Сколько штук электродов находится в пачке. Сколько электродов 3 в пачке
Сколько электродов в пачке 1-5 кг. Вес одного электрода и пачки
Основным расходным материалом в процессе ручной дуговой сварки является сварочный электрод с обмазкой. Покрытие предназначается для защиты сварочной ванны от негативного действия кислорода. Для ее изготовления служит шихта, содержащая различные химические элементы и минералы. Свойства будущему шву задает не только материал металлического стержня, но и состав покрытия.
В маркировке электродов не отображается информация о физических параметрах изделий:
- длина;
- толщина или диаметр;
- вес.
Зачастую, знание этих данных необходимо при проведении расчетов по количеству наплавляемого металла или определении расхода электродов на 1 метр шва. При покупке сварочных материалов также не помешает ориентирование в правильном количестве стержней в пачке с учетом недобросовестности некоторых продавцов.
В данной статье попробуем разобраться в данных вопросах, опираясь на нормативно-технические требования ГОСТов.

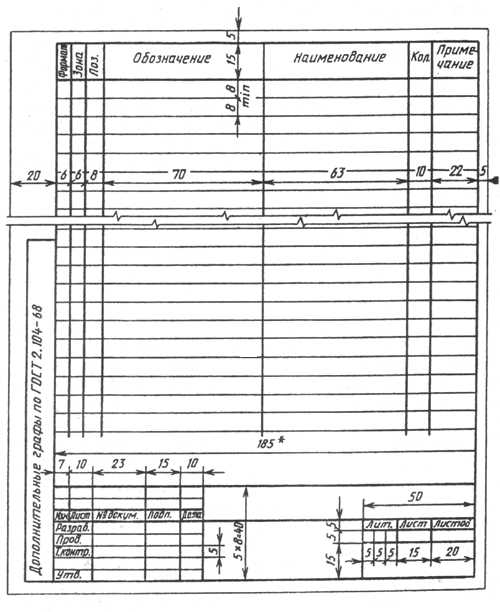
Каждая коробка с электродами имеет табличку с техническими характеристиками и маркировкой, в которой указываются следующие данные:
- товарный знак и наименование завода-изготовителя;
- марка электродов;
- диаметр и длина;
- условное обозначение;
- область применения;
- дата изготовления и номер партии;
- сварочные режимы, характеризующие зависимость сварочного тока от диаметра электрода и толщины металла;
- варианты выполнения сварочных швов — вертикальные, горизонтальные, потолочные;
- масса электродов в пачке;
- другие данные, характеризующие предельное содержание влаги, режимы повторного прокаливания и свойства металла шва.

Табличка с техническими характеристиками электродов с основным покрытием УОНИИ- 13/55
На данном изображении мы видим, что при диаметре 4,0 мм и длине 450 мм общий вес коробки будет 6,0 кг. Но это лишь конкретная марка и конкретный изготовитель. Для полноты картины давайте посмотрим, что на этот счет прописано в НТД.
Вес пачки
ГОСТ 94 466 — 75 регламентирует массу электродов в пачке в зависимости от диаметра. Согласно п. 6.2. этого документа параметры не должны превышать следующих значений:
| ∅ , мм | Вес, кг |
| 2,5 | 3 |
| 3,0-4,0 | 5 |
| свыше 4,0 | 8 |
Таким образом, это не жестко закрепленные нормы, а указание границы допустимого предела. Однако производители, как правило, придерживаются именно этих цифр. Другие документы, такие как ГОСТ Р ИСО 2560- А и ГОСТ 9467-75 предъявляют требования к типу покрытия, механической прочности металла шва и т.д.
ГОСТ 94 466 — 75. п.6.2. Отклонение массы электродов в коробке или пачке от указанной на этикетке или в маркировке не должно превышать половины расчетной массы одного электрода в сторону уменьшения и расчетной массы двух электродов в сторону увеличения.
