Содержание
Сопла абразивные CERATIZIT
Статьи
- Вы здесь:
- Главная
- Статьи
- Сопла абразивные CERATIZIT
Сопла абразивные CERATIZIT
Прецизионная гидроабразивная резка с абразивными соплами CERATIZIT
Компания CERATIZIT предлагает линейку фокусирующих трубок, состоящую из трех вариантов: Economy, Standard и Premium. Износостойкие твердые сплавы фокусирующих трубок защищают их от воздействия абразивных частиц.
Экологически чистая абразивная резка может использоваться при обработке более твердых материалов, таких как камень, металлы, керамика, композитные материалы или стекло.
Преимущества
Экономическая эффективность
3 варианта фокусирующих трубок с лучшим соотношением Цена-Качество (Правильное решение для любого применения)
Подходят для всех современных типов режущих головок;
Автоматическая центровка трубки при затягивании гайки режущей головы (Применимость и экономичность)
Опыт и знания
Полный контроль на всех этапах производства: от порошка карбида до готового к производству раствора ( Высокое качество продукции, точность и производительность карбида до готового к производству раствора)
Износостойкость
Высококачественные абразивные сопла Ceratizit выдерживают максимальное давление давление и очень устойчивы к износу. Компания CERATIZIT контролирует всю производственную цепочку производства фокусирующих трубок/абразивных сопел — от производства сырья и минеральных руд до состава карбидного порошка. Все это позволяет CERATIZIT гарантировать высокое качество производимых фокусирующих трубок Economy, Standard и Premium.
Компания CERATIZIT контролирует всю производственную цепочку производства фокусирующих трубок/абразивных сопел — от производства сырья и минеральных руд до состава карбидного порошка. Все это позволяет CERATIZIT гарантировать высокое качество производимых фокусирующих трубок Economy, Standard и Premium.
3 типа стойкости абразивных сопел для повышения экономической эффективности
Абразивные сопла особенно подвержены сильному износу от абразива во время гидроабразивной резки. Компания CERATIZIT разработала для этого улучшенную защиту от износа, в основе которой лежит высокое качество карбида.
Чтобы Вы всегда могли получить оптимальные решения для своих задач, компания CERATIZIT разработала 3 инновационных варианта фокусирующих трубок на основе новейших технологий производства:
Economy
Оптимальное по стоимости высокое качество
Серия абразивных сопел Economy была специально разработана компанией CERATIZIT для решений, где оптимизация затрат является решающей, при этом нет необходимости в отказе от Европейского качества.
Standard
Идеальное соотношение цена-качество
Линейка абразивных сопел Standart гарантирует высокую эффективность процесса резания в пределах 80-100 часов. Данные сопла доказали свою эффективность как при решении простых задач, так и при применении в сложных промышленных условиях. Абразивные сопла серии Standart отличаются превосходным качеством и постоянством качества реза различных материалов с любой геометрией.
Premium
Увеличенный срок службы до 30%
Абразивные сопла серии Premium были разработаны компанией CERATIZIT на основании потребностей ее клиентов. Задача состояла в том, чтобы представить продукт, который отвечал бы максимальным требованиям и, кроме того, гарантировал бы высокий срок службы. Абразивные сопла, созданные компанией CERATIZIT, обеспечивают оптимальный баланс твердости и прочности, а также обеспечивают более высокую скорость реза и позволяют сократить расход гранатового песка/абразива.
Назад
Вперёд
Сопло для гидроабразивной резки по индивидуальному заказу в Китае; Производители, поставщики, фабрика смесительных трубок — сделано в Китае
Название продукта: Смесительная трубка / сопло / фокусировочная трубка
Номер части:YH-014194-XX-XX(0,281 * ХХ * ХХ)
Название доставки: в течение 3 дней
Применение: гидроабразивная режущая головка
Упаковка: мягкая упаковка в картонной или деревянной коробке.
