Ручная развертка – ювелирная аккуратность при создании отверстий! Ручные развертки
Развертка цилиндрическая – для финишной обработки отверстий + Видео
Добиться отверстия с ровными стенками в процессе высверливания удается далеко не всегда, даже если использовать качественные сверла и дрели. Да и сам диаметр отверстия может не совпадать с нужным на доли миллиметра. Вот в таких случаях вам и пригодится цилиндрическая развертка.
Развертки цилиндрические – ГОСТ и классификация
По принципу работы развертка схожа со сверлом – во время обработки отверстия она также вращается вокруг своей оси, постепенно передвигаясь вглубь отверстия. С помощью этого инструмента можно получить отверстия 7-8 класса чистоты и 2-3 класса точности. Для сравнения, изделия первого класса точности достигаются только путем тонкого шлифования и полирования, а при седьмом классе чистоты среднее арифметическое отклонение от профиля равно всего 0,63-1,25 мкм.
Развертки делятся по типу обрабатываемого отверстия на конические и цилиндрические. По способу применения их разделяют на ручные и машинные. Развертки цилиндрические ручные, как и следует из названия, служат для ручных работ, например с помощью воротка или электрической дрели на малых оборотах, тогда как машинные инструменты используются в различных станках. Изделия для машин малого диаметра изготавливаются с коническим или цилиндрическим хвостовиком, ручные же аналоги имеют квадратную форму хвостовика.
Цельные развертки – самые простые из всего модельного ряда, они даже не регулируются по диаметру. Если они выходят из строя, единственный выход путем шлифовки переделать их на развертку меньшего диаметра или использовать в качестве чернового изделия. Разжимные и сборные аналоги лишены этого недостатка, их сменный диаметр (в пределах определенных рамок, конечно же) позволяет использовать одно и то же изделие при работе с разными диаметрами. Рабочая часть разжимных инструментов оснащена отверстием, которое проходит по центру инструмента параллельно стенкам и продольным прорезям.
Процесс регулировки диаметра возможен с помощью шарика, который находится внутри и зажимается винтом или гаечным ключом. Большинство моделей разжимных разверток изготавливаются в пределах 6-50 мм в диаметре, регулировка же диаметра возможна с точностью до 0,15 мм. Сборные развертки позволяют крепить зубья в корпусе, зажимая их винтами, благодаря чему также можно регулировать диаметр, хотя это не столь удобно.
Конические развертки приспособлены и для работы с цилиндрическими отверстиями, которые разворачиваются на конус за несколько оборотов. Когда же необходимо существенно расширить отверстие, без комплекта из черновых, промежуточных и чистовых инструментов не обойтись. Черновые изделия отличаются ступенчатыми зубьями, которые расположены по линии винта. Принцип действия такой развертки – в нарезке узких стружек кромками каждой ступени, с помощью чего цилиндрическое отверстие можно превратить в ступенчатое.
Вторая, промежуточная развертка снимает меньшую стружку, ее режущие кромки отличаются наличием стружкоразделительных канавок. Чистовая развертка снимает стружку всей линией кромки, образуя итоговую поверхность конуса. Еще один вид инструмента, а именно котельные развертки, используется для обработки отверстий в листах металла. Винтовые зубья в таких изделиях направлены против вращения инструмента, благодаря чему они не заедают и не самозатягиваются.
Развертка цилиндрическая – как устроен инструмент?
Цилиндрический инструмент собран из таких элементов, как хвостовик, шейка и рабочая часть. Первых два элемента имеют такое же назначение, что и у зенкеров и сверл. В рабочей части можно выделить режущий и калибрующий элементы, а также направляющий конус, которые облегчают попадание инструмента в отверстие и предохраняют от повреждений. Режущая часть образована из конусов с зазубренной поверхностью, калибрующая же часть состоит из участка с обратной конусностью и цилиндрического участка.
Зубья режущей части производители затачивают достаточно остро, тогда как на калибрующей части оставляется цилиндрическая ленточка, ширина которой меняется в зависимости от металлов, чтобы избежать налипания мелких частиц. Диаметр калибрующей части во многих развертках меньше диаметра самого инструмента, что и образует обратный конус. Этот прием используют для уменьшения трения развертки об уже обработанную поверхность, к тому же, это предохраняет само отверстие от разбивания и облегчает вывод инструмента. Для ручных разверток обратная конусность может быть настолько мала, что уменьшение диаметра следует сразу за режущими элементами.

В зависимости от обрабатывания материала, конструкции и диаметра разверток выбирается и число режущих зубьев. Чем их больше, тем выше чистота обработки, однако с их увеличением затрудняется и отвод стружки. Обычно число зубьев четное. Лучше всего для обработки отверстий с продольными канавками подходят инструменты с винтовыми зубьями. Также они удобнее при работе с легкими сплавами. Зубья у винтовых канавок могут быть наклонены под углом 30-45°. Направление их также делается обратным вращению изделия, чтобы избежать его заедания или самозатягивания в отверстие. Развертки с большим углом наклона винтовой канавки позволяют достичь большей чистоты обработки поверхности, правда, работать с ними тяжелее.
