обычно при толщине
материала более 1,5 мм Дуговая сварка вольфрамовым электродом в
инертном газе (TIG) для сварки тонких листов и труб Дуговая сварка
плавящимся электродом в инертном газе / Сварка в среде активных
газов (MIG/MAG)отличается высокой производительностью импульсная
дуговая сварка плавящимся электродом в инертном газе, для листов
толщиной 0,8 мм сварка короткой дугой плавящимся электродом в
инертном газе, для листов толщиной менее 0,8-3,0 мм сварка дугой со
струйным переносом металла, плавящимся электродом в инертном газе,
для листов толщиной более 3,0 мм. Плазменная сварка может применяться
для широкого диапазона толщины применяется все более широко. Дуговая
сварка под флюсом для материалов толщиной более 10 мм. Сварка
сопротивления точечная и роликовая сварка тонких листов.
Последующая обработка сварных швов
На поверхности сварного соединения образуется пористый оксидный
слой, содержащий в основном хром. Этот слой в значительной степени
ослабляет стойкость соединения к коррозии. Хром оксидного слоя в
основном материале возникает из стали, вследствие чего под оксидным
слоем образуется т.н. со сниженным содержанием хрома. Если
существует необходимость, чтобы стойкость сварного соединения к
коррозии была столь же высокой, как и у основного материала,
оксидный слой и зону со сниженным содержанием хрома следует удалить,
т.е. сварное соединение должно пройти последующую обработку.
Термообработка
В данном случае под термообработкой понимается растворение внутри
стальной конструкции (более 1000 С), с помощью которого сглаживаются
возникшие различия присадочных материалов.
Механические методы последующей обработки
Следует всегда помнить, что разрешается использовать только те
рабочие принадлежности, которые предназначены для обработки нержавеющего проката: шлифовальные ленты и круги, предназначенные
для обработки нержавеющего проката щетки из нержавеющей стали дроби
из нержавеющей стали при дробеструйной обработке (Внимание! С
помощью стальных или стеклянных дробей или песка иногда нельзя
обрабатывать другие материалы, напр., углеродистую сталь)
Травление
Травление является наиболее эффективным методом последующей
обработки сварных швов. При правильном выполнении травление
позволяет устранить и вредный оксидный слой, и зону со сниженным
содержанием хрома. Травление выполняется путем погружения,
поверхностного нанесения или покрытия пастой в зависимости от
условий. Чаще при травлении используется смешащая кислота: азотная
кислота/фтористоводородная кислота (плавиковая кислота) в следующих
пропорциях:
8 – 20 % HNO3 (азотная кислота) 0,5 – 5 % HF (фтористоводородная
кислота) остальные компоненты Н2О (вода)
Время травления аустенитного нержавеющего проката зависит от
концентрации кислот, температуры, толщины окалины и сорта проката
(т.н. кислотоупорный прокат требует более продолжительного времени
обработки по сравнению с нержавеющим прокатом). Доведение степени
шероховатости сварного шва до соответствующего показателя основного
листа путем шлифования или полирования после травления еще более
увеличивает стойкость конструкции к коррозии.
Это интересно: свойства нержавейки
ooo-novstal.ru
|
www.domsvarki.ru
Электроды для сварки коррозионно-стойких сталей и сплавов
Темы: Электроды сварочные, Сварка стали , Ручная дуговая сварка.
Электроды этой группы обеспечивают получение сварных соединений, обладающих требуемой стойкостью против коррозии в атмосферной, кислотной, щелочной и других агрессивных средах.
Некоторые электроды данной группы имеют более широкую область применения и их можно использовать не только для получения соединений с требуемыми коррозионной стойкостью, но и как электроды, обеспечивающие высокую жаростойкость и жаропрочность металла шва.