Выбери свой размер!(Поддержка настройки для всех размеров)
| номер части | OD * ID * Длина (дюйм) | OD * ID * Длина (мм) |
| YH-014194-30-30 | .281 * .030 * 3′ ГГ №39; | 7.14*0.76*76.2 |
| YH-014194-35-30 | . 281 * .035 * 3′ ГГ №39; 281 * .035 * 3′ ГГ №39; | 7.14*0.89*76.2 |
| YH-014194-40-30 | .281 * .040 * 3′ ГГ №39; | 7.14*1.02*76.2 |
| YH-014194-50-30 | .281 * .050 * 3′ ГГ №39; | 7.14*1.27*76.2 |
| YH-014194-30-40 | .281 * .030 * 4′ ГГ №39; | 7.14*0.76*101.6 |
| YH-014194-35-40 | .281 * .035 * 4′ ГГ №39; | 7.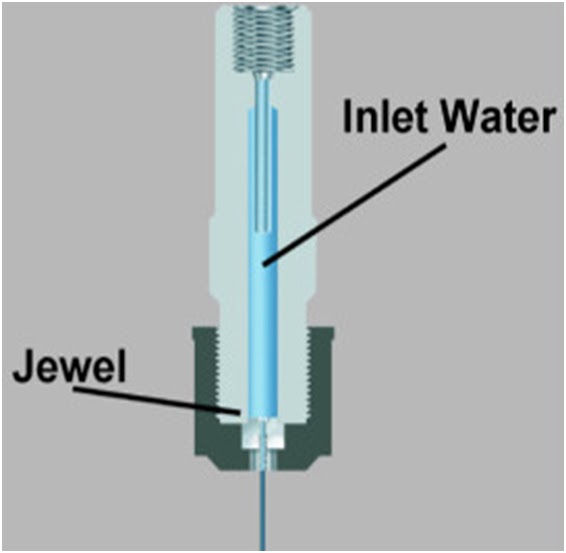 14*0.89*101.6 14*0.89*101.6 |
| YH-014194-40-40 | .281 * .040 * 4′ ГГ №39; | 7.14*1.02*101.6 |
| YH-014194-50-40 | .281 * .050 * 4′ ГГ №39; | 7.14*1.27*101.6 |
| YH-024194-30-30 | 6.35*0.76*76.2 | |
| YH-024194-30-40 | 6.35*0.76*101.6 | |
| YH-024194-40-30 | 6. 35*1.02*76.2 35*1.02*76.2 | |
| YH-024194-40-40 | 6.35*10.2*101.6 |
горячая этикетка : настроить насадку для гидроабразивной режущей головки; смесительная трубка, Китай, производители, поставщики, завод, индивидуальные, цена, в наличии, сделано в Китае
Алмазные и сапфировые отверстия и фокусирующие трубки для гидроабразивной резки – Allfi Waterjet
Сапфировое сопло, тип 91 — детали Allfi Waterjet Superior Waterjet
Allfi Waterjet, сапфировое сопло, тип 91 для чистой воды и абразивных режущих головок. Используется в режущих головках Allfi.
Сопоставимо с отверстием Comadur типа 18.
Обычная цена
18 долларов 00
$18.00
7,14 мм/0,281″ OD X 76,2 мм/3,000″ Сопло Focus для абразивной резки 60,000psi/4,150bar обычно используется на абразивных режущих головках Flow. Выберите ID из выпадающего меню. Свяжитесь…
Выберите ID из выпадающего меню. Свяжитесь…
Обычная цена
90 $ 00
$90.00
Сопло типа 82 NanoDiamond — сопло для гидроабразивной резки типа OMAX
Сопло Allfi Waterjet Type 82 NanoDiamond для чистой воды и абразивных режущих головок. Используется в режущих головках типа OMAX (заменяет OMAX 303281-xx). NanoDiamond — новый материал для гидроабразивной резки…
Цена продажи
180 долларов 00
$180.00
Сэкономьте 20 долларов
Наружный диаметр 9,53 мм/0,375 дюйма X 79,4 мм/3,125 дюйма Сопло Focus для абразивной резки 60 000 фунтов на кв. дюйм/4 150 бар
дюйм/4 150 бар
Стандартное сопло Focus для гидроабразивной резки при давлении до 60 000 фунтов на кв. x 3,125″ длинные фокусирующие трубки типичны для абразивных режущих головок Mitsubishi — типа KMT….