Развертывание отверстий на практике – что нужно знать?
Растачивать отверстия лучше несколькими изделиями – черновым и чистовым. Черновые развертки могут быть изготовлены из старых и изношенных, перешлифованных на меньший размер. Перед развертыванием торцовую поверхность детали, которую вы будете обрабатывать, крайне желательно обточить, чтобы инструмент равномерно работал всеми зубьями. Это касается и чугунных деталей – без обработки очень легко затупить зубья инструмента.

Если вы обрабатываете отверстия с продольными канавками, лучше всего подбирать для такой работы развертку с винтовыми зубьями.
Использовать аналог с прямыми зубьями в этом случае крайне нежелательно, поскольку когда прямой зуб будет попадать напротив канавки отверстия, весь инструмент на доли миллиметра будет смещаться в эту сторону, и постепенно вы незаметно увеличите диаметр отверстия на незапланированную величину или даже испортите работу. Когда зубья развертки будут расположены винтом, они будут постоянно перекрывать канавку по диагонали, поэтому никаких отклонений от основной оси канавки не будет.
При обработке важно не спешить, стараясь осуществлять подачу как можно равномернее. Чем меньше подача, тем лучше результат вы получите. Скорость оборота должна быть небольшой, что способствует большим срокам эксплуатации изделий. Именно поэтому, чаще всего, мастера используют обычный вороток для ручной обработки отверстия разверткой, поскольку в этом случае они могут контролировать процесс. В среднем, при развертывании отверстий до 50 мм скорость подачи инструмента должна составлять до 2 мм за оборот, при обработке чугуна в два раза больше. Для стали средней твердости достаточно скорости от 6 до 16 м/мин, при обработке чугуна немного меньше – от 4 до 14 м/мин. Чем больше диаметр отверстия, тем ниже скорости резания при сохранении скорости подачи.
remoskop.ru
|
Развертка ручная – это режущий инструмент. С его помощью проводится окончательная корректировка после сверлений, зенкерований и растачиваний. Что же это за специфический прибор? Как работает развертка?Развертка помогает достичь в работе точность от 6 до 9 квалитета, а шероховатость на поверхности получается Ra от 0,32 до 1,25 мкм. Эти слова понятны не многим, но по единицам измерения видно, с какими малыми масштабами работает данный инструмент. При обработке получается высокое качество, благодаря большому количеству режущих кромок (4-14), тем самым снимается малый припуск. Приспособление делает свою работу не только при вращении, но и при одновременном продвижении по оси отверстий.
С его помощью легко снимается при высокой точности тонкий слой материала, который равен почти десятым-сотым долям миллиметра. С данным инструментом развертываются не только цилиндрические отверстия, но и конические. Обычно для подобных целей используют специальные конические развертки. Стандартные ручные развертки имеют конструкцию из основной рабочей части, переходной шейки, хвостовика, главной режущей кромки, ленточки, передней поверхности, затыловочной и задней поверхности.
Помимо всех перечисленных частей, в развертках выделяют заборную (другими словами – режущую часть), калибрующую часть и задний конус. При помощи канавок, которые находятся между зубьями данного инструмента, образуются режущие кромки, а их предназначение – размещение и отвод стружек. Для повышения качества в ручной работе зубья разверток располагают по всей окружности. С помощью схемы легче представить местоположение всех этих частей. Классификация инструментов – какие бывают развертки?Главное предназначение данного инструмента – создавать точные отверстия. В зависимости от того, какие технологические требования представлены, с их помощью получают отверстия с разным диапазоном допусков, а это от четвертого до первого класса точности, а при разной чистоте отшлифовываемых поверхностей – от шестого до десятого класса. От того, как сконструирована развертка, и, конечно, от качества ее конструкции и от эксплуатационных условий, будет зависеть правильность и точность всей работы.
В данной работе важен не только режим резания, но и величина припусков для операции развертывания, степень заточки, доводка режущей кромки и многое другое. Существует много разных видов разверток. Их разделяют на группы по характеру отверстия, которое обрабатывается в данное время. Важна и форма закрепления, расположение и строение зубьев, регулировка по размерам, а также и род режущих материалов. Поэтому часто в работе пользуются такими видами ручных разверток, как цилиндрическая с хвостовиками и разжимная.