Вес пачки в зависимости от марки и производителя
Примерами могут служить весовки следующих марок и производителей:
| Марка | Завод-изготовитель | Диаметр, мм | Вес коробки, кг |
| ОК 46.00 | ESAB-СВЭЛ | 3,5 | 5,3 |
| 4 | 6,6 | ||
| SE-46 | Тюмень | 3 | 5 |
| 4 | 6 | ||
| 5 | 5,5 | ||
| УОНИИ-13/55Р | ESAB-СВЭЛ | 3 | 4,5 |
| 4 | 6,0 |
Количество электродов в зависимости от диаметра
В учетом габаритных размеров коробки и ограничениями по весу упаковки, количество стрежней соответствует следующим табличным данным:
| Диаметр, мм | Длина, м | Масса, г | Количество в пачке, шт. | Общий вес упаковки, кг |
| 3 | 350 | 26,5 | 95 | 3 |
| 4 | 450 | 60 | 82 | 5 |
| 5 | 450 | 95 | 52 | 5 |
Вес одного электрода
Хотя толщина покрытия и материал стержня есть нормируемые величины, определенные ГОСТом, в процессе производства неизбежны погрешности, которые будут влиять на вес конечной продукции. Расхождение значений в 1-2 г. считается допустимым. Ведь превалирующим показателем будет выступать вес пачки, измеряемый в граммах, а вес одного электрода можно узнать простым арифметическим действием: поделить общий вес коробки на общее количество находящихся в ней изделий.
| ø, мм | Масса, г |
| 2,5 | 17,0 |
| 3 | 26,1 |
| 4 | 57,9 |
| 5 | 82 |
svarkagid.ru
Сколько электродов в пачке 1-5 кг.Вес пачки и одного электрода
Электроды стали основным расходным материалом при сварке, который обеспечивает весь успех данного процесса. Металл, который находится в его стержне, расплавляется под действием тепловой энергии, которая образуется от электрического тока, на дуге между концом этого стержня и поверхностью заготовки. Расплавленный металл образует сварочную ванну, в которой плавится расходный материал, смешиваясь с металлом в заготовке и после остывания образующий плотное неразъемное соединение. Все свойства, которыми должен обладать шов, задаются не только материалом стержня изделия, но и его покрытием, так что подбор нужного вида должен быть важным моментом.
Существует масса разновидностей, которые отличаются не только по своему составу, но и по физическим параметрам. Это может быть длина, толщина, проявляющаяся в диаметре и так далее. Основным параметром в готовом варианте всегда считается вес наплавленного металла, но при покупке электроды могут продаваться как поштучно, так и на вес в пачке. Для всех разновидностей значения будут отличаться, так как здесь многое зависит от толщины и плотности покрытия, без которого редко выпускают продукцию. Также здесь влияет диаметр продукции, который может отличаться даже при одном и том же составе стержня и покрытия. Для упрощения подсчетов при продаже указывают, сколько электродов в пачке, а также сам вес пачки электродов.

Сколько электродов в пачке 1,5 кг
Указания по применению
При использовании сварочного оборудования важно придерживаться заданных режимов. Но при этом не стоит забывать о подготовительных процедурах. Дело в том, что обмотка имеет свойство накапливать влагу, вследствие чего во время начала работ она может закипеть внутри от высокой температуры, что приведет к опаданию частей обмотки и дефектам в сварочном шве. Чтобы это предотвратить, следует заранее просушить или прокалить материалы, чтобы начинать работу с сухими электродами. Для каждого из них процедуру не стоит повторять более двух раз, так как это также вредит их состоянию. Содержание влаги также влияет на то, сколько весит одна штука из упаковки, поэтому, разумно говорить о весе только в сухом состоянии.
Применение всех материалов должно быть безопасным, так как неподготовленные материалы могут привести к залипанию, что негативно отображается на работе сварочного аппарата. Все огарки и прочие отработанные куски металла следует сразу перемещать в специально отведенное место, чтобы это не привело к травмоопасным ситуациям. Помимо этого требуется соблюдать элементарные правила работы с электрооборудованием, надежно закреплять электрод, выбирать правильную маркировку и обеспечивать правильное хранение.
Количество электродов в пачке в зависимости от диаметра
Каждый параметр изделия влияет на размеры упаковки, а соответственно и на ее вместительность. С учетом того, что многие производители продают их на вес, то чем больше диаметр стержня, его длина и толщина обмотки, тем меньше штук в пачке. Для тех, кто не берет их в больших объемах, данная информация не так уж важна, но для крупных закупок все это требуется знать для расчета. Стандартные данные для одной из самых распространенных марок электродов УОНИ-13/55, выглядят примерно так:
| Диаметр | Длина, м | Масса, г | Количество в упаковке, шт. | Общий вес упаковки, кг |
| 3 | 0,35 | 26,5 | 95 | 2,5 |
| 4 | 0,45 | 60 | 82 | 5 |
| 5 | 0,45 | 95 | 52 | 5 |
Для остальных марок тенденция сохраняется примерно такой же, но само количество будет меняться, так как марка электрода также влияет на физические параметры, от которых определяется размер упаковки. При ограничении по весу количество изделий может меняться, в иных же случаях меняется вес упаковки.
