Виды операций и этапы технологического процесса. Понятие припуска. Виды технологических операций
Виды технологических операций и оборудования сварочного производства
Сварочное производство – это комплекс производственных процессов с широким использованием сварочной техники, образующий самостоятельную, законченную технологию изготовления сварной продукции.
Весь комплекс сварочных операций может быть разделен на шесть групп операций:
1 – заготовительные, 2 – сборочные, 3 – сварочные, 4 – отделочные, 5 – вспомогательные, 6 – контрольные.
Заготовительные операции - операции изготовления деталей сварных конструкций. При выполнении заготовительных операций применяют следующие виды обработки металлов: резку – механическую и термическую; строгание на станках; штамповку на прессах; зачистку кромок и поверхностей деталей от окалины, ржавчины, заусенцев; правку и гибку деталей на вальцах, прессах, плитах; механическую обработку крупных деталей – точение, строгание, фрезерование, сверление отверстий в них.
Сборочная операция обеспечивает правильное взаимное расположение и закрепление деталей собираемого и свариваемого изделия на плите, стеллаже, стенде или в специальном приспособлении.
Кроме собственно сварочных операций к сварным работам относятся некоторые неразрывно связанные со сваркой вспомогательные операции, например, установка изделий под сварку или сварочной головки на начало шва, направление электрода вдоль стыка, поворот изделий в процессе сварки, перемещение сварщика и т.п.
К отделочным работам относятся зачистка швов, удаление металлических брызг и грата, окраска, упаковка, а также термическая и механическая обработка готовых изделий, если последние производятся в сварочном цехе.
К вспомогательным работам относятся крановые, транспортно - подъемные и перегрузочные операции; наладочные работы по сварочному и другому оборудованию; комплектование деталей и распределение работ, намотка кассет со сварочной проволокой и прочие вспомогательные работы, связанные с основным производством.
Контрольные работы включают комплекс контрольных операций на каждом этапе изготовления сварной конструкции, включая контроль исходных свариваемых и сварочных материалов, контроль качества заготовительных, сборочных, сварочных и отделочных операций, контроль сварных соединений и готовой продукции.
Соответственно, различают основное и вспомогательное сварочное оборудование.
К основному оборудованию относятся:
- источники питания сварочной дуги,
- автоматы и полуавтоматы для дуговой сварки,
- аппараты для электрошлаковой сварки,
- машины для точечной, рельефной, шовной и стыковой сварки,
- установки для электронно-лучевой сварки и лазерной сварки,
- установки для диффузионной сварки в вакууме
и другое.
Вспомогательное оборудование предназначено для:
- установки и вращения свариваемых деталей (манипуляторы, позиционеры, вращатели, кантователи, роликовые стенды),
- крепления и перемещения сварочных автоматов,
- для зачистки кромок свариваемых деталей и швов,
- для подачи и уборки сварочного флюса,
- специальные подъемно-транспортные средства.
Похожие статьи:
Классификация технологической операции — КиберПедия
Типовой технологической операцией называют технологическую операцию, характеризуемую единством содержания и последовательности технологических переходов для группы изделий с одними конструктивными и технологическими признаками.
Групповой технологической операцией называют технологическую операцию совместного изготовления группы изделий с разными конструктивными, но общими технологическими признаками.
Виды технологических операций. Технологический процесс можно построить по принципу концентрированных или же дифференцированных технологических операций.
Концентрированной технологической операцией называют такую операцию, которая включает в себя большое количество технологических переходов. Как правило, данная операция имеет многоинструментную наладку. Пределом концентрации операций является полная обработка детали на одной операции.
Критерием оценки степени концентрации операций является количество переходов, осуществляемых в одной операции.
Различают три основных вида концентрации операций: последовательную (рис. 1.5, а), параллельную (рис. 1.5, б) и параллельно-последовательную (рис. 1.5, е). Если переходы в операции выполняются один за другим, то концентрацию называют последовательной (универсальные станки), если же они совмещены в один сложный технологический переход, т. е. выполняются одновременно, то концентрацию операций называют параллельной (многоинструментальные станки). Концентрацию называют параллельно-последовательной, если последовательно одновременно обрабатывается несколько поверхностей (многоинструментальные станки).
Достоинство параллельной концентрации операций состоят в следующем: сокращается длительность технологического цикла, уменьшается число уставов заготовок, уменьшается количество рабочих приспособлений, применяются высокопроизводительные станки, упрощаются учет и планирование производства, уменьшается количество рабочих станочников и потребная производственная площадь.
Недостатками параллельной концентрации операций является необходимость в сложном и дорогостоящем оборудовании; сложная и трудоемкая наладка.
Дифференцированной операцией называют операцию, состоящую из минимального количества переходов. Пределом дифференциации является выполнение технологической операции, состоящей из одного технологического перехода.
