Содержание
Точечная сварка для авто своими руками
Всем привет. Хочу представить вам свою очередную работу, а именно изготовление точечной сварки небольшой мощности для использования в гараже.
Забегая на перед вынужден признать что фотографий процесса к сожалению нет, по этому постараюсь объяснить все в устной форме.
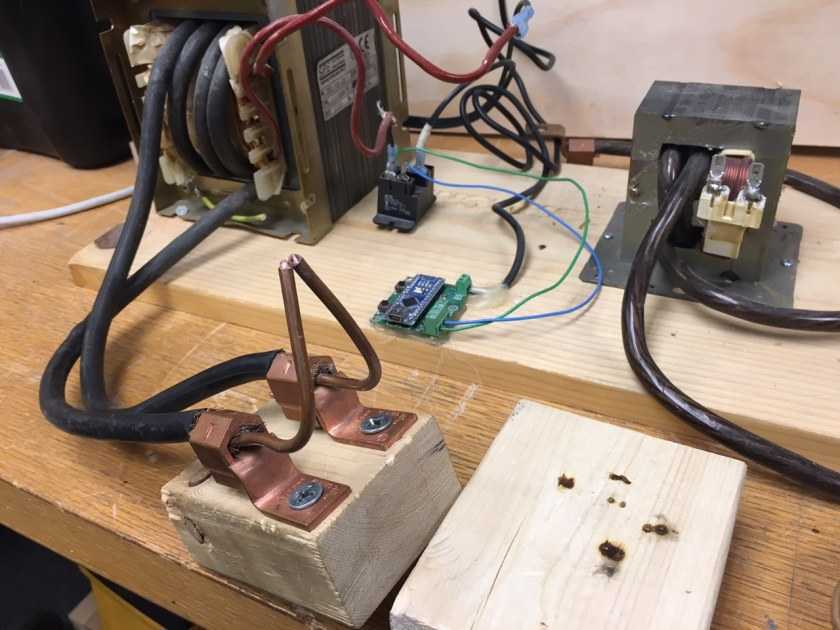
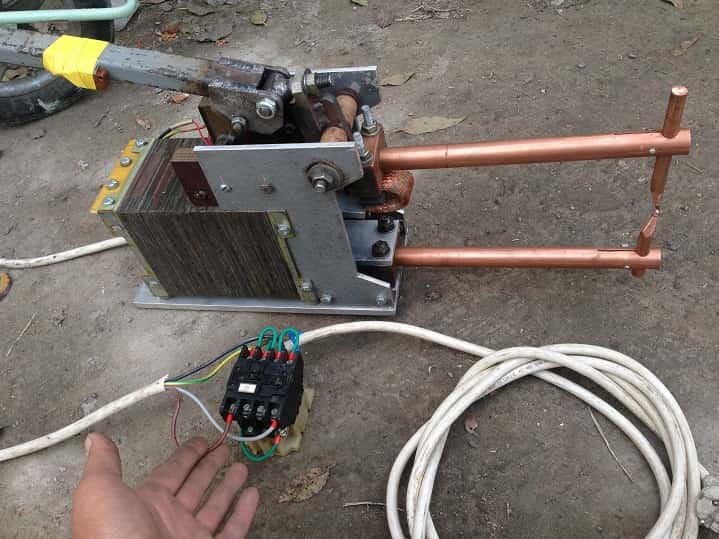
За основу была взята старенькая и вышедшая из строя микроволновая печь, из которой благополучно был извлечен трансформатор и вентилятор. Из трансформатора была извлечена вторичная обмотка, а вместо нее намотано три витка сварочного провода сечением 16мм2.
Позже куплен на блошином рынке медный прут сечением 16мм. из которого токарь выточил по моей просьбе будущие электроды.
Чертеж прилагаю.
Ну а пока токарь творит, я облагораживаю трансформатор и все обслуживающие его узлы.
В схему был включен автомат включения/выключения, вентилятор для обдува трансформатора, магнитный пускатель, микро выключатель управляющий пускателем и пара лампочек для индикации наличия сети и работы трансформатора.
Для особо любопытных, желающих знать как это все подключено прилагаю принципиальную электро схему.
В примененной мною схеме предусмотрена работа микро выключателя от сети 220V, это чревато поражением тока, во избежании подобных случаев необходимо в схему внедрить низко вольное реле, что и будет мною обязательно сделано в последующих доработках.
Вот так я разместил узлы внутри аппарата.
Крышку корпуса сделал из той же микроволновки, ребра забора воздуха ( те что сбоку ) это родные, а отверстия на задней стенке выполнены в форме трубной решетки рассчитал в программа Компас 3D. распечатал и перенес на металл, просверлил и убрал заусенки.
Ну а с клещами придется еще поработать, что бы обеспечить прижим нужной силы, думаю делать эксцентрик, по тому что система рычагом займет много места.
Вот такие получились электроды
способ крепления
Думаю изложенной выше информации вполне достаточно для таких же самодельщиков как я, которые захотят повторить данную конструкцию.
В работе: металл толщиной меньше 0,8мм. приваривает хорошо, ну а для того что бы справлялся с металлом потолще думаю нужно доработать клещи и возможно сделать острее угол на электродах.
Всем мира и ровных дорог!
Контактная сварка — один из наиболее технологичных, но вместе с тем простых методов соединения деталей из металла. Он применяется как на крупном производстве, так и в быту. Данный тип сварки относится к термомеханическому, поскольку для соединения металлов используется высокая температура и механическое давление одновременно. С помощью контактной сварки собирают самолеты, суда, автомобили и микросхемы. На заводах обычно используют крупные мощные аппараты.
Также вполне осуществима контактная сварка, выполняемая ручным способом. Для этого домашние умельцы используют самодельные аппараты для контактной сварки, поскольку их изготовление не отнимает много времени и позволяет сэкономить. Самодельные аппараты используются и дома, и в небольших частных мастерских. В этой статье мы расскажем, что такое контактный метод сварки, как с его помощью выполняется сварка нержавейки или любого другого металла. Также мы научим вас собирать аппарат для контактной сварки своими руками.