Вес пачки в зависимости от производителя
Естественно, что все это зависит еще и от производителя, который занимается формированием упаковки, но принципы сохраняются во всех местах одни и те же. Диаметр может иметь отклонения в десятых долях миллиметра, и это будет оказывать влияние на другие параметры. Все это можно рассмотреть на примерах с относительно небольшим отличием от различных производителей:
Сколько штук в одной заводской упаковке и масса одной единицы УОНИ-13/55 от одного производителя:
| Диаметр (мм) | Длина (м) | Масса коробки (г) | Масса изделия(г) | Количество единиц в упаковке (шт.) |
| 2,5 | 0,35 | 4 500 | 18,8 | 240 |
| 3,2 | 0,35 | 4 700 | 30,7 | 153 |
| 4 | 0,45 | 6 000 | 63,2 | 95 |
Сколько штук в одной заводской упаковке и масса одной единицы УОНИ-13/55 от другого производителя:
| Диаметр (мм) | Длина (м) | Масса коробки (г) | Масса изделия(г) | Количество единиц в упаковке (шт.) |
| 2,6 | 0,35 | 5 000 | 20 | 250 |
| 3,2 | 0,35 | 5 000 | 31 | 161 |
| 4 | 0,4 | 5 000 | 53 | 94 |
| 5 | 0,4 | 5 000 | 82 | 61> |
Вес одного электрода
При изготовлении продукции могут возникать небольшие погрешности, так что если какое-то из изделий будет весить на 1-2 грамма больше остальных, остается не таким страшным. Все равно масса пачки определяется общая, и сколько электродов в пачке 5 кг, или другой вместительности, практически всегда будет одинаковым. Чтобы определить вес одной единицы, следует общую массу пачки в граммах поделить на количество, находящееся в ней.
| Диаметр, мм | Вес, г |
| 2,5 | 18,8 |
| 2,6 | 20 |
| 3 | 29 |
| 3,2 | 31 |
| 4 | 53 |
| 5 | 82 |
svarkaipayka.ru
Сколько штук электродов в 1 килограмме?
На пачке электродов, как правило ни когда не пишут количество штук. Есть вся исчерпывающая информация - о производителе, о марке электродов, о длине и диаметре, об области применения, о дате изготовления, типе тока (постоянка/переменка) и даже информация о массе пачки есть, но количество штук электродов в пачке, вы не увидите не где.
А все это потому что разные производители, могут применять разные составы как сердечников так и покрытия. Поэтому в одном килограмме количество электродов всегда будет "плавать" вот и взяли за основу измерения именно килограмм а не штуки.
Количество штук можно конечно буквально и сосчитать, распечатав пачку. Но это долго, да и подходит лишь для одного диаметра электродов и одного производителя. В продукте от других фирм, количество может быть другим.
Даже ГОСТ не отважился "диктовать" строго определенное количество электродов в одном килограмме.
На этот счет у ГОСТа есть только ограничение по весу всей пачки - (пункт 6,2 ГОСТа 94 466 — 75) и он (вес пачки) не должен превышать следующих указанных значений для каждого сечения -
- для электродов диаметром 2,5 мм. не более 3 килограмм в пачке;
- для электродов диаметром 3 и 4 мм. не более 5 килограмм в пачке;
- для электродов диаметром 5 и более мм. не более 8 килограмм в пачке.
Вес одного электрода в зависимости от диаметра должен быть (плюс-минус 1-2 грамма)
- 1 электрод диаметром 2,5 мм. весит 17,0 грамм;
- 1 электрод диаметром 3,0 мм. весит 26,1 грамма;
- 1 электрод диаметром 4,0 мм. весит 57,9 грамма;
- 1 электрод диаметром 5,0 мм. весит 82 грамма.
Вот теперь можем ответить на поставленный вопрос по сути.