Существует развертка машинная в большом ассортименте: цилиндрическая с хвостовиком и насадными, со вставными зубьями, с напаянными пластинами твердого сплава с хвостовиком и насадными, с твердосплавными зубьями. Также выделяют большой класс конических разверток: под конические штифты, под коническую резьбу, под конус Морзе, под метрический конус, с конусностью 1 к 30. Особое применение нашли цилиндрические мелкоразмерные развертки с утолщенным хвостовиком, есть и котельная развертка. Ручная и машинная развертка – особенности приспособленийК основным элементам конструкции развертки относится не только режущая часть и калибр, а также количество зубьев и их направление. Важны и углы резания, и неравномерность шага зубьев, профиль канавок и зажимная часть. Типы разверток, которые отличаются по этим всем признакам, в основном, профессиональные. Существует наиболее простая классификация разверток, которую мы уже затронули – ручная и машинная. Внутри этих типов можно выделить насадные, хвостовые, цельные, сборные, регулируемые и варианты с постоянным диаметром. Ручной инструмент отличается цилиндрической формой и имеет острые грани по всей длине, а также размерный ряд от 3 до 58 мм при шаге 1 мм. Часто можно встретить показатели шага, равные 3,5, 4,5, 6,5 и до 15,5 мм. Обычно используют такие развертки вместе с воротком, и для этих целей на конце сделан квадрат. У ручных разверток заход или нижняя часть намного меньше, чем основная режущая часть. Это специально сделано для дополнительного удобства во время работы, да и заходить в отверстие будет проще.
Немаловажно в работе с развертками и то, сколько имеется зубьев, от этого будет зависеть не только чистота, но и само качество обработки отверстий. Лучше, когда их больше, работа будет более чистой, но, как и везде, есть свой минус – отвод стружки будет намного хуже. Самым приемлемым считается, если зуб в прямой форме – это наиболее распространенный вариант, но иногда встречаются и винтовые зубья. Винтовые зубья в развертках хороши в случаях, когда нужно сделать прерывистые отверстия, и если при этом приходится пользоваться заготовками, где отверстия внутренние. Машинные виды разверток имеют хвостовики, их предназначение – зажим в станке, и они не подойдут под обычный вороток для ручной обработки. Данный инструмент может иметь разные конусы, и они зависят от диаметра. Для изготовления таких приспособлений берут только быстрорежущую сталь: 9ХС, Р6М5 и редко Р9 (данная марка отличается большим процентом вольфрама), а также Р18 (это качество немного получше). Самыми лучшими и качественными развертками считаются те, которые были произведены во времена Советского Союза. На сегодняшний день они встречаются очень редко на прилавках магазина, и были изготовлены из самого лучшего металла, поэтому прочность и надежность самые высокие.
Другие виды разверток – для кругозораРегулируемый тип инструмента используют тогда, когда диаметр отверстий равен не целому числу в миллиметрах, а числу с десятыми, то есть 12,5 мм или 22,5 мм. Этот вариант сделан таким образом, что есть возможность выставлять любые требуемые диаметры. Размер всегда можно менять от 1 до 3 мм. Только в данном случае все будет зависеть от диаметра развертки: небольшие по размеру можно поменять на 1 мм, ну а большие – на большее расстояние.
Подобрать и выставлять необходимый размер просто, это все можно сделать при помощи двух гаечных ключей. На данном инструменте имеются две гайки – верхняя и нижняя. Начинать работу нужно с верхней, и когда она будет откручена, надо будет тут же затянуть нижнюю, при затяжке пластинки будут смещаться вверх, а сам размер гайки увеличится. Это все происходит потому, что их смещение идет по конусной направляющей. Чем выше вы будете двигать, тем сильней затягивается нижняя гайка, в результате увеличивается и размер. Смещать нужно до тех пор, пока не получится необходимый размер. Диаметр в такой работе лучше измерить при помощи инструмента штангенциркуля, хорошо подойдет и микрометр. Данное приспособление лучше брать для измерения диаметра, если требуется высокая точность.