Согласно действующей классификации к высоколегированным сталям относят сплавы, содержание железа в которых более 45%, а суммарное содержание легирующих элементов не менее 10%, считая по верхнему пределу при концентрации одного из элементов не менее 8% по нижнему пределу. К сплавам на никелевой основе относят сплавы с содержанием не менее 55% никеля. Промежуточное положение занимают сплавы на железоникелевой основе.
В соответствии с ГОСТ 10052-75 электроды для сварки высоколегированных коррозионно-стойких, жаростойких и жаропрочных сталей и сплавов по химическому составу наплавленного металла и механическим свойствам металла шва и наплавленного металла классифицированы на 49 типов (например, электроды типа Э-07Х20Н9, Э-10Х20Н70Г2М2Б2В, Э-28Х24Н16Г6). Наплавленный металл значительной части электродов, регламентируется техническими условиями предприятий - изготовителей.
Химический состав и структура наплавленного металла электродов для сварки высоколегированных сталей и сплавов отличаются (иногда существенно) от состава и структуры свариваемых материалов. Выбирая электроды, внимание обращают на обеспечение: основных эксплуатационных характеристик сварных соединений (механических свойств, коррозионной стойкости, жаростойкости, жаропрочности), стойкости металла шва против образования трещин, требуемого комплекса сварочно-технологических свойств.
Электроды для сварки высоколегированных сталей и сплавов имеют покрытия основного, рутилового и рутилово-основного видов.
Из-за низкой теплопроводности и высокого электросопротивления скорость плавления, а следовательно и коэффициент наплавки электродов со стержнями из высоколегированных сталей и сплавов существенно выше, чем у электродов для сварки углеродистых, низколегированных и легированных сталей. Вместе с тем повышенное электросопротивление металла электродного стержня обуславливает необходимость применения при сварке пониженных значений тока и уменьшения длины самих стержней (электродов). В противном случае из-за чрезмерного нагрева стержня возможен перегрев покрытия и изменение характера его плавления, вплоть до отваливания отдельных кусков.
Сварка, как правило, производится постоянным током обратной полярности.
| Электроды | Тип электродов по ГОСТ 10052-75 или тип наплавленного металла | Диаметр, мм | Основное назначение | Дополнительная или сопутствующая области применения |
| УОНИ-13/НЖ 12Х13 | Э-12Х13 | 2,0;2,5;3,0; 4,0;5,0 | Сварка хромистых сталей типа 08Х13, 12Х13 | Наплавка уплотнительных поверхностей стальной арматуры |
| ОЗЛ-22 | Э-02Х21Н10Г2 | 3,0;4,0 | Сварка оборудования из сталей типа 04Х18Н10, 03Х18Н12, 03Х18Н11, работающего в окислительных средах, подобных азотной кислоте | |
| ОЗЛ-8 | Э-07Х20Н9 | 2,0;2,5;3,0; 4,0;5,0 | Сварка сталей типа 08Х18Н10, 12Х18Н9, 08Х18Н10Т, когда к металлу шва не предъявляют жесткие требования стойкости к межкристаллитной коррозии (далее -МКК) | |