В одном килограмме, электродов сечением 2,5 мм. будет 58 штук (пример расчета 1000:17=58 штук)
В одном килограмме, электродов сечением 3,0 мм. будет 38 штук
В одном килограмме, электродов сечением 4,0 мм. будет 17 штук
В одном килограмме, электродов сечением 5,0 мм. будет 12 штук
Это средние цифры количества электродов в 1 килограмме, разного сечения, и они разумеется могут немного разниться от производителя к производителю. Но думаю их можно взять за некий ориентир, когда потребует представить "сколько это - килограмм электродов?"
www.remotvet.ru
Вес электрода 3мм. Технические характеристики электродов МР-3
Сколько электродов в пачке 1-5 кг. Вес одного электрода и пачки
Основным расходным материалом в процессе ручной дуговой сварки является сварочный электрод с обмазкой. Покрытие предназначается для защиты сварочной ванны от негативного действия кислорода. Для ее изготовления служит шихта, содержащая различные химические элементы и минералы. Свойства будущему шву задает не только материал металлического стержня, но и состав покрытия.
В маркировке электродов не отображается информация о физических параметрах изделий:
- длина;
- толщина или диаметр;
- вес.
Зачастую, знание этих данных необходимо при проведении расчетов по количеству наплавляемого металла или определении расхода электродов на 1 метр шва. При покупке сварочных материалов также не помешает ориентирование в правильном количестве стержней в пачке с учетом недобросовестности некоторых продавцов.
В данной статье попробуем разобраться в данных вопросах, опираясь на нормативно-технические требования ГОСТов.

Каждая коробка с электродами имеет табличку с техническими характеристиками и маркировкой, в которой указываются следующие данные:
- товарный знак и наименование завода-изготовителя;
- марка электродов;
- диаметр и длина;
- условное обозначение;
- область применения;
- дата изготовления и номер партии;
- сварочные режимы, характеризующие зависимость сварочного тока от диаметра электрода и толщины металла;
- варианты выполнения сварочных швов — вертикальные, горизонтальные, потолочные;
- масса электродов в пачке;
- другие данные, характеризующие предельное содержание влаги, режимы повторного прокаливания и свойства металла шва.
pellete.ru
Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
Для оптимизации рабочего процесса, связанного со сварочными процедурами, необходимо учитывать ряд параметров. Наряду с важнейшими показателями, влияющими непосредственно на физико-химические свойства результата работ – типа покрытия электрода, назначения в зависимости от разновидности рабочей поверхности и других параметров – следует брать во внимание такие показатели, как вес электрода.
Вес пачки электродов
Согласно п. 6.3. ГОСТ 9466-75 масса электродов в пачке не должна превышать:
3 кг - для электродов до ? 2,5 мм;
5 кг - для электродов ? 3,0 - 4,0 мм;
8 кг - для электродов свыше ? 4,0 мм.
ГОСТом 9466-75 также регламентируется допустимое отклонение массы электродов в коробке или пачке. Согласно документа, отклонение массы от указанной на упаковке не должно превышать половины расчетной массы одного электрода в сторону уменьшения и расчетной массы двух электродов в сторону увеличения.
Продукция нашего производства упаковывается в соответствии с требованиями ГОСТа. Электроды с диаметром от 3 мм, 4 мм, 5 мм и 6 мм, укладываются в картонные коробки по 5 кг (более подробную информацию можно получить в статье «Упаковка электродов»)
Вес 1 электрода
Очень часто для определения потребности электродов ответственные лица прибегают к подсчету расхода электродов в штуках на 1 п/м шва. Этот метод позволяет осуществлять контроль за поштучным расходом электродов.
Как известно, на массу одного электрода влияют такие параметры, как диаметр, длина, тип покрытия и другие факторы. К примеру, рассмотрим особенности расчета массы электродов для сварки марки УОНИ. Масса пачки электродов УОНИ-13/55 тип Э50А составляет 5 килограммов, длинна сварочного электрода для диаметров 3мм, 4мм, 5мм и 6мм составляет 450 мм, покрытие – основное толстое. Для данной марки со своими характеристиками следующие расчетные показатели количества и массы:
Количество электродов в пачке
Для диаметра 3 мм – 156 шт
Для диаметра 4 мм – 88 шт
Для диаметра 5 мм – 54 шт
Вес одного электрода
Для диаметра 3 мм – 32 грамма
Для диаметра 4 мм – 56,8 граммов
Для диаметра 5 мм – 92,5 грамма
Стоит заметить, что параметры количества штук электродов в одной пачке и веса одного электрода для каждой марки электродов свои, так как в производстве этих марок используются разные материалы.