Разжимной тип развертки иногда называют раздвижной. В данных развертках есть шарик, а внизу винт. Если закручивать развертку при помощи винта, шарик в это время будет направляться вверх. Грани в это время будут распираться, а диаметр инструмента увеличиваться, но ненамного, обычно 0,15-0,5 мм, все будет зависеть от диаметра. Сильно закручивать тоже нельзя, потому что на корпусе может образоваться трещина. Корпус хоть и твердый, но очень хрупкий. |







www.emomi.com
Размер, мм |
Размер, мм |
Размер, мм |
Размер, мм |
Размер, мм |
Размер, мм |
||||||||||||
d |
L |
l |
d |
L |
l |
d |
L |
l |
d |
L |
l |
d |
L |
l |
d |
L |
l |
2,95 2,3 2,4 2,5 2,6 2,7 2,8 2,9 33,1 3,2 3,3 3,4 |
62 |
31 |
5,5 5,6 5,7 5,8 5,9 66,1 6,2 6,3 6,4 6,5 6,6 6,7 |
93 |
47 |
9,4 9,5 9,6 9,7 9,8 9,9 |
124 |
62 |
13,4 13,5 |
152 |
76 |
18,8 18,9 |
188 |
93 |
30,7 30,8 30,9 31 31,1 31,2 31,3 31,4 |
247 |
124 |
14 14,1 14,2 14,3 |
163 |
81 |
19 19,1 19,2 19,3 19,4 19,5 |
||||||||||||||
10 10,1 10,15 10,5 10,6 10,7 10,8 10,9 |
133 |
66 |
14,4 14,5 15 15,1 15,2 15,3 15,4 15,5 |
||||||||||||||
20 21 21,1 21,2 21,3 21,4 |
201 |
100 |
31,5 |
||||||||||||||
32 |
265 |
133 |
|||||||||||||||
34 35 36 |
284 |
142 |
|||||||||||||||
3,5 3,6 3,7 3,8 3,9 |
71 |
35 |
6,8 |
37 38 |
305 |
152 |
|||||||||||
77,1 7,2 7,3 |
107 |
54 |
11 11,1 11,2 11,3 11,4 11,5 |
142 |
71 |
16 16,1 16,2 16,3 16,4 16,5 |
175 |
87 |
21,5 |
||||||||
22 23 |
215 |
107 |
40 42 |
||||||||||||||
24 24,1 24,2 24,3 24,4 24,5 25 26 |
231 |
115 |
44 46 47 |
326 |
163 |
||||||||||||
44,1 4,2 4,3 4,4 |
76 |
38 |
7,4 7,5 7,6 7,65 7,95 |
||||||||||||||
12 12,1 12,2 |
152 |
76 |
17 17,1 17,2 17,3 17,4 17,5 |
||||||||||||||
48 50 |
347 |
174 |
|||||||||||||||
4,5 4,6 4,7 4,8 4,9 4,95 |
81 |
41 |
88,1 8,2 8,3 8,4 8,5 |
115 |
58 |
12,3 12,4 12,5 12,6 12,7 12,8 12,9 |
|
||||||||||
27 |
247 |
124 |
|||||||||||||||
18 18,1 18,2 18,3 18,4 18,5 18,6 18,7 |
188 |
93 |
28 30 30,1 30,2 30,3 30,4 30,5 30,6 |
||||||||||||||
55,1 5,2 5,3 5,4 |
87 |
44 |
8,55 |
||||||||||||||
99,1 9,2 9,3 |
124 |
62 |
13 13,1 13,2 13,3 |
||||||||||||||
prom032.ru
Развертка. Конструкция и геометрия.
Режущий инструмент
Развертки предназначены для изготовления точных отверстий и обеспечивают высокое качество обработанной поверхности. Различают развертки машинные и ручные, а по форме обрабатываемого отверстия - цилиндрические и конические. Развертки имеют 6-16 зубьев, распределяемых по окружности, как правило, неравномерно, что обеспечивает более высокое качество обработанной поверхности. Развертки могут быть с цилиндрическим или коническим хвостовиком. Ручная цельная развертка с цилиндрическим хвостовиком (смотри рисунок) состоит из рабочей части, шейки и хвостовика. Рабочая часть включает в себя направляющий конус с углом при вершине 90 градусов, режущую, калибрующую часть и обратный конус. Режущая часть выполняет основную работу резания. У ручных разверток длину режущей части делают значительно большей, чем у машинных. Угол режущей части развертки составляет 2φ. При обработке сквозных отверстий φ=0,5-1,5 градуса У ручных разверток, φ=12-15 градусов у машинных разверток и разверток, оснащенных пластинами из твердых сплавов, φ=30-45 градусов. При обработке глухих отверстий φ=45 градусов у ручных разверток, φ=60 градусов у машинных разверток и φ=75 градусов у твердосплавных разверток. Калибрующая часть служит для направления развертки при резании и калибровании отверстия. Обратный конус уменьшает трение развертки об обработанную поверхность и снижает величину разбивки отверстия. У ручных разверток диаметр около шейки меньше калибрующего на 0,005-0,008 мм, у машинных - на 0,04-0,08 мм. Передний угол γ=0 градусов у чистовых разверток из быстрорежущих сталей, γ=5-10 градусов у черновых разверток из быстрорежущих сталей и γ=0-5 градусов у твердосплавных разверток. Задний угол на режущей и калибрующей частях разверток γ=6-10 градусов.
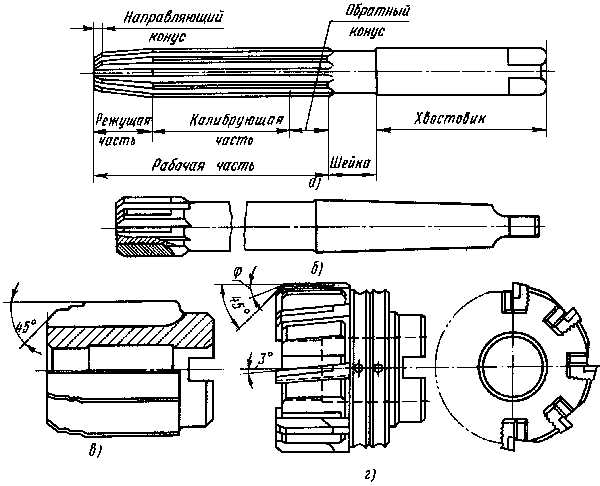
Развертки:
а) - ручная с цилиндрическим хвостовиком, б) - машинная цельная с коническим хвостовиком, в) - машинная цельная насадная, г) - машинная сборная со вставными ножами, оснащенными пластинами из твердого сплава
turner.narod.ru
Развёртка (инструмент) - это... Что такое Развёртка (инструмент)?
