Содержание
Как работает плазменная резка?
Что такое плазма?
Чтобы разъяснить принцип действия плазменной резки, сначала нужно ответить на вопрос «Что такое плазма?» Плазма — это четвертое состояние вещества. Обычно мы сталкиваемся только с тремя состояниями вещества: твердым, жидким и газообразным. При поступлении или утрате энергии, например, тепла, вещество может переходить из одного состояния в другое. Например, при поступлении достаточного количества тепла вода переходит из твердого состояния (лед) в жидкое. Если тепла поступит еще больше, она перейдет в газообразное состояние (пар). Если добавить еще больше тепла, пар ионизируется и станет электропроводящим — превратится в плазму. Устройство плазменной резки сможет использовать этот электропроводящий газ для передачи энергии от источника питания к любому материалу-проводнику, что позволяет обеспечить более качественную и быструю резку по сравнению с газовой.
Образование плазменной дуги начинается с пропускания газа, например, кислорода, азота, аргона или даже обычного воздуха, через узкое сопло внутри плазмотрона под высоким давлением. Затем к этому потоку сжатого газа подается ток от источника питания, в результате чего возникает электродуга. В результате образовывается «струя плазмы». Плазма мгновенно достигает температуры до 22000°C, достаточной для быстрого разрезания рабочего изделия и сдувания расплавленного металла.
Затем к этому потоку сжатого газа подается ток от источника питания, в результате чего возникает электродуга. В результате образовывается «струя плазмы». Плазма мгновенно достигает температуры до 22000°C, достаточной для быстрого разрезания рабочего изделия и сдувания расплавленного металла.
Составляющие системы плазменной резки
-
Источник питания — источник питания для плазменной резки преобразует одно- или трехфазный переменный ток в постоянный ток напряжением от 200 до 400В. Постоянный ток требуется для поддержания стабильной плазменной дуги на всем протяжении резки. Также источник питания позволяет регулировать силу тока в зависимости от типа и толщины материала.
-
Система поджига дуги — этот контур генерирует переменный ток напряжением около 5000 В и частотой 2 МГц, который образует внутри плазмотрона искру, поджигающую плазменную дугу.
-
Плазмотрон — плазмотрон служит для выравнивания и охлаждения расходных материалов.
 Основные расходные материалы для плазменной резки — это электрод, завихритель и сопло. Для повышения качества резки также может потребоваться дополнительный защитный колпачок, а для удержания всех деталей вместе используются внутренний и внешний поджимные колпачки.
Основные расходные материалы для плазменной резки — это электрод, завихритель и сопло. Для повышения качества резки также может потребоваться дополнительный защитный колпачок, а для удержания всех деталей вместе используются внутренний и внешний поджимные колпачки.
 Основные расходные материалы для плазменной резки — это электрод, завихритель и сопло. Для повышения качества резки также может потребоваться дополнительный защитный колпачок, а для удержания всех деталей вместе используются внутренний и внешний поджимные колпачки.
Основные расходные материалы для плазменной резки — это электрод, завихритель и сопло. Для повышения качества резки также может потребоваться дополнительный защитный колпачок, а для удержания всех деталей вместе используются внутренний и внешний поджимные колпачки.Большинство современных систем плазменной резки делятся на традиционные и высокоточные.
|
В традиционных системах в качестве плазменного газа используется окружающий воздух, а форма плазменной дуги зависит от отверстия сопла. Приблизительная сила тока дуги таких систем составляет примерно 12 000-20 000 ампер на квадратный дюйм. Подобная схема используется во всех системах для ручной резки и некоторых механизированных системах, если это позволяют допуски. | ||
|
Высокоточные системы плазменной резки (с высокой плотностью тока) используются для особо высококачественной и точной плазменной резки. |
 Конструкция плазмотрона и расходных деталей для таких систем отличается большей сложностью и включает дополнительные детали для фокусировки дуги. Дуга высокоточной системы резки имеет силу тока около 40 000-50 000 ампер на квадратный дюйм. Чтобы обеспечить максимальное качество резки различных материалов, в качестве плазменного газа используются кислород, очищенный воздух, азот и смеси водорода/аргона/азота.
Конструкция плазмотрона и расходных деталей для таких систем отличается большей сложностью и включает дополнительные детали для фокусировки дуги. Дуга высокоточной системы резки имеет силу тока около 40 000-50 000 ампер на квадратный дюйм. Чтобы обеспечить максимальное качество резки различных материалов, в качестве плазменного газа используются кислород, очищенный воздух, азот и смеси водорода/аргона/азота.
|
Ручная резка
В большинстве систем ручной плазменной резки, например, Tomahawk® Air Plasma, в выключенном состоянии электрод и детали сопла находятся в контакте. При нажатии триггера источник питания начинает вырабатывать постоянный ток, который проходит через это соединение и запускает поток плазменного газа. После того, как плазменный газ (сжатый воздух) достигает достаточного давления, электрод и сопло размыкаются, что приводит к возникновению электрической искры, которая преобразует поток воздуха в струю плазмы. |
 Затем постоянный ток переключается с контура от электрода к соплу на контур от электрода к рабочему изделию. Подача тока и воздуха продолжаются, пока остается нажат триггер.