В этой статье мы расскажем, что такое контактный метод сварки, как с его помощью выполняется сварка нержавейки или любого другого металла. Также мы научим вас собирать аппарат для контактной сварки своими руками.
Контактная сварка (также «электрическая контактная сварка», «контактная электросварка» или «ERW») — это метод соединения металлов путем их нагрева с помощью тока и одновременной механической деформации с помощью давления. Говоря простыми словами, сварной шов получается в результате нагрева металла и его дальнейшего сжатия под двумя толстыми металлическими электродами. При контактной сварке ключевую роль играет именно ток, а не давление. Ниже представлена схема простейшей контактной сварки.
Во время прохождения тока при сварке тепло распространяется по металлической детали, в зоне сварного шва, а также между металлическими электродами. При этом все эти элементы нагреваются с разной температурой, наибольшая концентрация тепла наблюдается, когда установлен контакт между электродами и деталью.
Если аппарат настроен правильно и соблюдается технология сварки, то поверхность металла не должна нагреваться слишком сильно, поскольку в контактной сварке важна не столько высокая температура плавления, сколько совокупность температуры и механического воздействия. Кроме того, электроды должны охлаждаться (например, с помощью воды). Так что важно следить за температурой нагрева. Если она избыточна, то это первый признак ошибки сварщика или неисправного оборудования.
У контактной сварки довольно много достоинств, благодаря которым она стала так популярна в последнее время. Прежде всего, такой метод сварки потребляет очень мало энергии при высокой производительности. Ведь метод контактного соединения очень быстрый и на формирование одной сварной точки уходит менее секунды. Качество получаемых швов на высоком уровне, соединения получаются прочными и долговечными.
Не требуется особых знаний, контактной сваркой может заниматься мастер без специальной квалификации. Также возможна полная автоматизация рабочего процесса, вплоть до отсутствия необходимости находиться у станка. Профессиональные станки без проблем встраиваются в крупные сборочные линии.
Профессиональные станки без проблем встраиваются в крупные сборочные линии.
Также не нужно использовать дополнительные комплектующие, вроде покрытых стержней, флюсов, газов и прочего. Отсюда и высокая экологичность контактной сварки, что тоже важно в условиях современного производства. Еще один плюс — простота сварки сложных металлов. Вам под силу сварка нержавеющей стали, алюминия и цветных металлов. При этом не нужно использовать инертный газ или неплавящиеся стержни.
Но, как и у всех видов сварки, у контактного метода есть свои недостатки. Самый главный — высокая цена на профессиональное сварочное оборудование. Чтобы укомплектовать небольшой завод необходимым количеством аппаратов для контактной сварки нужно иметь немалый бюджет. Не говоря уже о покупке аппарата для домашней сварки.
Кроме того, такие аппараты требовательны к источнику питания. Им необходимо выдавать ток большого значения, минимум 1000 ампер. А для этого необходимо мощное и стабильное электронапряжение.
Начинающие сварщики, пожалуй, отнесут к недостатку тот факт, что правила контактной сварки регламентируются отдельным ГОСТом и они довольно строгие. Если хоть один пункт из правила не будет соблюдаться, то такую деталь просто не примут на следующий производственный этап. Проще говоря, уклониться от работы не получится. Мы не считаем это недостатком, ведь соблюдение технологии сварки и дальнейший контроль качества — это залог прочной и долговечной металлоконструкции.
Разновидности контактной сварки
Существует несколько видов контактной сварки. К ним относится точечная сварка (она может быть одноточечной, двухточечной и многоточечной), рельефная сварка, шовная сварка (может быть непрерывной, шаговой и прерывистой), стыковая сварка (выполняемая либо с помощью сопротивления, либо с помощью оплавления). Также возможны комбинации разных методов, например, шовно-стыковая сварка или рельефно-точечная. В таком случае комбинированный метод будет обладать всеми характерными особенностями обоих типов контактной сварки.
Давайте подробнее разберем способы контактной электросварки изделий из металла.
Точечная сварка
Точечная сварка — это самый распространенный тип контактной сварки. Ее суть в формировании так называемых точек путем нагрева металла и его дальнейшей деформации. Точки формируются с малым шагом, образуя сварное соединение.
Точечная сварка довольно универсальна, она используется для соединения тонколистового металла, маленьких деталей, используемых в электроприборах, и толстых деталей до 2 сантиметров. С помощью такого метода возможна быстрая и качественная сварка нержавеющей стали.
Что касается качества и надежности соединения, то здесь все просто: чем больше точек, тем шов надежнее. Новички ошибочно полагают, что такое соединение ненадежно и может разрушиться в любой момент. Но это большое заблуждение. При формировании точки используется большое давление. Оно без труда деформирует нагретый металл, который затем остывает и надежно фиксирует детали между собой.
Рельефная сварка
Контактная рельефная сварка осуществляется по тому же принципу, что и контактная, только перед работой края одной детали обрабатываются с помощью специальных инструментов или станков, образующих выступы. Деталь кладется сверху, выступами вниз. Выступы могут быть полукруглыми или продолговатыми. В месте выступа как раз и будет точка, формируемая аппаратом для контактной сварки. Вторая деталь остается неизменна, она кладется снизу.
Рельефный метод контактной сварки зачастую применяется при сборке автомобилей. Он очень сложен за счет необходимости формировать выступы и поэтому редко проводится в домашних условиях.
Шовная сварка
Шовная сварка несколько отличается от прочих типов контактной сварки. Здесь электроды роликовые, с их помощью металл не только прокатывается, но и сваривается. При этом сварное соединение выглядит, как при точечной сварке. Но точки перекрывают друг друга на несколько миллиметров, образуя шов, больше похожий на соединение, выполненное ручным способом с помощью покрытого электрода.
