Что такое фитинг? Виды, размеры и назначение фитингов. Соединения фитинговые
Что такое фитинг? Виды, размеры и назначение фитингов :: SYL.ru
Монтаж трубопровода сегодня не обходится без фитингов. Что такое, вы сможете узнать, если прочтете статью. Эти комплектующие имеют небольшие размеры, но это не уменьшает их значимости. Если использовать низкие по качеству фитинги, то прочность всей системы может пострадать. Поэтому характеристикам этих деталей следует уделять особое значение. Для того чтобы в них было легче разобраться, следует проанализировать, по каким признакам осуществляется классификация.
Разновидности фитингов

Каждому домашнему мастеру известно, что такое фитинг. Эти детали предназначены для внутренних систем водопровода и позволяют соединять разные элементы. С помощью них можно обеспечить переход с одного диаметра на другой, а также между разными видами резьбы и другими подключениями.
Классифицировать эти изделия можно по материалу в основе труб, в качестве него выступает:
- пластик;
- металл;
- композиция.
Последний вариант еще называется металлопластом. Когда подбирается нужная разновидность фитингов, следует учитывать, чтобы при их изготовлении использовались такие же материалы, из которых выполнены трубы.
Разновидности и назначение фитингов для металлических труб

Для подключения трубы из металла необходимы прямые фитинги. Когда требуется подключение колена с разным диаметром, используются переходники. Классифицировать описываемые изделия можно по назначению, среди них следует выделить:
- штуцеры;
- заглушки;
- переходники;
- крестовины;
- коллекторы;
- муфты;
- углы.
Что касается штуцеров, то они используются для соединения изделий с гибкими отводами. А вот заглушки или колпачки применяются для конечных отверстий. Сгоны, ниппели и футорки, которые называются одним словом переходники, устанавливаются при стыковке комплектующих, они могут иметь разный диаметр.
Для разведения потока на несколько направлений следует подготовить крестовины. А вот при создании ответвлений от потока понадобятся коллекторы. Они еще называются тройниками. Если перед вами встал вопрос о том, что такое фитинг, то следует обратить внимание еще и на муфты. Они предназначены для удлинения изделий на прямых участках.
Этот вид расходных материалов является наиболее распространенным и простым. С его помощью можно осуществить замену поврежденной трубы, не трогая остальную систему. А вот отводы и уголки необходимы для изменения направления под разными углами. При их использовании нет необходимости в сварочных работах, что упрощает процесс.
Разновидности по материалу изготовления и способу стыковки. Информация о размерах

В зависимости от того, какой материал лежит в основе фитинга, эти изделия можно классифицировать на несколько видов. Сегодня сантехническое оборудование предусматривает использование гибких и жестких отводов, комплектующие при этом должны соответствовать.
К соединениям подбираются фитинги из сплавов, среди которых:
- бронза;
- сталь;
- чугун;
- медь;
- латунь.
Для гибких шлангов используются полипропиленовые или поливинилхлоридные изделия. Если вы решаете вопрос о том, что такое фитинг, то вам следует знать, что классифицировать эти изделия можно ещё и по способу стыковки, который может быть фланцевым, сварным, компрессионным, резьбовым и обжимным.
Когда устанавливается сантехническое оборудование, могут использоваться все виды фитингов. Однако выбор зависит от нагрузки и диаметра стыковочных изделий. В связи с этим следует рассмотреть некоторые из них. Например, резьбовая модель используется в тех конструкциях, где нагрузка будет внушительной. С помощью неё можно соединить изделия из высококачественной стали. Элементы изготавливаются из высокопрочных сплавов, они имеют цилиндрическую резьбу.
Такие соединения обеспечивают надежную герметичность, которую можно получить одним из нескольких способов. Среди прочих можно выделить волокна льна, которые обрабатываются олифой. Волокна разделяются на отдельные пряди. Наиболее популярен в последнее время один способ повышения герметичности соединений – фум-лента, которая представляет собой фторопластовый материал.
Резьбовая модель изготавливается из сплавов железа, это сталь и чугун. Фитинг претерпевает проверку на этапе производства. В материале не должно быть изъянов и вкраплений. Торцевые стенки должны быть перпендикулярны осям прохода. Резьбовые фитинги обладают диаметром в пределах от 10 до 100 мм. Что касается температурного режима, то рабочий его уровень может быть выше 170 °C. Такие изделия выдерживают нагрузку до 1,6 Мпа.
Резьбовые фитинги довольно хорошо разбираются. Эта особенность добавляет практичности, ведь инструмент для резки металла использовать нет необходимости. Такие детали после разборки используются повторно. Обычно резьбовые соединения актуальны, если сварка невозможна или неудобна. Такие условия обычно возникают на/в:
- дачах;
- частных постройках;
- садовых хозяйствах;
- жилых домах.
Обжимные конструкции и их назначение

Эти соединения получаются более надежными. Они используются при проведении бытовых работ, а также при монтаже коммуникаций на улице. Обжимные фитинги довольно часто выбираются специалистами. Ведь им знакомо, что такие соединения получаются максимально надежными. Иногда обжимные фитинги – это единственно возможный вариант соединения. Другим способом сложно выполнить стыки между деталями разных диаметров или материалов, а также получить угловые соединения.
Обжимные конструкции могут собираться и разбираться, при этом связь между деталями остается герметичной и равномерной. Коммуникации оказываются защищены от протекания или засорения. Обжимные фитинги можно встретить при прокладке газовых магистралей, водопроводных коммуникаций и систем, по которым будут транспортироваться ядовитые химические соединения.
Разновидности обжимных моделей и их размеры

Обжимные фитинги для водопровода могут быть с фиксирующими кольцами или прессовыми. Сборка в последнем случае реализуется методом приваривания. При необходимости элемент удаляется и заменяется на новый. Такой подход удобен, когда использовать другие виды соединений нет возможности.