Обычная цена
81 $ 90
$81,90
Внешний диаметр 6,35 мм/0,250 дюйма X 76,2 мм/3000 дюймов Сопло Focus для абразивной резки 60 000 фунтов/кв. дюйм/4 150 бар
Стандартное сопло Focus, используемое для гидроабразивной резки при давлении до 60 000 фунтов на кв. дюйм/4150 бар. Наружный диаметр 6,35 мм/0,250 дюйма используется для абразивных режущих головок Allfi Waterjet. Выберите ID из раскрывающегося меню. Свяжитесь с нами, чтобы…
Цена продажи
100 долларов 00
100 долларов США
Сэкономьте 20 долларов
Сопло типа 91 NanoDiamond — сопло Allfi и Flow Pure Water Waterjet Orifice
Сопло Allfi Waterjet типа 91 NanoDiamond для чистой воды и абразивных режущих головок.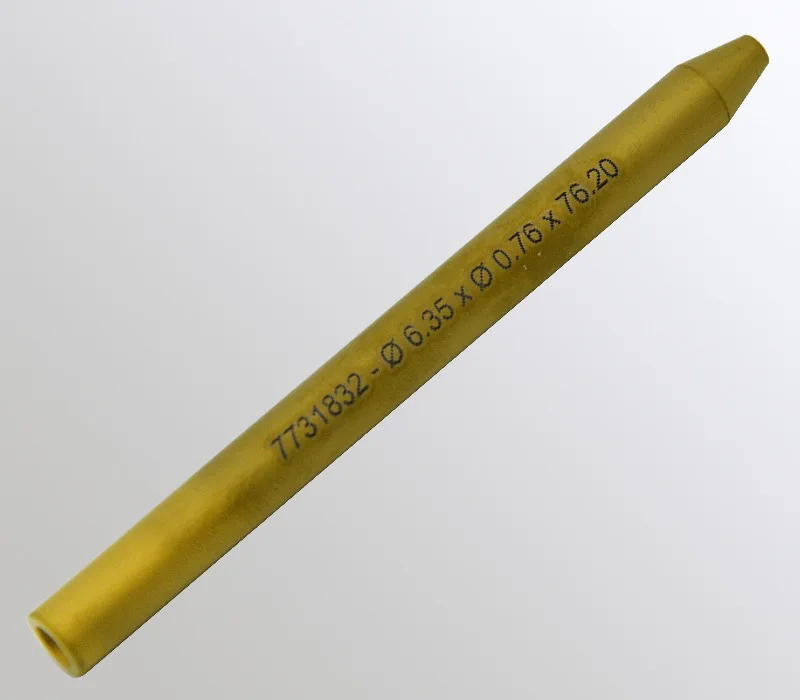 Используется в режущих головках Allfi. Сопоставимо с соплом Comadur типа 35. Также может использоваться в некоторых…
Используется в режущих головках Allfi. Сопоставимо с соплом Comadur типа 35. Также может использоваться в некоторых…
Обычная цена
404 долл. США 25
404,25 доллара США
Сопло типа 84 NanoDiamond — сопло Accustream DiaLine для гидроабразивной резки
Allfi Waterjet Type 84 NanoDiamond Orifice для чистой воды и абразивных режущих головок. Используется в режущих головках Accustream Style (заменяет Hypertherm Dialine 12749-xxx). NanoDiamond — новый материал для…
Цена продажи
180 долларов 00
$180.00
Сэкономьте 20 долларов
Сапфировое сопло типа 95 — режущие головки Allfi Waterjet
Сапфировое сопло Allfi типа 95 для чистой воды и абразивных режущих головок. Аналогично диафрагмам типа Flow Paser III.
Аналогично диафрагмам типа Flow Paser III.
Сопоставимо с отверстием Comadur типа 23.
Цена продажи
13 долларов 15
$13,15
Сэкономьте $1,05
Сапфировое сопло, тип 94 — Allfi Waterjet Superior Waterjet Parts
Allfi Waterjet, сапфировое сопло, тип 94 для чистой воды и абразивных режущих головок Allfi Waterjet. Аналогичен соплам типа KMT Autoline.
Сопоставимо с отверстием Comadur типа 27.
