Содержание
Создание осциллятора для инвертора и для сварки своими руками
Осциллятор для сварки является важным прибором для проведения подобных работ в различных промышленных производствах. Также может применяться и в домашнем хозяйстве. Однако не всегда стоит приобретать подобные устройства, хотя спрос на них велик. Ведь можно без проблем сделать осциллятор своими руками.
- Принцип действия прибора
- Из чего состоит осциллятор
- Порядок изготовления осциллятора
- Особенности изготовления
Принцип действия прибора
Вне зависимости от того, куплен ли осциллятор для инвертора или сделан самостоятельно, его основное предназначение состоит в создании стабильной работы сварочной дуги. Частота прибора — 50 герц при номинальном напряжении 220 вольт. Выходные же параметры могут изменяться до 300 тысяч герц и 2500 вольт. Такая работа осциллятора создает импульсы периодом до нескольких десятков микросекунд. Сходные параметры работы, когда ток высокой частоты проходит в сварочную цепь, обусловлены высокой мощностью от 250 до 350 ватт.
Из чего состоит осциллятор
Изготовленный своими руками сварочный прибор имеет возможности, которые соответствуют осуществлению сварочных работ на производстве или в домашних условиях. Применяя его, можно произвести сварку алюминия и других похожих по свойствам металлов.
Основные электрические составляющие данного аппарата:
- Разрядник;
- Катушки дросселей;
- Стандартный и высокочастотный трансформатор;
- Колебательный контур.
Контур, который создается с участием конденсатора и трансформатора высокой частоты, позволяет создавать затухающие искры. При этом конденсатор защищает само устройство и работника от воздействия электричества и возникающих в результате травм. При пробое электрическая цепь размыкается специальным предохранителем.
 youtube.com/embed/xMRcxXsiuaY»>
youtube.com/embed/xMRcxXsiuaY»>
Порядок изготовления осциллятора
Если вам предстоит сваривать преимущественно алюминиевые детали, то можно изготовить сварочный агрегат своими силами. Монтаж осуществляется одной из наиболее известных схем:
- Для начала подбирается надежный трансформатор, который способен обеспечить увеличенную подачу напряжения от стандартных 220 до 3000 вольт;
- Затем необходимо произвести установку разрядника, который будет пропускать искру;
- После чего следует присоединение еще одного важного элемента. Таковым является колебательный контур с блокировочным конденсатором, который способен генерировать высокочастотные импульсы, чтобы добиться необходимых показателей.
Осциллятор готов к работе, его основным элементом является колебательный контур. Обязательным должно быть наличие блокировочного конденсатора. Все это помогает создать необходимые импульсы. В результате сварочная дуга обладает стабильностью и процесс ее зажигания становится проще.
В результате сварочная дуга обладает стабильностью и процесс ее зажигания становится проще.
Процесс работы достаточно простой. После запуска начинает загораться разрядник, создающий частотные импульсы. За это ответственнен высоковольтный трансформатор. Высокомагнитное поле появляется через дугу, затем преобразовывается с помощью катушки, изготавливаемой путем наматывания сварочного кабеля. Плюс идет на горелку, а минус на деталь, в результате газ будет поступать через клапан в горелку. Начинается процесс сварки.
Перед созданием такого устройства следует внимательно ознакомиться с чертежами. Даже начальные познания в электротехнике вкупе с навыками конструирования помогут без серьезных проблем изготовить данный осциллятор. Еще важно соблюдать технику безопасности и помнить о вероятности поражения электрическим током.
Особенности изготовления
Если планируется использование аппарата исключительно в домашнем хозяйстве, то можно изготовить инверторный осциллятор самостоятельно, поскольку у производителя такие приборы весьма дорогие. Необходимо также обладать опытом сборки подобных устройств и знаниями электричества.
Необходимо также обладать опытом сборки подобных устройств и знаниями электричества.
Немаловажным является грамотная эксплуатация устройства, ибо при несоблюдении техники безопасности можно получить серьезные травмы. Тщательно подойдите к сборке техники, выбирайте исключительно такие компоненты, которые подходят по своим характеристикам. Соблюдение всех рекомендаций значительно облегчает сборку осциллятора в домашних условиях. Достаточно наличия соответствующих инструментов и деталей.
Осциллятор для сварки является важным инструментом как на производстве, так и в домашнем быту. С его помощью обеспечивается стабильная и сильная дуга, помогающая сваривать различные алюминиевые конструкции. Знание соответствующих разделов физики и электротехники облегчает в соответствующей степени работу и создание подобных устройств. При этом нельзя забывать и о грамотной эксплуатации осциллятора, ведь есть вероятность получить травмы при поражении электрическим током. Удачного создания сварочных осцилляторов!
Удачного создания сварочных осцилляторов!
Осциллятор для сварки алюминия своими руками схема
Главная » Статьи » Осциллятор для сварки алюминия своими руками схема
Осциллятор для сварки алюминия
Осциллятор, который используется при сварке, служит для стабилизации и возбуждения электрической дуги. Он может работать с заводскими источниками тока, которые работают на различных видах тока. Это могут быть осциллятор на переменном или на постоянном токе. Осциллятор для сварки алюминия является генератором затухающих колебаний. В его составе имеется повышающий трансформатор, который работает на низких частотах. Его вторичное напряжение может достигать, примерно, 2-3 кВ. Также в составе имеется колебательный контур, составленный из обмотки связи, индуктивности, емкости и конденсатора блокировки. Все обмотки осциллятора образуют трансформатор, который может действовать на высоких частотах.
Осциллятор для сварки алюминия своими руками
Таким образом, осциллятор сварочный для сварки алюминия помогает преобразовать стандартный ток, частота которого составляет 55 Гц, в высокочастотный, частота которого может быть 1-1,5 тысяч Гц. Благодаря этому улучшается поджог электрода, а также другие важные факторы. Аппарат достаточно быстро реагирует на импульсы, так как они доходят до него за десятки микросекунд. Данное устройство подключается параллельно или последовательно в цепь трансформатора, что создает свои условия для работы оборудования.
Благодаря этому улучшается поджог электрода, а также другие важные факторы. Аппарат достаточно быстро реагирует на импульсы, так как они доходят до него за десятки микросекунд. Данное устройство подключается параллельно или последовательно в цепь трансформатора, что создает свои условия для работы оборудования.
Роль осциллятора при сварке алюминия
Сварка алюминия является очень сложным процессом, так как свойства сваривания данного металла находятся далеко не на самом высоком уровне. Благодаря воздействию этого устройства на сварочный аппарат, удается поддерживать параметры сварочной дуги в заданном положении, которое может отличаться от стандартного, в течении длительного периода времени. При работе с данным видом металла стабильность параметров имеет большое значение, так как любое отклонение может привести к браку. Для таких условий может подойти даже самодельный осциллятор для сварки алюминия, если его правильно подготовить.
Стоит отметить, что сварка электродами с покрытием существенно уступает тем же результатам, которые получаются благодаря аргонно-дуговой сварке, поэтому осциллятор является вполне востребованным дополнительным устройством. Ток устройства не представляет опасности для мастера, если соблюдать технику безопасности. Но при ошибках можно получить большой разряд тока.