Компрессионные фитинги представляют собой прессовые изделия, которые выбираются для открытых участков. Компрессионный фитинг можно установить с помощью разводного ключа, что и отличает его от прессовой детали, ведь для последней потребуется специальный инструмент. В качестве особенности выступает наличие разрезного кольца. Оно сжимается при закручивании гайки, что позволяет получить беспротечное надежное соединение, в течение длительного времени сохраняющее характеристики при высоких вибрациях и давлении. Наиболее популярными диаметрами компрессионных расходных изделий являются 16 и 32 мм. В качестве промежуточных значений выступают 20 и 26 мм.
Размерный ряд фитингов для полипропиленовых труб

Фитинги для труб из полипропилена выбираются с учетом наружного диаметра коммуникаций. По этой причине в обозначении труб, как правило, указывается внешний диаметр. Толщина стенок таких изделий может быть разной. Об этом следует помнить, когда подбираются фитинги по размерам. Наиболее популярными вариантами выступают 20 и 40 мм. Однако встречаются изделия с меньшим диаметром – 16 мм. Промежуточными значениями являются 25 и 32 мм. 16-мм фитинги для труб применяются для монтажа внутренних систем коммуникаций.
Для справки

Максимальный размер трубы, который используется в быту, составляет 50 мм. При обустройстве промышленных систем трубопроводов обычно используется диаметр 110 мм. Это касается и более крупных труб, которые достигают 600 мм в диаметре. Для соединения таких изделий используются другие технологии и элементы.
Заключение
Соединение труб фитингами сегодня распространено повсеместно. Для этого могут использоваться самые разные детали, среди них следует выделить крестовины, уголки и прочее. Без них проблематично осуществить монтаж систем и коммуникаций для канализации, отопительного оборудования и водопровода.
Материал может обладать определенными особенностями, что предполагает использование сварочного аппарата для соединения труб и расходных изделий. Однако важно не только правильно выбрать технологию, но ещё и размеры фитингов.
www.syl.ru
Фитинговые соединения серии BMF, BFF, BMM
Фитинговые соединения серии BMF, BFF, BMM представляют собой элементы трубопроводной арматуры, выполненные в виде трехэлементных соединительных муфт. Они используются в трубных системах электропроводки во взрывоопасных зонах промышленных предприятий. Муфты также могут применяться в помещениях с повышенной запыленностью и влажностью.
Противостоять агрессивным воздействиям окружающей среды позволяет применение в изготовлении фитинговых соединений оцинкованной стали. В случае использования соединительных фитингов в химически агрессивных средах, где высока вероятность коррозии металла, применяются соединительные элементы с повышенной защитой (оцинковка, хромирование). Применение современного оборудования и новых технологий в производстве позволяет достичь высочайшего качества продукции. Каждый элемент соединения проходит тестирование на всех этапах производства.
Конструктивно фитинговые соединения состоят из трех элементов, каждый из которых имеет возможность вращаться независимо от положения другого. Таким образом, устройство фитинга позволяет состыковывать жестко закрепленные элементы - стационарно установленные трубы, коробки и другие элементы трубных систем электропроводки. Они незаменимы при реконструкции и наращивании существующих систем электроснабжения.
Фитинговые соединения (муфты) предназначены для сборки в единую конструкцию различных компонентов электротехнического оборудования в трубных системах электропроводки - труб, вводных сальников соединительных коробок и шкафов управления, сгонов и т.п. Оригинальная конструкция фитингов позволяет проводить соединения стационарных компонентов как равного, так различного диаметра.
Технические характеристики
| Маркировка взрывозащиты: | ExdIIB U или ExdIIC UDIP A21 |
| Соответствие директивам ЕС: | Директива 94/9/CE (ATEX) |
| Соответствие стандартам ЕС: | EN 60079-0, EN 60079-1 |
| Соответствие ГОСТ Р: | 51330.0-99, 51330.1-99, 51330.8-99, 51330.10-99, ГОСТ Р МЭК 61241-1-1-99 |
| Сертификаты соответствия: | CESI 05 ATEX 099U, POCC IT.ГБ05.В02540 |
| Степень защиты от внешних воздействий: | IP 66/67 |
| Температура окружающей среды при эксплуатации: | -50ºС...+ 130ºС |
| Применение: | Зона 1 и 2 по ГОСТ Р 51330.9-99Зона 21 и 22 по ГОСТ Р МЭК 61241-3-99 |
Резьба: стандартная резьба: UNI 6125 – NPT (ANSI B2.1) -ISO. Другие типы резьбы – по запросу.
Параметры фитингов BMF
| Тип | Размер N | H | S | AC | AC 1 | |
| BMF-1 | 1/2” | 56 | 35 | 30 | 27 | |
| BMF-2 | 3/4” | 56 | 40 | 35 | 32 | |
| BMF-3 | 1” | 67 | 48 | 42 | 40 | |
| BMF-4 | 1 1/4” | 81 | 60 | 55 | 59 | |
| BMF-5 | 1 1/2” | 81 | 75 | 70 | 67 | |
| BMF-6 | 2” | 82 | 90 | 84 | 77 | |
| BMF-7 | 2 1/2” | 96 | 117 | 108 | 99 | |
| BMF-8 | 3” | 96 | 132 | 121 | 108 | |
| BMF-10 | 4” | 101 | 152 | 145 | 135 |
Параметры фитингов BFF
| Тип | Размер N | H | S | AC | AC 1 | |
| BFF-1 | 1/2” | 46 | 35 | 30 | 27 | |
| BFF-2 | 3/4” | 46 | 40 | 35 | 32 | |
| BFF-3 | 1” | 56 | 48 | 42 | 40 | |
| BFF-4 | 1 1/4” | 63 | 60 | 55 | 59 | |
| BFF-5 | 1 1/2” | 63 | 75 | 70 | 67 | |
| BFF-6 | 2” | 64 | 90 | 84 | 77 | |
| BFF-7 | 2 1/2” | 71 | 117 | 108 | 99 | |
| BFF-8 | 3” | 71 | 132 | 121 | 108 | |
| BFF-10 | 4” | 77 | 152 | 145 | 135 |
Параметры фитингов BMM
| Тип | Размер N | H | S | AC | AC 1 | |
| BMM-1 | 1/2” | 68 | 35 | 30 | 27 | |
| BMM-2 | 3/4” | 68 | 40 | 35 | 32 | |
| BMM-3 | 1” | 79 | 48 | 42 | 40 | |
| BMM-4 | 1 1/4” | 105 | 60 | 55 | 59 | |
| BMM-5 | 1 1/2” | 105 | 75 | 70 | 67 | |
| BMM-6 | 2” | 105 | 90 | 84 | 77 | |
| BMM-7 | 2 1/2” | 124 | 117 | 108 | 99 | |
| BMM-8 | 3” | 124 | 132 | 121 | 108 | |
| BMM-10 | 4” | 140 | 152 | 145 | 135 |
ex-pribor.com
цена, виды, секреты правильного монтажа
На данный момент при возведении отопительных трубопроводов и водопроводов монтажники чаще пользуются металлопластиковыми трубками. В подобной ситуации рабочие пользуются как трубками, так и специальными трубными элементами — металлопластиковыми фитингами.
