Комплект по СМ / Сортаменты / ГОСТ 19772-93 Уголки гнутые неравнополочные. Сортамент уголок гнутый неравнополочный
ГОСТ 19772-93 - Уголки стальные гнутые неравнополочные. Сортамент.
ГОСТ 19772-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛКИ СТАЛЬНЫЕ ГНУТЫЕ НЕРАВНОПОЛОЧНЫЕ
СОРТАМЕНТ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Украинским научно-исследовательским институтом металлов
ВНЕСЕН Госстандартом Украины
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 3-93 от 17 февраля 1993 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Республика Армения |
Армгосстандарт |
|
Республика Белоруссия |
Белстандарт |
|
Республика Казахстан |
Казглавстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Туркменистан |
Туркменглавгосинспекция |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 19 июня 1996 г. № 381 межгосударственный стандарт ГОСТ 19772-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ГОСТ 19772-74
ГОСТ 19772-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
УГОЛКИ СТАЛЬНЫЕ ГНУТЫЕ НЕРАВНОПОЛОЧНЫЕ Сортамент Roll-formed steel unequal les angles. Dimensions |
Дата введения 1997-01-01
1 Настоящий стандарт распространяется на уголки стальные гнутые неравнополочные, изготавливаемые на профилегибочных агрегатах из холоднокатаного и горячекатаного листового проката из углеродистой стали обыкновенного качества, углеродистой качественной конструкционной и низколегированной.
2 По точности профилирования уголки изготовляют:
А - высокой точности;
Б - повышенной точности;
В - обычной точности.
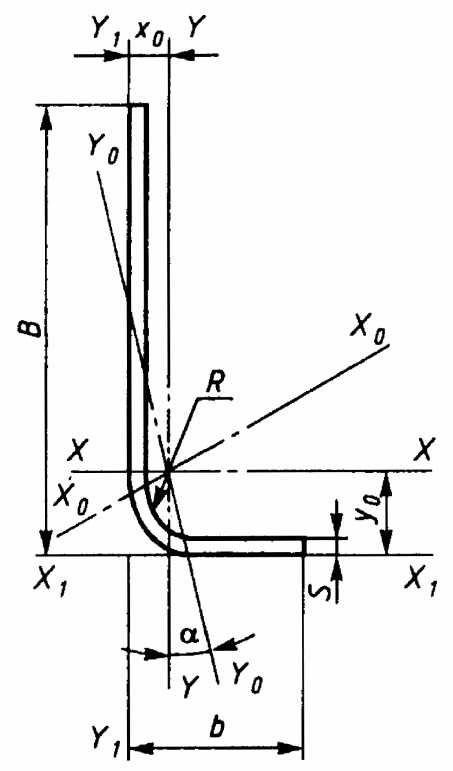
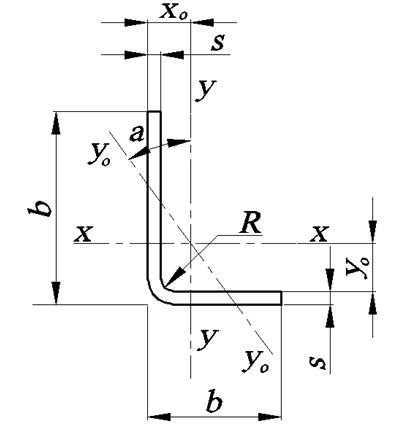
3 Поперечное сечение неравнополочных уголков должно соответствовать указанному на рисунке 1.
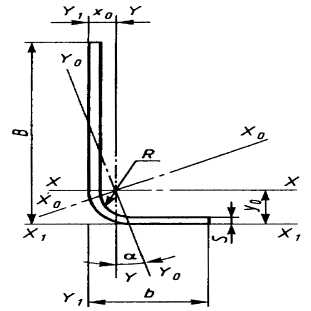
Обозначения к рисунку 1 и таблицам 1 и 2
В - ширина большей полки;
b - ширина меньшей полки;
S - толщина полки;
R - радиус кривизны;
I - момент инерции;
i - радиус инерции;
x0, у0 - расстояние от центра тяжести до наружных поверхностей полок;
F - площадь поперечного сечения;
- отношение расчетного свеса большей полки к толщине профиля;
- отношение расчетного свеса меньшей полки к толщине профиля.