Затем постоянный ток переключается с контура от электрода к соплу на контур от электрода к рабочему изделию. Подача тока и воздуха продолжаются, пока остается нажат триггер.
Высокоточная плазменная резка
Электрод и сопло внутри плазмотрона для высокоточной резки не соприкасаются и изолированы друг от друга завихрителем, который имеет небольшие вентиляционные отверстия, преобразующие плазменный газ в вихрь. Когда в источник питания поступает команда включения, он начинает подачу постоянного тока с напряжением холостого хода до 400В и начинает предварительную подачу газа через шланг к плазмотрону. Сопло в данный момент подключено к положительному потенциалу источника питания через контур вспомогательной дуги, а электрод — к отрицательному.
После этого система поджига дуги вырабатывает высокочастотную искру, из-за которой плазменный газ ионизируется и становится проводником тока от электрода к соплу. В результате образуется вспомогательная дуга плазмы.
В результате образуется вспомогательная дуга плазмы.
После того, как вспомогательная дуга вступит в контакт с рабочим изделием (заземленному через пластины стола для резки), контур тока перемещается от электрода к рабочему изделию, высокочастотный разряд отключается и включается контур вспомогательной дуги.
После этого источник питания наращивает постоянный ток до выбранной оператором силы тока и меняет предварительную скорость потока газа на оптимальную скорость для данного материала. Также используется вспомогательный поток защитного газа, который подается вне сопла через защитный колпачок.
Форма и диаметр отверстия защитного колпачка заставляют защитный газ еще больше сужать плазменную дугу, что позволяет обеспечить чистую резку с минимальными углами скоса и небольшой шириной линии разреза.
Ручная плазменная резка
Canada
México (Mexico)
United States of America (USA)
Antigua and Barbuda
Argentina
Bahamas
Barbados
Belize
Bolivia — Plurinational State of
Brasil (Brazil)
Brasil (Brazil — Condor)
Chile
Colombia
Costa Rica
Cuba
Dominica
Dominican Republic
Ecuador
Grenada
Guatemala
Guyana
Haïti, Ayiti (Haiti)
Honduras
Jamaica
Nicaragua
Panamá
Perú (Peru — Soldexa)
Paraguái (Paraguay)
Saint Kitts and Nevis
Saint Lucia
El Salvador
Suriname
Trinidad and Tobago
Uruguay
Saint Vincent and the Grenadines
Venezuela — Bolivarian Republic of
Andorra (Andorra)
België (Belgium)
Bielaruś, Беларусь (Belarus)
Босна и Херцеговина (Bosnia and Herzegovina)
Bulgariya, България (Bulgaria)
Κύπρος Kıbrıs (Cyprus)
Česko (Czechia)
Crna Gora Црна Гора (Montenegro)
Danmark (Denmark)
Deutschland (Germany)
Eesti (Estonia)
Éire (Ireland)
España (Spain)
France (France)
Hellas Ελλάς (Greece)
Hrvatska (Croatia)
Ísland (Iceland)
Italia (Italy)
Latvija (Latvia)
Lietuva (Lithuania)
Liechtenstein
Lëtezebuerg (Luxembourg)
Magyarország (Hungary)
Malta
Monaca, Múnegu (Monaco)
Netherlands
Norge (Norway)
Österreich (Austria)
Polska (Poland)
Portugal
Republica Moldova (Moldova)
România (Romania)
Россия (Russia)
Северна Македонија (North Macedonia)
Shqipëria (Albania)
Slovenija (Slovenia)
Slovensko (Slovakia)
Srbija Србија (Serbia)
Schweiz (Switzerland)
Suomi (Finland)
Sverige (Sweden)
Türkiye (Turkey)
Ukraїna Україна (Ukraine)
United Kingdom
افغانستانAfghanestan (Afghanistan)
Al-‘Arabiyyah as Sa‘ūdiyyah المملكة العربية السعودية (Saudi Arabia)
Al-’Imārat Al-‘Arabiyyah Al-Muttaḥidah الإمارات العربيّة المتّحدة (United Arab Emirates)
Al-‘Iraq العراق (Iraq)
Al-‘Urdun الأردن (Jordan)
Al-Yaman اليمن (Yemen)