Фитинги и трубы из металлопластика получили большую популярность в народе
Монтажники ставят большие или маленькие фитинги для металлопластиковых труб — смотря какой диаметр трубки.
В этой статье говорится о том, какие виды металлопластиковых фитингов используют монтажники, как происходит монтаж металлопластиковых фитингов и какие цены на металлопластиковые трубы и фитинги установлены.
- резьбовыми (цанговыми) — разъёмными соединительными деталями;
- компрессионными;
- пресс-фитингами. При применении подобных деталей монтажники делают неразъемное трубопроводное соединение.
Резьбовые фитинговые соединения
Подобные металлопластиковые фитинги считаются самыми дорогими элементами трубного соединения. При их применении монтажники несколько раз разбирают и собирают возводимую трубопроводную систему.
Резьбовые соединения самые надежные, дорогие и качественные соединительные элементы
Цанговый фитинг обладает подобными слоями:
- основой, которая сделана из такого трубного материала, как латунь;
- кольцом для обжима;
- уплотнительной резиновой прокладкой.
Металлопластиковые фитинги надо брать только от качественного производителя.
На данный момент монтажники пользуются такими видами цанговых фитингов:
- различными тройниками для трубок из металла и пластика;
- уголками;
- водорозетками и др.
Компрессионная фитинговая деталь с кольцом
Также рабочие пользуются компрессионными металлопластиковыми фитингами. Подобные трубопроводные детали состоят из таких компонентов:
- накидной гайки;
- штуцера;
- кольца для обжима трубной детали.
Компрессионные фитинговые детали применяют при подведении к дому канализации и возведении водопроводов, по которым течёт не горячая, а только холодная вода.
Пресс-фитинги разного размера и диаметра
Используя пресс-фитинги, монтажники делают монолитное и неразъемное трубопроводное соединение. Они способны выдерживать высокое давление в трубке.
Пресс-фитинг — идеальный элемент для трубопровода с очень высоким давлением
При монтаже подобных фитинговых трубных элементов рабочие пользуются специнструментом: пресс-клещами, или гидравлической пресс-машиной, на которой установлен микропроцессор (автоматическое управление).
Монтаж пуш фитингов из металлопластика: установка цанговых фитинговых соединений и других
Такие соединительные трубные элементы обладают 1 преимуществом перед другими — их можно с лёгкость разобрать и собрать заново.
При установке разъёмных фитинговых трубных деталей монтажники выполняют такие действия:
- сначала рабочие определяют место монтажа подобного фитинга. Цанговые фитинги не устанавливают на труднодоступных трубопроводных участках — например, при возведении обогреваемого пола или при прокладке трубок в стенках;
- далее, монтажники обрезают металлопластиковые трубы труборезом до необходимого размера. В подобной ситуации при отрезе торец трубки становится деформированным — в этом случае рабочие пользуются калибратором. При этом торец зачищают от заусениц — и трубку можно устанавливать в трубопровод;
- потом, монтажники откручивают фитинговую гайку и снимают кольцо — и надевают их на трубку;
- далее, рабочие надевают трубу на фитинговый штуцер и выравнивают;
- потом, обжимное кольцо снова надевают на фитинговую деталь;
- в итоге монтажники рукой вплотную закручивают фитинговую гайку, немного подтягивая ключом.
В подобной ситуации нельзя прилагать слишком много усилий, иначе можно сорвать резьбу. Металлопластиковые фитинги надо монтировать аккуратно.
Подобное соединение обладает такими недостатками:
- требуется много времени на осуществление подобной стыковки фитинга с трубками;
- если недостаточно сильно закрутить гайку, то вскоре из-под трубопроводного соединения начнёт течь вода;
- при применении такого трубного соединения надо постоянно контролировать его техническое состояние — гайка со временем ослабевает. В подобной ситуации хозяин квартиры должен делать подтяжку гайки.
Следите тщательно за разъемными соединениями трубопровода
Монтаж компрессионных обжимных фитинговых соединений
Монтажники делают установку компрессионных металлопластиковых фитинговых деталей без применения специнструмента.
При установке подобного фитинга рабочие выполняют такие действия:
- сначала при разрезании трубки монтажники оставляют участок, равный 10 см, для монтажа фитинговой трубной детали. После реза трубки, трубный торец обрабатывают калибратором;
- затем, рабочие надевают на трубку фитинговую гайку и кольцо;
- потом, штуцер смазывают силиконом или увлажняют. Затем, на него насаживают трубку — при этом трубный торец должен упереться в фитинговую кромку;
- в итоге монтажники вплотную закручивают фитинговую гайку и подтягивают её гаечным ключом.