4 Размеры, площадь поперечного сечения, справочные значения для осей и масса 1 м уголков должны соответствовать:
для уголков из углеродистой кипящей и полуспокойной стали обыкновенного качества, углеродистой качественной стали с временным сопротивлением разрыву не более 460 Н/мм2 (47 кгс/мм2) - приведенным в таблице 1;
для уголков из углеродистой полуспокойной и спокойной стали обыкновенного качества, углеродистой качественной стали с временным сопротивлением разрыву более 460 Н/мм2 (47 кгс/мм2) и низколегированной - приведенным в таблице 2.
5 Предельные отклонения по ширине полок должны соответствовать указанным в таблице 3.
Таблица 3
В миллиметрах
|
Ширина полки |
Предельное отклонение |
|||
|
Точность профилирования |
||||
|
высокая при толщине |
повышенная |
обычная |
||
|
до 2,5 |
свыше 2,5 |
|||
|
До 50 включ. |
± 0,75 |
± 1,00 |
± 1,25 |
± 1,50 |
|
Св. 50 » 100 » |
± 1,00 |
± 1,25 |
± 1,50 |
± 2,00 |
|
» 100 » 150 » |
± 1,25 |
± 1,50 |
± 2,00 |
± 2,50 |
|
» 150 |
± 1,50 |
± 1,75 |
± 2,50 |
± 3,00 |
6 Предельные отклонения угла 90° не должны превышать:
± 1° 30' - для уголков с шириной полки до 80 мм;
± 1° - для уголков с шириной полки свыше 80 мм.
7 Уголки изготовляют длиной от 3 до 12 м:
мерной длины;
мерной длины с немерной в количестве не более 7 % массы партии;
кратной мерной длины;
кратной мерной длины с немерной в количестве не более 7 % массы партии;
немерной длины.
8 Предельные отклонения по длине уголков мерной и кратной мерной длины не должны превышать указанных в таблице 4.
Таблица 4
|
Длина L, м |
Предельное отклонение, мм |
|
|
Точность порезки |
||
|
высокая |
обычная |
|
|
До 6 включ. |
+ 30 |
+ 40 |
|
Св. 6 » 7 » |
+ 40 |
+ 80 |
|
» 7 |
+ (40 + 5 (L - 7)) |
+ 80 |
9 Скручивание уголков вокруг продольной оси не должно превышать значения произведения 1° на длину в метрах и не может быть более 10°.
10 Кривизна уголков не должна превышать 0,1 % длины.
11 Волнистость полок уголков не должна превышать 2 мм на 1 м.
12 Определение размеров поперечного сечения, а также скручивания, кривизны, отклонения угла 90° и волнистости полок уголков проводят на расстоянии от торцов при точности профилирования, мм, не менее:
100 - высокой;
150 - повышенной;
300 - обычной.
Ключевые слова: уголки стальные, поперечное сечение, размеры, точность, предельные отклонения
snipov.net
ГОСТ 19772-93 Уголки гнутые неравнополочные
ГОСТ 19772-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛКИ СТАЛЬНЫЕ ГНУТЫЕ НЕРАВНОПОЛОЧНЫЕ
СОРТАМЕНТ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Украинским научно-исследовательским институтом металлов
ВНЕСЕН Госстандартом Украины
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 3-93 от 17 февраля 1993 г.)
За принятие проголосовали:
| Наименование государства | Наименование национального органа по стандартизации |
| Республика Армения | Армгосстандарт |
| Республика Белоруссия | Белстандарт |
| Республика Казахстан | Казглавстандарт |
| Республика Молдова | Молдовастандарт |
| Российская Федерация | Госстандарт России |
| Туркменистан | Туркменглавгосинспекция |
| Республика Узбекистан | Узгосстандарт |
| Украина | Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 19 июня 1996 г. № 381 межгосударственный стандарт ГОСТ 19772-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ГОСТ 19772-74
ГОСТ 19772-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛКИ СТАЛЬНЫЕ ГНУТЫЕ НЕРАВНОПОЛОЧНЫЕ
Сортамент
Roll-formed steel unequal les angles. Dimensions
__________________________________________________________________________
Дата введения 1997-01-01
1 Настоящий стандарт распространяется на уголки стальные гнутые неравнополочные, изготавливаемые на профилегибочных агрегатах из холоднокатаного и горячекатаного листового проката из углеродистой стали обыкновенного качества, углеродистой качественной конструкционной и низколегированной.