Ток устройства не представляет опасности для мастера, если соблюдать технику безопасности. Но при ошибках можно получить большой разряд тока.
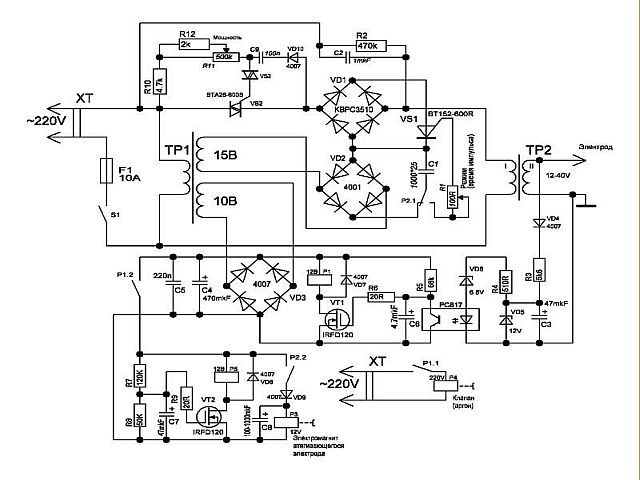
Схема работы
Схема осциллятора для сварки алюминия, включенного параллельно
Схема осциллятора для сварки алюминия
Схема осциллятора, включенного последовательно
Схема осциллятора для сварки алюминия, включенного последовательно
Вторичное напряжение в повышающем трансформаторе во время полупериода конденсатор заряжался, до тех пор, пока не возникнет пробой разрядника. После этого колебательный контур получается в состоянии короткого замыкания, что и помогает создавать затухающие колебания, у которых имеется резонансная чистота такие колебания, через конденсатор и обмотку прикладываются к дуговому промежутку. Блокировочный конденсатор помогает предотвратить шунтирование другого промежутка с источником напряжения при помощи своей обмотки. Дроссель, который включен в сварочную цепь, защищает от пробоя изоляцию обмотки. Мощность такого аппарата может составлять около 250-250 Вт. Длительность импульсов не превышает десятков микросекунд.
Мощность такого аппарата может составлять около 250-250 Вт. Длительность импульсов не превышает десятков микросекунд.
Осциллятор для сварки своими руками
Стоит отметить, что приборы последовательного включения на практике оказываются более действенными, так как для них не требуется установка специального источника защиты в общей цепи. Во время работы осциллятора разрядник слегка потрескивает. Искровой зазор устанавливается при помощи регулировочного винта, но данная процедура возможна только если устройство отключено от сети.
Виды
Существует два основных вида осциллятора, которые применяются в сварочном деле. Они серьезно отличаются, как по методу подключения, так и по типу работы, поэтому, нужно точно определиться с правильным выбором. Это может быть:
- Импульсный – данная разновидность используется для аппаратов, которые работают на переменном токе. Импульсный осциллятор подключается параллельно к основному сварочному аппарату.
- Непрерывный — данная разновидность используется для аппаратов, которые работают на постоянном токе.
 Непрерывный осциллятор подключается последователь к основному сварочному аппарату.
Непрерывный осциллятор подключается последователь к основному сварочному аппарату.
 Непрерывный осциллятор подключается последователь к основному сварочному аппарату.
Непрерывный осциллятор подключается последователь к основному сварочному аппарату.Также стоит выделить основные модели данного оборудования, которые производятся для сварки и являются часто используемыми в промышленности.
| Параметр | ОСП3-2М | ОСЦВ-2 | М-3 | ОСПП3-300М |
| Напряжение падания, В (все работают на переменном токе) | 220 | 65 | 200 | |
| Вторичное напряжение при холостом ходу, В | 6000 | 2300 | 2600 | 6000 |
| Ток дуги | Постоянный, переменный | Переменный | Постоянный, переменный | |
| Вид подключения к сети | Параллельно | Последовательно | ||
| Мощность потребления устройства, кВт | 0,045 | 0,08 | 0,14 | — |
| Вес, кг | 6,5 | 16 | 20 | — |
Осциллятор для сварки алюминия своими руками
Схема осциллятора для сварки алюминия своими руками должна максимально соответствовать заводской модели. Разработка разрядника считается одним из самых сложных моментов, так как именно в нем и проходит электрическая искра. Также требуется подобрать блокировочный конденсатор вместе с колебательным контуром. Существует множество схем создания и основа успеха состоит в том, чтобы правильно подобрать компоненты. Таким образом, в итоге можно получить все те же импульсные или непрерывные осцилляторы. При выборе второго варианта в схеме еще должна присутствовать защита от высокого напряжения. Импульсный легче в изготовлении и более эффективный в работе, благодаря своей простоте.
Разработка разрядника считается одним из самых сложных моментов, так как именно в нем и проходит электрическая искра. Также требуется подобрать блокировочный конденсатор вместе с колебательным контуром. Существует множество схем создания и основа успеха состоит в том, чтобы правильно подобрать компоненты. Таким образом, в итоге можно получить все те же импульсные или непрерывные осцилляторы. При выборе второго варианта в схеме еще должна присутствовать защита от высокого напряжения. Импульсный легче в изготовлении и более эффективный в работе, благодаря своей простоте.
Естественно, что техника безопасности в данном вопросу должна стоят на первом месте, так как при неправильном подключении схемы или некорректном выборе элементов все может испортиться и стать опасным для жизни и здоровья человека. Изготовлением данных вещей должен заниматься только специалист с большим опытом.
Условия эксплуатации и меры предосторожности
- Перед тем как запустить устройство в эксплуатацию его необходимо зарегистрировать и пройти инспектирование электросвязи;
- Разрешается применять осциллограф, как в открытых, так и в закрытых помещениях;
- Нельзя использовать технику на открытой территории при осадках;
- Рабочая температура техники лежит в пределах от -10 до +40 градусов Цельсия;
- Влажность воздуха должна быт не более 98%;
- Запрещается применение в запыленных помещениях, а также в комнатах с едкими газами или парами;
- Также запрещается работа без заземления;
- Перед использованием всегда нужно контролировать правильность присоединения к аппарату;
- Работа должна проводиться только в специальном кожухе, который снимается только при отключенном от питания аппарате.

svarkaipayka.ru
Осциллятор для сварки алюминия делаем сами
Наверное у каждого хорошего хозяина в гараже надежно лежит свой сварочный агрегат. Это конечно же прекрасно, но возможности такого устройства несколько функционально ограничены. Так для выполнения сваривания обычного металла сварочный аппарат подойдет, но для того чтобы выполнять работы с алюминием или нержавеющей сталью, стоит создать определенные условия. Именно для этого необходимо обзавестись осциллятором. Последний можно купить в любом строительном магазине или же выполнить своими руками.