Монтаж пресс-фитинга Valtec: как поставить или снять соединительный элемент
При монтаже подобных металлопластиковых фитингов монтажники пользуются пресс-машиной или пресс-клещами. При их монтаже рабочие выполняют такие действия:
- подготавливают трубку — надевают на трубный край обжимную муфту;
- далее, трубку вставляют в штуцер;
- в итоге монтажники специнструментом обжимают муфту — и трубопроводное соединение готово.
Такое фитинговое пресс-соединение обладает такими преимуществами:
- установка этой трубной детали считается быстрым и лёгким делом;
- имеет высокую прочность — подобные фитинговые детали ставят при монтаже скрытой под полом или под стенками трубопроводной системы.
Недостатком подобного трубного соединения считается необходимость использования специнструмента. Как правило, монтажники покупают его только, если ставят большое количество трубопроводов.
Преимущества фитинговых трубных деталей всех видов
В итоге все виды металлопластиковых фитингов обладают такими преимуществами:
- при их установке рабочие не делают сварку трубных элементов;
- такие соединительные трубные детали можно быстро и с лёгкостью установить;
- подобные фитинговые трубопроводные элементы используют при соединении металлопластиковых трубок с трубами из стали, пластика, меди.
Фитинги для металлопласта ставят в установках, которые нужно срочно разобрать для техобслуживания. Подобный осовремененный фитинг можно полностью разобрать и переделать под конкретную трубопроводную конструкцию — при этом монтажники оставляют смонтированный трубопровод или отдельный узел в целости и сохранности.
ПОСМОТРЕТЬ ВИДЕО
На данный момент цена фитингов на металлопластиковые трубы составляет 70–700 р. за 1 шт. — в зависимости от вида фитингового трубопроводного элемента, а сама трубка из такого трубного полимера, как металлопластик, стоит 80–400 р. за 1 погонный метр. Металлопластиковые фитинги пользуются большой популярностью среди соединительных элементов.
trubexpert.ru
Фитинговое соединение
Изобретение относится к машиностроению, в частности к трубопроводной арматуре, и может быть использовано для соединения труб между собой и соединения трубами агрегатов и элементов гидропривода при выполнении трубопроводной разводки, а также для герметичного перекрытия трубопровода. Фитинговое соединение содержит корпус, накидную гайку и расположенное между ними уплотнение кольцеобразной формы. Указанное уплотнение выполнено с наружной поверхностью, содержащей конический участок. Корпус выполнен с внутренней поверхностью, имеющей конический участок, ответный по форме коническому участку уплотнения. Уплотнение сформировано из фольги, содержащей слой терморасширенного графита с равномерно распределенным по его ширине по меньшей мере одним расправленным углеродным жгутом, посредством ее спиральной навивки с последующей подпрессовкой в направлении оси уплотнения. Такое выполнение уплотнения обеспечивает герметичность фитингового соединения в условиях эксплуатации при высоких рабочих температурах (выше 200°С), повышение надежности и износостойкости уплотнения фитингового соединения. 1 з.п. ф-лы, 2 ил.
Изобретение относится к трубопроводной арматуре, и может быть использовано в различных отраслях машиностроения для герметичного соединения труб между собой, герметичного соединения трубами агрегатов и элементов гидропривода при выполнении трубопроводной разводки, а также для герметичного перекрытия трубопровода и прочих вспомогательных целей.
Известно фитинговое соединение, содержащее корпус, накидную гайку и расположенное между ними уплотнение кольцеобразной формы (см. ЕЕ 05011, F16L 21/00, 2006). В данной конструкции фитингового соединения уплотнение выполнено из деформируемого материала. В предложенной конструкции выполнение уплотнения из «мягкого» материала обеспечивает плотность и герметичность фитингового соединения.
Задачей изобретения является обеспечение герметичности фитингового соединения в условиях эксплуатации при высоких рабочих температурах (выше 200°С), повышение надежности и износостойкости уплотнения фитингового соединения, а также увеличение срока его службы.
Технический результат достигается тем, что в фитинговом соединении, содержащем корпус, накидную гайку и расположенное между ними уплотнение кольцеобразной формы, указанное уплотнение выполнено с наружной поверхностью, содержащей конический участок, и сформировано из фольги, содержащей слой терморасширенного графита с равномерно распределенным по его ширине по меньшей мере одним расправленным углеродным жгутом, посредством ее спиральной навивки с последующей подпрессовкой в направлении оси уплотнения, а корпус выполнен с внутренней поверхностью, имеющей конический участок, ответный по форме коническому участку уплотнения.
Для выполнения уплотнения использована армированная графитовая фольга, содержащая слой терморасширенного графита и армирующие элементы, придающие ей дополнительную механическую прочность. Преимущества выполнения уплотнения из терморасширенного графита (ТРГ) заключаются в том, что ТРГ обладает высокой теплопроводностью (100-150 Вт/м·К), что обеспечивает эффективный отвод тепла из зоны соединения и позволяет эксплуатировать фитинговое соединение без перегрева в широком диапазоне температур (до 650°С на воздухе, до 3000°С - в инертной атмосфере). Отличная прессуемость материала обеспечивает максимально плотный контакт с поверхностью корпуса и накидной гайки, что позволяет обеспечить высокую герметичность соединения. Также ТРГ обладает низкой коррозийной активностью. Уплотнения из ТРГ обладают высокой химической стойкостью практически ко всем средам за исключением сильных окислителей. При этом, чтобы в процессе эксплуатации фитингового соединения при больших давлениях рабочей среды избежать «вымывания» эластичного материала уплотнения терморасширенного графита, уплотнение формируют из фольги, содержащей слой терморасширенного графита с равномерно распределенными по его ширине армирующими элементами, посредством ее спиральной навивки с последующей подпрессовкой в направлении оси уплотнения. Армирующие элементы выполнены в виде по меньшей мере одного расправленного (англ. - spread) углеродного жгута, волокна которого равномерно распределены по ширине слоя терморасширенного графита и образуют достаточно тонкий армирующий слой, что обеспечивает гибкость армированной графитовой фольги и прочность. В зависимости от ширины полотна графитовой фольги для армирования может быть использован один расправленный жгут или более. При выполнении уплотнения кольцеобразной формы посредством спиральной навивки гибкой армированной графитовой фольги с образованием слоистой структуры и последующей подпрессовки в направлении оси уплотнения слои армированной графитовой фольги сжимаются, при этом равномерно распределенные по ширине фольги волокна по меньшей мере одного расправленного углеродного жгута, представляющие собой тонкий слой армирующих элементов, образуют гофры в направлении оси уплотнения (см. фиг 2), препятствующие «вымыванию» терморасширенного графита. Это позволяет повысить герметичность фитингового соединения при высоких рабочих температурах, а также повысить его надежность и долговечность. Выполнение кольцеобразного уплотнения с наружной поверхностью, содержащей конический участок, а внутренней поверхности корпуса с - коническим участком, ответным по форме коническому участку уплотнения, позволяет обеспечить более плотное и надежное поджатие уплотнения, тем самым повышая герметичность фитингового соединения.