2 По точности профилирования уголки изготовляют:
А - высокой точности;
Б - повышенной точности;
3 Поперечное сечение неравнополочных уголков должно соответствовать указанному на рисунке 1.
Обозначения к рисунку 1 и таблицам 1 и 2
В - ширина большей полки;
b - ширина меньшей полки;
S - толщина полки;
R - радиус кривизны;
I - момент инерции;
i - радиус инерции;
xo, уo - расстояние от центра тяжести до наружных поверхностей полок;
F- площадь поперечного сечения;
 - отношение расчетного свеса большей полки к толщине профиля;
- отношение расчетного свеса большей полки к толщине профиля;
 - отношение расчетного свеса меньшей полки к толщине профиля.
- отношение расчетного свеса меньшей полки к толщине профиля.
4 Размеры, площадь поперечного сечения, справочные значения для осей и масса 1 м уголков должны соответствовать:
для уголков из углеродистой кипящей и полуспокойной стали обыкновенного качества, углеродистой качественной стали с временным сопротивлением разрыву не более 460 Н/мм2 (47 кгс/мм2) - приведенным в таблице 1;
для уголков из углеродистой полуспокойной и спокойной стали обыкновенного качества, углеродистой качественной стали с временным сопротивлением разрыву более 460 Н/мм2 (47 кгс/мм2) и низколегированной - приведенным в таблице 2.
5 Предельные отклонения по ширине полок должны соответствовать указанным в таблице 3.
Таблица 1
| B | b | S | R, не | n1 | n2 | Справочные значения величин для осей | Масса | |||||||||||||
| более | F, см2 | x -х | y-y | xo - xo | yо-yо | x1 – x1 | y1 – y1 | 1м кг | ||||||||||||
| мм | Ix, см4 | ix, см | Iу, см4 | iу, см | Ixo, см4 | ixo, см4 | Iyo, см4 | iyo, см4 | tg | Ix1, см4 | уo, см | Iу1, см4 | хo, см | |||||||
| 32 | 25 | 2,0 | 3 | 13,5 | 10,0 | 1,06 | 1,12 | 1,02 | 0,61 | 0,76 | 1,44 | 1,16 | 0,28 | 0,52 | 0,62 | 2,19 | 1,00 | 1,05 | 0,64 | 0,84 |
| 2,5 | 3 | 10,6 | 7,8 | 1,32 | 1,35 | 1,01 | 0,73 | 0,75 | 1,75 | 1,16 | 0,34 | 0,51 | 0,63 | 2,74 | 1,02 | 1,31 | 0,66 | 1,03 | ||
| 50 | 35 | 3,2 | 5 | 13,0 | 8,4 | 2,53 | 6,52 | 1,61 | 2,72 | 1,04 | 7,89 | 1,77 | 1,35 | 0,73 | 0,51 | 13,37 | 1,65 | 4,63 | 0,87 | 1,98 |
| 60 | 40 | 3,0 | 4 | 17,7 | 11,0 | 2,84 | 10,73 | 1,94 | 3,97 | 1,1,8 | 12,61 | 2,11 | 2,09 | 0,86 | 0,47 | 24,63 | 1,96 | 6,45 | 0,93 | 2,23 |
| 70 | 50 | 4,0 | 6 | 15,0 | 10,0 | 4,50 | 22,90 | 2,25 | 10,04 | 1,49 | 27,94 | 2,49 | 5,01 | 1,05 | 0,53 | 45,84 | 2,26 | 16,81 | 1,23 | 3,53 |
| 80 | 63 | 4,0 | 6 | 17,5 | 13,2 | 5,42 | 35,95, | 2,57 | 20,06 | 1,92 | 46,52 | 2,93 | 9,48 | 1,32 | 0,63 | 68,40 | 2,45 | 33,51 | 1,57 | 4,26 |
| 85 | 35 | 4,0 | 6 | 18,7 | 4,2 | 4,50 | 34,02 | 2,75 | 3,77 | 0,92 | 35,44 | 2,81 | 2,36 | 0,72 | 0,22 | 81,95 | 3,26 | 5,89 | 0,69 | 3,53 |
| 90 | 70 | 4,0 | 6 | 20,0 | 15,0 | 6,10 | 51,53 | 2,90 | 27,92 | 2,14 | 66,03 | 3,29 | 13,42 | 1,48 | 0,62 | 97,34 | 2,74 | 45,92 | 1,72 | 4,79 |