| ОЗЛ-8С | 08Х20Н9КМВ | 2,5;3,0;4,0 | Сварка сталей типа 08Х18Н10, 12Х18Н9, 08Х18Н10Т, когда к металлу шва не предъявляют жесткие требования стойкости к МКК | Сварка с повышенной производительностью |
| ОЗЛ-14 | Э-07Х20Н9 | 3,0;4,0 | Сварка сталей типа 08Х18Н10, 12Х18Н9, 08Х18Н10Т, когда к металлу шва не предъявляют жесткие требования стойкости к МКК | Возможна сварка переменным током |
| ОЗЛ-14А | Э-04Х20Н9 | 3,0;4,0;5,0 | Сварка сталей типа 08Х18Н10, 08Х18Н10Т, 06Х18Н11, 08Х18Н12Т, когда к металлу шва предъявляют требования стойкости к МКК | |
| ОЗЛ-36 | Э-04Х20Н9 | 3,0;4,0 5,0 | Сварка сталей типа 08Х18Н10, 06Х18Н11, 08Х18Н12Т, 08Х18Н10Т, когда к металлу шва предъявляют требования стойкости к МКК | |
| ЦЛ-11 | Э-08Х20Н9Г2Б | 2,0;2,5;3,0; 4,0;5,0 | Сварка сталей типа 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б, когда к металлу шва предъявляют жесткие требования стойкости к МКК | Сварка оборудования из сталей типа 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б для пищевой промышленности |
| ЦЛ-11СЧ | Э-08Х20Н9Г2Б | 2,5;3,0;4,0 | Сварка сталей типа 08Х18Н10, 08Х18Н12Б и 08Х18Н10Т, когда к металлу шва предъявляют требования стойкости к МКК | |
| ОЗЛ-7 | Э-08Х20Н9Г2Б | 2,0;2,5;3,0; 4,0;5,0 | Сварка сталей типа 08Х18Н10, 08Х18Н12Б, 08Х18Н10Т, когда к металлу шва предъявляют жесткие требования стойкости к МКК | Сварка оборудования из сталей типа 08Х18Н10, 08Х18Н12Б, 08Х18Н10Т для пищевой промышленности |
| ЦТ-15 | Э-08Х19Н10Г2Б | 2,0; 2,5; 3,0; 4,0; 5,0 | См. группу Электроды для сварки жаростойких и жаропрочных сталей и сплавов | Сварка сталей типа 12Х18Н9Т, 12Х18Н12Т, Х20Н12Т-Л, Х16Н13Б, когда к металлу шва предъявляют жесткие требования стойкости к МКК |
| ЦЛ-9 | Э-10Х25Н13Г2Б | 3,0;4,0;5,0 | Сварка двухслойных сталей со стороны легированного слоя из сталей типа 12Х18Н10Т, 12Х18Н9Т, 08Х13, когда к металлу шва предъявляют требования стойкости к МКК | |
| ОЗЛ-40 | 08Х22Н7Г2Б | 3,0;4,0 | Сварка сталей марок 08Х22Н6Т, 12Х21Н5Т | |
| ОЗЛ-41 | 08Х22Н7Г2М2Б | 3,0;4,0 | Сварка стали марки 08Х21Н6М2Т | Возможна сварка стали марки 03Х24Н6АМ3 |
| ОЗЛ-20 | Э-02Х20Н14Г2М2 | 3,0;4,0 | Сварка оборудования из сталей типа 03Х16Н15М3, 03Х17Н14М2, работащего в средах высокой агрессивности | Возможна сварка оборудования из стали 08Х17Н15М3Т, работающего в средах высокой агрессивности |
| ЭА-400/10У | 08Х18Н11М3Г2Ф | 2,0;2,5;3,0; 4,0;5,0 | Сварка оборудования из сталей типа 08Х18Н10Т, 10Х17Н13М2Т, работающего в агрессивных средах при температуре до 350°С, когда к металлу шва предъявляют требования стойкости к МКК | |
| ЭА-400/10Т | ||||
| ЭА-400/10СЭ | ||||
| НЖ-13 | Э-09Х19Н10Г2М2Б | 3,0;4,0;5,0 | Сварка оборудования из сталей типа 10Х17Н13М3Т, 08Х21Н6М2Т, 10Х17Н13М2Т, работающего при температуре до 350°С, когда к металлу шва предъявляют требования к стойкости к МКК | |
| НЖ-13С | Э-09Х19Н10Г2М2Б | 2,5;3,0;4,0;5,0 | Сварка оборудования из сталей типа 10Х17Н13М2Т, 10Х17Н13М3Т и 08Х21Н6М2Т, работающего при температуре до 350°С, когда к металлу шва предъявляют требования стойкости к МКК | Высокая производительность сварки |