Также в фитинговом соединении уплотнение может быть выполнено из фольги, которая снабжена дополнительным слоем терморасширенного графита, при этом по меньшей мере один расправленный углеродный жгут содержит клеевое покрытие и расположен между первым и дополнительным слоями терморасширенного графита. Клеевое покрытие нанесено на углеродный жгут для улучшения адгезии расправленных углеродных жгутов к терморасширенному графиту. Это позволяет более надежно закрепить армирующие волокна углеродного жгута и избежать их сдвига при спиральной навивке армированной графитовой фольги. При этом с целью упрощения навивки такой армированной графитовой фольги при изготовлении седла слой расправленных углеродных жгутов с липким клеевым покрытием располагают между двумя (первым и дополнительным) слоями терморасширенного графита.
Вышеизложенные особенности и преимущества изобретения будут понятны из последующего описания предпочтительного примера осуществления фитингового соединения со ссылками на прилагаемые чертежи, на которых для представления одинаковых элементов используются одинаковые позиции:
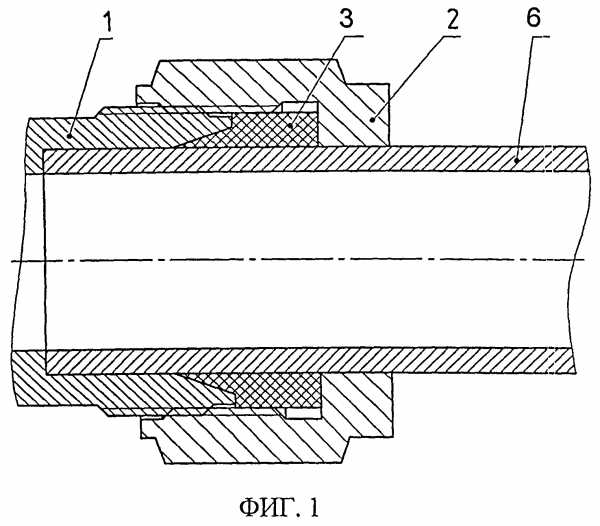
на фиг.1 изображена схема фитингового соединения в соответствии с настоящим изобретением;
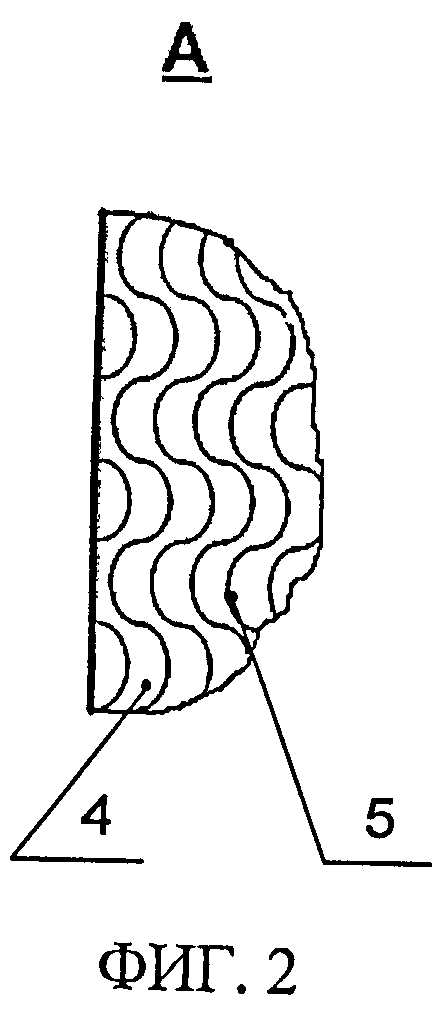
на фиг.2 - выносной элемент А фиг.1, отображающий в увеличенном масштабе чередующиеся слои терморасширенного графита и армирующего расправленного углеродного жгута, образующего гофры после подпрессовки в осевом направлении.
Фитинговое соединение содержит корпус 1, на который навинчена накидная гайка 2. Между корпусом 1 и накидной гайкой 2 расположено уплотнение 3.
Уплотнение 3 выполнено кольцеобразной формы, наружная поверхность которого содержит конический участок.