| 100 | 65 | 4,0 | 6 | 22,5 | 13,8 | 6,30 | 66,91 | 3,26 | 23,36 | 1,93 | 77,72 | 3,51 | 12,56 | 1,41 | 0,44 | 133,47 | 3,25 | 36,83 | 1,46 | 4,95 |
| 105 | 100 | 3,0 | 4 | 32,7 | 31,0 | 5,98 | 67,66 | 3,36 | 60,12 | 3,17 | 103,23 | 4,16 | 24,55 | 2,03 | 0,19 | 115,85 | 2,84 | 100,09 | 2,59 | 4:69 |
| 115 | 65 | 5,0 | 7 | 20,6 | 10,6 | 845 | 120,07 | 3,75 | 29,60 | 1,86 | 132,79 | 3,94 | 16,88 | 1,41 | 0,35 | 253,74 | 3,95 | 46,24 | 1,39 | 6,71 |
| 120 | 100 | 8,0 | 12 | 12,5 | 10,0 | 16,41 | 239,47 | 3,82 | 153,18 | 3,05 | 205,56 | 4,52 | 30,59 | 1,75 | 0,41 | 366,95 | 4,30 | 86,01 | 1,75 | 7,89 |
| 180 | 140 | 6,0 | 9 | 27,5 | 20,8 | 18,53 | 632,17 | 5,84 | 343,25 | 4,30 | 808,01 | 6,60 | 167,41 | 3,01 | 0,62 | 1167,38 | 5,37 | 550,07 | 3,34 | 14,55 |
Таблица 2
| B | b | S | R, не | n1 | n2 | Справочные значения величин для осей | Масса | |||||||||||||
| более | F, см2 | x -х | y - y | xo - xo | yо - yо | x1 – x1 | y1 – y1 | 1м кг | ||||||||||||
| мм | Ix, см4 | ix, см | Iу, см4 | iу, см | Ixo, см4 | ixo, см4 | Iyo, см4 | iyo, см4 | tg | Ix1, см4 | уo, см | Iу1, см4 | хo, см | |||||||
| 40 | 25 | 2,5 | 6 | 12,6 | 6,6 | 1,48 | 2,46 | 1,29 | 0,78 | 0,72 | 2,85 | 1,38 | 0,39 | 0,51 | 0,43 | 5,85 | 1,39 | 1,32 | 0,60 | 1,16 |
| 70 | 50 | 4,0 | 10 | 14,0 | 9,0 | 4,43 | 22,52 | 2,25 | 9,93 | 1,50 | 27,77 | 2,50 | 4,68 | 1,03 | 0,54 | 45,85 | 2,29 | 16,83 | 1,25 | 3,48 |
| 85 | 67 | 4,0 | 10 | 17,8 | 14,3 | 5,71 | 42,89 | 2,74 | 24,07 | 2,05 | 56,01 | 3,13 | 10,95 | 1,38 | 0,64 | 82,40 | 2,62 | 40,30 | 1,69 | 4,49 |
| 90 | 70 | 4,0 | 10 | 19,0 | 14,0 | 6,03 | 50,97 | 2,91 | 27,70 | 2,14 | 65,86 | 3,30 | 12,81 | 1,46 | 0,63 | 97,36 | 2,77 | 45,94 | 1,74 | 4,74 |
| 110 | 90 | 5,0 | 10 | 19,0 | 15,0 | 9,48 | 118,85 | 3,54 | 72,96 | 2,77 | 58,73 | 4,09 | 33,08 | 1,87 | 0,68 | 221,95 | 3,30 | 121,56 | 2,27 | 7,44 |
| 115 | 65 | 5,0 | 10 | 20,0 | 10,0 | S,48 | 119,02 | 3,75 | 29,47 | 1,86 | 132,06 | 3,95 | 16,38 | 1,39 | 0,35 | 254,02 | 3,99 | 46,33 | 1,41 | 6,66 |
| 147 | 125 | 8,0 | 20 | 14,9 | 12,1 | 20,30 | 448,55 | 4,70 | 302,59 | 3,86 | 924,05 | 5,54 | 523,53 | 2,50 | 0,74 | 623,81 | 10,26 | 127,32 | 3,30 | 15,93 |
| 152 | 100 | 5,5 | 12 | 24,4 | 15,0 | 13,21 | 324,94 | 4,96 | 117,37 | 2,98 | 380,54 | 5,37 | 161,76 | 2,16 | 0,47 | 644,40 | 4,92 | 184,19 | 2,25 | 10,37 |
| 155 | 100 | 6,0 | 14 | 22,5 | 13,3 | 14,50 | 370,31 | 5,05 | 127,51 | 2,97 | 430,78 | 5,45 | 67,04 | 2,15 | 0,45 | 745,53 | 5,09 | 201,16 | 2,25 | 11,38 |
Примечанияк таблицам 1и 2
1Площадь поперечного сечения и справочные значения величин вычислены по номинальным размерам. Плотность стали - 7,85г/см\
2Радиусы кривизны контролируют при расточке валков и обеспечивают технологией изготовления.