البحرينAl-Bahrayn (Bahrain)
Dawlat ul-Kuwayt دولة الكويت (Kuwait)
Iran (Islamic Republic of)
Israʼiyl إسرائيل, Yisra’el ישראל (Israel)
Lubnān لبنان, Liban (Lebanon)
Qaṭar قطر (Qatar)
Syrian Arab Republic
Türkiye (Turkey)
‘Umān عُمان (Oman)
Al-maɣréb المغرب, Amerruk / Elmeɣrib (Morocco)
Angola (Angola)
As-Sudan السودان (Sudan)
Bénin (Benin)
Botswana
Burkina Faso
Cabo Verde
Cameroun (Cameroon)
Congo
Congo, Democratic Republic of
Côte d’Ivoire
Djibouti
Dzayer (Algeria)
مصرMisr (Egypt)
eSwatini (Eswatini)
Gaana (Ghana)
Gambia
Guinea Ecuatorial (Equatorial Guinea)
Guinea-Bissau
Guinée (Guinea)
Iritriya إرتريا Ertra (Eritrea)
Ityop’ia ኢትዮጵያ (Ethiopia)
Kenya
Lesotho
Liberia
Lībiyā ليبيا (Libya)
Madagasikara (Madagascar)
Malaŵi, Malawi (Malawi)
Mali
Moçambique (Mozambique)
Moris (Mauritius)
Muritan / Agawec, Mūrītānyā موريتانيا (Mauritania)
Namibia
Niger
Nigeria, Nàìjíríà (Nigeria)
République Centrafricaine, Ködörösêse tî Bêafrîka (Central African Republic)
République Gabonaise (Gabon)
Rwanda
Sao Tome and Principe
Sénégal (Senegal)
Seychelles, Sesel (Seychelles)
Sierra Leone
Soomaaliya aş-Şūmāl, الصومال (Somalia)
South Africa
Tanzania, United Republic of
Tchad, تشاد (Chad)
Togo
Tunes, تونس (Tunisia)
Uburundi (Burundi)
Uganda
Western Sahara
Zambia
Zimbabwe
جزر القمر Comores Koromi (Comoros)
Aorōkin M̧ajeļ (Marshall Islands)
Aotearoa (New Zealand)
Australia
Azərbaycan (Azerbaijan)
Bangladesh বাংলাদেশ (Bangladesh)
Belau (Palau)
Brunei Darussalam
Druk Yul, འབྲུག་ཡུལ (Bhutan)
Dhivehi Raajje (Maldives)
Fiji, Viti, फ़िजी (Fiji)
Hayastán (Armenia)
Kampuchea កម្ពុជា (Cambodia)
Kyrgyzstan Кыргызстан (Kyrgyzstan)
India
Indonesia
South Korea
Mǎláixīyà 马来西亚, Malaysia, மலேசியா (Malaysia)
Micronesia (Federated States of)
Mongol Uls Монгол Улс (Mongolia)
Mueang Thai เมืองไทย (Thailand)
Myanma မြန်မာ (Myanmar)
- Продукция и решения
- Плазменная резка
- Ручная плазменная резка
x
x
Loading. .
.
Ручная плазменная резка и строжка в 2018 году
Рисунок 1
Рис. 1. Расходные детали, которые длиннее и уже, чем традиционные расходные детали, обеспечивают улучшенную видимость, позволяя выполнять более точный рез или строжку.
У современных воздушно-плазменных систем много преимуществ. Они меньше по размеру и более портативны, чем когда-либо, расходные материалы служат намного дольше, и они оснащены всеми видами интеллектуальных технологий, облегчающих работу и обеспечивающих более однородную резку. Тем не менее, при ручной резке металла и строжке сварных швов вы сталкиваетесь с рядом проблем. Эти задачи включают резку металла в скрытом или труднодоступном месте или точное удаление сварного шва без повреждения окружающего металла. Еще одной проблемой является удаление временных насадок, что сложно сделать без значительного объема шлифовки.
К счастью, новые достижения помогают решить эти проблемы, повышая производительность и снижая эксплуатационные расходы. Кроме того, эти достижения приводят к меньшему количеству травм и повышению безопасности рабочей среды в целом.
Кроме того, эти достижения приводят к меньшему количеству травм и повышению безопасности рабочей среды в целом.
Эти усовершенствования включают:
- Увеличенные по длине расходные материалы для резки и строжки.
- Горелки с более длинными рукоятками, которые позволяют оператору резать или долбить на расстоянии.
- Расходные материалы, предназначенные для резки заподлицо с металлической поверхностью.
- Большой выбор расходных материалов для строжки, обеспечивающий повышенный контроль.