Для выполнения уплотнения 3 использована армированная графитовая фольга, содержащая слой 4 терморасширенного графита и армирующие элементы 5, выполненные в виде по меньшей мере одного расправленного (так называемого площеного) углеродного жгута, волокна которого равномерно распределены по ширине слоя 4 терморасширенного графита. Расправленный (площеный) углеродный жгут - жгут из непрерывных углеродных волокон, которые расправлены до плоского состояния и расположены в плоскости, по существу, параллельно друг другу. Расправленный (англ. - spread) углеродный жгут может быть получен различными способами, например, в жидкой среде (например, WO 02/31242, D02J 1/18, 2002), посредством изогнутых направляющих (например, US 3874030, D01D 11/02, 1975), акустических вибраций (например, US 5042122, D01D 11/02, 1991), электростатических сил, чесанием (например, WO 99/55943, D02J 1/18, 1999), посредством валков со специальной насечкой (US 7305739, D01G 37/00, 2007), а также посредством раздува углеродного жгута (например, US 3798095, В32В 31/16, 1974; US 6836939, D01D 11/02, 2005). Армирующие элементы 5 в виде по меньшей мере одного расправленного углеродного жгута придают армированной графитовой фольге дополнительную механическую прочность, стойкость к вибрационным нагрузкам, при этом, образуя достаточно тонкий армирующий слой, обеспечивают армированной графитовой фольге гибкость.
В зависимости от ширины полотна графитовой фольги для армирования может быть использован один расправленный жгут или более.
Для улучшения адгезии углеродных волокон к терморасширенному графиту армирующие элементы 5 (по меньшей мере один расправленный углеродный жгут) могут содержать клеевое покрытие, которое позволяет более надежно закрепить армирующие элементы 5 на слое 4 терморасширенного графита и избежать их сдвига при совместном обжатии. Клеевое покрытие может быть нанесено на углеродный жгут как до его расправления, так и после. При этом армирующие элементы 5 с нанесенным на них клеевым покрытием могут быть расположены между двумя (первым и дополнительным) слоями 4 терморасширенного графита, что позволяет избежать налипания клеевого покрытия при изготовлении уплотнения 3 и тем самым упростить его изготовление.
Уплотнение 3 сформировано посредством спиральной навивки полосы из описанной выше гибкой армированной графитовой фольги с образованием слоистой структуры с последующей подпрессовкой в направлении оси навивки. При этом расправленные углеродные жгуты могут быть ориентированы как вдоль фольги, так и поперек, а также в любом заданном направлении. При навивке используют полосу армированной графитовой фольги переменной (увеличивающейся) ширины с целью образования конической наружной поверхности уплотнения 3.
При подпрессовке навитой полосы слои армированной графитовой фольги сжимаются, при этом равномерно распределенные по ширине фольги волокна по меньшей мере одного расправленного углеродного жгута, представляющие собой тонкий слой армирующих элементов 5, образуют гофры в направлении оси уплотнения (см. фиг 2), препятствующие «вымыванию» терморасширенного графита.
Корпус 1 выполнен с внутренней поверхностью, имеющей конический участок, ответный по форме коническому участку уплотнения 3.
Для монтажа трубы 6 фитинговое соединение устанавливают на конец трубы 6. Посредством, например, гаечного ключа накидную гайку 2 накручивают на корпус 1. При этом накидная гайка 2 перемещает уплотнение 3 в направлении корпуса 1, в результате чего корпус 1 своей внутренней конической поверхностью при контакте с наружной конической поверхностью уплотнения 3 поджимает его, тем самым обеспечивая надежное герметичное соединение трубы 6 с фитинговым соединением.
Таким образом, уплотнение 3, выполненное с наружной поверхностью, содержащей конический участок, и сформированное из фольги, содержащей слой 4 терморасширенного графита с равномерно распределенным по его ширине по меньшей мере одним расправленным углеродным жгутом 5, посредством ее спиральной навивки с последующей подпрессовкой в направлении оси уплотнения, обеспечивают герметичность фитингового соединения в широком температурном диапазоне применения (до 650°С на воздухе, до 3000°С - в инертной атмосфере), обеспечивают надежность уплотнения при значительных колебаниях температуры и давления в уплотняемом узле. Кроме того, они просты в установке, при замене не требуют много времени на подготовку контактируемых уплотняемых поверхностей.
Описанное выше фитинговое соединение за счет выполнения уплотнения с наружной поверхностью, содержащей конический участок, и корпуса - с внутренней поверхностью, имеющей конический участок, ответный по форме коническому участку уплотнения, а также за счет выполнения уплотнения из ТРГ, имеющего широкий температурный диапазон применения (до 650°С на воздухе, до 3000°С - в инертной атмосфере), благодаря стойкости к «вымыванию» ТРГ, армированного расправленным углеродным жгутом, позволяет повысить герметичность фитингового соединения в условиях эксплуатации при высоких рабочих температурах (выше 200°С), повысить надежность, износостойкость и эрозионную стойкость, а также увеличить срок службы уплотнения.
Описанные выше примеры осуществления следует во всех аспектах рассматривать лишь как иллюстративные и не обуславливающие никаких ограничений. Следовательно, могут быть использованы другие примеры осуществления настоящего изобретения и примеры внедрения, которые не выходят за пределы описанных здесь существенных признаков.
1. Фитинговое соединение, содержащее корпус, накидную гайку и расположенное между ними уплотнение кольцеобразной формы, при этом уплотнение выполнено с наружной поверхностью, содержащей конический участок, и сформировано из фольги, содержащей слой терморасширенного графита с равномерно распределенным по его ширине по меньшей мере одним расправленным углеродным жгутом, посредством ее спиральной навивки с последующей подпрессовкой в направлении оси уплотнения, а корпус выполнен с внутренней поверхностью, имеющей конический участок, ответный по форме коническому участку уплотнения.