Обычная цена
18 долларов 00
$18.00
Сопло Focus с наружным диаметром 7,97 мм/0,315 дюйма для абразивной резки 60 000 фунтов/кв. дюйм/4 150 бар (тип OMAX)
дюйм/4 150 бар (тип OMAX)
Сопло Standard Focus используется для гидроабразивной резки при давлении до 60 000 фунтов на кв. дюйм/4150 бар. Внешний диаметр 7,97 мм/0,315 дюйма обычно используется с абразивными режущими головками типа OMAX. Выберите внутренний диаметр и длину из…
Обычная цена
90 $ 00
$90.00
Сопло Focus с наружным диаметром 6,00 мм/0,236 дюйма для абразивной резки 60 000 фунтов на кв. дюйм/4150 бар (тип Bohler/BFT) обычно используется на абразивных режущих головках типа Bohler (теперь BFT). Выберите внутренний диаметр и…
Обычная цена
90 $ 00
$90.00
7,14 мм/0,281″ OD X 101,6 мм/4,000″ Сопло Focus для абразивной резки 90,000psi/6,200bar обычно используется на абразивных режущих головках Flow. Выберите ID из выпадающего меню. Свяжитесь…
Выберите ID из выпадающего меню. Свяжитесь…
Цена продажи
125 долларов 00
125,00 долларов США
Сэкономьте $58
7,14 мм/0,281″ OD X 101,6 мм/4,000″ Сопло Focus для абразивной резки 60,000psi/4,150bar обычно используется на абразивных режущих головках типа Flow. Выберите ID из выпадающего меню. Свяжитесь с нами…
Обычная цена
90 $ 00
$90.00
6,35 мм/0,250″ OD X 76,2 мм/3,000″ Сопло Focus для абразивной резки 90,000psi/6,200bar Используется для абразивных режущих головок Allfi Waterjet. Выберите ID из выпадающего списка.![]() Свяжитесь с нами для…
Свяжитесь с нами для…
Обычная цена
$187 00
187,00 долларов США
Сопло типа 90 NanoDiamond — сопло для водоструйной резки Allfi и IR/KMT
Сопло Allfi Waterjet типа 90 NanoDiamond для чистой воды и абразивных режущих головок. Используется в режущих головках Allfi. Сопоставимо с соплом Comadur типа 27. Также может использоваться в некоторых…
Обычная цена
216 долларов 00
216,00 долларов США
Сопло Focus с наружным диаметром 6,70 мм/0,264 дюйма для абразивной резки 60 000 фунтов на кв. дюйм/4150 бар (тип Ridder) используется на абразивных режущих головках типа Ridder. Выберите внутренний диаметр и длину из…
Обычная цена
90 $ 00
$90. 00
00
9,53 мм/0,375″ OD X 101,6 мм/4,000″ Сопло Focus для абразивной резки 90,000psi/6,200bar обычно используется на абразивных режущих головках типа KMT Выберите внутренний диаметр в раскрывающемся меню….
Обычная цена
$189 00
189,00 долларов США
90,53 мм/0,375″ OD X 76,2 мм/3,000″ Сопло Focus для абразивной резки 90,000psi/6,200bar
Сопло Premium Focus, используемое для гидроабразивной резки при давлении до 90,000psi/6,200bar. Наружный диаметр 9,53 мм/0,375″ обычно используется на абразивных режущих головках типа KMT Выберите внутренний диаметр в раскрывающемся меню….
Обычная цена
178 долларов 20
$178,20
Внешний диаметр 9,53 мм/0,375 дюйма X 76,2 мм/3000 дюймов Сопло Focus для абразивной резки 60 000 фунтов/кв. дюйм/4 150 бар
дюйм/4 150 бар
Сопло Standard Focus используется для гидроабразивной резки при давлении до 60 000 фунтов на кв. дюйм/4 150 бар. Наружный диаметр 9,53 мм/0,375 дюйма обычно используется с абразивными режущими головками типа KMT. Выберите «Внутренний диаметр» в раскрывающемся меню….
Обычная цена
81 $ 90
$81,90
Внешний диаметр 7,14 мм/0,281 дюйма X 88,9 мм/3,500 дюйма Сопло Focus для абразивной резки 60 000 фунтов/кв. дюйм/4 150 бар
9Сопло Standard Focus 0002 используется для гидроабразивной резки при давлении до 60 000 фунтов на кв. дюйм/4150 бар. Наружный диаметр 7,14 мм/0,281 дюйма обычно используется с абразивными режущими головками типа Flow. Выберите ID в раскрывающемся меню. Свяжитесь…
Обычная цена
81 $ 90
$81,90
Университет гидроабразивной резки — Точность и качество
Обзор
Для успешной гидроабразивной резки на режущей головке существует несколько факторов, которые определяют точность и качество потока гидроабразивной резки и влияют на качество детали, которую вы можете разрезать с помощью абразивная гидроабразивная резка. Существуют и другие факторы, влияющие на точную и аккуратную резку детали (конструкция станка, органы управления, программное обеспечение и насос высокого давления), которые будут обсуждаться в других главах. В этой главе основное внимание будет уделено режущей головке и водоструйной струе, поскольку она взаимодействует с заготовкой.