Попадание в труднодоступное место
Обычная проблема, с которой вы можете столкнуться при ручной плазменной резке, заключается в размещении ручного резака в узком месте, при этом имея возможность видеть, что вы режете или строжите. Как только резак окажется в нужном положении, вы не сможете видеть, что делаете, потому что и металл, и головка резака мешают обзору.
Расходные материалы, которые на несколько дюймов длиннее и уже, чем традиционные расходные материалы, обеспечивают лучшую видимость, что, в свою очередь, позволяет выполнять более точный рез или строжку (см. Рисунок 1 ). Оба могут уменьшить или даже исключить количество необходимого измельчения.
Рисунок 1 ). Оба могут уменьшить или даже исключить количество необходимого измельчения.
Эта расходуемая конструкция также удобна, когда вам нужно выполнить узкие пропилы в стенке балки. Он обеспечивает увеличенную досягаемость и доступ, делая этот тип резки намного проще и точнее.
Соблюдение дистанции
На противоположном конце спектра находятся те времена, когда вас волнует не столько точность, сколько производительность, безопасность и комфорт. Будь то лом или резка металла над головой, ручные резаки теперь доступны с различными углами наклона и длиной головки. Эти резаки, длина которых может варьироваться от 2 до 6 футов, отличаются простотой использования и безопасностью, что позволяет снизить эксплуатационные расходы.
Например, эти длинные резаки подходят для резки образцов стального проката без замедления производственной линии, для различных операций по разделке металлолома, а также для задач, связанных с риском удара падающим металлом. Более длинная горелка также помогла повысить производительность и снизить количество травм и усталость при работе с металлоломом (см. , рис. 2, ).
Более длинная горелка также помогла повысить производительность и снизить количество травм и усталость при работе с металлоломом (см. , рис. 2, ).
В приложениях для резки столов с ЧПУ время простоя из-за удаления металлических каркасов может быть дорогостоящим. Длинные резаки могут сократить время простоя, когда вам нужно разрезать каркас на небольшие, удобные куски, которые нужно убрать со стола. Вы можете стоять на полу рядом со столом, а не стоять или стоять на коленях на самом столе, чтобы разрезать скелет, что уменьшает эргономические проблемы, связанные с наклоном, и исключает риск падения.
Получение гладкой поверхности
В большинстве крупных производственных проектов перед подготовкой поверхности к чистовой обработке необходимо удалить выступы и другие приспособления. Их обычно удаляют с помощью кислородной резки, строжки угольной дугой или традиционных инструментов плазменной резки. Может потребоваться много времени, чтобы вырезать или выдолбить сварные швы, которые крепят эти приспособления к основному металлу, а затем шлифовать любой остаточный металл.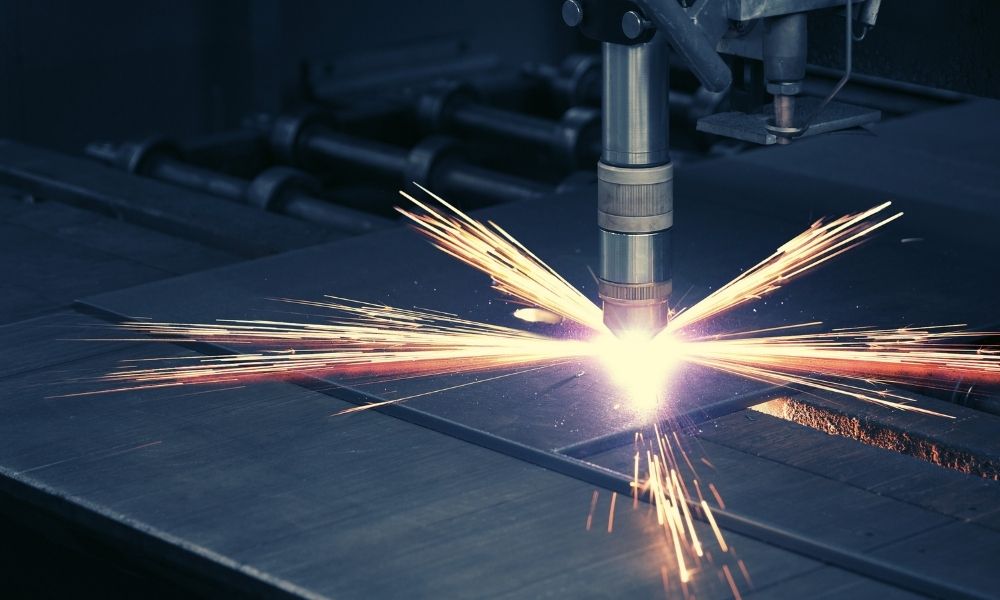 Тем не менее, новые расходные детали, предназначенные для изгиба плазменной дуги на выходе из резака, помогут вам быстрее и проще снять эти приспособления.