Для иностранных производителей с их стандартами условных диаметров электродов, вес одного электрода немного отличается.Рассмотрим к примеру Японские электроды LB-52U и Шведские электроды КО 53.70, эти электроды соответствуют российским электродам УОНИ-13/55 по типу, и покрытию.Количество штук в пачке и вес одного электрода LB-52U:
Диаметр КО 53.70 (мм) | Длина КО 53.70 (мм) | Вес коробки КО 53.70 (кг) | Вес одного электрода ОК 53.70 (г) | Количество электродов ОК 53.70 в пачке (шт) |
2,5 | 350 | 4,5 | 18,8 | 240 |
3,2 | 350 | 4,7 | 30,7 | 153 |
4 | 450 | 6 | 63,2 | 95 |
Количество штук в пачке и вес одного электрода КО 53.70:
Диаметр LB-52U (мм) | Длина LB-52U (мм) | Вес коробки LB-52U (кг) | Вес одного электрода LB-52U (г) | Количество электродов LB-52U в пачке (шт) |
2,6 | 350 | 5 | 20 | 250 |
3,2 | 350 | 5 | 31 | 161 |
4 | 400 | 5 | 53 | 94 |
5 | 400 | 5 | 82 | 61 |
Хорошее знание особенностей используемой продукции позволяет эффективно планировать необходимое потребление сварочных электродов и стимулировать сварщиков к снижению расхода электродов.
electrodgroup.ru
Электроды ОК-46.00 Э-46 d 3мм (пачка 5,3кг) ESAB
Сварочные электроды ОК 46 предназначены для сварки низколегированных и низкоуглеродистых сортов стали с пределом текучести до 380 МПа. Сварку данными электродами производят во всех пространственных положения, переменным и постоянным током любой полярности. Электроды ОК 46 можно смело назвать универсальными.
Изготавливают диаметром: 2, 2.5, 3, 4, 5.
Технические характеристики ОК 46.00.
Покрытие: рутил-целлюлозное;
Стержень электрода: стальная сварочная проволока Св08 (Св08А);
Производительность при наплавке (диаметр 4.0): 1.4 кг/ч;
Расход электродов на 1 кг наплавленного металла: 1.7 кг;
Наплавочный коэффициент: 8.5 г/А·ч;
Ток: постоянный и переменный любой полярности;
Напряжение холостого хода: 50 В;
Режим прокалки: 70-90°С, 1 час.
Таблица 1.
Технические характеристики сварочных электродов ОК 46.00.
| Диаметр, мм | Сила тока, А | Длина, мм | Количество электродов в 1 кг, шт | ||
| Нижнее | Вертикальное | Потолочное | |||
| 2 | 40-80 | 40-60 | 50-70 | 300 | 50 |
| 2,5 | 60-110 | 60-90 | 60-110 | 350 | 45 |
| 3 | 80-160 | 80-140 | 80-180 | 350 | 39 |
| 4 | 110-210 | 110-200 | 90-220 | 450 | 19 |
| 5 | 150-300 | 150-280 | 150-270 | 350 | 13 |
ОК 46 малочувствительны к плохо зачищенной поверхности металла от ржавчины, к воде, окисленным поверхностям и другим загрязнениям, что говорит о их технологичности. ОК 46.00 можно использовать при сварке гальванических поверхностей, т.е. с оцинкованным покрытием. Также к плюсу этих электродов можно отнести легкость поджигов первой и последующих дуг, а значит сварку можно производить как на коротких расстояниях (прихватками), так и на длинных.
Шов ОК 46.00.
Отличительной чертой ОК 46.00 являются его швы. По поверхности металла формируется гладких шов с плавным переходом к свариваемым деталям. Можно сказать, что они имеют хороший товарный вид и отличную визитную карточку.
Механические характеристики свойств металла шва ОК 46.00.
Предел текучести: 400 МПа;
Временное сопротивление электродов: 515 МПа;
Относительное удлинение: 25 %;
Ударная вязкость: 140 Дж/см2.
Таблица 2.
Массовая доля химических элементов в сварочном шве.
| Углерод, С | Кремний, Si | Марганец, Mn | Фосфор, P | Сера, S |
| Не более | Не более | |||
| 0,08 | 0,3 | 0,4 | 0,03 | 0,03 |
Сварка электродами ОК 46.