Существуют и другие факторы, влияющие на точную и аккуратную резку детали (конструкция станка, органы управления, программное обеспечение и насос высокого давления), которые будут обсуждаться в других главах. В этой главе основное внимание будет уделено режущей головке и водоструйной струе, поскольку она взаимодействует с заготовкой.
Факторы, влияющие на точность и качество
Рис. 1. Абразивные и водоструйные режущие головки
1 — Длина трубки для смешивания абразива
Более длинная трубка для смешивания абразива (также известная как абразивное сопло) создает более когерентный поток гидроабразивной струи. Оптимальная длина смесительной трубки составляет 3–4 дюйма (75–100 мм).
2 — Выравнивание компонентов
Отверстие, смесительная камера и абразивное сопло должны быть точно обработаны и идеально подогнаны друг к другу, чтобы избежать повреждения расходных материалов струей гидроабразивной резки.
3 — Прецизионное сопло
Внутренняя часть абразивного сопла должна быть обработана для обеспечения идеального совмещения с потоком струи воды. Дополнительную информацию см. в разделе «Влияние струи воды на точность» в этой главе.
4 — Диаметр струи
Струя гидроабразивной резки малого диаметра, создаваемая отверстием 0,010 дюйма (0,25 мм), обеспечивает эффективную высококачественную струю. В качестве компромисса скорость резки ниже, чем при использовании Отверстие 0,014 дюйма (0,36 мм) или больше, поскольку используется меньше воды и абразива. См. главу 2 «Параметры взаимосвязи» для получения дополнительной информации о выборе отверстия.
5 — Низкое, контролируемое отклонение от заготовки
Поддержание близкого расстояния между соплом и заготовкой, от 0,040 до 0,060 дюйма (1,0–1,5 мм), имеет решающее значение для изготовления точных деталей, а также для получения максимальной эффективность от водомета. Резка ближе к материалу ограничивает количество атмосферы, через которую должна пройти струя, прежде чем достичь заготовки. Это ограничивает расширение водометной струи, так как по мере расширения струи эффективная мощность струи снижается. Для компенсации необходимо снизить скорость резания. Если расстояние между соплом и заготовкой увеличить на ¼ дюйма, скорость резки должна быть снижена примерно на 20 % для достижения аналогичных результатов в отношении точности и качества кромки. Резка под водой с ЧПУ по высоте позволит полностью контролировать водометная струя
Резка ближе к материалу ограничивает количество атмосферы, через которую должна пройти струя, прежде чем достичь заготовки. Это ограничивает расширение водометной струи, так как по мере расширения струи эффективная мощность струи снижается. Для компенсации необходимо снизить скорость резания. Если расстояние между соплом и заготовкой увеличить на ¼ дюйма, скорость резки должна быть снижена примерно на 20 % для достижения аналогичных результатов в отношении точности и качества кромки. Резка под водой с ЧПУ по высоте позволит полностью контролировать водометная струя
Дополнительную информацию см. ниже о влиянии высоты сопла.
Создание струи гидроабразивной струи
Ниже приводится описание того, как струя гидроабразивной струи создается в режущей головке. Цифры, указанные ниже, относятся к цифрам на рисунке 2.
Рис. 2. Крупный план гидроабразивной режущей головки.
1 — Давление воды
Вода под давлением 50 000 фунтов на квадратный дюйм или выше поступает в режущую головку с относительно низкой скоростью, порядка нескольких футов в секунду. (Дополнительную информацию о том, как создается давление воды и передается на режущую головку, см. в разделе «Как это работает».)