Наверное у каждого хорошего хозяина в гараже надежно лежит свой сварочный агрегат. Это конечно же прекрасно, но возможности такого устройства несколько функционально ограничены. Так для выполнения сваривания обычного металла сварочный аппарат подойдет, но для того чтобы выполнять работы с алюминием или нержавеющей сталью, стоит создать определенные условия. Именно для этого необходимо обзавестись осциллятором.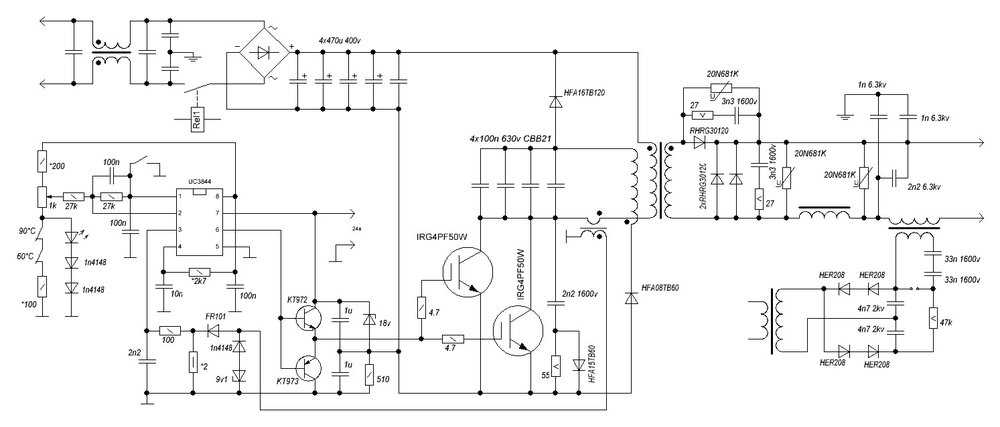 Последний можно купить в любом строительном магазине или же выполнить своими руками.
Последний можно купить в любом строительном магазине или же выполнить своими руками.
Осциллятор для сварки алюминия своими руками всегда необходимо подключать параллельно сварочному агрегату. Основной функцией осциллятора считается преображения частоты промышленного тока (приблизительно 50 Гц) в высокие частоты. В данном случае возможно повышение до 150 000 Гц. Также возможно и повышение уровня напряжения в кратковременном режиме до 6 000 В.
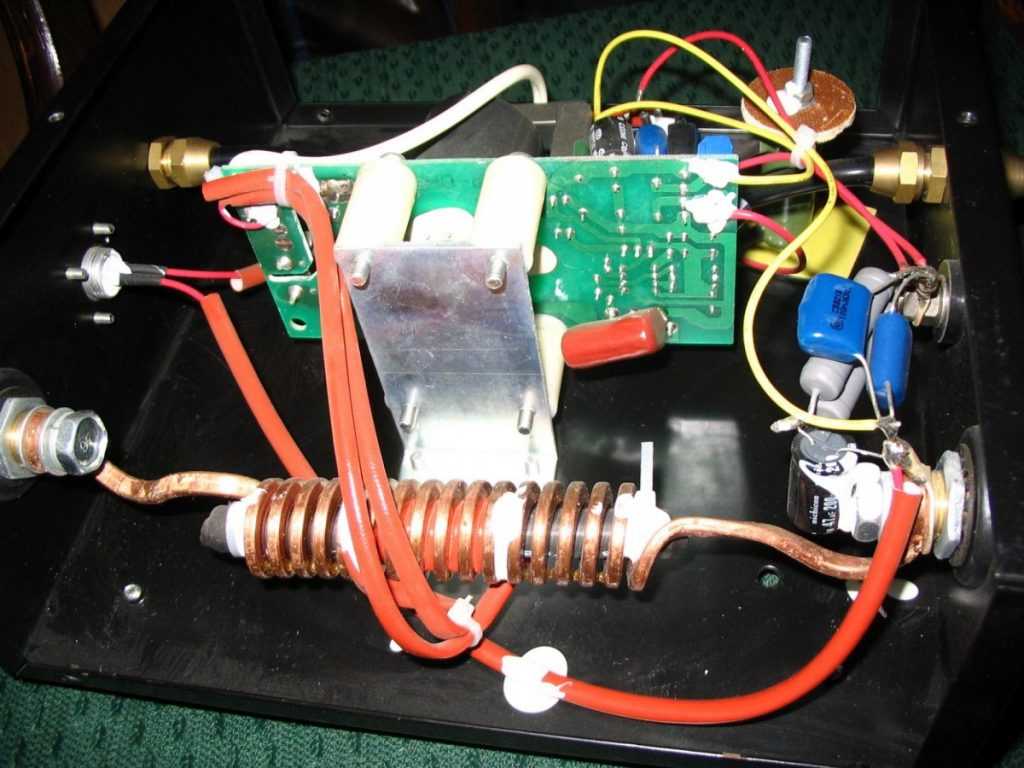
Конструкция стандартного осциллятора представлена в виде генератора, трансформаторы которого постоянно повышают уровень напряжения до 3 000 В. При этом обязательно, чтобы был разрядник в наличии. Также в состав самодельного осциллятора входят колебательный контур, конденсатор для блокировки и обмотка для связи.
Осциллятор для сварки может выполняться в двух воплощениях, непрерывного действия или же импульсной работы. В первом случае работа агрегата заключается в параллельном тандеме с источником электрической дуги. Таким образом подключение выполняется непосредственно к массе и держаку.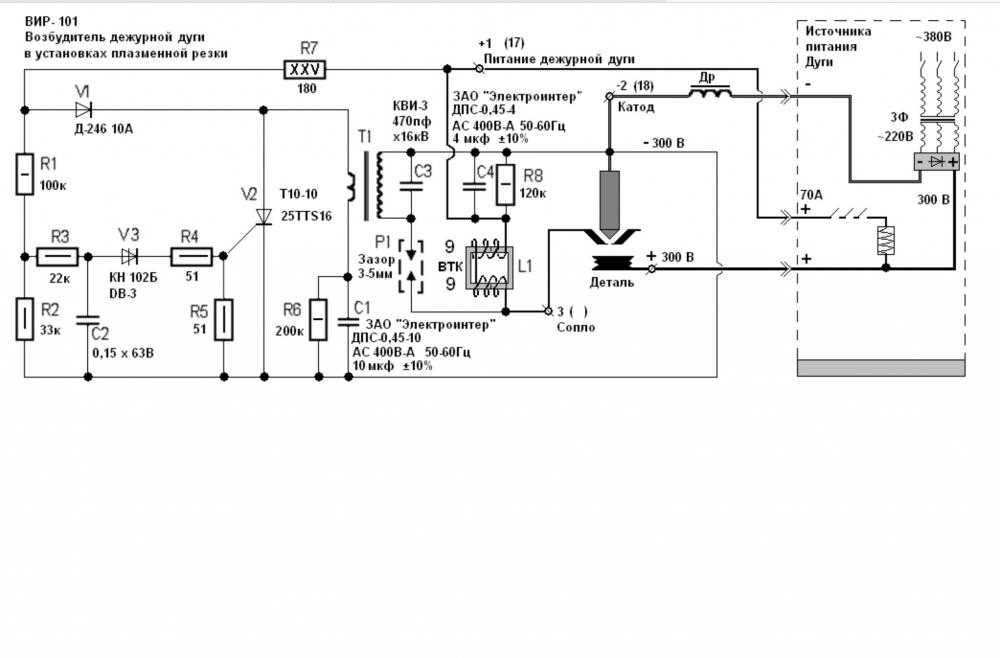 Так во время возникновения высокого напряжения и частоты зажжется и электрод. А в процессе работы с высоким уровнем частоты появится возможность работать даже с заниженным напряжением.