Шовная сварка применяется при сварке тонких металлов до 3 миллиметров. Также шовная сварка отлично подходит для сварки герметичных изделий, например, баков и цистерн.
Стыковая сварка
Стыковая контактная сварка также использует тепло и давление, но в другой плоскости. Шов формируется не между верхним и нижним электродом, а посередине. Чтобы лучше понять суть, посмотрите на схему ниже.
Стыковая сварка делится на сварку с сопротивлением и с плавлением. При сварке с сопротивлением детали сначала стыкуют, затем сжимают под небольшим давлением, и только после этого к зоне шва поступает ток, который нагревает металл, размягчая его. Затем металл остывает и образуется соединение.
При сварке плавлением детали предварительно нагреваются до пластичного состояния и только потом соединяются с применением давления. Нагрев может быть либо постоянным, когда тепло поступает во время всего сварочного процесса, либо прерывистым, когда деталь нагревается интервалами. Прерывистый нагрев используются для экономии электричества. Также он полезен, если детали небольшие и тонкие, в таких случаях нет нужды использовать нагрев постоянно.
Также он полезен, если детали небольшие и тонкие, в таких случаях нет нужды использовать нагрев постоянно.
Внимательные мастера спросят, куда исчезает расплавленный металл? Ведь при других способах сварки при плавлении металл начинает окисляться, образуется шлак. А это создает дополнительные проблемы. Дело в том, что в контактной сварке ток обладает электродинамическим действием, поэтому он без труда выбрасывает расплавленный металл вне зоны сварки.
Делаем аппарат для контактной сварки
Теперь, когда мы разобрались со всеми особенностями, можно определиться, использовать ли контактную сварку в своей работе. Кого-то отпугнет высокая цена на оборудование, но в оглавлении мы писали о том, что многие умельцы делают сварщик контактной сварки своими руками. Его мощности вполне достаточно для работы дома.
Мы расскажем вам, как сделать такой аппарат самому. С его помощью вы сможете выполнить контактную точечную сварку. Кстати, в интернете есть множество видео с пошаговым руководством. Изучите их, чтобы иметь полную картину. Итак, для изготовления контактной сварки нам понадобится не обязательно новый, но обязательно работающий трансформатор (можете вытащить его из старой микроволновой печи; используйте два трансформатора, если вам требуется аппарат большей мощности).
Изучите их, чтобы иметь полную картину. Итак, для изготовления контактной сварки нам понадобится не обязательно новый, но обязательно работающий трансформатор (можете вытащить его из старой микроволновой печи; используйте два трансформатора, если вам требуется аппарат большей мощности).
Также нам нужен медный провод большого диаметра (вместо одного толстого провода можно использовать множество тонких, связав их в жгут), рычаги из металла (их мы будем использовать для зажима электродов), основание для аппарата (это может быть толстый лист тяжелого металла или что-то очень устойчивое; можете прикрутить аппарат прямо к столу), струбцины, отвертки разных размеров, кабели, изолента (или любой другой материал для обмотки), медные детали с заостренным концом, которые будут выполнять роль электродов.
Вот и все. Приступим к сборке. Собирая сварщик контактной сварки вы должны понимать, что ключевой элемент конструкции — трансформатор. Мы не зря рекомендовали вам взять его из микроволновой печи, поскольку это идеальный варит для небольшого самодельного аппарата. Чтобы ваше устройство смогло сварить металл толщиной в 1 миллиметр вам понадобится мощность 1 кВт. Чем больше мощность, тем больше диапазон толщин.
Чтобы ваше устройство смогло сварить металл толщиной в 1 миллиметр вам понадобится мощность 1 кВт. Чем больше мощность, тем больше диапазон толщин.
Для работы вам понадобится не весь трансформатор. А только первичная обмотка и магнитопровод. Вторичную обмотку нужно убрать из трансформатора (делайте это максимально осторожно, чтобы не повредить остальные элементы).
Также есть шунты, их тоже нужно демонтировать. Шунты расположены с обеих сторон вторичной обмотки.
Далее нужно сделать новую обмотку. Для этого возьмем многожильный провод с диаметром не менее 10 миллиметров. Двух-трех витков будет достаточно для корректной работы трансформатора. Если у провода будет слишком толстая изоляция, можно ее удалить и обмотать провод изолентой из ткани или ПВХ. Если вы собираете мощный аппарат и для этого взяли два трансформатора, то обмотка должна быть одна на двоих. В таком случае важно правильно соединить все выводы с первичной обмотки обоих трансформаторов.
Теперь нужно собрать все компоненты воедино. Нужно установить трансформатор в корпус (можете изготовить его самостоятельно или взять подходящий от неработающего бытового прибора), подсоединить медные электроды, все кнопки и органы управления. Тут вам помогут элементарные знания электротехники.
Нужно установить трансформатор в корпус (можете изготовить его самостоятельно или взять подходящий от неработающего бытового прибора), подсоединить медные электроды, все кнопки и органы управления. Тут вам помогут элементарные знания электротехники.
Вместо заключения
Контактная сварка — относительно простой, быстрый и удобный метод соединения различных металлов. С ней не страшна сварка нержавейки или алюминия, которые имеют толстый слой оксидной пленки, также работу можно доверить не самому опытному мастеру и качество соединения все равно будет хорошим. Такой сваркой можно заниматься и дома, соорудив аппарат для контактной сварки своими руками. Делитесь свои опытом в комментариях, он будет полезен для новичков. Желаем удачи в работе!
Споттеры — это удобное и простое в использовании электрооборудование, предназначенное для выполнения точечной сварки. Основное назначение таких аппаратов — это рихтовка и кузовной ремонт кузовных элементов автомобилей, а также использование в быту при выполнении отделочных и строительных работ. Изготовление таких инструментов не представляет особой сложности, поэтому при наличии качественного чертежа для сборки споттера выполнить всю необходимую работу под силу каждому из нас.