Достоинства дифференциации операций состоят в следующем: применяется сравнительно простое и дешевое оборудование, простота и незначительная сложность их наладки, создается возможность применения более высоких режимов обработки.
Недостатки принципа дифференциации операций: удлиняется технологическая линия, увеличивается количество потребного оборудования и производственной площади, увеличивается число рабочих, большое число установок.
Не следует опрометчиво стремиться к высокой степени концентрации операции. Часто бывает нецелесообразно производить обработку с высокой степенью концентрации операции. Неправильное определение оптимальной концентрации приводит к серьезным ошибкам и большим неоправданным затратам, которые значительно повышают себестоимость изделий.
Структура технологической операции
Операция – основной элемент ТП – имеет собственную структуру.
Состав, содержание и последовательность выполнения технологических переходов определяют структуру технологической операции.
Операция обычно выполняется за один или несколько переходов. Переходы бывают технологические и вспомогательные.
Технологический переход
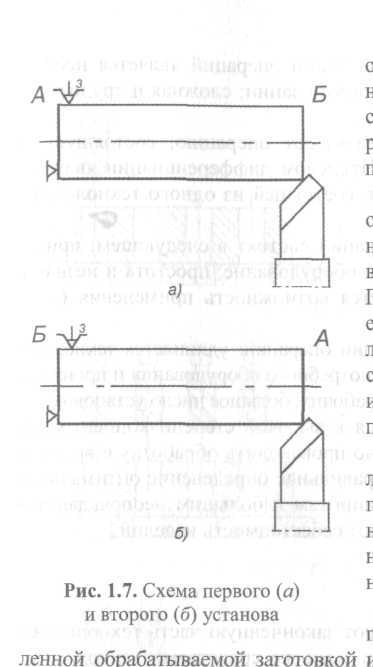
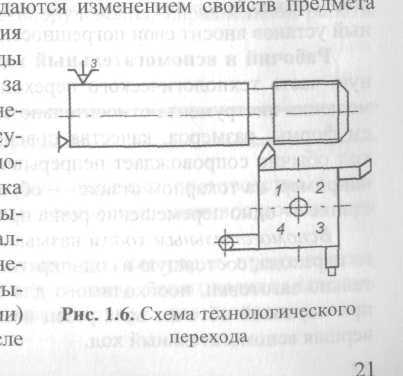 Технологическим переходомназывают законченную часть технологической операции, выполняемой одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке. Если при обточке валика сменяли инструмент, то обработка этим инструментом той же поверхности заготовки будет являться новым технологическим переходом (рис. 1.6). Но сама смена инструмента является вспомогательным переходом.
Технологическим переходомназывают законченную часть технологической операции, выполняемой одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке. Если при обточке валика сменяли инструмент, то обработка этим инструментом той же поверхности заготовки будет являться новым технологическим переходом (рис. 1.6). Но сама смена инструмента является вспомогательным переходом.
Рис. 1.7. Эскиз токарной операции
а – простые переходы;
б – сложный переход
2.2.2. Вспомогательным переходомназывают законченную часть технологической операции, состоящей из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предмета труда, но необходимы для выполнения технологического перехода.
Переходы могут быть совмещены во времени за счет одновременной обработки нескольких поверхностей, т. е. могут осуществляться последовательно (черновая, получистовая, чистовая обточка ступенчатого вала или сверления четырех отверстий одним сверлом), параллельно (обточка ступенчатого вала несколькими резцами или сверление четырех отверстий, сразу четырьмя сверлами) или параллельно-последовательно (после обточки ступенчатого вала одновременно несколькими резцами, одновременное снятие фасок несколькими фасочными резцами или сверление четырех отверстий последовательно двумя сверлами).
Установ
Установ — часть технологической операции, выполняемая при неизмененном закреплении обрабатываемых заготовок или собираемой сборочной единицы. Поворот деталей на какой-либо угол является новым установом. Если валик вначале обтачивают в трехкулачковом патроне с одного установа, а затем его перевернут и обточат, то это потребует два установа при одной операции (рис. 1.7).
 2.2.4. Позиция.Установленная и закрепленная на поворотном столе заготовка, подвергаемая сверлению, рассверливанию и зенкерованию, имеет один установ, но с поворотом стола она будет занимать новую позицию.
2.2.4. Позиция.Установленная и закрепленная на поворотном столе заготовка, подвергаемая сверлению, рассверливанию и зенкерованию, имеет один установ, но с поворотом стола она будет занимать новую позицию.