Развёртка – режущий инструмент, который нужен для окончательной обработки отверстий после сверления, зенкерования или растачивания. Развёртыванием достигается точность до 6-9 квалитета и шероховатость поверхности до Ra = 0,32…1,25 мкм.
Высокое качество обработки обеспечивается тем, что развертка имеет большое число режущих кромок (4-14) и снимает малый припуск. Развёртка выполняет работу при своём вращении и одновременном поступательном движении вдоль оси отверстия. Развертка позволяет снять тонкий слой материала (десятые-сотые доли миллиметра) с высокой точностью. Помимо цилиндрических отверстий развертывают конические отверстия (например под инструментальные конусы) специальными коническими развертками.
Не следует путать развертку с зенкером. Последний является получистовым инструментом для получения отверстий невысокой точности, имеет меньшее число режущих кромок, другую заточку.
Классификация
Регулируемая развертка Ручная цилиндрическая разверткаРазвертки классифицируются:
- По типу обрабатываемого отверстия:
- Цилиндрические.
- Конические (под различные инструментальные, котельные (заклепочные) и другие конуса).
- Ступенчатые.
- По точности:
- С указанием квалитета для цилиндрических.
- С указанием качества (черновые, промежуточные, чистовые) для конических.
- N1..N6 — цилиндрические развертки с калиброванным припуском для последующей шлифовки инструмента слесарем в требуемый размер.
- Регулируемые (раздвижные, разжимные, шкворневые).
- По способу зажима инструмента:
- Другие свойства:
- Прямые или спиральные стружкоотводные канавки.
- Количество режущих кромок Z.
- Материал инструмента.
Стандарты
Существует огромное количество ГОСТов и других нормативных документов касающихся разверток. Здесь приведена краткая выборка таких стандартов.
- Развертки. Термины, определения и типы. (ГОСТ 29240-91)
- Ручные цилиндрические с хвостовиком (ГОСТ 7722-55)
- Машинные цилиндрические с хвостовиком и насадные (ГОСТ 1672-53)
- Машинные цилиндрические с хвостовиком и насадные со вставными зубьями (ГОСТ 883-51)
- Ручные разжимные. Конструкция и размеры (ГОСТ 3509-71).
- Конические (конус 1:50) под конические штифты (ГОСТ 6312-52)
- Ручные конические (конус 1:30) с цилиндрическим хвостовиком под насадные развертки и зенкеры. Основные размеры. (ГОСТ 11184-84).
- Конические под конус Морзе (ОСТ НКТМ 2513-39)
- Конические (конус 1:20) под метрический конус (ОСТ НКТМ 2514-39)
- Конические (конус 1:16) под коническую трубную резьбу (ГОСТ 6226-52)
- Конические (конус 1:10) котельные машинные (ГОСТ 18121-72)
Конструкция развёртки. Особенности
Основными конструктивными элементами развёртки являются режущая и калибрующая части, число зубьев, направление зубьев, углы резания, шаг зубьев, профиль канавки, зажимная часть.
Режущая часть.
- Угол конуса φ определяет форму стружки и соотношение составляющих усилий резания. Угол φ у ручных развёрток – 1°…2°, что улучшает направление развёртки при входе и уменьшает осевую силу; у машинных при обработке стали φ = 12°…15°; при обработке хрупких материалов (чугуна) φ = 3°… 5°.
- Стандартные развёртки делают с неравномерным окружным шагом с целью предупреждения появления в развёртываемом отверстии продольных рисок. Из-за неоднородности обрабатываемого материала на зубьях развёртки происходит периодическое изменение нагрузки, что ведёт к отжиму развёртки и появлению на обработанной поверхности следов в виде продольных рисок.
Калибрующая часть состоит из двух участков: цилиндрического и участка с обратной конусностью. Длина цилиндрического участка около 75% от длины калибрующей части. Цилиндрический участок калибрует отверстие, а участок с обратной конусностью служит для направления развертки в работе. Обратная конусность уменьшает трение об обработанную поверхность и снижает разбивку. Т.к. при ручном развертывании разбивка меньше, то и угол обратной конусности у ручной развёртки меньше, чем у машинной. При этом цилиндрический участок у ручных развёрток может отсутствовать.
Цилиндрическая ленточка на калибрующей части калибрует и выглаживает отверстие. Уменьшение её ширины снижает стойкость развертки, однако повышает точность обработки и снижает шероховатость, т.к. уменьшает трение. Рекомендуемая ширина ленточки f = 0,08…0,5 мм в зависимости от диаметра развёртки.
Число зубьев z ограничивается их жёсткостью. С увеличением z улучшается направление развертки (больше направляющих ленточек), повышаются точность и чистота отверстия, но снижается жесткость зуба и ухудшается отвод стружки. Z принимается чётное - для облегчения контроля диаметра развёртки.