Изготовление таких инструментов не представляет особой сложности, поэтому при наличии качественного чертежа для сборки споттера выполнить всю необходимую работу под силу каждому из нас.
По своей конструкции самодельный споттер для рихтовки кузовных элементов отдалённо напоминает инверторные аппараты, предназначенные для точечной сварки. За счёт использования различных сменных рабочих насадок такие агрегаты отличаются универсальностью в использовании, благодаря возможности гибкой регулировки тока можно выполнять качественную сварку различных металлов.
Наибольшей популярностью на сегодняшний день пользуются инверторные споттеры, которые сочетают компактные габариты, обеспечивают качественный сварочный ток, а благодаря простоте конструкции их с легкостью можно выполнить самостоятельно. Необходимо лишь использовать качественные компоненты, а всю работу выполнять по имеющейся схеме сборки такого инструмента.
Самодельные споттеры
Простота конструкции позволяет все работы выполнить самостоятельно даже при начальных знаниях в области радиоэлектроники.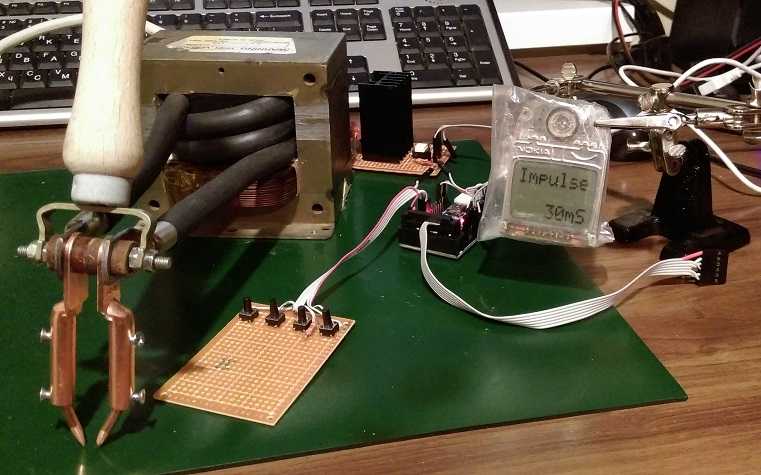 Выбирая конкретную схему изготовления такого оборудования, рекомендуем вам опираться на следующие характеристики сварочного аппарата:
Выбирая конкретную схему изготовления такого оборудования, рекомендуем вам опираться на следующие характеристики сварочного аппарата:
- сила тока на входе — 30 ампер;
- показатель потребляемого напряжения — 220 вольт;
- рабочий показатель силы тока — 250 ампер.
С помощью полуавтоматического импульсного споттера можно выполнять точечную сварку тугоплавких металлов, что позволяет применять такое оборудование для ремонта автомобилей, а также в быту при выполнении строительных и ремонтных работ. Отличная производительность таких устройств позволяет использовать самодельные споттеры при выполнении больших объемов работ.
Сварочный аппарат для точечной сварки включает следующие составные элементы:
- корпус устройства;
- аккумулятор;
- блок питания;
- силовой блок;
- драйверы для силовых ключей.
Имея базовые понятия по изготовлению такого оборудования и простейший опыт чтения схем сварочных аппаратов, можно с легкостью выполнить споттер, который будет иметь отличные эксплуатационные характеристики. Соответственно, даже таким простейшим оборудованием можно будет осуществлять качественную точечную сварку тугоплавких металлов.
Соответственно, даже таким простейшим оборудованием можно будет осуществлять качественную точечную сварку тугоплавких металлов.
Материалы и инструменты для работы
От правильности выбора материалов и инструментов напрямую зависит качество выполняемой работы. Именно поэтому следует приобретать и использовать исключительно качественные микросхемы и другие компоненты, которые потребуются для изготовления такого оборудования.
Для изготовления споттера для кузовного ремонта своими руками потребуется следующее:
- листовой металл;
- элементы для изготовления электронных схем;
- медные провода и полосы;
- термобумага для изоляции;
- стеклоткань;
- слюда и текстолит;
- небольшие отвёртки;
- паяльник для работы с микросхемами;
- нож и ножовка по металлу.
Оборудование, которое используется в быту, предназначено для работы с напряжением 220 вольт. Впрочем, в интернете можно с легкостью найти схемы изготовления таких мощных промышленных споттеров, которые будут работать в трехфазной сети с напряжением в 380 вольт. Если говорить о преимуществах использования бытовых споттеров, то можем отметить их качественный сварочный ток, простоту конструкции, надежность, легкость работы и высокий КПД. Даже не имея соответствующего опыта работы точечной сварки, можно с легкостью использовать споттеры, которые обеспечивают качественное соединение металлов.
Если говорить о преимуществах использования бытовых споттеров, то можем отметить их качественный сварочный ток, простоту конструкции, надежность, легкость работы и высокий КПД. Даже не имея соответствующего опыта работы точечной сварки, можно с легкостью использовать споттеры, которые обеспечивают качественное соединение металлов.
Изготавливаем питание и силовую часть
Именно от качества получаемого аппаратом электротока напрямую зависит беспроблемность эксплуатации такого оборудования. Поэтому правильности изготовления блоков с питанием следует уделить особое внимание. Основой питания станет трансформатор, который выполняют с тремя или четырьмя обмотками.
- Для выполнения первой обмотки вам потребуется проволока 0,3 миллиметра диаметром, из которой выполняют около 100 витков.
- Второй контур включает 15 витков и выполняется из толстой миллиметровой проволоки.

- Внешний третий корпус сделан из 20 витков проволоки 0,3 миллиметра диаметром.

Непосредственно к питанию подключается реле, на которое подается напряжение в 25 вольт. Чтобы понизить напряжение используют резисторы, понижающие электроток и отвечающие за преобразование переменного тока в постоянный уже на выходе из блока питания.
Диодный мост, который является промежуточным звеном между блоком питания и силовой частью, отвечает за преобразование электротока и снижение его мощности.