2. Фитинговое соединение по п.1, в котором уплотнение сформировано из фольги, которая снабжена дополнительным слоем терморасширенного графита, при этом по меньшей мере один расправленный углеродный жгут содержит клеевое покрытие и расположен между первым и дополнительным слоями терморасширенного графита.
www.findpatent.ru
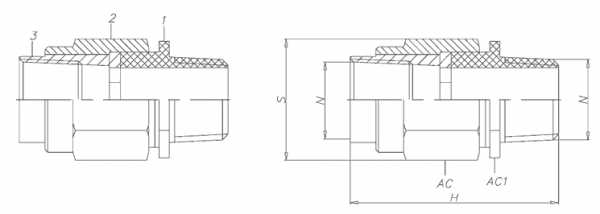
КОНСТРУКТИВНЫЕ ПАРАМЕТРЫ 1 - корпус с внутренней резьбой 2 - гайка 3 - кольцо с внутренней резьбой
ФОРМИРОВАНИЕ МАРКИРОВКИ
ПРИМЕР: ТСВВ4MН-ТУ 3400-007-72453807-07 |
|||||||||

exd.ru
ФИТИНГОВОЕ СОЕДИНЕНИЕ
Изобретение относится к трубопроводной арматуре, и может быть использовано в различных отраслях машиностроения для герметичного соединения труб между собой, герметичного соединения трубами агрегатов и элементов гидропривода при выполнении трубопроводной разводки, а также для герметичного перекрытия трубопровода и прочих вспомогательных целей.
Известно фитинговое соединение, содержащее корпус, накидную гайку и расположенное между ними уплотнение кольцеобразной формы (см. ЕЕ 05011, F16L 21/00, 2006). В данной конструкции фитингового соединения уплотнение выполнено из деформируемого материала. В предложенной конструкции выполнение уплотнения из «мягкого» материала обеспечивает плотность и герметичность фитингового соединения.
Задачей изобретения является обеспечение герметичности фитингового соединения в условиях эксплуатации при высоких рабочих температурах (выше 200°С), повышение надежности и износостойкости уплотнения фитингового соединения, а также увеличение срока его службы.
Технический результат достигается тем, что в фитинговом соединении, содержащем корпус, накидную гайку и расположенное между ними уплотнение кольцеобразной формы, указанное уплотнение выполнено с наружной поверхностью, содержащей конический участок, и сформировано из фольги, содержащей слой терморасширенного графита с равномерно распределенным по его ширине по меньшей мере одним расправленным углеродным жгутом, посредством ее спиральной навивки с последующей подпрессовкой в направлении оси уплотнения, а корпус выполнен с внутренней поверхностью, имеющей конический участок, ответный по форме коническому участку уплотнения.
Для выполнения уплотнения использована армированная графитовая фольга, содержащая слой терморасширенного графита и армирующие элементы, придающие ей дополнительную механическую прочность. Преимущества выполнения уплотнения из терморасширенного графита (ТРГ) заключаются в том, что ТРГ обладает высокой теплопроводностью (100-150 Вт/м·К), что обеспечивает эффективный отвод тепла из зоны соединения и позволяет эксплуатировать фитинговое соединение без перегрева в широком диапазоне температур (до 650°С на воздухе, до 3000°С - в инертной атмосфере). Отличная прессуемость материала обеспечивает максимально плотный контакт с поверхностью корпуса и накидной гайки, что позволяет обеспечить высокую герметичность соединения. Также ТРГ обладает низкой коррозийной активностью. Уплотнения из ТРГ обладают высокой химической стойкостью практически ко всем средам за исключением сильных окислителей. При этом, чтобы в процессе эксплуатации фитингового соединения при больших давлениях рабочей среды избежать «вымывания» эластичного материала уплотнения терморасширенного графита, уплотнение формируют из фольги, содержащей слой терморасширенного графита с равномерно распределенными по его ширине армирующими элементами, посредством ее спиральной навивки с последующей подпрессовкой в направлении оси уплотнения. Армирующие элементы выполнены в виде по меньшей мере одного расправленного (англ. - spread) углеродного жгута, волокна которого равномерно распределены по ширине слоя терморасширенного графита и образуют достаточно тонкий армирующий слой, что обеспечивает гибкость армированной графитовой фольги и прочность. В зависимости от ширины полотна графитовой фольги для армирования может быть использован один расправленный жгут или более. При выполнении уплотнения кольцеобразной формы посредством спиральной навивки гибкой армированной графитовой фольги с образованием слоистой структуры и последующей подпрессовки в направлении оси уплотнения слои армированной графитовой фольги сжимаются, при этом равномерно распределенные по ширине фольги волокна по меньшей мере одного расправленного углеродного жгута, представляющие собой тонкий слой армирующих элементов, образуют гофры в направлении оси уплотнения (см. фиг 2), препятствующие «вымыванию» терморасширенного графита. Это позволяет повысить герметичность фитингового соединения при высоких рабочих температурах, а также повысить его надежность и долговечность. Выполнение кольцеобразного уплотнения с наружной поверхностью, содержащей конический участок, а внутренней поверхности корпуса с - коническим участком, ответным по форме коническому участку уплотнения, позволяет обеспечить более плотное и надежное поджатие уплотнения, тем самым повышая герметичность фитингового соединения.
Также в фитинговом соединении уплотнение может быть выполнено из фольги, которая снабжена дополнительным слоем терморасширенного графита, при этом по меньшей мере один расправленный углеродный жгут содержит клеевое покрытие и расположен между первым и дополнительным слоями терморасширенного графита. Клеевое покрытие нанесено на углеродный жгут для улучшения адгезии расправленных углеродных жгутов к терморасширенному графиту. Это позволяет более надежно закрепить армирующие волокна углеродного жгута и избежать их сдвига при спиральной навивке армированной графитовой фольги. При этом с целью упрощения навивки такой армированной графитовой фольги при изготовлении седла слой расправленных углеродных жгутов с липким клеевым покрытием располагают между двумя (первым и дополнительным) слоями терморасширенного графита.
Вышеизложенные особенности и преимущества изобретения будут понятны из последующего описания предпочтительного примера осуществления фитингового соединения со ссылками на прилагаемые чертежи, на которых для представления одинаковых элементов используются одинаковые позиции:
на фиг.1 изображена схема фитингового соединения в соответствии с настоящим изобретением;
на фиг.2 - выносной элемент А фиг.1, отображающий в увеличенном масштабе чередующиеся слои терморасширенного графита и армирующего расправленного углеродного жгута, образующего гофры после подпрессовки в осевом направлении.