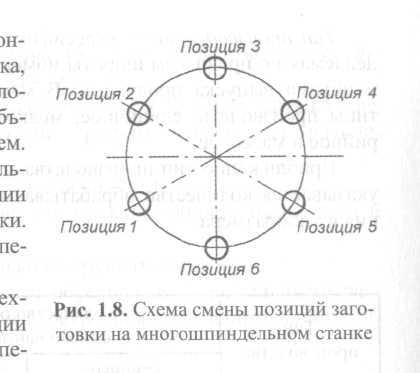
Позициейназывают фиксированное положение, занимаемое жестко закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования при выполнении определенной части операции. На многошпиндельных автоматах и полуавтоматах заготовка при одном ее закреплении занимает различные позиции относительно станка. Заготовка перемещается в новое положение вместе с зажимным устройством (рис. 1.8).
При разработке технологического процесса обработки заготовок, предпочтительно заменять установы позициями, так как каждый дополнительный установ вносит свои погрешности обработки.
cyberpedia.su
Понятие о технологической операции и ее элементах — Мегаобучалка
Технологический процесс обычно расчленяется на части, называемые операциями.
Технологической операцией называют законченную часть технологического процесса, выполняемую на одном рабочем месте. Операция охватывает все действия оборудования и рабочих над одним или несколькими совместно обрабатываемыми или собираемыми объектами производства. Так при обработке на станках операция включает все действия рабочего по управлению станком, а также автоматические движения станка, связанные с процессом обработки заготовки до момента снятия ее со станка и перехода к обработке другой заготовки.
Операция характеризуется неизменностью рабочего места, технологического оборудования, предмета труда и исполнителя. При изменении одного из этих условий имеет место новая операция.
Содержание операции определяется многими факторами и, прежде всего, факторами организационного и экономического характера. Диапазон работ, входящих в состав операции, может быть достаточно широк. Операцию может составлять обработка всего лишь одной поверхности на отдельном станке. Например, фрезерование шпоночной канавки на вертикально-фрезерном станке. Изготовление сложной корпусной детали на автоматической линии, состоящей из нескольких десятков станков и имеющей единую систему управления, будет являться также операцией.
Технологическая операция является основным элементом производственного планирования и учета. По операциям определяют трудоемкость процесса, необходимое оборудование, инструмент, приспособления, квалификацию рабочих. На каждую операцию составляется вся плановая, учетная и технологическая документация.
Операции, входящие в состав технологического процесса, выполняют в определенной последовательности. Содержание, состав и последовательность выполнения операций определяют структуру технологического процесса.
Последовательность прохождения заготовки детали или сборочной единицы по цехам и производственным участкам предприятия при выполнении технологического процесса изготовления или ремонта называют технологическим маршрутом.
Различают межцеховой и внутрицеховой технологические маршруты.
Структура операции предполагает расчленение ее на составные элементы – установы, позиции и переходы.
Для обработки заготовки ее необходимо установить и закрепить в приспособлении, на столе станка или другом виде оборудования. При сборке то же самое следует проделать с деталью, к которой должны быть присоединены другие детали.
Установ – часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы.
При каждом повторном снятии заготовки и последующем ее закреплении на станке или же при повороте заготовки на какой-либо угол для обработки новой поверхности имеет место новый установ.
Установленная и закрепленная заготовка в случае необходимости может изменять свое положение на станке относительно инструмента или рабочих органов станка под воздействием устройств линейных перемещений или поворотных устройств, занимая новую позицию.
Позицией называется каждое отдельное фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования при выполнении определенной части операции. При обработке заготовки, например, на токарно-револьверном станке позицией будет каждое новое положение револьверной головки. При обработке на многошпиндельных автоматах и полуавтоматах неизменно закрепленная заготовка занимает различные позиции относительно станка путем вращения стола, последовательно подводящего заготовку к разным инструментам.
Технологический переход – законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке. Технологический переход, таким образом, характеризует постоянство применяемого инструмента, поверхностей, образуемых обработкой или соединяемых при сборке, а также неизменность технологического режима.
Например, технологическими переходами будут являться получение отверстия в заготовке при обработке спиральным сверлом, получение плоской поверхности детали фрезерованием и т.п. Последовательная обработка одного и того же отверстия в корпусе редуктора расточным резцом, зенкером и разверткой будет состоять соответственно из трех технологических переходов, поскольку при обработке каждым инструментом образуется новая поверхность.
В токарной операции, схема которой показана на рис. 11,а, выполняются два технологических перехода. Такие переходы называют простыми или элементарными. Совокупность переходов, когда в работе одновременно участвуют несколько инструментов, называют совмещенным переходом (рис. 11,б). При этом все инструменты работают с одинаковой подачей и частотой вращения. В случае, когда происходит изменение последовательно обрабатываемых поверхностей одним инструментом с изменением режимов резания (скорости при обработке на гидрокопировальных станках или скорости и подачи на станках с ЧПУ) при одном рабочем ходе инструмента имеет место сложный переход.