2 — Преобразование потока
Вода нагнетается через отверстие с отверстием небольшого диаметра, от 0,004 до 0,045 дюйма в зависимости от применения. Эти отверстия сделаны из чрезвычайно твердого материала, такого как алмаз, сапфир или рубин. На этом этапе поток воды преобразуется из потока с высоким давлением в поток с высокой скоростью. В этот момент скорость воды превышает 2200 миль в час (3657 километров в час).
3 — Эффект Вентури
Высокая скорость струи создает эффект Вентури или вакуум в смесительной камере, расположенной непосредственно под отверстием.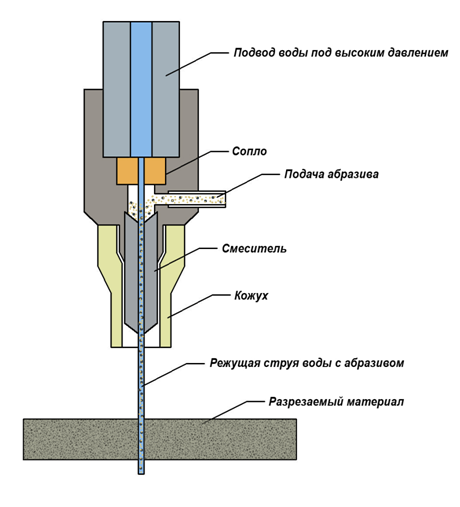 Абразив, как правило, гранат, дозируется из мини-бункера через пластиковую трубку в режущую головку и всасывается в струю воды в смесительной камере. Скорость резания будет увеличиваться с увеличением количества абразива до тех пор, пока не будет достигнута точка насыщения, при которой скорость начинает снижаться. Если количество абразива увеличить слишком сильно, в конечном итоге смесительная трубка засорится.
Абразив, как правило, гранат, дозируется из мини-бункера через пластиковую трубку в режущую головку и всасывается в струю воды в смесительной камере. Скорость резания будет увеличиваться с увеличением количества абразива до тех пор, пока не будет достигнута точка насыщения, при которой скорость начинает снижаться. Если количество абразива увеличить слишком сильно, в конечном итоге смесительная трубка засорится.
Одним из впечатляющих достижений в области гидроабразивной резки за последние несколько лет является появление систем дозирования абразива с ЧПУ. Эти системы точно контролируют количество абразива, подаваемого на режущую головку. В процессе пробивки давление резания и количество абразива снижаются, а режущая головка совершает небольшие круговые движения по осям X и Y. Эта процедура прокалывания позволяет относительно легко обрабатывать сложные приложения, такие как прокалывание стекла и камня.
4 — Струя гидроабразивной резки и абразивная смесь
Абразив полностью смешивается с потоком гидроабразивной резки и ускоряется приблизительно до скорости потока гидроабразивной резки. Этот шаг крадет часть энергии у струи гидроабразивной струи, немного замедляя ее.
Этот шаг крадет часть энергии у струи гидроабразивной струи, немного замедляя ее.
5 — Ускоренная эрозия
Гидроабразивная струя выходит из смесительной трубы с предельной скоростью и мощностью. Абразив разрушает обрабатываемый материал. Этот процесс называется «абразивной гидроабразивной резкой», потому что на самом деле резку выполняет абразив. Роль воды просто в том, чтобы придать абразиву скорость и силу. При чистой гидроабразивной резке, используемой для мягких материалов, таких как пена и продукты питания, одной только силы водяной струи достаточно для резки материала, и абразив не требуется.
Влияние скорости на угол разреза
Угол разреза или скос относится к разнице в размерах между верхом и низом поперечного сечения разреза. Резка слишком быстро приведет к увеличению ширины пропила в верхней части поперечного сечения и уменьшению ширины пропила в нижней части зоны. На рис. 3 слева направо разрезы выполнялись со скоростью 26 дюймов в минуту (дюйм/мин), 14 дюймов/мин и 9,7 дюймов/мин (660 миллиметров в минуту [мм/мин], 355 мм/мин и 246 мм/мин). Все остальные параметры оставались постоянными (давление 60 фунтов на квадратный дюйм, зазор 0,060 дюйма, абразив 1,3 фунта/мин [4134 бар, 1,5 мм и 600 грамм/мин]). В верхней части разреза ширина пропила была одинаковой, около 0,044 дюйма. (1,12 мм). Разница между верхом и низом слева направо составляла 0,017″, 0,013″ и 0,011″ (0,43 мм, 0,33 мм и 0,28 мм)9.0274 Это показывает уменьшение угловатости по мере уменьшения скорости.