Так во время возникновения высокого напряжения и частоты зажжется и электрод. А в процессе работы с высоким уровнем частоты появится возможность работать даже с заниженным напряжением.
Во втором случае нет необходимости в дополнительном применении средств защиты от высоких показателей напряжения. Этот вариант считается наиболее эффективным в сравнении с аналогами. С применением такого осциллятора для сварки возможна работа с переменным напряжением. Ведь теперь можно достигнуть зажжения электрода в процессе смены полярности переменного тока в сети.
Ниже приведены две схемы осциллятора для сварки:
Схема 1
Схема 2
Если есть необходимость в производстве самодельного осциллятора для сварки алюминия также не стоит расстраиваться. Главное произвести изготовление разрядника правильным образом. Ведь только в таком случае произойдет поджиг. Чаще всего применяются остатки электродов из вольфрама.
Рекомендуем к просмотру видео по теме:
самодельный ОСЦИЛЛЯТОР для аргоннодуговой сварки .
 homemade OSCILLATOR automata for argon-arc welding
homemade OSCILLATOR automata for argon-arc welding
Рекомендуем к просмотру видео по теме:
сварка аргоном самодельным осциллятором.
Рекомендуем к просмотру видео по теме:
Сварка алюминия..wmv
Рекомендуем к просмотру видео по теме:
Осциллятор и телевизор
Спонсор статьи
Оцените пожалуйста статью:
(14 голосов, средняя оценка: 3,43 из 5)
svarkahome.com
Сварочный осциллятор своими руками
При работе с цветными металлами часто используются аргоновые аппараты по сварке. Неплавящийся электрод из вольфрама хорошо расплавляет кромки и образует сварочную ванну. Выполняются швы на алюминии и нержавейке и плавящимися электродами, где источником тока служит инвертор. Но у всех этих устройств имеется одна проблема — розжиг дуги. На цветных металлах постукивание электродом по поверхности создает следы, требующие последующей зачистки. При работе с тонкими листами на малых токах дуга может гореть нестабильно и часто тухнуть, а ее повторное возбуждение тормозит весь рабочий процесс. Для решения этой ситуации в схему добавляют осциллятор, который позволяет зажигать электрическую дугу не прикасаясь к поверхности изделия. Это устройство можно купить или попытаться изготовить самому. Как создать сварочный осциллятор своими руками? Каковы схемы аппарата и его принцип работы?
Для решения этой ситуации в схему добавляют осциллятор, который позволяет зажигать электрическую дугу не прикасаясь к поверхности изделия. Это устройство можно купить или попытаться изготовить самому. Как создать сварочный осциллятор своими руками? Каковы схемы аппарата и его принцип работы?
Как работает осциллятор
Подобные устройства могут иметь различные варианты сборки, но все они предназначены для одной цели — возбуждать сварочную дугу между концом электрода и поверхностью изделия на расстоянии 5 мм, без физического прикосновения материалов. Достигается это за счет размещения осциллятора между источником сварочного тока и горелкой с вольфрамовым электродом. Вместо последнего может находиться держатель для сварки покрытыми электродами.
Суть процесса заключается в модернизации входящего напряжения переменного характера с частотой 50 Гц в импульсы высокой частоты и короткой длительности. Они накладываются на сварочный ток, и активно участвуют в розжиге дуги. Осциллятор для сварки, в большинстве вариантов схем, работает в следующей последовательности:
Осциллятор для сварки, в большинстве вариантов схем, работает в следующей последовательности:
- Сварщик нажимает кнопку управления на горелке.
- Входной выпрямитель получает напряжение из сети с параметрами 220 V и 50 Гц. Устройство выпрямляет ток и передает его на накопитель.
- Накопительная емкость собирает в себе разряд.
- Схема управления руководит этим процессом. Когда сетевое напряжение достигает 0В, высвобождается импульс, для последующего формирования.
- Он поступает на первичную обмотку трансформатора, где происходит его преобразование в высоковольтный импульс.
- Одновременно с этим, схема управления подает сигнал в клапан газа, и выпускается аргон.
- Происходит короткий разряд тока, связывающий в воздухе напряжение от горелки и изделие, к которому прикреплена масса от сварочного аппарата. Дуга зажигается в уже подготовленном газовом облаке, и можно сразу вести сварку.
- Когда в процесс включается сварочный ток, с силой более 5 А, то импульс прекращает свое действие. Сварка ведется на тех параметрах, которые были установлены на аппарате. Если происходит утеря контакта, то схема управления подает повторный импульс для возобновления дуги.
- После окончания сварки осциллятор регулирует время последующей продувки защитным газом и завершает весь процесс.
 Сварка ведется на тех параметрах, которые были установлены на аппарате. Если происходит утеря контакта, то схема управления подает повторный импульс для возобновления дуги.
Сварка ведется на тех параметрах, которые были установлены на аппарате. Если происходит утеря контакта, то схема управления подает повторный импульс для возобновления дуги.
Это очень удобно для сварки алюминия или легированных сталей, где требуется точность начала шва, а механическая зачистка следов от касания электрода оставляет лишние следы. Изготовление осциллятора своими руками может быть упрощено до нескольких узлов. Тогда, при обрыве сварки, требуется запускать действие бесконтактного поджига вручную, повторно нажимая кнопку на горелке.
Варианты схемы сборки осциллятора
Создавая свой самодельный осциллятор важно добиться правильных выходных параметров устройства. Он должен повышать поступающее в него напряжение от стандартного до 3000-6000 В. Изменение частоты колебания должно быть на уровне от 150 до 500 кГц.
Схема осциллятора может включать различные компоненты. Вот один из вариантов состава устройства:
Вот один из вариантов состава устройства:
- выходного выпрямитель;
- стабилизированный источник питания;
- блок зарядки с накопителями емкости;
- блок управления;
- блок для формирования импульса;
- высоковольтный трансформатор;
- датчик тока;
- газовый клапан.
Осциллятор устанавливается в цепь всегда после инвертора или обычного трансформатора, и перед рукавом с кабелем, идущим на горелку или к держателю электрода. Отдельные блоки схемы формируются из деталей, покупаемых в магазине, или создаваемых самостоятельно. Например, колебательный контур, работающий как искровой генератор с затухающими колебаниями, собирается из конденсаторов. А катушкой индуктивности служит обмотка высокочастотного трансформатора. В схеме обязательно должен быть и предохранитель, защищающий сварщика от короткого замыкания, и специальный отвод для заземления устройства.
Разновидности самодельных осцилляторов
В зависимости от выполняемых сварочных работ, можно создать осциллятор своими руками, с постоянным или кратковременным действием. Если требуется работа с тонкими листами металла на малых токах, то лучше подойдет первый вариант. Устройство будет накладывать на ток, выдаваемый сварочным аппаратом, дополнительное напряжение 3000В с высокой частотой в 200 кГц. Вследствие чего розжиг электрода станет осуществляться при малейшем поднесении к изделию, а в процессе ведения шва горение дуги будет стабилизироваться и поддерживаться. Несмотря на высокие показатели напряжения, этот ток будет безопасен для жизни сварщика. Рекомендуется последовательное подключение такого аппарата в схему. При параллельном потребуется дополнительная установка защиты от напряжения.