Технологические переходы при этом могут выполняться последовательно (рис. 11,а) или параллельно-последовательно (рис. 11,б).
При обработке заготовок на станках с ЧПУ несколько поверхностей могут последовательно обрабатываться одним инструментом (например, подрезным резцом) при его движении по траектории, задаваемой управляющей программой. В этом случае говорят, что указанная совокупность поверхностей обрабатывается в результате выполнения инструментального перехода.
Примерами технологических переходов в сборочных процессах могут служить работы, связанные с соединением отдельных деталей машины: приданием им требуемого относительного положения, проверкой достигнутого положения и его фиксацией с помощью крепежных деталей. При этом постановку каждой крепежной детали (например, винта, болта или гайки) следует рассматривать как отдельный технологический переход, а одновременное закручивание нескольких гаек с помощью многошпиндельного гайковерта – как совмещение технологических переходов.
Технологическая операция в зависимости от организации технологического процесса может быть осуществлена на основе концентрации или дифференциации технологических переходов. При концентрации переходов структура операции включает максимально возможное при заданных условиях количество технологических переходов. Такая организация операции сокращает количество операций в технологическом процессе. В предельном случае технологический процесс может состоять лишь из одной технологической операции, включающей все переходы, необходимые для изготовления детали. При дифференциации переходов стремятся к уменьшению количества переходов, входящих в технологическую операцию. Пределом дифференциации является такое построение технологического процесса, когда в состав каждой операции входит лишь один технологический переход.
Характерной особенностью технологического перехода в любых процессах (кроме аппаратурных) является возможность его обособления на отдельном рабочем месте, т.е. выделение его в виде самостоятельной операции. В случае однопереходной операции понятие операции может совпадать с понятием перехода.
При организации процесса обработки по принципу дифференциации построения операции (а не перехода) технологический процесс расчленяется на одно-, двух-переходные операции, подчиняющиеся по продолжительности такту выпуска. Если операции (например, зубофрезерная, шлицефрезерная) по длительности выходят за пределы такта выпуска, то ставят станки-дублеры. Следовательно, пределом дифференциации служит такт выпуска.
Принцип концентрации операций подразделяется на принцип параллельной концентрации и последовательной. И в том и в другом случае в одной операции концентрируется большое количество технологических переходов, но они распределяются по позициям таким образом, чтобы время обработки на каждой операции было примерно равно или было меньше такта выпуска. По наибольшему времени по позициям будет определяться норма времени на операцию. По принципу последовательной концентрации все переходы выполняются последовательно, а время обработки определяется суммарным временем по всем переходам.
Технологический переход при обработке резанием может состоять из нескольких рабочих ходов.
Под рабочим ходом понимают законченную часть технологического перехода, состоящую из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, качества поверхности или свойств заготовки. Количество рабочих ходов, выполняемых в одном технологическом переходе, выбирают, исходя из обеспечения оптимальных условий обработки, например уменьшения глубины резания при съеме значительных слоев материала.
Примером рабочего хода на токарном станке является снятие резцом одного слоя стружки непрерывно, на строгальном – снятие одного слоя металла по всей поверхности, на сверлильном – сверление отверстия на заданную глубину.
Рабочие ходы имеют место в тех случаях, когда величина припуска превышает возможную глубину резания и его приходится снимать за несколько рабочих ходов.
При повторении одной и той же работы, например, сверление четырех одинаковых отверстий последовательно, имеет место один технологический переход, выполняемый за 4 рабочих хода; если же эти отверстия выполняются одновременно, то имеет место 4 совмещенных рабочих хода и один технологический переход.
В состав операции входят также элементы, связанные с выполнением вспомогательных движений и необходимые для осуществления технологического процесса. К ним относятся вспомогательные переходы и приемы.
Вспомогательный переход – законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением формы, размеров или свойств поверхности, но необходимы для выполнения технологического перехода.
К вспомогательным переходам относятся, например, закрепление заготовки на станке или в приспособлении, смена инструмента, перемещение инструмента между позициями и др. Для сборочных процессов вспомогательными могут считаться переходы по установке базирующей детали на сборочном стенде или в приспособлении на конвейере, перемещение к ней присоединяемых деталей и др.
Для выполнения технологической операции необходимы также вспомогательные ходы и приемы.
Вспомогательный ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, необходимого для подготовки рабочего хода.
Под приемом понимают законченную совокупность действий рабочего, применяемых при выполнении перехода или его части и объединенных одним целевым назначением. Например, вспомогательный переход «установить заготовку в приспособлении» состоит из следующих приемов: взять заготовку из тары, установить в приспособление, закрепить.