Все остальные параметры оставались постоянными (давление 60 фунтов на квадратный дюйм, зазор 0,060 дюйма, абразив 1,3 фунта/мин [4134 бар, 1,5 мм и 600 грамм/мин]). В верхней части разреза ширина пропила была одинаковой, около 0,044 дюйма. (1,12 мм). Разница между верхом и низом слева направо составляла 0,017″, 0,013″ и 0,011″ (0,43 мм, 0,33 мм и 0,28 мм)9.0274 Это показывает уменьшение угловатости по мере уменьшения скорости.
Рис. 3. Алюминий 3/4 дюйма (20 мм) с 3 различными скоростями резки
На приведенном ниже рисунке показан один дополнительный разрез, который был выполнен очень медленно (1 дюйм/мин или 25,4 мм/мин), чтобы продемонстрировать, что при достаточном снижении скорости ширина пропила внизу детали будет больше, чем вверху. В этом примере ширина пропила внизу была на 0,014 дюйма (0,36 мм) больше, чем вверху.
Сопротивление струи гидроабразивной резки и качество резки
Увеличение скорости подачи приводит к увеличению отставания струи гидроабразивной резки. Эта концепция показана на рисунке 5 ниже. Более грубая кромка является результатом большего срезающего действия по сравнению с эрозионным действием абразива при более низких скоростях. Современные контроллеры позволяют пользователю регулировать качество резки в зависимости от требований к детали. Высокоточные отверстия можно вырезать медленнее, чтобы получить более гладкий и прямой рез. Более высокие скорости резания с более грубым качеством кромки можно использовать на менее важных участках.
Эта концепция показана на рисунке 5 ниже. Более грубая кромка является результатом большего срезающего действия по сравнению с эрозионным действием абразива при более низких скоростях. Современные контроллеры позволяют пользователю регулировать качество резки в зависимости от требований к детали. Высокоточные отверстия можно вырезать медленнее, чтобы получить более гладкий и прямой рез. Более высокие скорости резания с более грубым качеством кромки можно использовать на менее важных участках.
Q1
Разделительный разрез
Q2
Сквозной разрез
Q3
Чистый рез
± 0,010 дюйма
Q4
Хорошая отделка
Q5
Отличная отделка
± 0,005 дюйма
Влияние высоты сопла
Для наилучшего качества резки необходимо поддерживать оптимальное расстояние между соплом и заготовкой. Как правило, от 0,0625 дюйма до 0,125 дюйма (1,5–3,0 мм) является оптимальной высотой для гидроабразивной резки. Если расстояние превышает 0,125 дюйма, верхняя кромка реза скругляется. Это происходит из-за того, что поток гидроабразивной струи теряет когерентность при прохождении через открытый воздух. Увеличение высоты сопла также приводит к увеличению угла пропила. Если расстояние между соплом и заготовкой увеличивается на ¼ дюйма, скорость резания должна быть уменьшена примерно на 20% для достижения аналогичных результатов в отношении допуска и качества кромки. Автоматический контроль высоты является наиболее надежным и точным способом поддержания надлежащего расстояния между опорами. На рис. 7 показано, что если высота сопла слишком сильно увеличена, у струи не будет достаточно мощности, чтобы полностью проникнуть в материал, который можно было бы легко разрезать на гораздо меньшей высоте.
Как правило, от 0,0625 дюйма до 0,125 дюйма (1,5–3,0 мм) является оптимальной высотой для гидроабразивной резки. Если расстояние превышает 0,125 дюйма, верхняя кромка реза скругляется. Это происходит из-за того, что поток гидроабразивной струи теряет когерентность при прохождении через открытый воздух. Увеличение высоты сопла также приводит к увеличению угла пропила. Если расстояние между соплом и заготовкой увеличивается на ¼ дюйма, скорость резания должна быть уменьшена примерно на 20% для достижения аналогичных результатов в отношении допуска и качества кромки. Автоматический контроль высоты является наиболее надежным и точным способом поддержания надлежащего расстояния между опорами. На рис. 7 показано, что если высота сопла слишком сильно увеличена, у струи не будет достаточно мощности, чтобы полностью проникнуть в материал, который можно было бы легко разрезать на гораздо меньшей высоте.