| НИАТ-1 | Э-08Х17Н8М2 | 2,0;2,5;3,0; 4,0;5,0 | Сварка сталей типа 08Х18Н10, 12Х18Н10Т и 10Х17Н13М2Т, когда к металлу шва предъявляют требования стойкости к МКК | |
| ОЗЛ-3 | 14Х17Н13С4Г | 3,0;4,0;5,0 | Сварка оборудования из стали 15Х18Н12С4ТЮ, работающего в средах повышенной агрессивности, когда к металлу шва не предъявляют требования стойкости к МКК | |
| ОЗЛ-24 | 02Х17Н14С5 | 3,0;4,0 | Сварка оборудования из сталей типа 02Х8Н20С6, работающего в условиях производства 98%-ной азотной кислоты | |
| ОЗЛ-17У | 03Х23Н27М3Д3Г2Б | 3,0;4,0 | Сварка оборудования из сплавов марок 06ХН28МДТ, 03ХН28МДТ и стали 03Х21Н21М4ГБ преимущественно толщиной до 12 мм, работающего в средах серной и фосфорной кислот с примесями фтористых соединений | |
| ОЗЛ-37-2 | 03Х24Н26М3Д3Г2Б | 3,0;4,0 | Сварка оборудования из сплавов марок 03Х23Н25М3Д3Б, 06ХН28МДТ, 03ХН28МДТ и стали 03Х21Н21М4ГБ преимущественно толщиной до 12 мм, работающего в средах серной и фосфорной кислот с примесями фтористых соединений | |
| ОЗЛ-21 | Э-02Х20Н60М15В3 | 3,0 | Сварка оборудования из сплавов типа ХН65МВ, ХН60МБ, работающего в высокоагрессивных средах, когда к металлу шва предъявляют требования стойкости к МКК | |
| ОЗЛ-25Б | Э-10Х20Н70Г2М2Б2В | 3,0;4,0 | См. группу Электроды для сварки жаростойких и жаропрочных сталей и сплавов | Сварка коррозионно-стойких конструкций и оборудования из сплава ХН78Т |
- < Электроды для сварки теплоустойчивых сталей: список марок
- Электроды для сварки жаростойких и жаропрочных сталей и сплавов >
weldzone.info
Электроды для сварки нержавеющих сталей ОК 61.80 Ø3,2 мм
- AWS A5.4 E308L-17
- ISO 3581-A E 19 9 L R 1 2
- ГОСТ 10052-75Е E308L-17
- EN 1600
Универсальный электрод общетехнического назначения для сварки изделий, которые эксплуатируются при температурах до 400°С из коррозионностойких хромоникелевых сталей марок 12Х18Н9Т, 12Х18Н10Т, 12Х18Н12Т, AISI 321, 347 и им подобных, когда к металлу шва предъявляются жесткие требования по стойкости к межкристаллитной коррозии.
- Покрытие марки – рутилово-кислое
- Производительность наплавки (для диаметра 4,0 мм) – 2 кг/ч
- Расход электродов на 1 кг наплавленного металла – 1.61 кг
- Ток - AC/DC
Положения сварки: 1, 2, 3, 4, 6
Типичные механические свойства металла шва сварочных электродов
| 620 | 480 | 40 | 75 |
Типичный химический состав наплавленного металла марки, %
| 0,030 | 0,60 | 0,70 | max 0,020 | max 0,025 | 19,5 | 0,29 | 10 |
Геометрические размеры и сила тока при сварке
| 2,5 | 300 | 50-90 |
| 3,2 | 350 | 70-130 |
| 4,0 | 350 | 90-180 |
| 5,0 | 350 | 140-250 |
| 48 |
| 27 |
| 16 |
| 10 |
Особые свойства ОК 61.80
Обмазка обладает низкой гигроскопичностью, а наплавленный металл низким содержанием углерода. Электрод характеризуется великолепными сварочно-технологическими свойствами, минимальным количеством брызг и отличной отделяемостью шлака. Содержание ферритной фазы в наплавленном металле в исходном после сварки состоянии составляет 3…7% (FN 6-12).