Вспомогательные ходы и приемы учитываются при изучении затрат вспомогательного времени на выполнение операции.
Любой технологический процесс протекает во времени. Интервал календарного времени от начала до конца какой-либо периодически повторяющейся технологической операции независимо от числа одновременно изготовляемых или ремонтируемых изделий называется циклом технологической операции.
Подготовку технологического оборудования и технологической оснастки к выполнению технологической операции называют наладкой. К наладке относятся установка приспособления, переключение скорости или подачи, настройка заданной температуры и т.д. Дополнительную регулировку технологического оборудования и (или) оснастки в процессе работы для восстановления достигнутых при наладке значений параметров называют подналадкой.
megaobuchalka.ru
Технологическая операция - это... Что такое Технологическая операция?
У этого термина существуют и другие значения, см. Операция.Технологическая операция — это часть технологического процесса, выполняемая непрерывно на одном рабочем месте, над одним или несколькими одновременно обрабатываемыми или собираемыми изделиями, одним или несколькими рабочими.
Условие непрерывности операции означает выполнение предусмотренной ею работы без перехода к обработке другого изделия.
Технологическая операция является основной единицей производственного планирования и учета. На основе операций определяется трудоемкость изготовления изделий и устанавливаются нормы времени и расценки, задается требуемое количество рабочих, оборудования, приспособлений и инструментов, определяется себестоимость обработки, производится календарное планирование производства и осуществляется контроль качества и сроков исполнения работ.
В условиях автоматизированного производства под операцией понимается законченная часть технологического процесса, выполняемая непрерывно на автоматической линии, которая состоит из нескольких станков, связанных автоматически действующими транспортно-загрузочными устройствами.
В условиях ГАП непрерывность выполнения операций может нарушаться направлением обрабатываемых заготовок на промежуточный склад в периоды между отдельными позициями, выполняемыми на различных технологических модулях.
Кроме технологических операций в состав ТП входят вспомогательные операции. К вспомогательным операциям относятся – транспортные, контрольно-измерительные и т.д., т.е. операции не изменяющие размеров, формы, внешнего вида или свойств изделия, но необходимые для осуществления технологических операций.
Установ — часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой СЕ.
Технологический переход представляет собой законченную часть технологической операции, выполняемую над одной или несколькими поверхностями заготовки, одним или несколькими одновременно работающими инструментами без изменения или при автоматическом изменении режимов работы станка.
Элементарный переход — часть технологического перехода, выполняемая одним инструментом над одним участком поверхности обрабатываемой заготовки за один рабочий ход без изменения режима работы станка.
Вспомогательный переход — законченная часть технологической операции, состоящая из действий человека и оборудования, которые не сопровождаются изменением формы, размеров и шероховатости поверхностей предметов труда, но необходимы для выполнения технологического перехода (установка заготовки, смена инструмента и т.д.).
Рабочий ход — это законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, качества поверхности и свойств заготовки.
Вспомогательный ход — законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, не сопровождающаяся изменением формы, качества поверхности или свойств заготовки, но необходимая для подготовки рабочего хода.
Операция — это технологический процесс системы, направленный на достижение цели, посредством управляемого преобразования продуктов операции. В зависимости от того, на каком уровне той или иной системы выполняется операция, ее можно отнести к одному из видов:
- простая операция
- комплексная операция
- технологическая операция
- системная операция.
В зависимости от миссии системы, системные операции делят на образовательные, военные, медицинские, производственные, торговые, спасательные и т. д.
Так, например, в рамках медицинской системы, осуществляются системные хирургические операции. Системная хирургическая операция, в свою очередь, состоит из трех технологических операций: базовой технологической операции (удаление аппендицита), технологической операции управления (координирует последовательность выполнения действий базовой хирургической операции) и технологической операции оптимизации (каким способом удалять аппендицит, или в каком режиме). В свою очередь, технологическая операция состоит из комплексных операций. Например, для того, чтобы в нужном месте сделать разрез, необходимо осуществить комплексную (вычислительную операцию): собрать данные, сделать расчет, выдать результат.
Комплексная операция состоит из базовой операции и сервисных операций. Так, комплексная хирургическая операция разреза ткани состоит из базовой операции разреза и сервисных операций — приема и передачи хирургического инструмента. Каждая базовая и сервисная операция является простой операцией. Простая операция это всегда одно действие в виде отдельного процесса (подача скальпеля, прием скальпеля, выполнение разреза, передача скальпеля).
Осуществление операции обеспечивают системы и системные объекты. Такими системными объектами являются: базовые и сервисные механизмы, комплектные механизмы, подсистемы и сами системы.
Простые операции определяют по названию действия базового механизма. Определяют, например, операцию измельчения, сортировки, нагрева, охлаждения, вычисления и т. д. Повышение степени абстрагирования приводит к формированию укрупненных категорий операций (рис.1).