Тем не менее, новые расходные детали, предназначенные для изгиба плазменной дуги на выходе из резака, помогут вам быстрее и проще снять эти приспособления.
Рисунок 2
Рис. 2. Длинные резаки помогли повысить производительность и снизить количество травм и усталость при разделке металлолома.
Угловая конструкция отверстия сопла и плоский направляющий щиток позволяют резать ближе к основному металлу, оставляя на основании или заготовке менее 3/16 дюймов остаточного материала. Это, в свою очередь, снижает потребность в шлифовальных и ремонтных работах. В дополнение к экономии времени и преимуществам с точки зрения безопасности угол дуги 45 градусов позволяет снимать проушины и насадки с плоским дном, увеличивая вероятность повторного использования проушин или насадок.
Правильная строжка
Когда дело доходит до строжки, глубина и ширина строжки регулируются путем регулировки угла резака по отношению к металлу, скорости перемещения, степени растяжения дуги и уровня силы тока. Например, более крутой угол и более медленное движение вперед приводят к более глубокой борозде, а меньший угол и более быстрое движение вперед приводят к более мелкой борозде. Иногда плавное движение (отведение горелки в сторону, а затем обратно к металлу) обеспечивает большую точность, так как металл на мгновение остывает и помогает «смыть» такие предметы, как старые сварные швы и замерзшие головки болтов.
Например, более крутой угол и более медленное движение вперед приводят к более глубокой борозде, а меньший угол и более быстрое движение вперед приводят к более мелкой борозде. Иногда плавное движение (отведение горелки в сторону, а затем обратно к металлу) обеспечивает большую точность, так как металл на мгновение остывает и помогает «смыть» такие предметы, как старые сварные швы и замерзшие головки болтов.
Наиболее распространенный метод включает позиционирование резака под углом 40 градусов к рабочей поверхности, в то время как вспомогательная дуга формируется и переносится на пластину. Как только контакт установлен, вы направляете дугу или направляете ее в том направлении, в котором хотите выдолбить. Точное положение резака можно отрегулировать таким образом, чтобы он располагался под оптимальным углом и в таком положении, чтобы смыть верхний слой металла (см. , рис. 3 ).
Техника, однако, может дать вам только то, что нужно, и именно здесь начинается выбор расходных материалов. Широкая дуга от сопла для строжки с большим отверстием от плазменной системы с высоким выходным током приведет к более широкой строжке по сравнению с дуга от сопла с меньшим проходным сечением от плазменной системы с малым выходным током.
Широкая дуга от сопла для строжки с большим отверстием от плазменной системы с высоким выходным током приведет к более широкой строжке по сравнению с дуга от сопла с меньшим проходным сечением от плазменной системы с малым выходным током.
В настоящее время доступны расходные материалы для строжки, которые обеспечивают агрессивное удаление металла при глубокой строжке и промывке металла в экстремальных условиях; для более контролируемого съема металла, идеально подходит для получения неглубоких профилей канавки или для промывки легких материалов; и для точного удаления небольшого количества металла с высокой точностью при очень низком выходном токе.
Комбинируя расходные материалы для строжки, предназначенные для точного контроля, с упомянутой ранее техникой зачистки, вы можете быстро удалить точечный сварной шов, буквально смывая окружающий металл. Попытка удалить точечный сварной шов путем проделывания шва вместо выдалбливания металла вокруг него увеличивает вероятность пробития отверстия в основном металле.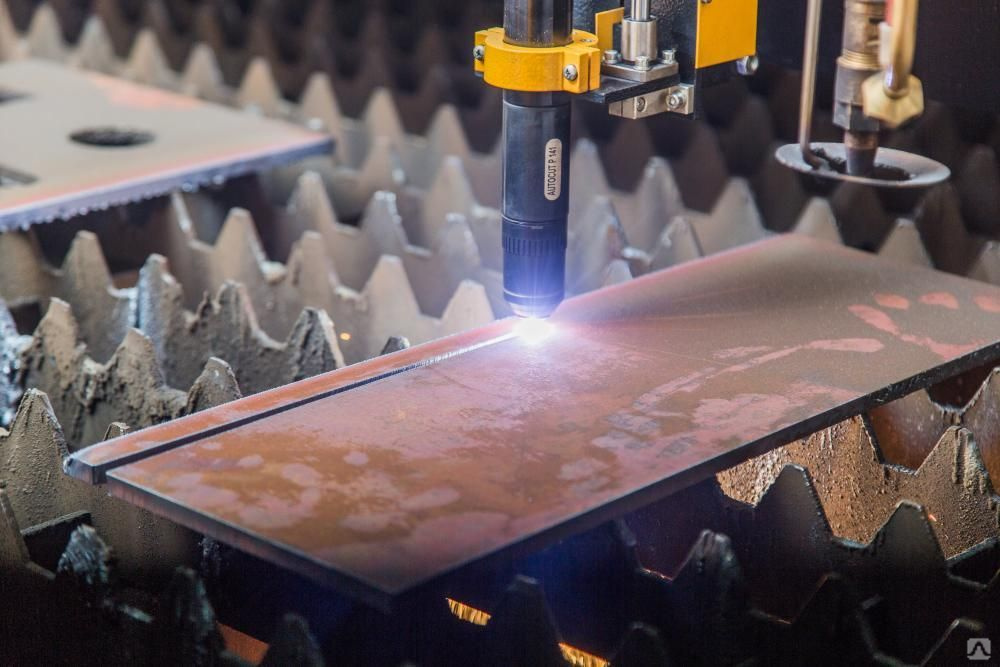