Прокалка перед сваркой: 330-370°С, 2 часа
электроды для сварки OK 61.30 O2.0
| Марка | 61.80 |
| Тип сварочного тока | AС/DC |
| Вид свариваемого металла | 12Х18Н9Т, 12Х18Н10Т, 12Х18Н12Т, AISI 321, 347 |
| ГОСТ | 10052-75Е E308L-17 |
| Сила тока при сварке, А | 70-130 |
| ISO | 3581-A E 19 9 L R 1 2 |
| AWS | A5.4 E308L-17 |
| Предел прочности, МПа | 620 |
| Предел текучести, МПа | 480 |
| Относительное удлинение, % | 40 |
| Диаметр электрода, мм | 3,2 |
| Производительность наплавки | 2 кг/ч |
| Расход электродов на 1 кг наплавленного металла | 1.61 кг |
| Ударная вязкость, Дж/кв.см | 75 |
| Прокалка перед сваркой: | 330-370°С, 2 часа |
| Тип покрытия | рутилово-кислое |
| Вес, кг | 1.7 |
www.svarcka.ru
| ТИП Э-08Х19Н10Г2Б | Для коррозионностойких сталей | |||
Марка электрода / проволокиОбозначение кода по ГОСТ Область применения Технологические особенности | Покрытие | Род,полярность тока | Коэффициент наплавки, г/А×ч | Положение в пространстве |
ЦТ-15 / 07Х19Н10БЕ- 2453 - Б20 | Б | = ( + ) | 11,0 | |
ЗИО-3 / 07Х19Н10БЕ - 2403 - Б20 | Б | = ( + ) | 12,5 | |
| Для сталей с содержанием никеля до 16% 08Х18Н10Т, 12Х18Н12Т, 08Х18Н12Б и др., работающих в окислительных средах. Жаропрочность до 650°С | ||||
| ТИП Э-07Х20Н9 | Для коррозионностойких сталей | |||
ОЗЛ-8 / 04Х19Н9Е - 2304 - Б20 | Б | = ( + ) | 14,0 | |
| ОЗЛ-14 / 04Х19Н9Е - 2004 - РБ24 | РБ | ˜= ( +, - ) | 11,0 | |
| УОНИ-13/НЖ/01Х19Н9Е - 2006 - Б20 | Б | = ( + ) | 10,5 | |
Для сталей 08Х18Н10, 12Х18Н9, 12Х18Н10Т и др., когда к металлу шва не предъявляются жесткие требования по стойкости против межкристаллитной коррозии. Сварка короткой дугой по зачищенным кромкам | ||||
ЛЭЗ-8/04Х19Н9Е - 2004 - Р26 | Р | = ( + ) | 12,5 | |
Для сталей 08Х18Н10, 12Х18Н9, 12Х18Н10Т и др., когда к металлу шва не предъявляются жесткие требования по стойкости против межкристаллитной коррозии. | ||||
ОЗЛ-8СЕ - 2000 - П20 | П | = ( + ) | 12,0 | |
Для сталей 08X18Н10, 12Х18Н9, 12Х18Н10Т и др., когда к металлу шва не предъявляются жесткие требования по стойкости против межкристаллитной коррозии. Сварка короткой дугой по зачищенным кромкам | ||||
ЦТ-50/01Х19Н9 Е - 2004 - РБ36 | РБ | ˜= ( +, - ) | 11,0 | |
Для сталей 08Х18Н10, 12Х18Н9,12Х18Н10Т и др., когда к металлу шва предъявляются жесткие требования по стойкости против межкристаллитной коррозии. Сварка короткой дугой по зачищенным кромкам | ||||
| ТИП Э-08Х19Н9Ф2Г2СМ | Для коррозионностойких сталей | |||
ЭА-606/10 / 05Х19Н9Ф3С2Е - 2006 - Б20 | Б | = ( + ) | 11,0 | |
Для сталей 09Х17Н7Ю, 09X15Н8Ю и других, а также для сталей 14Х17Н2 и др. | ||||
| Тип Э-07Х19Н11МЗГ2Ф | Для коррозионностойких сталей | |||
ЭА-400/10У 1 04Х19Н11М3E - 2204 - Б20 | Б | = ( + ) | 12,0 | |