Литература
- Питер Друкер. Эффективное управление = Managing for Results. — 3-е изд. — М.: ФИАР-ПРЕСС, 1998. — 288 с. — ISBN 5-8183-0018-8
- Гаврилов Д.А. Управление производством на базе стандарта MRP II. — Санкт-Петербург.: Издательский дом "Питер", 2002. — 340 с. — ISBN 318-00630-2
dic.academic.ru
Технологическая операция - это... Что такое Технологическая операция?
У этого термина существуют и другие значения, см. Операция.Технологическая операция — это часть технологического процесса, выполняемая непрерывно на одном рабочем месте, над одним или несколькими одновременно обрабатываемыми или собираемыми изделиями, одним или несколькими рабочими.
Условие непрерывности операции означает выполнение предусмотренной ею работы без перехода к обработке другого изделия.
Технологическая операция является основной единицей производственного планирования и учета. На основе операций определяется трудоемкость изготовления изделий и устанавливаются нормы времени и расценки, задается требуемое количество рабочих, оборудования, приспособлений и инструментов, определяется себестоимость обработки, производится календарное планирование производства и осуществляется контроль качества и сроков исполнения работ.
В условиях автоматизированного производства под операцией понимается законченная часть технологического процесса, выполняемая непрерывно на автоматической линии, которая состоит из нескольких станков, связанных автоматически действующими транспортно-загрузочными устройствами.
В условиях ГАП непрерывность выполнения операций может нарушаться направлением обрабатываемых заготовок на промежуточный склад в периоды между отдельными позициями, выполняемыми на различных технологических модулях.
Кроме технологических операций в состав ТП входят вспомогательные операции. К вспомогательным операциям относятся – транспортные, контрольно-измерительные и т.д., т.е. операции не изменяющие размеров, формы, внешнего вида или свойств изделия, но необходимые для осуществления технологических операций.
Установ — часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой СЕ.
Технологический переход представляет собой законченную часть технологической операции, выполняемую над одной или несколькими поверхностями заготовки, одним или несколькими одновременно работающими инструментами без изменения или при автоматическом изменении режимов работы станка.
Элементарный переход — часть технологического перехода, выполняемая одним инструментом над одним участком поверхности обрабатываемой заготовки за один рабочий ход без изменения режима работы станка.
Вспомогательный переход — законченная часть технологической операции, состоящая из действий человека и оборудования, которые не сопровождаются изменением формы, размеров и шероховатости поверхностей предметов труда, но необходимы для выполнения технологического перехода (установка заготовки, смена инструмента и т.д.).
Рабочий ход — это законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, качества поверхности и свойств заготовки.
Вспомогательный ход — законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, не сопровождающаяся изменением формы, качества поверхности или свойств заготовки, но необходимая для подготовки рабочего хода.
Операция — это технологический процесс системы, направленный на достижение цели, посредством управляемого преобразования продуктов операции. В зависимости от того, на каком уровне той или иной системы выполняется операция, ее можно отнести к одному из видов:
- простая операция
- комплексная операция
- технологическая операция
- системная операция.
В зависимости от миссии системы, системные операции делят на образовательные, военные, медицинские, производственные, торговые, спасательные и т. д.
Так, например, в рамках медицинской системы, осуществляются системные хирургические операции. Системная хирургическая операция, в свою очередь, состоит из трех технологических операций: базовой технологической операции (удаление аппендицита), технологической операции управления (координирует последовательность выполнения действий базовой хирургической операции) и технологической операции оптимизации (каким способом удалять аппендицит, или в каком режиме). В свою очередь, технологическая операция состоит из комплексных операций. Например, для того, чтобы в нужном месте сделать разрез, необходимо осуществить комплексную (вычислительную операцию): собрать данные, сделать расчет, выдать результат.
Комплексная операция состоит из базовой операции и сервисных операций. Так, комплексная хирургическая операция разреза ткани состоит из базовой операции разреза и сервисных операций — приема и передачи хирургического инструмента. Каждая базовая и сервисная операция является простой операцией. Простая операция это всегда одно действие в виде отдельного процесса (подача скальпеля, прием скальпеля, выполнение разреза, передача скальпеля).
Осуществление операции обеспечивают системы и системные объекты. Такими системными объектами являются: базовые и сервисные механизмы, комплектные механизмы, подсистемы и сами системы.
Простые операции определяют по названию действия базового механизма. Определяют, например, операцию измельчения, сортировки, нагрева, охлаждения, вычисления и т. д. Повышение степени абстрагирования приводит к формированию укрупненных категорий операций (рис.1).