Необходимо будет также продумать охлаждение блока питания, для чего используемые транзисторы и диоды устанавливают на компьютерных радиаторах или же монтируют вентиляторы и кулеры от блока питания старого ПК.
Используемый силовой блок у споттера одновременно снижает напряжение и увеличивает силу тока. Изготовить такой силовой блок инвертора можно из двух сердечников, которые изолируются при помощи газетной бумаги. Обмотку выполняют медной полосой, толщина которой составляет приблизительно 0,25 миллиметра.
Использовать для обмотки сердечника силового тока обычную медную проволоку не следует, так как по причине высокого нагрева такая проволока может оплавляться, что приведет к выходу из строя выполненного своими руками устройства. Обмотки сердечников изолируются друг от друга при помощи бумаги от кассовых аппаратов. Такая лента отличается прочностью, износоустойчивостью и предупреждает появление замыканий и полностью изолирует обмотку инвертора.
Технология охлаждения оборудования
Во время работы силовой блок и инверторная часть у споттера существенно нагревается, соответственно, вам придется продумать, каким образом будет охлаждаться корпус выполненного своими руками аппарата для сварки. Проще всего охлаждать споттер при помощи вентилятора и кулеров от компьютера. Сегодня в магазинах электротехники можно подобрать уже готовые кулеры, стоимость которых не слишком высока, а их подключение в цепь не представляет особой сложности. Также вы можете разобрать старый блок питания от ЛАТРа или компьютера и подключить вентиляторы непосредственно на обдув споттера.
Также вы можете разобрать старый блок питания от ЛАТРа или компьютера и подключить вентиляторы непосредственно на обдув споттера.
Рекомендации по сборке
Всю выполняемую работу по сборке цифрового споттера можно разделить на несколько этапов. Первоначально приобретаются все используемые компоненты, отдельно собирается диодный мост, силовой блок, инвертор, блок питания и лишь после этого непосредственно собирают споттер из полуавтомата своими руками.
Можно как использовать уже готовый корпус от старого компьютера, так и изготовить коробку из листовой стали и других подручных материалов. В том случае, если вы используете металлический корпус, то необходимо его тщательно заизолировать. Все компоненты прочно крепятся к корпусу с помощью заизолированного крепежа и подключаются друг к другу.
На центральную панель выводят фиксаторы-шайбы и пусковые клещи для сварочного кабеля, а также устанавливают тут небольшой тумблер для изменения силы тока и кнопку пуска запуска споттера в работу. В том случае, если вы выполняете аппарат для сварки, подразумевающий возможность изменения силы тока, то необходимо использовать дополнительный ШИМ-контроллер и таймер, которые устанавливаются на выходе из инвертора и позволяет ступенчато регулировать мощность тока на выходе из устройства.
В том случае, если вы выполняете аппарат для сварки, подразумевающий возможность изменения силы тока, то необходимо использовать дополнительный ШИМ-контроллер и таймер, которые устанавливаются на выходе из инвертора и позволяет ступенчато регулировать мощность тока на выходе из устройства.
Делаем споттер из инвертора
Путем простейших манипуляций можно изготовить из имеющегося сварочного инвертора универсальный в использовании споттер, который будет отличаться высокой мощностью, функциональностью и универсальностью. Всё что вам потребуется, это приобрести дополнительные диоды и тиристорный блок, которые дополнительно подключаются в схему инвертора.
Найти простейшие схемы выполнения таких споттеров из инверторов в интернете не составит какого-либо труда. Чтобы изготовить споттер из инвертора своими руками вам потребуется использовать:
- контактную группу в 220 вольт;
- реле на 30 ампер;
- диодный мост;
- тиристор в 200 вольт;
- понижающий трансформатор.

Выполненный диодный мост подключается в цепь к инвертору и трансформатору. Управление работой споттера осуществляется при помощи тиристорной цепи, которая подключена к трансформатору. Также напрямую от трансформатора осуществляется вывод силового кабеля, подключенного к сварочному пистолету.
Как изготовить сварочный пистолет
Особенностью споттера своими руками из сварочного аппарата является наличие рабочего пистолета, который позволяет осуществлять точечную обработку металла. Изготовить такой сварочный пистолет и обратный молоток можно самостоятельно из аналогичных приспособлений для герметика и строительного клея или же приобрести уже готовые инструменты, которые будут отличаться удобством и простотой в эксплуатации. Отметим, что изготовление сварочных пистолетов представляет собой определенные сложности, поэтому рекомендуется всё же пользоваться изготовленные промышленным способом сварочным инструментом для споттера.
как сделать своими руками, особенности и нюансы
Содержание:
- Как работает контактная сварка
- Особенности сварочного аппарата
- Устройство сварочного аппарата
- Особенности изготовления контактной сварки
- Интересное видео
Нередко сварка проводится в домашних условиях, обычно при выполнении бытовых слесарных работ, к примеру, ремонт автомобиля, возведение металлического забора, изготовление или ремонт небольших металлических конструкций. Но поскольку профессиональный сварочный аппарат стоит достаточно дорого, то стоит задуматься об изготовлении оборудования. Контактная сварка своими руками будет наиболее оптимальным решением. Предварительно стоит рассмотреть главные особенности и нюансы.
Как работает контактная сварка
Перед тем как сделать контактную сварку своими руками стоит рассмотреть ее главные особенности. Этот метод относится к термомеханическому типу, во время которого применяется электрический ток. Он распространяется на всю область шва двух свариваемых элементов, и затем формирует дугу, которая вызывает расплавление металла.
Этот метод относится к термомеханическому типу, во время которого применяется электрический ток. Он распространяется на всю область шва двух свариваемых элементов, и затем формирует дугу, которая вызывает расплавление металла.
Чтобы поверхности металлических элементов разогрелись и начали быстро расплавляться, на них подается ток с большой силой. Этот импульс вызывает быстрое расплавление металлов. Длительность его подачи зависит от видов соединяемых металлов. В среднем его продолжительность составляет от 0,01 до 0,1 секунды.