Фитинговое соединение содержит корпус 1, на который навинчена накидная гайка 2. Между корпусом 1 и накидной гайкой 2 расположено уплотнение 3.
Уплотнение 3 выполнено кольцеобразной формы, наружная поверхность которого содержит конический участок.
Для выполнения уплотнения 3 использована армированная графитовая фольга, содержащая слой 4 терморасширенного графита и армирующие элементы 5, выполненные в виде по меньшей мере одного расправленного (так называемого площеного) углеродного жгута, волокна которого равномерно распределены по ширине слоя 4 терморасширенного графита. Расправленный (площеный) углеродный жгут - жгут из непрерывных углеродных волокон, которые расправлены до плоского состояния и расположены в плоскости, по существу, параллельно друг другу. Расправленный (англ. - spread) углеродный жгут может быть получен различными способами, например, в жидкой среде (например, WO 02/31242, D02J 1/18, 2002), посредством изогнутых направляющих (например, US 3874030, D01D 11/02, 1975), акустических вибраций (например, US 5042122, D01D 11/02, 1991), электростатических сил, чесанием (например, WO 99/55943, D02J 1/18, 1999), посредством валков со специальной насечкой (US 7305739, D01G 37/00, 2007), а также посредством раздува углеродного жгута (например, US 3798095, В32В 31/16, 1974; US 6836939, D01D 11/02, 2005). Армирующие элементы 5 в виде по меньшей мере одного расправленного углеродного жгута придают армированной графитовой фольге дополнительную механическую прочность, стойкость к вибрационным нагрузкам, при этом, образуя достаточно тонкий армирующий слой, обеспечивают армированной графитовой фольге гибкость.
В зависимости от ширины полотна графитовой фольги для армирования может быть использован один расправленный жгут или более.
Для улучшения адгезии углеродных волокон к терморасширенному графиту армирующие элементы 5 (по меньшей мере один расправленный углеродный жгут) могут содержать клеевое покрытие, которое позволяет более надежно закрепить армирующие элементы 5 на слое 4 терморасширенного графита и избежать их сдвига при совместном обжатии. Клеевое покрытие может быть нанесено на углеродный жгут как до его расправления, так и после. При этом армирующие элементы 5 с нанесенным на них клеевым покрытием могут быть расположены между двумя (первым и дополнительным) слоями 4 терморасширенного графита, что позволяет избежать налипания клеевого покрытия при изготовлении уплотнения 3 и тем самым упростить его изготовление.
Уплотнение 3 сформировано посредством спиральной навивки полосы из описанной выше гибкой армированной графитовой фольги с образованием слоистой структуры с последующей подпрессовкой в направлении оси навивки. При этом расправленные углеродные жгуты могут быть ориентированы как вдоль фольги, так и поперек, а также в любом заданном направлении. При навивке используют полосу армированной графитовой фольги переменной (увеличивающейся) ширины с целью образования конической наружной поверхности уплотнения 3.
При подпрессовке навитой полосы слои армированной графитовой фольги сжимаются, при этом равномерно распределенные по ширине фольги волокна по меньшей мере одного расправленного углеродного жгута, представляющие собой тонкий слой армирующих элементов 5, образуют гофры в направлении оси уплотнения (см. фиг 2), препятствующие «вымыванию» терморасширенного графита.
Корпус 1 выполнен с внутренней поверхностью, имеющей конический участок, ответный по форме коническому участку уплотнения 3.
Для монтажа трубы 6 фитинговое соединение устанавливают на конец трубы 6. Посредством, например, гаечного ключа накидную гайку 2 накручивают на корпус 1. При этом накидная гайка 2 перемещает уплотнение 3 в направлении корпуса 1, в результате чего корпус 1 своей внутренней конической поверхностью при контакте с наружной конической поверхностью уплотнения 3 поджимает его, тем самым обеспечивая надежное герметичное соединение трубы 6 с фитинговым соединением.
Таким образом, уплотнение 3, выполненное с наружной поверхностью, содержащей конический участок, и сформированное из фольги, содержащей слой 4 терморасширенного графита с равномерно распределенным по его ширине по меньшей мере одним расправленным углеродным жгутом 5, посредством ее спиральной навивки с последующей подпрессовкой в направлении оси уплотнения, обеспечивают герметичность фитингового соединения в широком температурном диапазоне применения (до 650°С на воздухе, до 3000°С - в инертной атмосфере), обеспечивают надежность уплотнения при значительных колебаниях температуры и давления в уплотняемом узле. Кроме того, они просты в установке, при замене не требуют много времени на подготовку контактируемых уплотняемых поверхностей.
Описанное выше фитинговое соединение за счет выполнения уплотнения с наружной поверхностью, содержащей конический участок, и корпуса - с внутренней поверхностью, имеющей конический участок, ответный по форме коническому участку уплотнения, а также за счет выполнения уплотнения из ТРГ, имеющего широкий температурный диапазон применения (до 650°С на воздухе, до 3000°С - в инертной атмосфере), благодаря стойкости к «вымыванию» ТРГ, армированного расправленным углеродным жгутом, позволяет повысить герметичность фитингового соединения в условиях эксплуатации при высоких рабочих температурах (выше 200°С), повысить надежность, износостойкость и эрозионную стойкость, а также увеличить срок службы уплотнения.
Описанные выше примеры осуществления следует во всех аспектах рассматривать лишь как иллюстративные и не обуславливающие никаких ограничений. Следовательно, могут быть использованы другие примеры осуществления настоящего изобретения и примеры внедрения, которые не выходят за пределы описанных здесь существенных признаков.
edrid.ru
КОНСТРУКТИВНЫЕ ПАРАМЕТРЫ
1 - корпус с внешней резьбой 2 - гайка 3 - кольцо с внутренней резьбой
ФОРМИРОВАНИЕ МАРКИРОВКИ
ПРИМЕР: ТСВН7MН-ТУ 3400-007-72453807-07 |
|||||||||
exd.ru