Возьмем, к примеру, обычную поврежденную панель кузова автомобиля. Чтобы снять поврежденную панель с рамы (основной металл), вам потребуется удалить десятки точечных сварных швов. До последних достижений в области точной строжки вам приходилось полагаться на специализированные дрели и сверла, шлифовальные машины, узколенточные шлифовальные машины или грубую силу с помощью зубила и молотка. Нажимать на дрель и держать шлифовальную или шлифовальную машину в течение нескольких часов подряд утомительно и очень тяжело для запястий, рук и плеч. Плазменный процесс намного быстрее, чем большинство других методов удаления точечной сварки, а эксплуатационные расходы обычно намного ниже, особенно по сравнению с процессом сверления.
Точно так же, как вы обновляете свой компьютер, чтобы идти в ногу с новейшими технологиями, не стесняйтесь обновлять свои плазменные инструменты. Часто мы придерживаемся более старых, более традиционных методов изготовления, используя инструменты, которые существуют с тех пор, как наши родители были подростками. Однако новые достижения делают резку и строжку металла быстрее, проще, безопаснее и экономичнее. Эти инструменты и методы могут сделать вашу работу менее напряженной и более приятной. И когда вы можете быть точным и точным в своем изготовлении, это стоит вложений.
Однако новые достижения делают резку и строжку металла быстрее, проще, безопаснее и экономичнее. Эти инструменты и методы могут сделать вашу работу менее напряженной и более приятной. И когда вы можете быть точным и точным в своем изготовлении, это стоит вложений.
Гарри Меллотт (Harry Mellott) — руководитель проекта в Hypertherm, www.hypertherm.com.
Джоанн Бортлз — владелец Crazy Horse Custom Paint and Fabrication, www.crazyhorsepainting.com.
Рисунок 3
Рис. 3. Наиболее распространенный метод строжки заключается в размещении резака под углом 40 градусов к рабочей поверхности, в то время как вспомогательная дуга формируется и переносится на пластину. Как только контакт установлен, вы направляете дугу или направляете ее в том направлении, в котором хотите выдолбить.
Повышение качества ручной плазменной резки
Если вы поддерживаете правильную скорость перемещения, искры будут выходить из заготовки под углом от 15 до 20 градусов.
Плазменной резке легко научиться, а резаки просты в использовании. На самом деле, это настолько просто, что многие пользователи сразу же приступают к работе, как только вынимают устройство из упаковки. Однако такой подход может не оптимизировать возможности вашего плазменного резака. Вот несколько советов и рекомендаций по передовому опыту, которые повысят вашу эффективность и точность, а также продлят срок службы вашего плазменного резака и
расходные материалы.
Прочитайте руководство
Первый и самый важный шаг, который не делают многие пользователи: найдите время, чтобы внимательно прочитать руководство и ознакомиться с вашим конкретным плазменным резаком. Это окупается, поскольку в руководстве содержится важная информация о том, как максимально эффективно использовать плазменный резак.
Обратите внимание, что при плазменной резке образуются пары и газы, которые могут быть опасны для вашего здоровья. Требуются надлежащая вентиляция и одежда. Пожалуйста, ознакомьтесь с руководством пользователя для получения важной информации по технике безопасности о надлежащих методах и одежде для плазменной резки.
Выполнение предполетной проверки
Разработайте «предполетную процедуру» для использования вашего плазменного резака, начиная с задней части машины и продвигаясь вперед.
- Проверьте шнур питания, чтобы убедиться, что он в хорошем состоянии и что он подключен к основному источнику питания соответствующего типа. Некоторые устройства позволяют подключать их к любому источнику питания от 208 до 575 В. Для других устройств требуется определенное напряжение, поэтому вы сами должны убедиться, что устройство подключено к правильному источнику питания, а все переключатели выбора мощности установлены правильно. .