Расплавленная металлическая структура образует сварочную каплю, которая со временем застывает. Для этого свариваемые элементы следует удерживать в сдавленном состоянии в течение определенного времени. В этот момент капля переходит в состояние кристаллической решетки.
Стоит отметить! Во время сваривания обязательно подается сильное давление, оно выполняет важные функции — предотвращает растекание расплавленной капли по площади деталей. Она скрепляется в определенной точке. Силу сдавления постепенно уменьшают, это улучшает схватывание сварки.
Она скрепляется в определенной точке. Силу сдавления постепенно уменьшают, это улучшает схватывание сварки.
Особенности сварочного аппарата
Чтобы правильно сделать контактную сварку требуется для начала соорудить сварочное оборудование. Но первым делом рекомендуется рассмотреть важные требования и нюансы, которые нужно соблюдать во время работы. Обычно для сварки дома используются приборы с точечным или стыковым устройством.
Далее необходимо определиться с типом сварочного аппарата, который будет применяться для домашнего сваривания. Он может быть переносным или стационарным. Затем выставляются настройки оборудования:
- показатели напряжения в самой области сваривания;
- тип тока (переменный или постоянный) и его сила;
- период воздействия сварочного импульса;
- число и параметры электродов.
Самодельная контактная сварка имеет простое изготовление. Изготовить простой аппарат смогут даже неопытные сварщики. Оборудование имеет два блока — контактный и источник сварочного тока. В первом блоке располагается зона сварки. Именно в ней отмечается контакт металлов. При помощи электродов к ним подается электрический импульс и в результате происходит их сваривание. Источник сварочного тока обеспечивает попадание импульса в область сварки.
В первом блоке располагается зона сварки. Именно в ней отмечается контакт металлов. При помощи электродов к ним подается электрический импульс и в результате происходит их сваривание. Источник сварочного тока обеспечивает попадание импульса в область сварки.
Устройство сварочного аппарата
Контактная сварка, изготовленная своими руками из сварочного аппарата, сможет с легкостью заменить профессиональное оборудование. Но все же стоит рассмотреть устройство прибора. Главным элементом является трансформатор, который можно снять из старой микроволновой печи. Но данный элемент должен быть в рабочем состоянии.
Рекомендуется применять трансформатор с высокой мощностью, это позволит соединять самодельным прибором металлические листы с толщиной до 1 мм. Наиболее оптимальным будет показатель мощности от 1 кВт. Если потребуется работать с более толстыми листами из стали, то понадобится два трансформатора с обмоткой.
Важно! Чтобы самодельная контактная сварка для кузовных работ была собрана правильно, необходимо составить схему соединения важных конструктивных компонентов. Если четко выполнять ее указания и требования, то можно быстро сделать простой сварочный аппарат из СВЧ-печи.
Если четко выполнять ее указания и требования, то можно быстро сделать простой сварочный аппарат из СВЧ-печи.
Технологически весь рабочий процесс можно разделить на несколько этапов:
- Сооружение нижнего основания контактного сварочного прибора из микроволновой печи. Для этих целей рекомендуется использовать металлический профиль, брус из дерева или штангу. Один конец рекомендуется закрепить на корпусе, это можно сделать при помощи саморезов, они обеспечат более жесткую фиксацию. На второй край подсоединяется нижний сварочный электрод, к нему следует подвести кабель от трансформатора. Для лучшей фиксации его провода стоит примотать к штанге.
- Конструирование и обустройство верхней подвижной части устройства в виде рычага. Для оси можно использовать длинные не ржавый гвоздь. Стойки по бокам выполняются из брусков и профилей. Между стойками и основанием рычага не должно быть зазоров, иначе это может негативно отразиться на работе сварочного оборудования.
Чтобы правильно изготовить контактную сварку своими руками потребуется специальная схема. Ее можно сделать самостоятельно или взять из интернета.
Ее можно сделать самостоятельно или взять из интернета.
Особенности изготовления контактной сварки
Как сделать контактную сварку? Процесс требует некоторых знаний и соблюдения принципов, от которых зависит полноценная работа самодельного оборудования. На начальном этапе из микроволновой печи необходимо вынуть трансформатор, потребуется магнитопровод и первичная обмотка.
Затем на трансформатор сооружается новая обмотка. Для этих целей применяется многожильный провод с сечением не меньше 10 см2. Кабель наматывается в 2-3 витка.
Чтобы правильно соорудить контактную сварку для ремонта авто своими руками в последующий период стоит выполнять следующие действия:
- продумывается управление контактной сваркой своими руками. Для этого устанавливается специальная система, которая позволяет наладить бесперебойное сваривание;
- изготовление и подсоединение сварных электродов;
- установка внутренней части устройства в прочный и надежный корпус. Подойдет корпус от старой микроволновой печи.
 Подойдет корпус от старой микроволновой печи.
Подойдет корпус от старой микроволновой печи.Если четко следовать всем этапам и рекомендациям, то можно с легкостью изготовить простой бытовой сварочный аппарат. Главное составить правильную схему и подготовить требуемые компоненты для оборудования. Готовый прибор подойдет для проведения бытовых работ, его можно будет применять для ремонта кузова автомобиля и других изделий.