Канавки чаще выполняют прямыми, что упрощает изготовление и контроль. Для обработки прерывистых поверхностей целесообразно применять развёртки с винтовым зубом. Направление канавок делается противоположным направлению вращения для избежания самозатягивания и заедания развёртки.
Задний угол выполняют небольшой (5°…8°) для повышения стойкости развёртки. Режущую часть затачивают до остра, а на калибрующей делают цилиндрическую ленточку для повышения размерной стойкости и улучшения направления в работе.
Передний угол принимают равным нулю.
См. также
- Фрезер-райбер
Литература
- И.И.Семенченко, В.М.Матюшин, Г.Н.Сахаров "Проектирование металлорежущих инструментов". М: Машгиз. 1963. 952с.
dic.academic.ru
Ручная цилиндрическая развертка по оптовым ценам от производителя
Каталог продукции»Развертки машинные и ручныеРежущий инструмент, используемый для финишной обработки отверстий после зенкерования, сверления и растачивания называется ручная цилиндрическая развертка. С помощью развертывания позволяется создать точность до 6-9 квалитета, в том числе шероховатости поверхности до Ra = 0,32…1,25 мкм.
Ручные цилиндрические развертки применяются для создания наиболее точных отверстий в деталях, выполненных из углеродистой, легированной, конструкционной стали и серого чугуна. Изготавливаются развертки из легированной стали 9XC. Количество зубьев варьируется от 6 до 12. При этом используется всегда четкое число зубьев для повышения удобства применения. Нахождение на окружности зубьев неравномерное. Это позволяет увеличить качество обработки поверхности.
Увеличение качества обработки достигается за счет большого числа режущих кромок развертки и ее снятия малого припуска. Развертка осуществляет свою работу, вращаясь и одновременно производя поступательные действия вдоль оси отверстия. С помощью развертки позволяется убрать тонкий слой материала с наиболее высокой точностью.
Конструкция развертки
В конструкцию ручной развертки входит рабочая часть, шейка и хвостовик. Они несут такое же назначение, как и сверла, зенкеры. Рабочая часть включает калибрующую и режущую части, а также направляющий конус, предохраняющий от повреждений и служащий для облегчения вхождения развертки в отверстие.
Режущая (заборная) часть развертки имеет форму конуса с зубьями на поверхности. Калибрующая часть включает цилиндрический участок и участок с обратной конусностью. Передние и задние поверхности зубьев цилиндрической развертки на калибрующей и режущей частях выполнены в плоском виде.
inreko.ru
Ручная развертка: виды, назначение, ГОСТ
Домашний уют 8 мая 2017Получить методом сверления отверстие, стенки которого были бы идеально ровными, получается далеко не в каждом случае даже при условии использования качественных сверл и дрелей. Кроме этого, диаметр отверстия может отличаться от необходимого на несколько десятых миллиметров. Чтобы зазоры были идеальными, нужна ручная развертка. Эти металлорежущий инструмент, специально предназначенный для финишной обработки отверстий после операций сверления и зенкерования. Давайте рассмотрим, что собой представляет этот инструмент, как он работает, для чего он необходим и как его применять.
Характеристика
Развертка представляет собой режущий инструмент для обработки металла. Обрабатывая отверстие данным приспособлением, можно увеличить его диаметр, а также значительно повысить чистоту поверхности и точность размера. Развертки применяются как для финишной, так и для предварительной обработки. Существует стандарт, по которому регламентируется развертка ручная – ГОСТ 7722-77. Ручными считаются инструменты, предназначенные для обработки отверстий с диаметром в диапазоне от 3 до 60 мм (шаг - 1 мм).
C помощью этих инструментов можно получать размеры, точность которых будет соответствовать второму и третьему классу. Что касается чистоты поверхности, то она может быть от Rz 10 до Rz 6.3. Сверлением такой чистоты добиться невозможно.
Принцип действия разверток
Используя инструмент для обработки отверстий, можно достичь высокой точности и качества поверхности – об этом уже сказано выше. Ручная развертка работает с небольшими масштабами. Корректировать отверстия с такой точностью удается потому, что инструмент оснащен несколькими режущими кромками. Так, ручная развертка - в зависимости от вида - может иметь от 4 до 14 режущих кромок. Именно за счет этого снимаются самые малые прикуски.
Работает инструмент следующим образом. Развертку нужно вставить в отверстие, затем, если она ручная, надеть специальный вороток и вращать с помощью него инструмент. Приспособление будет работать не только при вращательных движениях, но и при одновременном продвижении вниз или вверх по оси. Инструмент способен снимать тонкие слои металла – от нескольких десятых до сотых долей миллиметра.
Обрабатывать таким образом можно не только традиционные цилиндрические отверстия, но и конические. Для этого используется развертка коническая. Существует несколько видов этого режущего инструмента. В статье мы рассмотрим каждый из этих видов.
Видео по теме
Как выглядит развертка?