Если требуется работа с тонкими листами металла на малых токах, то лучше подойдет первый вариант. Устройство будет накладывать на ток, выдаваемый сварочным аппаратом, дополнительное напряжение 3000В с высокой частотой в 200 кГц. Вследствие чего розжиг электрода станет осуществляться при малейшем поднесении к изделию, а в процессе ведения шва горение дуги будет стабилизироваться и поддерживаться. Несмотря на высокие показатели напряжения, этот ток будет безопасен для жизни сварщика. Рекомендуется последовательное подключение такого аппарата в схему. При параллельном потребуется дополнительная установка защиты от напряжения.
Для работы с алюминием, который сваривается только на переменном токе, больше подойдет вторая самодельная модель осциллятора, где рабочий эффект заключается в кратковременном импульсе. Последний зажигает дугу при поднесении горелки к изделию на расстояние 5 мм. Эту же функцию осциллятора используют и при плазменной резке, а также в работе с инверторами, или аргоновыми аппаратами для сварки нержавейки. Во время работы на переменном токе его полярность постоянно меняется. Это может затруднять стабильность горения и повторные розжиги. Осциллятор содействует мгновенному зажиганию дуги в таких условиях.
Во время работы на переменном токе его полярность постоянно меняется. Это может затруднять стабильность горения и повторные розжиги. Осциллятор содействует мгновенному зажиганию дуги в таких условиях.
Изготовление ключевых деталей
Имея некоторые знания электротехники и необходимые материалы можно приступать к созданию самодельного осциллятора. Начать стоит с повышающего трансформатора, который будет поднимать напряжение. Его можно купить в магазине или намотать самостоятельно. Число витков и площадь сечения выбираются по справочникам. Главный показатель — это способность повысить напряжение до 3000 — 6000 В.
Колебательный контур создается из катушки индуктивности, которая наматывается сварочным кабелем на ферритовый сердечник. Достаточно одного витка такого провода для первички, и пяти витков для вторичной обмотки. В контур устанавливается блокировочный конденсатор и разрядник. В последнем происходит процесс генерирования и высвобождения затухающего импульса.
Разрядник изготавливают из двух медных вертикальных стержней, на которые крепятся вольфрамовые прутки для передачи тока. Рекомендуется залить медные стойки диэлектрическим затвердевающим составом, предварительно подведя к ним провода для контактов. Возможна сборка осциллятора на основе катушки зажигания, только после нее в схему необходимо установить ВВ диод и идущий за ним конденсатор. Потом следует поставить разрядник, подсоединенный к первичной обмотке трансформатора.
Рекомендуется залить медные стойки диэлектрическим затвердевающим составом, предварительно подведя к ним провода для контактов. Возможна сборка осциллятора на основе катушки зажигания, только после нее в схему необходимо установить ВВ диод и идущий за ним конденсатор. Потом следует поставить разрядник, подсоединенный к первичной обмотке трансформатора.
Накопительный конденсатор можно купить или извлечь из старого телевизора. Некоторые мастера создают такие конденсаторы самостоятельно в банке. Газовый клапан, устанавливаемый на выходе, доступен в продаже.
Осцилляторы значительно облегчают работы по сварке алюминия и нержавейки, или разрезанию металла плазмотроном. Советы для начинающих в этой статье, различные схемы устройства, и видео по созданию самодельных аппаратов, помогут изготовить простой осциллятор для личных нужд.
Поделись с друзьями
1
0
1
0
svarkalegko.com
Используем сварочный осциллятор своими руками
Сварочный осциллятор
Для сварки алюминиевых деталей настоятельно рекомендуется применять такой аппарат, как сварочный осциллятор – своими руками в домашних условиях выполнить качественную сварку без применения осциллятора практически невозможно. Все дело в том, что алюминий – это достаточно проблематичный металл, работа с ним должна выполняться с учетом ряда особенностей.
Все дело в том, что алюминий – это достаточно проблематичный металл, работа с ним должна выполняться с учетом ряда особенностей.
Сложность работы с алюминием
Во-первых, при изготовлении деталей используются разные сорта алюминия:
- термоупрочняемые сорта;
- нетермоупрочняемые сорта.
Для каждого из них должны применяться свои индивидуальные технологии сварки, при этом особо сложными в обработке являются детали из термоупрочняемых сплавов, т.к. они относятся к трудносвариваемым металлам.
Также алюминий имеет следующую особенность – на его поверхности в процессе сварки образуется пленка из оксидов, которые препятствуют качественной адгезии.
Также алюминий при сваривании теряет прочность и в значительной степени расширяется, что приводит к повреждениям деталей.
Роль осциллятора при сварке алюминия
Осциллятор по своей сущности – это аппарат, генерирующий искровые затухающие колебания. Он полезен тем, что порождает и поддерживает в течение требуемого времени сварочную дугу необходимых параметров. Так, стандартный ток бытовой сети имеет частоту 50 Гц и напряжение 220 В. Осциллятор же преобразует его в ток частотой до 300 кГц и напряжением до 3 кВ.
Так, стандартный ток бытовой сети имеет частоту 50 Гц и напряжение 220 В. Осциллятор же преобразует его в ток частотой до 300 кГц и напряжением до 3 кВ.
При этом осциллятор достаточно прост по содержанию – в него входят следующие элементы:
- повышающий трансформатор;
- разрядник;
- контур колебательного типа.
Все элементы являются пассивными, поэтому система достаточно надежна и долговечна.
Схема работы осциллятора
За преобразование стандартного напряжения отвечает трансформатор. Полученное напряжение передается на конденсатор, который накачивается до определенного момента, пока не образуется пробой на разряднике. В короткозамкнутом колебательном контуре образуются затухающие резонансные колебания. Далее образовавшиеся колебания передаются через конденсатор и обмотку на дуговой промежуток.
В этой схеме есть одно слабое место – возможно шунтирование дугового промежутка обмоткой. Чтобы предотвратить это, нужно предусмотреть наличие блокирующего конденсатора. Также следует позаботиться о защите обмотки, которой оснащен сварочный трансформатор. Для этого нужно использовать особый дроссель.
Также следует позаботиться о защите обмотки, которой оснащен сварочный трансформатор. Для этого нужно использовать особый дроссель.
Схема осциллятора ВК-7:
Особо эффективен осциллятор при сваривании деталей из тонкого легкоплавкого алюминия. При работе с такими деталями нужно использовать слабый ток, чтобы не допустить прожога деталей. Чтобы поддержать устойчивость дуги при столь малых токах, как раз и нужен осциллятор — он накладывает свой высокочастотный ток поверх тока низкой частоты в сварочной цепи.
Виды осцилляторов
- импульсный осциллятор – используется при работе с переменными токами и подключается параллельно сварочному аппарату;
- непрерывный осциллятор – применяется при работе с постоянным током, должен подключаться со сварочным аппаратом последовательно.
Видео:
К вопросу самостоятельного изготовления
Многие задаются вопросами, как сделать сварочный осциллятор своими руками и вообще возможно ли это? Отвечаем: да, это вполне решаемая задача для мастера, имеющего достаточный опыт работы со сварочным оборудованием и с электрическими схемами.