| ЭА-400/10Т /04Х19Н11М3E - 2004 - Б20 | Б | = ( + ) | 12,0 | |
| ЦЛ-11 /07Х19Н10БЕ-2105-РБ20 | РБ | = ( + ) | 10,5 | |
Для сталей 08Х18Н10Т, 12Х18Н10Т, 08Х17Н13М2Т и др., работающих в жидких агрессивных средах при температурах до 350°С и не подвергающихся после сварки термической обработке. Пригодны для наплавки антикоррозионного покрытия. Стойкость против межкристаллитной коррозии обеспечивается в состоянии после сварки и после аустенизации. Электроды ЭА-400/10Т обеспечивают лучшую, чем ЭА-400/10У, отделяемость шлака. Электроды ЦЛ-11 для более коррозионностойких сталей | ||||
| Тип Э-08Х19Н9Ф2С2 | Для коррозионностойких сталей | |||
ЭА-606/11 /08Х19Н9Ф2С2Е-2007-Б20 | Б | = ( + ) | 12,0 | |
Для сталей 08Х18Н10Т, 12Х18Н9Т и др., работающих при температурах до 350°С и не подвергающихся после сварки термической обработке. Не рекомендуются для сварки сталей, не легированных титаном или ниобием | ||||
ГЛ-2 /08Х19Н9Ф2С2E - 2006 - Б30 | Б | = ( + ) | 10,5 | |
Для сталей 08Х18Н10Т, 12Х18Н9Т и др., работающих при температурах до 350°С и не подвергающихся после сварки термической обработке. Не рекомендуются для сварки сталей, не легированных титаном или ниобием | ||||
| Тип Э-08Х19Н10Г2МБ | Для коррозионностойких сталей | |||
ЭА-898/21 /08Х19Н10Г2БE - 2304 - Б20 | Б | = ( + ) | 10,5 | |
Для сталей 08Х18Н10Т, 08Х17Н13М2Т и др., работающих в окислительных и малоокислительных средах при температурах до 350°С и подвергаемых после сварки термической обработке | ||||
| Тип Э-07Х20Н9 | ||||
ОЗЛ-З6 / 01Х19Н9Е - 2056 - РБ20 | РБ | = ( + ) | 13,5 | |
| ОЗЛ-14А / 01Х19Н9Е - 2056 - Р20 | Р | ˜= ( + ) | 11,0 | |
| АНВ-32 / 01Х19Н9Е - 2056 - Б20 | Б | = ( + ) | 10,5 | |
| УОНИ-13 / НЖ - 2/01Х19Н9Е - 2006 - Б20 | Б | = ( + ) | 10,5 | |
Для сталей 08Х18Н10Т, 06Х18Н11, 08Х18Н12Т, 04Х18Н10 и др., когда к металлу шва предъявляются требования по стойкости против межкристаллитной коррозии как в исходном состоянии, так и после кратковременных выдержек в интервале критических температур. Жаростойкость до 800°С без серосодержащих газов | ||||
| Тип Э-02Х20Н14Г2М2 | Для коррозионностойких сталей с пониженным содержанием углерода | |||
ОЗЛ-20 / 01Х17Н14М2E - 2001 - П30 | П | = ( + ) | 13,5 | |
Для сталей 03X16h25M3, 03Х17Н14М2 при жестких требованиях к швам по стойкости против межкристаллитной коррозии | ||||
weldering.com
Сварка 12х18н10т
Сварка - очень важный процесс в любом производстве, где имеют дело с металлом. Сварка известна достаточно давно, ещё с 7-го века до нашей эры. Тогда применялась кузнечная сварка, когда нагретые детали спрессовывались под ударами молота. Но со временем технология сварки, всё более или более совершенствовалась.