А выглядит приспособление следующим образом. Это цилиндрический либо конический стержень, который на рабочей части имеет продольные канавки. Другая же часть его гладкая и может быть оснащена на конце квадратом или коническим хвостовиком.
Рабочая сторона инструмента представлена несколькими отделами. Передняя часть - коническая и короткая. Затем идет непосредственно режущая, после - направляющая часть и, наконец, задняя рабочая.  Вот так выглядит развертка. Инструмент, несмотря на такое большое количество рабочих частей, непосредственно режет металл только приемной или рабочей частью. Короткую заднюю сторону называют калибрующей. Между режущими зубьями образуются канавки. Они предназначены для схода стружки в процессе работы инструмента. Режущие кромки расположены по всей окружности стержня.
Вот так выглядит развертка. Инструмент, несмотря на такое большое количество рабочих частей, непосредственно режет металл только приемной или рабочей частью. Короткую заднюю сторону называют калибрующей. Между режущими зубьями образуются канавки. Они предназначены для схода стружки в процессе работы инструмента. Режущие кромки расположены по всей окружности стержня.
Классификация
Как известно, развертки предназначены для финишной чистовой обработки отверстий. В прямой зависимости от технологических требований, при помощи этих инструментов получают отверстия в разных диапазонах допуска – от четвертого класса до первого. От конструкции, а также от качества инструмента зависит точность ее работы. Для разных отверстий используются разная ручная развертка – рассмотрим основные виды.
Что касается характеристик инструмента, то здесь играет роль далеко не один фактор:
- Режимы резания.
- Величины припусков для развертывания.
- Уровень заточки инструмента.
- Геометрия режущей кромки, а также многие другие факторы.
Развертки различают по типу отверстия, для которых они предназначены. Также важна форма режущих зубьев и обрабатываемый материал.
В эксплуатации для выполнения основной части слесарных операций используются: развертка цилиндрическая, регулируемые инструменты, конические. Наряду с ручными, существуют также и машинные. Эти инструменты могут быть разных видов. Существуют цилиндрические, конические, со сменными зубьями, с твердосплавными режущими пластинами.
Развертка коническая включает в себя большую группу инструмента – для конических штифтов, для обработки конической резьбы, под конус Морзе, под метрические конуса. Особенно широко в слесарном деле применяют цилиндрический мелкозернистый инструмент.
Цилиндрическая
Такая развертка предназначена для обработки отверстий цилиндрической формы.  Ручная развертка может использоваться как при помощи воротка, так и электрической дрели на малых оборотах. Этот инструмент может выполняться в цельном виде или же с возможностью регулировки рабочего диаметра.
Ручная развертка может использоваться как при помощи воротка, так и электрической дрели на малых оборотах. Этот инструмент может выполняться в цельном виде или же с возможностью регулировки рабочего диаметра.
Коническая
Такой инструмент предназначен для работы с отверстиями конической формы.  Также их можно использовать и для традиционных цилиндрических отверстий.
Также их можно использовать и для традиционных цилиндрических отверстий.
Черновые, промежуточные, чистовые
Если нужно расширить размер отверстия в серьезных пределах, то здесь не обойтись без комплекта инструментов разной чистоты. Развертка коническая, как и все прочие, разделяется на черновые, промежуточные, и чистовые.
Первый инструмент отличается зубьями, расположенными по всей линии ступенями. Работает такой инструмент следующим образом. Срезается узкая стружка при помощи режущей кромки каждой из ступеней. При этом, если отверстие было цилиндрическим, то после такой обработки оно превращается в ступенчатое коническое.  Промежуточная развертка по металлу может срезать стружку значительно меньшей толщины. Режущая часть различается специальными каналами для стружкоразделения. Чистовые инструменты срезают металл всей рабочей поверхностью. Так, образуется цилиндрическое или коническое отверстие нужного размера. Как видите, принцип работы достаточно простой.
Промежуточная развертка по металлу может срезать стружку значительно меньшей толщины. Режущая часть различается специальными каналами для стружкоразделения. Чистовые инструменты срезают металл всей рабочей поверхностью. Так, образуется цилиндрическое или коническое отверстие нужного размера. Как видите, принцип работы достаточно простой.
Регулируемая
Современный режущий инструмент такого типа может быть различных конструкций. На рынке можно встретить разжимные и раздвижные модели. Оба типа работают на базе одного принципа – при движении вверх или вниз, диаметр отверстия может уменьшаться или же увеличиваться. Развертка регулируемая двух этих типов различается по тому, как осуществляется затяжка, а также по диапазону размеров.  Так, в разжимной конструкции есть верхняя и нижняя гайка. Размер можно менять в диапазоне от 0.25 до 3 миллиметров. В раздвижных развертках диаметр меняется за счет затяжки винта. Последний заставляет двигаться специальный шарик в корпусе, который разжимает режущие части. Раздвижная развертка регулируемая считается более точной, а максимально увеличить диаметр можно от 0,15 до 0,5 миллиметра.