Здесь нужно уделить большое внимание следует уделить изготовлению разрядника. Именно от его надежной работы зависит качество функционирования всего осциллятора. Для изготовления его контактов нужно использовать вольфрам, который имеется в электродах.
Также важно соблюсти порядок подключения и отключения трансформатора. Если оборудование подключается параллельно, то оно должно и отключаться параллельно. В противном случае велика угроза получить удар током от разряда высокого напряжения.
Если же уверенности в своих силах нет, то лучше не рисковать и купить фабричный осциллятор – безопасность должна быть превыше всего.
cassuspro.ru
Как самому сделать аргонную сварку из инвертора
Аргонная сварка — незаменимый метод, с помощью которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и других сплавов. Кроме того, этот вид сварки отличается хорошим качеством сварного шва и высокой производительностью. Универсальность аргонной сварки также привлекает домашних мастеров. Но это оборудование имеет высокую стоимость, и для домашнего использования его практически не покупают. Поэтому все больше умельцев начинают задумываться о том, чтобы сделать своими руками агрегат для аргоновой сварки.
Кроме того, этот вид сварки отличается хорошим качеством сварного шва и высокой производительностью. Универсальность аргонной сварки также привлекает домашних мастеров. Но это оборудование имеет высокую стоимость, и для домашнего использования его практически не покупают. Поэтому все больше умельцев начинают задумываться о том, чтобы сделать своими руками агрегат для аргоновой сварки.
Содержание
- 1 Технология и применение сварки аргона
- 2 Элементы для сборки домашнего устройства
- 2.1 Источник тока
- 2.2 Блок осциллятора и защиты
- 2,3 Burner
- 2.4 Argon Ball
- 2,5 Gear Box
- 2,4 Argon Balloon
- 2,5 2,5 Gear Blox
- 2.4.
- 2.6 Рукава и сварочные кабели
Технология и применение аргонной сварки
Аргонная сварка немного похожа на обычную дугу, но используется для защиты сварочной ванны. защитный газ — аргон. Этот инертный газ обладает рядом присущих только ему свойств.
защитный газ — аргон. Этот инертный газ обладает рядом присущих только ему свойств.
- Поскольку аргон на 38 % тяжелее воздуха, он хорошо проникает в сварочную ванну и защищает ее от газов в атмосфере. За счет этого сварочный шов получается без образования оксидной пленки, что улучшает качество соединения .
- Аргон присутствует в воздухе; поэтому он является побочным продуктом производства кислорода и азота из атмосферы и является наиболее недорогой среди защитных газов для сварки.
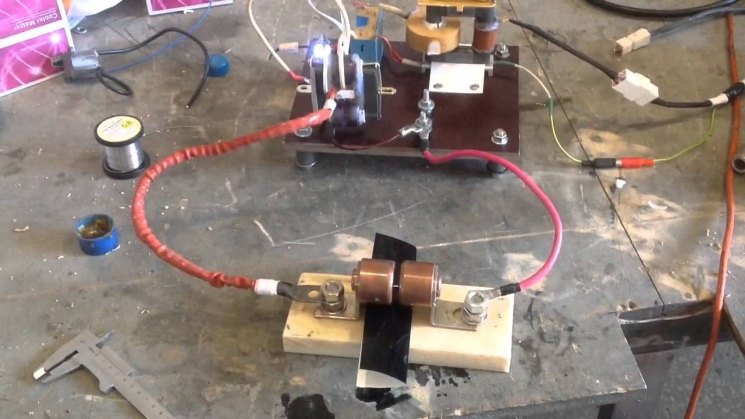
Процесс сварки в среде аргона происходит следующим образом. Всего за 1 секунду до зажигания дуги в горелку подается аргон. Сварщик подносит электрод к подготовленной для соединения детали и нажимает кнопку включения. Но так как зажигание дуги в защитном газе требует его высокой ионизации, то в дело вступает осциллятор.
Генератор представляет собой устройство, которое производит высокочастотные и высоковольтные импульсы, которые могут ионизировать газ и зажигать дугу между электродом и заготовкой.
После зажигания дуги присадочная проволока подается вручную или в автоматическом режиме на стык деталей. Детали свариваются путем расплавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
Традиционно аргонная сварка предполагает соединение металлов неплавящимся вольфрамовым электродом, создающим дугу, и добавки в виде металлического стержня или проволоки. Этот вид сварки имеет международное обозначение «TIG».
Аргонная сварка используется в следующих областях.
- Каркасная конструкция. Сварные швы выдерживают постоянные нагрузки.
- Соединение труб как из стали, так и из цветных металлов, в том числе из различных сплавов.
- Соединения разнородных металлов.
- Сращивание практически любых металлов между собой: титан, медь, алюминий, нержавеющая сталь, бронза, латунь, чугун и др. Особенно это актуально для автомобильной промышленности.
- Изготовление декоративных и ювелирных изделий.

Элементы для сборки самодельного аппарата
Для сборки оборудования для аргонной сварки потребуются следующие позиции:
- сварочный аппарат постоянного тока или инверторного типа;
- ;
- блок защиты инвертора;
- ;
- баллон с аргоном;
- ;
- ;
- сварочные кабели.
генератор
горелка
Газовый редуктор
газовый шланг
Источник тока
В качестве источника тока для сварки TIG можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Вы также можете использовать сварочный выпрямитель . Но для обоих типов устройств потребуется добавить еще один осциллятор, который будет способствовать бесконтактному зажиганию дуги.
В интернете можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но есть несколько нюансов. Есть инверторы, в которых аж встроенная возможность сварки TIG.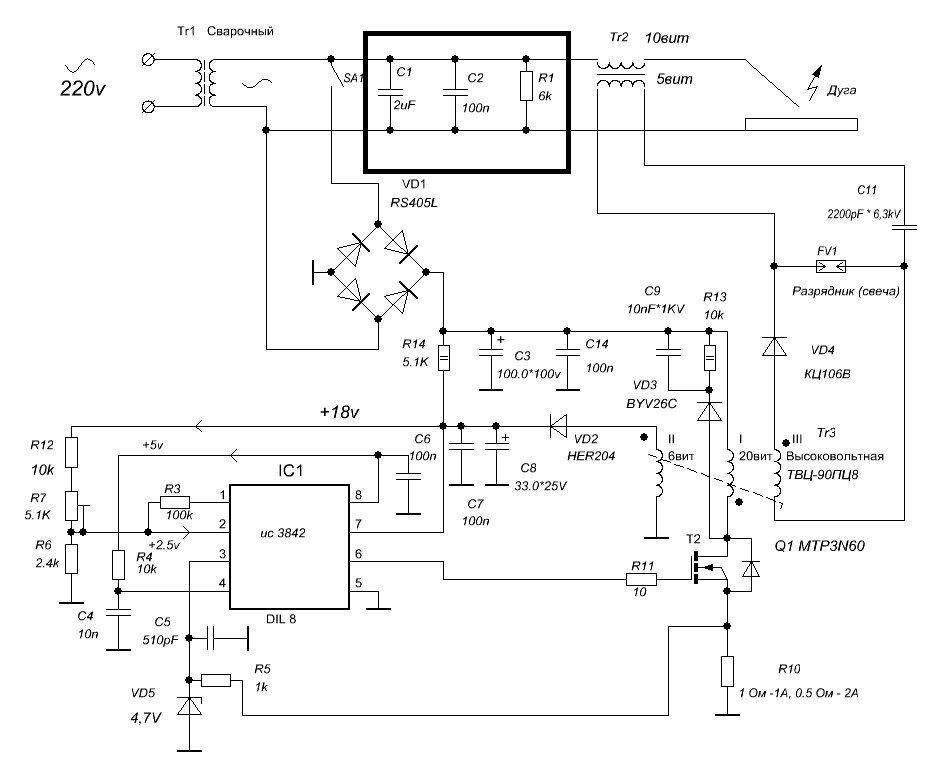 В этом случае достаточно подсоединить рукав с горелкой для аргоновой сварки к аппарату, подсоединить шланг к баллону с аргоном и аппарат готов к работе. Но сначала его нужно переключить в режим TIG и выставить необходимую силу тока.