Интересное видео
| ||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||
Каждый автомобиль, изготовленный из стали, использует множество точечных сварных швов для соединения частей кузова. На самом деле, типичный голый кузов содержит около 5000 точечных сварных швов, а некоторые автомобильные заводы производят более 20 миллионов точечных сварных швов в неделю. Точечная сварка прочная, дешевая и быстрая. Могут ли эти преимущества быть применимы и к использованию в домашней мастерской? Ну, новости не все хорошие. Как работает точечная сваркаТочечная сварка, также известная как контактная точечная сварка, является одним из старейших процессов электросварки. Элиу Томпсон, американский инженер английского происхождения, изобрел точечную сварку, и его главный патент в этой области был выдан в 1885 году. Он описал эту сварку как простой процесс: быть подключенным к На этой диаграмме показано то, что описывал Томпсон. Трансформатор состоит из первичной обмотки (подключенной к сети) и вторичной обмотки, подсоединенной к сварочным клещам или рычагам. Трансформатор снижает напряжение сети (например, 240 В) до гораздо более низкого напряжения (например, 2 В). Когда такой сильный ток проходит через сэндвич из зажатых листов металла, более высокое сопротивление, присутствующее в месте соединения двух металлов, вызывает выделение тепла. Этого тепла достаточно, чтобы создать «самородок» расплавленного материала, который при остывании соединил два листа. Металл не добавляется, и сварной шов фактически находится внутри соединения двух листов, а не снаружи их. На этой диаграмме сравнивается точечная сварка (слева) со сваркой, выполненной путем сверления отверстия в одном листе, а затем с помощью сварки MIG или TIG через отверстие для соединения листов (т. е. сварка электрозаклепками). Обратите внимание, что точечный сварной шов полностью внутренний. Чтобы тепло выделялось на стыке двух металлов, а не где-либо еще во вторичной цепи, все остальные сопротивления должны быть чрезвычайно низкими. Именно по этой причине точечные сварщики используют толстые медные стержни для формирования плеч и электродов. Это также является причиной того, что, хотя алюминий можно сваривать точечной сваркой, требуемые токи примерно в два раза выше, чем для сварки мягкой стали. (Алюминий является гораздо лучшим проводником, чем сталь, поэтому тепло, выделяемое на стыке двух листов, меньше.) Параметры сваркиЧем больше ток, протекающий через сопротивление, образованное двумя свариваемыми листами, тем сильнее происходит нагрев. На самом деле, если ток удваивается, теплотворная способность умножается в четыре раза, поэтому небольшие изменения тока имеют большее значение, чем вы ожидаете на первый взгляд. Помимо количества протекающего тока, еще одним важным фактором является синхронизация каждого шага процесса. Эти шаги: — Время сжатия – время, в течение которого листы сжимаются электродами до подачи тока. — Время сварки – как долго протекает ток, часто измеряется в циклах (то есть частота сигнала переменного тока – обычно 50 или 60 циклов в секунду). -Время удержания – время, в течение которого электроды остаются в контакте со сварным швом после его формирования. Давление, с которым металлические листы удерживаются вместе, влияет на сопротивление в месте соединения. Если листы зажаты слишком сильно, сопротивление будет ниже (а значит, и нагрев). Но если сила слишком мала, электроды могут прилипнуть к работе, а также может произойти выброс расплавленного материала. Вмятина, образованная электродами, никогда не должна превышать 25 % толщины объединенных листов. Контроль времени сварки очень важен, и в некоторых машинах это фактически единственный параметр, который оператор может изменить. При слишком длительном времени сварки основной металл может нагреться настолько, что закипит, и металл вылетит из соединения; слишком короткое время, и самородок может сформироваться неправильно. Время выдержки, когда электроды находятся в контакте со сварным швом, но ток больше не течет, важно для определения скорости охлаждения сварного шва. Давление, приложенное во время выдержки, также способствует проковке сварного шва, когда он еще пластичен. Проверка сварных швовВ отличие от сварки MIG или TIG, когда внешний осмотр опытным глазом может многое сказать о качестве сварного шва, при точечной сварке внешний осмотр дает относительно мало информации. Поэтому лучшим способом оценки качества точечной сварки является разрушающее испытание образца. (Обратите внимание, что без этого вида контроля может быть получено совершенно неправильное представление о прочности сварного шва. Особенно при использовании машин меньшей мощности разрушающий контроль образцов сварных швов должен быть выполнен .) Два теста — «отслаивание» и «долото». Испытание на отслаивание состоит из отслаивания пары кусков, сваренных точечной сваркой. 1. В одном из кусков разорвано отверстие диаметром не менее диаметра заготовок 2. Средний диаметр заготовок превышает указанный в таблице ниже
Справа показан пример испытания на отрыв высококачественного точечного сварного шва, выполненного из листа толщиной 1 мм + 1 мм. Испытание долотом вдавливает долото в зазор между соседними точечными сварными швами до тех пор, пока не произойдет разрушение основного металла или сварного шва. Во время испытания долото не должно касаться сварного шва. Опять же, производительность сварного шва оценивается по диаметру сварного шва и по наличию разрыва отверстия в одном из листов. Аппараты для точечной сварки в домашней мастерской Самым большим ограничением при использовании аппаратов для точечной сварки в домашней мастерской является величина тока, который можно получить от сети, и, следовательно, величина тока, доступного во вторичной цепи для выполнения сварка. Все крупные промышленные сварочные аппараты рассчитаны на 415 В, трехфазные, поэтому могут быть очень мощными. Но однофазные, общие точки питания, как правило, ограничены номинальным значением 15 ампер, и даже это обычно требует специальной схемы на плате счетчика. Итак, какие однофазные небольшие ручные точечные сварочные аппараты доступны? А что они могут сварить? Telwin Modular 20/TI типичен для любителей. Для него требуется вилка на 15 ампер, а максимальный выходной ток короткого замыкания составляет 3800 ампер при вторичном напряжении 2 В. Устройство имеет таймер, регулируемый от 0,1 до 1,2 секунды, а усилие зажима может варьироваться от 40 до 120 кг. Он весит 10,5 кг и стоит около 1100 австралийских долларов. Важно отметить, что производитель указывает, что максимальная толщина стального листа, который он может сварить, составляет 1 мм + 1 мм.