- Проверьте подачу воздуха, чтобы убедиться, что поток воздуха и давление на входе в машину правильные. В руководстве пользователя должны быть указаны требования к воздуху.
- Сухой воздух важен для плазменной резки, так как он увеличивает производительность резки. Установите на машину воздушный фильтр и/или осушитель, если они не установлены (см. Рисунок 1 ). Проверьте, очистите и замените фильтр и осушитель в соответствии с рекомендациями производителя. Важно иметь какой-либо герметик на соединении, чтобы уменьшить риск
утечка давления воздуха. - Подключите горелку, если она еще не подключена.
- Убедитесь, что все ваши расходные материалы находятся на своих местах и подходят для работы, а также что они плотно прилегают и надежно закреплены. Чрезмерное затягивание чашки может привести к прерывистому резанию.
- Если применимо, выберите правильный процесс. На некоторых высокопроизводительных станках переключатель позволяет пользователю выбирать между резкой и строжкой.
- Включите машину.
- Проверьте настройку воздуха (см. рис. 2). Фунты на квадратный дюйм
(PSI) настройки могут различаться для резки и строжки. На некоторых плазменных резаках вы можете уменьшить силу тока до нуля, что включает воздушный поток и позволяет установить правильное давление. - Установите правильную настройку выхода.
- Проверьте заземление заготовки. Хотя плазма может прорезать окрашенный металл, она требует прочного соединения на чистой части заготовки как можно ближе к рабочей зоне, насколько это практически возможно.
- Убедитесь, что все ваше защитное снаряжение на месте. В вашем руководстве по эксплуатации будет больше подробностей, но, как правило, вам нужен тот же тип защитного снаряжения, который вы носите при сварке. Если стол мокрый и вы кладете на него голую руку, вы можете стать частью цепи и получить удар током, поэтому убедитесь, что на вас надеты сварочные костюмы, а также надлежащие перчатки и защитные очки. Обычно № 5
оттенок — это минимальная необходимая защита для глаз, но могут потребоваться более темные оттенки, в зависимости от силы тока. См. руководство пользователя для рекомендаций производителя. Также рекомендуется лицевой щиток. - Сделайте пробный рез на материале того же типа, что и ваша заготовка, чтобы проверить настройки и скорость перемещения.
- Заранее отрепетируйте разрез, чтобы убедиться, что у вас достаточно свободы движений, чтобы сделать один непрерывный разрез. Трудно остановиться, а затем чисто продолжить длинный разрез.
 Рисунок 1 ). Проверьте, очистите и замените фильтр и осушитель в соответствии с рекомендациями производителя. Важно иметь какой-либо герметик на соединении, чтобы уменьшить риск
Рисунок 1 ). Проверьте, очистите и замените фильтр и осушитель в соответствии с рекомендациями производителя. Важно иметь какой-либо герметик на соединении, чтобы уменьшить риск

Чистый рез зависит от нескольких факторов: скорости и направления перемещения, расстояния от рабочей поверхности, расходных материалов и техники.
Скорость движения и направление
В вашем руководстве по эксплуатации должна быть таблица, в которой толщина материала сравнивается со скоростью движения в дюймах в минуту (IPM).
Чем быстрее вы двигаетесь (особенно по алюминию), тем чище будет ваш рез. При работе с толстым материалом установите машину на полную мощность и изменяйте скорость движения. На более тонком материале вам нужно уменьшить силу тока и перейти на наконечник с меньшей силой тока, чтобы сохранить узкий пропил.
Чтобы определить, двигаетесь ли вы слишком быстро или слишком медленно, визуально следите за дугой, идущей от нижней части разреза. Дуга должна выходить из материала под углом 15–20 градусов против направления движения (см. 9).0003 вверху страницы ). Если он идет прямо вниз, это означает, что вы идете слишком медленно, и у вас будет ненужное накопление окалины или шлака. Если ты тоже пойдешь
Дуга должна выходить из материала под углом 15–20 градусов против направления движения (см. 9).0003 вверху страницы ). Если он идет прямо вниз, это означает, что вы идете слишком медленно, и у вас будет ненужное накопление окалины или шлака. Если ты тоже пойдешь
быстро, он начнет распылять обратно. Поскольку дуга проходит под углом, в конце реза уменьшите скорость резки и направьте резак в сторону реза через последний кусок металла.