Но сварные соединения зачастую не блистали своим качеством и были не вполне надёжны. Что, в свою очередь, приводило в разрывам в местах швов.
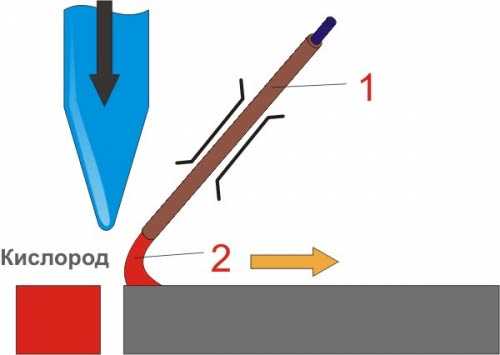
Прорыв в сварке произошёл с открытием высокотемпературного газо-кислородного горения и электродугового горения. В результате создалась техногия сварки такая, какую мы привыкли видеть сегодня. А с тех пор как появились легированные стали процесс ещё больше усложнился.
Здесь мы рассмотрим особенности сварки нержавеющей стали 12Х18Н10Т.
Данный материал - хорошосвариваемый. Однако, при сварки (температура 500-800 градусов Цельсия) образуется межкристальная коррозия. При этом по границам зерен аустенита выпадают карбиды хрома. Это может иметь неприятные последствия - разрушение детали при эксплуатации.
Чтобы справится с этим явлением надо уменьшить эффект выпадения карбидов и стабилизировать свойства стали.
Для этого при сварке высоколегированных сталей применяют электроды с защитно-легирующим покрытием основного вида в сочетании с высоколегированным электродным стержнем. Это обеспечивает нужный химический состав и свойства. Что прекрасно подходит для для сварки аустенитных сталей 12Х18Н10Т, 12Х18Н9Т, 12Х18Н12Т и им подобных. Сварка 12х18н10т – это сложный и тонкий процесс. Для качественного применения и получения отличного результата необходимо учитывать ряд тонкостей.
Титан, который содержится в электродных стержнях - практически весь окисляется при сварке, поэтому в виде элемента-стабилизатора применяют ниобий. Коэффициент перехода ниобия составляет шестдесят - шестдесят пять процентов.
При сварке аустенитного проката надо учесть отличие его физических свойств: удельное электрическое сопротивление, коэффициент теплового расширения, точка плавления, теплопроводность. Особого внимания заслуживает сварка 12х18н10т, так как марку этой стали широко используют. Поэтому подход к применению нержавейки такого типа требует аккуратности и осторожности.
Сварку можно осуществлять следующими методами: ручная дуговая, дуговая сварка вольфрамовым электродом в инертной среде, дуговая сварка плавящим электродом в инертном газе, сварка в среде активных газов, импульсно-дуговая сварка, плазменная сварка, дуговая сварка под флюсом, сварка сопротивления, точечная и роликовая. Выбор подходящего вида сварки зависит от ширины вашего листа.
На поверхности сварного соединения образуется пористый оксидный слой, содержащий хром. Что приводит к снижению стойкости к коррозии. Если необходима высокая стойкость к коррозии, материал должен пойти последующую обработку.
Под термообработкой растворение внутри конструкции, при помощи которого сглаживаются различия присадочных материалов.
Для последующей обработки швов зачастую применяют травление. Именно травление помогает удалить вредный пористый оксидный слой. Травление выполняют путём погружения, поверхностного нанесения или покрытия пастой. С учетом всего вышесказанного, сварка 12х18н10т станет простым процессом и даст прекрасные результаты. Покупая листы из различных марок стали, помните, что даже такие жесткие и прочные материалы требуют бережного и осторожного обращения.
radiussteel.ru