В этом случае достаточно подсоединить рукав с горелкой для аргоновой сварки к аппарату, подсоединить шланг к баллону с аргоном и аппарат готов к работе. Но сначала его нужно переключить в режим TIG и выставить необходимую силу тока.
Следует отметить, что в таких инверторах уже встроен осциллятор и необходимая защита.
Инверторы без встроенной функции сварки TIG не могут использоваться для этой цели. Даже если к нему подключить внешний генератор, инвертор просто сгорит. Чтобы этого избежать, потребуется небольшая переделка инвертора , заключающаяся в добавлении в его схему блока защиты. Этот блок можно собрать вместе с генератором на одной плате и поместить в отдельный корпус. Получите маленькую приставку для инвертора.
Осциллятор и защитный блок
Как упоминалось выше, для сварки ВИГ требуется специальное приспособление. Его можно собрать своими руками по схеме, представленной ниже.
Эта схема включает в себя блок защиты (расположен слева) и генератор. Последний можно купить в Китае или собрать самостоятельно. Как устроена вышеописанная схема, вы можете узнать, посмотрев ее видео.
Последний можно купить в Китае или собрать самостоятельно. Как устроена вышеописанная схема, вы можете узнать, посмотрев ее видео.
Горелка
Для аргонной сварки используется специальная горелка, состоящая из керамического сопла и вольфрамового электрододержателя.
Также на горелке есть пусковая кнопка и кран подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или купить уже готовые (собранные) там же.
Баллон с аргоном
Из соображений безопасности все газовые баллоны принято красить в разные цвета и наносить на них надписи разными цветами. Ниже представлена картинка, на которой показаны все разновидности газовых баллонов с соответствующей маркировкой и цветом.
Как видно из рисунка, для аргона используются баллоны черного (с белой полосой) или серого (с зеленой полосой и надписью) цвета. Для сварки TIG применяют очищенный аргон. Поэтому вам нужно будет приобрести серый баллон с зеленой надписью «Argon Pure».
Совет! Для профессионального использования используются баллоны емкостью около 50 литров, с большим весом. А вот для бытового использования будет достаточно 10-литровой канистры, которую можно передвигать самостоятельно.
Редуктор
Так как газ в баллоне находится под большим давлением, то для подачи его на горелку нужен редуктор. Это устройство показывает давление в баллоне и позволяет регулировать расход газа через шланг, ведущий к горелке.
Редуктор нужно выбирать строго под определенный газ, то есть в данном случае — под аргон. Обычно устройство имеет тот же цвет, что и газовый баллон.
Шланг и сварочные кабели
Если собрать муфту для аргонной сварки самостоятельно, то она получится толстой и плохо гнется, так как в нее нужно поместить электрический кабель и газовый шланг. Кроме того, вам нужно будет отдельно приобрести разъемы для подключения к горелке и к инвертору (если вы используете инвертор с возможностью сварки TIG).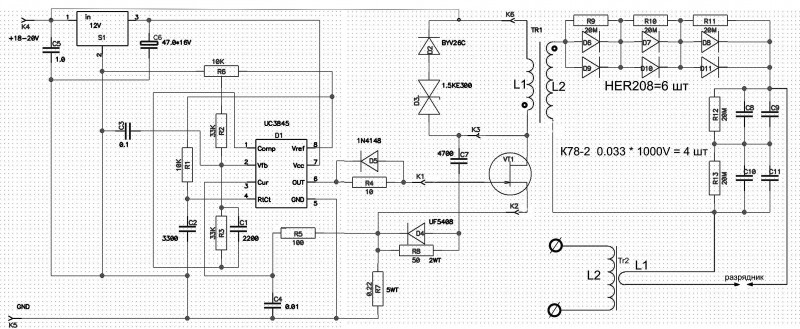 Готовый рукав для аргонной сварки можно купить там же, где и горелку.
Готовый рукав для аргонной сварки можно купить там же, где и горелку.
Алгоритм сварочного аппарата
Сборка оборудования для аргоновой сварки из инвертора достаточно проста.
- Подключить к инвертору блок защиты с генератором по схеме выше.
- Кабель заземления должен быть подключен к клемме генератора с помощью «+». Кабель, идущий к горелке, подключается к клемме со знаком «-». При сварке алюминия кабели подключаются в обратном порядке.
- Подсоедините горелку к шлангу с кабелем и газовым шлангом.
- Винт к баллону с аргоновым редуктором.
- Газовый шланг должен быть подсоединен к редуктору, установленному на баллоне с аргоном.
- Подключите инвертор к 220 В, а генератор к источнику питания 6 В.
После этого аппарат для сварки TIG, собранный своими руками, будет готов к работе. Но сначала его следует правильно настроить.
Настройка готового оборудования
Самодельная установка для аргонной сварки требует следующих настроек.
- Заточите вольфрамовый электрод на точилке так, чтобы он стал похожим на иглу. Это сделано для того, чтобы дуга была сосредоточена на конце иглы и не «гуляла» в разные стороны.
- Возьмите горелку и установите в нее вольфрамовый электрод. Диаметр электрода должен соответствовать цанге, в которой он закреплен.
- Открыть вентиль на горелке и отрегулировать необходимый расход аргона с помощью редуктора (достаточно расхода 12–15 л/мин), затем снова закрыть вентиль на горелке.
- Включите осциллятор и поднесите горелку с электродом к металлу, к которому подсоединен кабель заземления.
- При нажатии кнопки включения между металлом и электродом на расстоянии около 0,5 мм должна появиться дуга.
- Включите газ и снова нажмите кнопку. При этом дуга должна зажечься уже на расстоянии 10 мм и более.
После проведения вышеуказанных простых настроек можно сказать, что аппарат с функцией TIG полностью исправен.