Рис. 6. Алюминий 3/4″ с прорезями на разной высоте сопла, одинаковая скорость
Рисунок 7 – Увеличение высоты сопла до точки непроникания струи
Влияние скорости на внутренние углы
Поскольку гидроабразивная резка является нежестким режущим инструментом, внутренние углы деталей могут иметь определенный перерез на нижней или выходной стороне детали. Это можно уменьшить, замедлив скорость в повороте и медленно ускоряясь, позволяя нижней части струи догнать верхнюю часть за углом. Управление гидроабразивной струей должно иметь возможность делать это автоматически.
Это можно уменьшить, замедлив скорость в повороте и медленно ускоряясь, позволяя нижней части струи догнать верхнюю часть за углом. Управление гидроабразивной струей должно иметь возможность делать это автоматически.
Рис. 8. Слишком высокая скорость поворота
Узкие радиусы
Поскольку струя гидроабразивной резки представляет собой круглый инструмент диаметром от 0,030 до 0,040 дюйма (от 0,76 до 1,02 мм) для гидроабразивной резки, создание идеально прямоугольного внутреннего угла невозможно. Программное обеспечение CAM обычно считывает геометрию и дает пользователю возможность автоматически размещать очень маленький радиус на этих углах. Это позволит избежать повреждения детали и сократить время обработки, так как радиусы режут быстрее, чем квадратные углы. Для очень острых углов фактическая вырезанная деталь может значительно отличаться от исходного чертежа, и перед обработкой ее следует рассмотреть на предмет формы, подгонки и функциональности.
Типы ввода и вывода
Прокалывание в области брака материала и «подведение» к фактической геометрии для резки является стандартной рабочей процедурой в большинстве применений гидроабразивной резки. Это позволяет избежать появления на поверхности детали большого дефекта, вызванного первоначальным прокалыванием. В конце разреза может потребоваться вывод, чтобы удалить любой «шип» из вводной области.
Можно экспериментировать с различными типами вводов и выводов для различных материалов и толщин. Рисунок 9показывает несколько примеров вводов и выводов.
Рисунок 9 – Различные типы ввода/вывода
- Номер 1 (прямой вход с очень коротким прямым выходом) желателен для любого острого угла.
- Номер 2 (ввод дуги с коротким выводом дуги) подходит для более тонких и мягких материалов.
- Номер 3 (прямой ввод без отвода) дает хорошие результаты при работе с более толстым и твердым материалом.

- Номер 4 является примером входа по прямой с выходом по короткой дуге. Программное обеспечение CAM должно иметь возможность комбинировать различные типы вводов и выводов, если пользователь захочет поэкспериментировать.

Уменьшение контрольных меток входа/выхода
В конце реза в нижней части реза в области входа/выхода может остаться небольшой выступ. Из-за эффекта запаздывания, обсуждавшегося ранее, когда струя достигает конца разреза, верхняя часть струи находит путь наименьшего сопротивления и фактически «перепрыгивает» небольшой кусочек материала, оставляя кончик. Благодаря более сложным средствам управления и программному обеспечению, доступным сегодня, это можно уменьшить за счет замедления в конце реза, чтобы нижняя часть струи догнала верхнюю до достижения конца реза. На рисунке 10 ниже показаны примеры большого острия из-за слишком большой скорости в конце реза и пример минимальной метки с соответствующим замедлением в конце реза.
Рис. 10. Плохая часть слева с излишним наконечником. Хорошая деталь справа с минимальным следом
Влияние струи гидроабразивной резки на точность
Смесительные трубки изготовлены из чрезвычайно твердых материалов, таких как спеченный борид или, чаще, композитный карбид вольфрама. Однако форсунки подвержены износу, и их стоимость должна учитываться при расчете стоимости работ. Отверстие смесительной трубки обычно увеличивается в диаметре примерно на 0,0001 дюйма за час резки из-за эрозии абразива, проходящего через сопло. Если этот износ происходит равномерно, то можно реализовать до 120 часов резки с сопло.Самым большим фактором, влияющим на износ сопел, является материал, из которого они изготовлены.Управление позволяет компенсировать этот износ, позволяя оператору изменять смещение инструмента.
Рисунок 11 – Новые и бывшие в употреблении смесительные трубки.