Литература
- Питер Друкер. Эффективное управление = Managing for Results. — 3-е изд. — М.: ФИАР-ПРЕСС, 1998. — 288 с. — ISBN 5-8183-0018-8
- Гаврилов Д.А. Управление производством на базе стандарта MRP II. — Санкт-Петербург.: Издательский дом "Питер", 2002. — 340 с. — ISBN 318-00630-2
dikc.academic.ru
Технологическая операция — WiKi
У этого термина существуют и другие значения, см. Операция.Технологическая операция — это часть технологического процесса, выполняемая непрерывно на одном рабочем месте, над одним или несколькими одновременно обрабатываемыми или собираемыми изделиями, одним или несколькими рабочими.
Условие непрерывности операции означает выполнение предусмотренной ею работы без перехода к обработке другого изделия. Технологическая операция является основной единицей производственного планирования и учета. На основе операций определяется трудоемкость изготовления изделий и устанавливаются нормы времени и расценки, задается требуемое количество рабочих, оборудования, приспособлений и инструментов, определяется себестоимость обработки, производится календарное планирование производства и осуществляется контроль качества и сроков исполнения работ.
В условиях автоматизированного производства под операцией понимается законченная часть технологического процесса, выполняемая непрерывно. В условиях ГАП выполнение операций может нарушаться направлением обрабатываемых заготовок на промежуточных модулях. Кроме технологических операций в состав технологического процесса входят транспортные, контрольно-измерительные и т.д., т.е. операции не изменяющие размеров, формы, внешнего вида или свойств изделия, но необходимые для осуществления технологического процесса.
Установочная часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой СЕ.
Технологический переход представляет собой законченную часть технологической операции, выполняемую над одной или несколькими поверхностями заготовки, одним или несколькими одновременно работающими инструментами без изменения или при автоматическом изменении режимов работы станка.
Элементарный переход — часть технологического перехода, выполняемая одним инструментом над одним участком поверхности обрабатываемой заготовки за один рабочий ход без изменения режима работы станка.
Вспомогательный переход — законченная часть технологической операции, состоящая из действий человека и оборудования, которые не сопровождаются изменением формы, размеров и шероховатости поверхностей предметов труда, но необходимы для выполнения технологического перехода (установка заготовки, смена инструмента и т.д.).
Рабочий ход — это законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, качества поверхности и свойств заготовки.
Вспомогательный ход — законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, не сопровождающаяся изменением формы, качества поверхности или свойств заготовки, но необходимая для подготовки рабочего хода.
Операция — это технологический процесс системы, направленный на достижение цели, посредством управляемого преобразования продуктов операции. В зависимости от того, на каком уровне той или иной системы выполняется операция, её можно отнести к одному из видов:
- простая операция
- комплексная операция
- технологическая операция
- системная операция.
В зависимости от миссии системы, системные операции делят на образовательные, военные, медицинские, производственные, торговые, спасательные и т. д.
Так, например, в рамках медицинской системы, осуществляются системные хирургические операции. Системная хирургическая операция, в свою очередь, состоит из трех технологических операций: базовой технологической операции (удаление аппендицита), технологической операции управления (координирует последовательность выполнения действий базовой хирургической операции) и технологической операции оптимизации (каким способом удалять аппендицит, или в каком режиме). В свою очередь, технологическая операция состоит из комплексных операций. Например, для того, чтобы в нужном месте сделать разрез, необходимо осуществить комплексную (вычислительную операцию): собрать данные, сделать расчет, выдать результат.
Комплексная операция состоит из базовой операции и сервисных операций. Так, комплексная хирургическая операция разреза ткани состоит из базовой операции разреза и сервисных операций — приема и передачи хирургического инструмента. Каждая базовая и сервисная операция является простой операцией. Простая операция это всегда одно действие в виде отдельного процесса (подача скальпеля, прием скальпеля, выполнение разреза, передача скальпеля).
Осуществление операции обеспечивают системы и системные объекты. Такими системными объектами являются: базовые и сервисные механизмы, комплектные механизмы, подсистемы и сами системы.
Простые операции определяют по названию действия базового механизма. Определяют, например, операцию измельчения, сортировки, нагрева, охлаждения, вычисления и т. д. Повышение степени абстрагирования приводит к формированию укрупненных категорий операций (рис.1).
ru-wiki.org
Виды операций и этапы технологического процесса. Понятие припуска — МегаЛекции
Заготовительное производство в большинстве случаев не позволяет получить детали в окончательно готовом виде, тем более детали для авиационных двигателей.
Для превращения заготовки в готовую деталь с каждой ее поверхности, подлежащей обработке, снимают некоторый слой металла, называемый общим припуском (на данную поверхность), или припуском заготовки. В отличие от этого слой, снимаемый в одной операции, называется операционным припуском.