Человеческая механика облегчает тянуть факел, чем толкать его. Плазменная резка оставляет скошенный край и прямой край. Плазма кружится, выходя из наконечника, кусая одну сторону и заканчивая другой. Простой способ запомнить это — представить плазменный резак как автомобиль без заднего хода. Фонарь всегда движется вперед, а пассажирская сторона всегда прямая. Если это
важно для вашего проекта, планируйте соответственно.
Расстояние от заготовки
Если вы не используете защитный экран, поддерживайте расстояние от 1/16 до 1/8 дюйма между наконечником и заготовкой (см. Рисунок 3 ). Хотя прикосновение наконечника к рабочей поверхности отрицательно влияет на качество резки и срок службы расходных материалов, слишком большое удаление наконечника от заготовки снижает режущую способность устройства.
Рисунок 3 ). Хотя прикосновение наконечника к рабочей поверхности отрицательно влияет на качество резки и срок службы расходных материалов, слишком большое удаление наконечника от заготовки снижает режущую способность устройства.
Рисунок 1
Воздушный фильтр и осушитель помогают поддерживать качество воздуха, необходимое для оптимальной резки.
Многие плазменные резаки поставляются с защитным экраном, который размещается на режущей поверхности для поддержания оптимального размера 1/8 дюйма. зазор (см. рис. 4). Это
особенно подходит, если ваши руки неуверенны, или для выполнения шаблонной резки. Это также помогает продлить срок службы наконечника.
Использование подходящих расходных материалов
Наконечники направляют поток плазмы на заготовку. Некоторые плазменные резаки используют отдельные наконечники для верхнего и нижнего пределов диапазона силы тока. Например, 80-амперный плазменный резак может использовать наконечники на 80 и 40 ампер, а также удлиненные версии наконечников для увеличения досягаемости, а также наконечники для строжки.
Наконечник с большей силой тока используется, когда плазменный резак настроен на верхний диапазон силы тока для резки толстого материала. Как отмечалось ранее, для обеспечения тонкого пропила при резке листового металла установите станок на более низкий диапазон силы тока и используйте наконечник с низким током. Поскольку наконечник с малым усилием имеет меньшее отверстие, он поддерживает узкий поток плазмы при более низких настройках для использования на тонком материале. Использование 40-амперного
наконечник при настройке на 80 ампер деформирует отверстие наконечника и потребует замены. И наоборот, использование 80-амперного наконечника на более низких настройках не позволит вам также сфокусировать поток плазмы и создаст широкий разрез.
Используйте удлиненные наконечники, чтобы вырезать узоры или проникать в углы или узкие места.
Используйте насадки для строжки, чтобы распределить поток плазмы и дугу, чтобы вы могли удалить сразу большое количество материала за один проход.
Если вы используете чистый, сухой воздух и выполняете длинную резку, вы можете рассчитывать на то, что ваши расходные материалы прослужат примерно два часа непрерывной резки. Непрерывный перезапуск вспомогательной дуги при включении резака сокращает срок службы расходных материалов. Прикосновение наконечника к материалу без защитного экрана вызывает двойную дугу, потому что электрический ток пытается найти кратчайший путь к электроду.
заготовка. Это также снижает срок службы расходных материалов.
Best Techniques
Если вы не используете защитный экран или пытаетесь сделать очень точные разрезы, опустите нережущую руку (см. Рисунок 5 ) и используйте ее как направляющую для другой руки. Это положение руки для отдыха обеспечивает свободу движений во всех направлениях, помогая вам стабилизировать руку и поддерживать постоянную стойку.
По возможности держите резак перпендикулярно заготовке, за исключением снятия фаски.
Когда вы прокалываете тонкий материал, чтобы начать рез, вы можете пробить его с небольшим зазором по дуге или без него. Однако при работе с толстым материалом начните с резака под углом 45 градусов, чтобы первый выброс металла имел место быть. В противном случае металл будет плескаться и быстро изнашивать расходные материалы.
Однако при работе с толстым материалом начните с резака под углом 45 градусов, чтобы первый выброс металла имел место быть. В противном случае металл будет плескаться и быстро изнашивать расходные материалы.
Как уже отмечалось, при оптимальной скорости движения дуга выходит из материала под углом от 15 до 20 градусов, противоположном направлению движения. Следовательно, срез также будет проходить под углом, противоположным направлению движения. В конце резки наклоните резак вперед, чтобы аккуратно срезать последний кусок металла (см. рис. 6).
Рисунок 3
Поддержание размера от 1/16 до 1/8 дюйма. зазор увеличивает срок службы ваших расходных деталей, обеспечивает более чистый срез и максимально увеличивает производительность вашего станка.
Направляющие. Для разметки разрезаемого материала используйте либо черный маркер, либо белый мел. Контраст делает метки более заметными.
Для более точной резки вы можете прикрепить к заготовке поверочную линейку для направления резака (см.