Сварка электроды ОК 46 может производиться на относительно низких пороговых значениях минимального тока. Это говорит о том, что в отличии от других марок электродов, при низких значениях тока, дуга неизменно, стабильно горит. Благодаря малым напряжениям на холостом ходе стало возможно проводить сварочные работы в повседневном быту от домашних источников питания.
Экономическая составляющая при работе данными электродами не высока.
Электроды ОК 46.00 технические характеристики.
Из-за низкого тепловложения возможна сварка металла с широкими зазорами между ними.
Также к достоинствам можно отнести относительно низкие температуры в области сварки, что не допускает перегрева, образование горячих трещин и разбрызгивания.
Аналоги: АНО 4, АНО 6, АНО 29М, АНО 23, ОЗС 6, ОЗС 12, МР 3.
Сварочные электроды ОК 46.00 используют по всему и во всех отраслях, благодаря своим качествам и быстротой проведения свариваемых работ. Их швы обладают высокой герметичностью и хорошей стойкостью к агрессивным средам.
svarka-22.ru
Сколько электродов в пачке


Электроды являются главным расходным сырьем, от успешности которого зависит весь сварочный процесс. Тепловая энергия влияет на металлический стержень электрода и под воздействием электрического тока из него образуется сварочная ванна. В процессе остывания смешавшиеся вещества вместе на поверхности заготовки создают надежный соединительный шов. Для обеспечения места соединения дополнительными свойствами необходимо правильно выбирать разновидность электродов, поскольку именно его состав влияет на эти характеристики.
Выделяют несколько разновидностей электродов, отличающихся по длине, толщиной наплавленного на изделие металла, диаметром. Для удобства при комплектации любой пачки электродов на ней указывается информация о количестве штук, а также ее общий вес.
Указания процесса эксплуатации
Важно соблюдать все предписания и правила в процессе эксплуатации сварочных устройств, работать исключительно в предписанных режимах. Отдельное место занимает предварительная подготовка электродов перед сваркой. Чтобы исключить возможность закипания внутреннего стержня от температуры следует заблаговременно прокалить электроды, что позволит избавиться от излишков накопившейся влаги. Идеальным количеством повторений этой процедуры является 2 раза, если превзойти этот предел качеству сварки также будет нанесен ущерб.
Следует проверить исправность каждого электрода заблаговременно, чтобы исключить возможность залипания. Оставшиеся огарки и остальные части неотработанных электродов необходимо убираться из рабочей области. Кроме того, нарушение элементарных правил эксплуатации электрооборудования могут привести к травмам, некачественной работе и другим нештатным ситуациям.
Соотношение штук и диаметра электродов в одной упаковке
Каждое изменение основных характеристики отдельного электрода может комплексно отразиться на параметрах укомплектованной пачки этих изделий. Многие организации закупают продукцию исходя из весового параметра, что предполагает обязательный предварительный анализ следующих характеристик электродов:
- Диаметр.
- Масса 1 штуки и ее длинна.
- Количество электродов, входящих в 1 упаковку.
- Общий вес.
Если сравнивать упаковку с электродами 4 диаметра, короткой 0,45 длины и весом 1 штуки в 60 г., то число электродов в пачке составит 82 штук. Но если изменить увеличить диаметр и удельный вес электродов, то в упаковке поместится всего 52 штуки, причем остальные характеристики останутся неизменными.
Вес пачки электродов
Оказывает влияние на наполненность упаковок даже марка производителя, чтобы соответствовать весовым ограничениям разные по качеству электроды упаковывают абсолютно разным количеством.
При изготовлении каждый производитель применяет различные технологии создания электродов, что влияет на конечный диаметр единичного изделия. При сравнении на уровне штук различия практически неразличимы, но сравнивая упаковки отличительная тенденция прослеживается достаточно ярко.
Индивидуальные параметры: вес электрода
При производстве электродов масса единичного изделия может колебаться в пределах 1-2 грамма, что не является существенным недостатком. При определении общего веса электродов в пачке конечный показатель всегда стараются сделать одинаковым. Не всегда количество штук будет совпадать, но весовые характеристики будут одни и те же.

Для определения веса одного электрода достаточно знать общий вес упаковки, после чего простым делением этого числа на количество штук вывести удельную массу электрода. Вес изделия также обладает прямо пропорциональной зависимостью от собственного диаметра.
svarkagid.com