Общий припуск может быть снят в одной операции или за несколько операций. В первом случае говорят, «что поверхность обрабатывается сразу начисто, или сразу окончательно». Во втором случае каждая последующая операция отличается от предшествующей меньшим операционным припуском, большей точностью и более высоким классом шероховатости.
В связи с этим различают следующие виды операций: черновые, чистовые, окончательные, отделочные.
Черновой операцией называют любую операцию, если за ней следует аналогичная по методу обработки, но более точная операция.
Черновые операции обеспечивают снятие значительных операционных припусков, примерно (0,5 … 0,7) общего припуска в заготовке. Точность обработки 12…14 – й квалитет, шероховатость поверхности Rz = 80 … 20. Черновые операции выполняют точением, растачиванием, сверлением, фрезерованием и строганием, электроэрозией, электрохимией и др.
Чистовой называют операцию, следующую за черновой. Например, «шлифование черновое», «шлифование чистовое». Целью чистовой операции может быть завершение обработки данной поверхности (тогда она будет являться одновременно и окончательной) или будет подготовка поверхности к еще более точной обработке.
Чистовые операции обеспечивают большее приближение размеров и формы обрабатываемой заготовки к готовой детали. Снимаются малые припуски, точность обработки 8…11 квалитеты, шероховатость поверхности Rz = 5 … 1,25. Для чистовой обработки применяют, кроме тех же методов, что и на черновых операциях, еще зенкерование, развертывание, шлифование, ленточное шлифование и др.
Окончательная операция обеспечивает точность обрабатываемой поверхности, заданную чертежом детали. Эти операции выполняются шлифованием, развертыванием, протягиванием, тонким точением и др.
Отделочные операции снижают шероховатость обрабатываемой поверхности и улучшают физико-химическое состояние поверхностного слоя. Отделочные операции осуществляют полированием (механическим, электролитическим, электролитно-плазменным), хонингованием, суперфинишированием, притиркой, алмазным выглаживанием и другими методами деформационного упрочнения.
На рис. 2.3 применительно к перу лопатки компрессора показаны черновая операция (электрохимическая), получистовая (шлифование), чистовая (ленточное шлифование) и отделочная (полирование).
Рис. 2.3. К вопросу о припуске заготовки и операционных припусках при обработке профиля пера лопаток
(z1 – припуск на электрохимическую обработку, z2 – шлифование абразивным кругом, z3 – шлифование лентой, z3– полирование)
Количество операций обработки поверхности назначают в зависимости от многих частных условий: размеров и формы детали, совершенства заготовки, требуемых чертежом точности и шероховатости, видом и местом термической обработки и др.
Естественно, что, обрабатывая поверхность, вначале выполняют это в какой то мере грубо, а затем более тщательно, но не наоборот. Такого же порядка стараются придерживаться при обработке всей детали; иными словами, одинаково грубые (или одинаково чистовые) однородные операции группируются и образуют некоторый этап обработки. Деление всего ТП на этапы обусловлено целым рядом причин.
Во-первых, это нужно, чтобы обеспечить заданную точность детали. Если, например, деталь не обладает большой жесткостью, то обработка одной части неизбежно вызывает деформацию других ее частей. Деформации появляются в результате перераспределения внутренних напряжений в заготовке детали (от литья, ковки, термообработки, механической обработки), которые вызываются снятием припуска. Не исключены деформации при закреплении заготовки детали на станке.
Если пренебречь этим и обработать точную поверхность сразу окончательно в то время, когда другие поверхности еще имеют значительные припуски, то к концу процесса деталь (поверхность) может потерять полученную точность. Иное дело, если такая поверхность проходит обработку в нескольких этапах процесса. Тогда в ходе технологического процесса ее уточнение происходит параллельно с уточнением других поверхностей. К концу ТП остаются малые припуски, снятие которых не вызывает существенных деформаций получаемой детали.
Во-вторых, это нужно для того, чтобы лучше использовать оборудование и квалификацию рабочих. Грубые операции могут выполняться на мощных станках, позволяющих снимать большой слой металла в один проход. Необходимые при этом для закрепления детали большие силы не опасны, так как у детали еще нет точных и чистых поверхностей. Для промежуточных операций можно использовать менее мощные, но более точные станки, а для точных окончательных операций – другие станки, лучше отвечающие целям таких операций. Указанное использование оборудования и квалификации рабочих приводит к уменьшению затрат труда.
В–третьих, независимо от изложенных соображений разделение ТП на этапы необходимо потому, что получить с помощью термической обработки заданные свойства металла детали возможно лишь после снятия с заготовки значительной части припуска (например, по условиям «прокаливаемости», наличия цементации и др.).
Рекомендуемые страницы:
Воспользуйтесь поиском по сайту:
megalektsii.ru