Ниже приведены мои нетехнические определения для некоторых Щелкните здесь, чтобы просмотреть наши сварочные печи и перейти к Arc Blow дуга Дуга Дуга Например, когда мы пошли в Толстый Сплав Чередование Сила тока измеряет ток и Дуга это то, что между Автоматический Резервное копирование Бусина Скос — угол, срезанный или отшлифованный на краю заготовки Взорванный — что ты Щетка — сталь Наплавка — строительство Разоренный Стык — Крышка — А также то, что вам нужно надеть Кардинальный грех сварки — см. подрез. Коалесценция С покрытием Вогнутость Угловое соединение — одно из пяти основных сварных соединений. Это Защитное стекло Трещина — Где Вы должны предварительно нагреть, нагреть и запустить чугунный стержень, Кратер — Критическая температура — Это когда Ток — В электрической цепи протекает ток Цилиндр р Дефект — Что-то не так со сваркой. Глубина проплавления — Насколько глубоко Постоянный ток Электрод постоянного тока отрицательный — электричество Прямой Пластичность Рабочий цикл
Для Даже в самых загруженных Краевое соединение — Внешний край двух пластин Подготовка кромок — До Электрод Существует МНОГО разных типов электродов. В Эксперименты с различными типами покрытий Держатель электрода — Ручной зажим для сварки Лицо — На пластине Вентилятор : Сварочные аппараты имеют вентилятор (Хорошо бы продуть Черные Наполнитель Flash Burn — Это ожог от радиации Два моих Хорошо, в ту ночь они были Вы никогда не должны находиться там, где можно увидеть свет сварочной дуги без Угловой сварной шов — король сварных швов, потому что он Два Угловой сварной шов — Поверхность или верхняя часть Угловой сварной шов — От пересечения стыка до Угловой сварной шов Корень углового сварного шва — Место начала сварного шва на пересечении Угловой сварной шов — Расстояние от Приведенные выше определения УГЛОВОЙ СВАРКИ см. в Miller’s Tig. Поток Флюс : Дуговая сварка порошковой проволокой (FCAW) — Аналогичен СТАЛЬНОЙ ПРОВОЛОКЕ, в рулонах и Следовательно, Испытание на свободный изгиб — Также называется управляемым изгибом Это Критически Дым — Являетесь ли вы опытным МАСТЕРОМ или НОВИЧКОМ, Из ОЦИНКОВАННЫХ Всегда Предохранитель Фьюжн Это тоже слово Оцинкованный Газометаллическая дуга Газовая дуговая сварка вольфрамом Сварка с разделкой кромок — Когда требуется очень прочный сварной шов, Тепло Инвертор Когда я впервые начал сваривать Сегодня у них есть машины, которые могут все Железные рабочие — Там Это Прерывистая сварка: Очень распространенный На большинстве работ, будь то в Существует два типа прерывистых сварных швов. приведу пример из 1) «Цепь» На На другой стороне Очевидно, концы 2) «Стаггард» После нанесения меток на один Эти сварные швы достаточно прочны, чтобы их удерживать, и сваривать их слишком сложно.
Приспособление — Приспособления Соединение Было много разных типов, таких как балка к балке, балка к колонне, Отличная глава о СУСТАВАХ принадлежит Миллеру Замочная скважина Замочная скважина не должна быть слишком большой, иначе СВАРОЧНАЯ БАССЕЙН Если замочная скважина становится слишком большой, остановите Профсоюзы — хороший сайт со списком профсоюзов. Котельщики Железо Трубомонтажники Трубопроводчики Листовой металл Лиды — Это линии от машины к чему Важно убедиться, что на проводах нет разрывов или разрывов. Liquidis — Слово, которое заставляет вас казаться умным, когда вы Машинная сварка — Оборудование работает Сварщики-подмастерья действительно могут почувствовать Руководство Скорость плавления — Сколько |
 (очень жарко) Можно использовать и другие стержни, но эти два
(очень жарко) Можно использовать и другие стержни, но эти два Дуговая строжка концентрирует тепло в месте разреза.
Дуговая строжка концентрирует тепло в месте разреза. Сварочные электроды 6010 можно использовать для открытой стыковой сварки, но
Сварочные электроды 6010 можно использовать для открытой стыковой сварки, но

 Сварочные шапочки могут
Сварочные шапочки могут

 Это предварительно нагревает и дает хорошую врезку
Это предварительно нагревает и дает хорошую врезку Если вы получите слишком мало одного, вы очень устанете пополнять
Если вы получите слишком мало одного, вы очень устанете пополнять Это то, что вы хотите использовать для тонких металлов.
Это то, что вы хотите использовать для тонких металлов.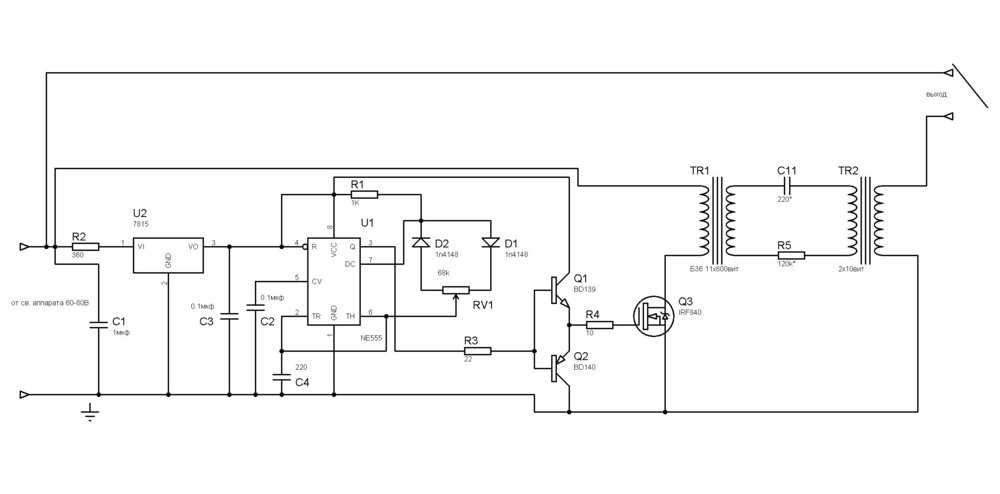 Если вы свариваете электроды,
Если вы свариваете электроды,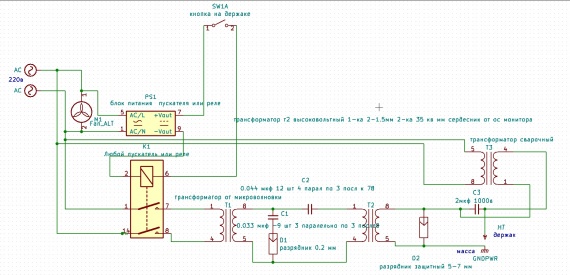 Это было
Это было (см. РАБОЧИЙ ЦИКЛ) Некоторые вентиляторы
(см. РАБОЧИЙ ЦИКЛ) Некоторые вентиляторы Вы не понимаете этого до нескольких часов спустя
Вы не понимаете этого до нескольких часов спустя В зависимости от толщины может понадобиться одна бусинка или несколько бусинок.
В зависимости от толщины может понадобиться одна бусинка или несколько бусинок.

 В старых домах убедитесь, что проводка
В старых домах убедитесь, что проводка

 В качестве
В качестве


 (Слишком много тепла, неправильный угол наклона удилища или слишком долгое пребывание в луже.
(Слишком много тепла, неправильный угол наклона удилища или слишком долгое пребывание в луже. Угадайте, что такое «твердое»
Угадайте, что такое «твердое»