Так, в разжимной конструкции есть верхняя и нижняя гайка. Размер можно менять в диапазоне от 0.25 до 3 миллиметров. В раздвижных развертках диаметр меняется за счет затяжки винта. Последний заставляет двигаться специальный шарик в корпусе, который разжимает режущие части. Раздвижная развертка регулируемая считается более точной, а максимально увеличить диаметр можно от 0,15 до 0,5 миллиметра.
Что касается последнего типа, то конструктивно инструмент похож на все прочие развертки. Он представляет собой корпус, изготовленный из недорогих сталей и вставных режущих частей. Ножи изготавливают чаще в виде тонких пластин. В качестве материала используются инструментальные стали. Пластины снимаются, поддаются заточке и замене.  Такая развертка по металлу дает возможность изменить диаметр отверстия на десятые и сотые доли миллиметра. В отличии от цельных, они являются более экономичными. В случае износа, ножи можно легко заменить.
Такая развертка по металлу дает возможность изменить диаметр отверстия на десятые и сотые доли миллиметра. В отличии от цельных, они являются более экономичными. В случае износа, ножи можно легко заменить.
Что нужно знать о развертывании отверстий?
Процесс расточки отверстия лучше всего выполнять с применением двух классов инструмента – черновой разверткой и чистовой. Первые изготавливаются чаще из старых и изношенных материалов. Прежде чем развертывать отверстие, его торцевую часть обтачивают. Делается это для того, чтобы развертка могла эффективно работать каждым своим зубом. Это актуально и для деталей из чугуна. Если пренебречь такой предварительно обработкой, есть риск затупить развертку.  В процессе работы с разверткой лучше лишний раз не спешить. Подача должна осуществляться равномерно. Чем медленней будет подаваться инструмент в отверстие, тем лучше финальный результат. Процесс развертывания не предусматривает работу на высоких оборотах, как в случае с дрелью. Опытные слесари рекомендуют отложить электрическую дрель, а вместо нее взять вороток. В данном случае контроль за процессом буде гораздо выше.
В процессе работы с разверткой лучше лишний раз не спешить. Подача должна осуществляться равномерно. Чем медленней будет подаваться инструмент в отверстие, тем лучше финальный результат. Процесс развертывания не предусматривает работу на высоких оборотах, как в случае с дрелью. Опытные слесари рекомендуют отложить электрическую дрель, а вместо нее взять вороток. В данном случае контроль за процессом буде гораздо выше.
Отопительная система обязательно должна быть настроена, осуществить эти работы можно разными способами. Эта потребность возникает для достижения эффективности работы, когда на каждом участке сети параметры максимально...
Бизнес Маховик сцепления: описание, виды, назначение и принцип работыВсе знают, что главная задача двигателя заключается в преобразовании энергии на крутящий момент. Передача его осуществляется через специальный маховик диска сцепления. Данный узел имеется в любом автомобиле. Как он ус...
Бизнес Пулеметная лента: виды, назначение, зарядкаСкорострельность оружия в определенном промежутке времени во многом зависит от боезапаса. Ленточная система подачи патронов дает возможность повысить практическую скорострельность стрелкового оружия, позволяя вести не...
Бизнес Комбайны свеклоуборочные: виды, назначение, характеристикиКомбайны свеклоуборочные – сельскохозяйственные машины для сбора урожая сахарной и кормовой свеклы для ее последующей переработки на производстве. Эта техника оснащена высокоточным навесным оборудованием и функц...
Бизнес Виды, назначение и обозначения подшипниковОбозначения подшипников сегодня крайне активно используются в различных сферах современного производства, ведь это абсолютно незаменимая деталь, которая сегодня применяется в преимущественном большинстве самых разнооб...
Дом и семья Кашпо напольное: виды, назначениеКрасоту придомовой территории придает обилие цветов и зелени. Часто во дворе нет места для дополнительной клумбы и качественного озеленения. На помощь тут способны прийти горшечные цветы. Более интересно выглядят раст...
Дом и семья Органайзер - что такое, виды, назначение, применениеИдеальным порядком в голове и доме могут похвастаться не многие современные люди. Что делать, если мысли и вещи постоянно пребывают в хаосе? Правильно – организовать их! А поможет вам в этом органайзер. Что тако...
Дом и семья Металлизированная пленка: виды, назначениеМеталлизированная пленка представляет собой материал, состоящий из нескольких прозрачных или тонированных слоев определенной толщины, между которыми находится микрофольга. Применяется пленка во многих промышленных сфе...
Домашний уют Кран для радиаторов отопления: виды, назначение, установкаСовременный радиатор отопления – это достаточно функциональное устройство. К батарее при помощи резьбы или фитингов подсоединяются трубы центральных или автономных отопительных систем. На первый взгляд может пок...
Домашний уют Конфирмат: размеры, виды, назначениеДревесно-стружечная плита, из которой изготавливают практически всю корпусную мебель, отличается хрупкостью. Все знают, как неудобно транспортировать советскую мебель. Ее надо либо разбирать полностью, либо в собранно...
monateka.com