Описанный выше аппарат Telwin является «правильным» сварочным аппаратом от известного производителя. Так что насчет гораздо более дешевых единиц, которые доступны? Многие дешевые ручные аппараты для точечной сварки, представленные на рынке, имеют электроды, которые сужены до тонких концов, что, в свою очередь, делает самородок меньше в диаметре. Некоторые дешевые аппараты также имеют меньшую мощность, чем Telwin, но при этом утверждают, что могут сваривать более толстые материалы (например, 1,5 мм + 1,5 мм). Очевидно, некоторые вещи здесь не складываются! Короче говоря, чтобы получить новый аппарат для точечной сварки, который будет давать хорошие точечные сварные швы, скажем, на стальном листе толщиной 2 мм + 2 мм, обычно требуется трехфазный блок с потребляемой мощностью около 16 кВт. Это ставит его вне диапазона домашней мастерской — как по стоимости, так и по требованиям к электропитанию. Помещая некоторые цифры в контекст, упомянутый в этой истории, Toyota заявляет, что для ремонта некоторых из их нынешних автомобилей требуется давление точечной сварки силой 300 кг вместе с подачей тока 10 000 ампер в течение 0,3 секунды. Таким образом, сборка кузова автомобиля с помощью точечной сварки того же качества, что и на заводе, невозможна в домашней мастерской. Но при этом остается огромное количество изделий из листового металла, которые может сваривать небольшая машина для точечной сварки. Любой проект с использованием необработанного или оцинкованного тонкого листового металла, где вы, возможно, ранее использовали заклепки или винты и гайки, может быть быстро точечной сваркой. Но, вероятно, стоит сэкономить на сварочном аппарате приличной марки, а не на дешевом. Или… как насчет покупки старой подержанной машины? Именно этим мы и займемся во второй части этой серии.
Вам понравилась эта статья? Поддержите AutoSpeed небольшим взносом. Подробнее…
| ||||||||||||||||||||||||||||||||||||||||||||||||
 webpublications.com.au/static/images/interface/as/v3/top1.jpg»>
webpublications.com.au/static/images/interface/as/v3/top1.jpg»> Но сначала, как вообще работает точечная сварка?
Но сначала, как вообще работает точечная сварка? В то же время доступный ток на сварочных электродах резко возрастает. Например, если ток, потребляемый от сетевой розетки, составляет 15 ампер, а коэффициент понижения напряжения составляет 120 раз, то ток, доступный на сварочных клещах, в 120 раз больше, или 1800 ампер! (Это предполагает идеально эффективный трансформатор, но вы поняли идею.)
В то же время доступный ток на сварочных электродах резко возрастает. Например, если ток, потребляемый от сетевой розетки, составляет 15 ампер, а коэффициент понижения напряжения составляет 120 раз, то ток, доступный на сварочных клещах, в 120 раз больше, или 1800 ампер! (Это предполагает идеально эффективный трансформатор, но вы поняли идею.)

 Хорошей точечной сваркой является сварка, в которой:
Хорошей точечной сваркой является сварка, в которой: Обратите внимание на размер самородка и тот факт, что основной материал разрушился до сварки.
Обратите внимание на размер самородка и тот факт, что основной материал разрушился до сварки.

 Хонда говорит 350 кг и 9000 ампер.
Хонда говорит 350 кг и 9000 ампер.
 отвечать.
отвечать.

Как работает точечная сварка | Блог Иствуда
4 мая 2014 г.
Точечная сварка — это метод, используемый во многих различных отраслях машиностроения, который позволяет сваривать два куска металла вместе в определенной точке. Ниже мы рассмотрим, как работает этот процесс, а также как вы можете использовать простые сварочные аппараты MIG и TIG для создания собственных точечных сварных швов профессионального уровня.
Что такое точечная сварка?
Точечная сварка — это процесс соединения двух кусков металла вместе в отдельных круглых точках посредством процесса кондуктивного нагрева. Точечная сварка — это лучший способ прочно соединить два отдельных типа листового металла, сварную проволочную сетку или простую проволочную сетку вместе в определенной точке или точках. В автомобильной промышленности точечная сварка в основном используется для сварки деталей из листового металла, образующих кузов автомобиля.
Точечная сварка — это лучший способ прочно соединить два отдельных типа листового металла, сварную проволочную сетку или простую проволочную сетку вместе в определенной точке или точках. В автомобильной промышленности точечная сварка в основном используется для сварки деталей из листового металла, образующих кузов автомобиля.
При точечной сварке тепло получается за счет электрического тока. Традиционно в процессе точечной сварки используются два электрода из медного сплава, которые одновременно сжимают вместе два куска тонкого металла и фокусируют их в маленьком круглом «пятне». Когда большой электрический ток проходит через электроды, энергия становится достаточно сильной и концентрированной, чтобы расплавить металл в этом месте и образовать сварной шов. Этот тип сварки устраняет необходимость создания и применения металлического сварочного материала для соединения двух кусков металла вместе. Кроме того, точечная сварка обеспечивает большое количество энергии за такое короткое время, что позволяет проводить сварку без чрезмерного нагрева остальной части металлических деталей. Точечная сварка используется для получения непроницаемых, надежных и очень долговечных сварных швов.
Точечная сварка используется для получения непроницаемых, надежных и очень долговечных сварных швов.
Обучение точечной сварке
Существуют определенные виды сварочных аппаратов, которые обычно называют «точечными сварщиками», которые обычно используются для точечной сварки, но вы также можете использовать дуговые сварочные аппараты MIG или TIG для выполнения точечной сварки, если у вас есть соответствующие права. вложения. На самом деле, Eastwood продает свои собственные комплекты для точечной сварки MIG и TIG, которые содержат специальную насадку, которая ввинчивается прямо в верхнюю часть вашей сварочной горелки. Сопло для точечной сварки навинчивается на сварочный аппарат MIG точно так же, как и обычное сопло, за исключением того, что сопло для точечной сварки имеет два удлинителя на конце, которые обеспечивают идеальное расстояние между сварочным аппаратом и поверхностью свариваемого металла. Комплекты для точечной сварки Eastwood также поставляются с парой плоскогубцев для точечной сварки, которые удерживают обе поверхности металла вместе, зажимая и фиксируя их на месте.