3По согласованию изготовителя и потребителя уголки из углеродистой кипящей стали изготовляют с радиусами кривизны в соответствии с таблицей 2.
Таблица 3
В миллиметрах
| Предельное отклонение | ||||
| Ширина полки | Точность профилирования | |||
| высокая при толщине | повышенная | обычная | ||
| до 2,5 | свыше 2.5 | |||
| До 50включ. | ± 0,75 | ± 1,00 | ± 1,25 | ± 1,50 |
| Св. 50» 100 » | ± 1,00 | ± 1,25 | ± 1,50 | ± 2,00 |
| » 100 » 150 » | ± 1,25 | ± 1,50 | ± 2,00 | ± 2,50 |
| » 150 | ± 1,50 | ± 1,75 | ± 2,50 | ± 3,00 |
6 Предельные отклонения угла 90° не должны превышать:
± 1° 30' - для уголков с шириной полки до 80 мм;
1° - для уголков с шириной полки свыше 80 мм.
7 Уголки изготовляют длиной от 3 до 12 м:
мерной длины;
мерной длины с немерной в количестве не более 7 % массы партии;
кратной мерной длины;
кратной мерной длины с немерной в количестве не более 7 % массы партии;
немерной длины.
8 Предельные отклонения по длине уголков мерной и кратной мерной длины не должны превышать указанных в таблице 4.
Таблица 4
| Предельное отклонение, мм | ||
| Длина L,м | Точность порезки | |
| высокая | обычная | |
| До 6включ. | + 30 | + 40 |
| Св. 6 » 7 » | + 40 | + 80 |
| » 7 | +(40 + 5 (L - 7)) | + 80 |
9 Скручивание уголков вокруг продольной оси не должно превышать значения произведения 1° на длину в метрах и не может быть более 10°.
10 Кривизна уголков не должна превышать 0,1 % длины.
11 Волнистость полок уголков не должна превышать 2 мм на 1 м.
12 Определение размеров поперечного сечения, а также скручивания, кривизны, отклонения угла 90° и волнистости полок уголков проводят на расстоянии от торцов при точности профилирования, мм, не менее:
100 - высокой;
150 - повышенной;
300 - обычной.
__________________________________________________________________________
Ключевые слова: уголки стальные, поперечное сечение, размеры, точность, предельные отклонения
studfiles.net
ГОСТ 19772-93 Уголки гнутые неравнополочные
ГОСТ 19772-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛКИ СТАЛЬНЫЕ ГНУТЫЕ НЕРАВНОПОЛОЧНЫЕ
СОРТАМЕНТ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Украинским научно-исследовательским институтом металлов
ВНЕСЕН Госстандартом Украины
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 3-93 от 17 февраля 1993 г.)
За принятие проголосовали:
| Наименование государства | Наименование национального органа по стандартизации |
| Республика Армения | Армгосстандарт |
| Республика Белоруссия | Белстандарт |
| Республика Казахстан | Казглавстандарт |
| Республика Молдова | Молдовастандарт |
| Российская Федерация | Госстандарт России |
| Туркменистан | Туркменглавгосинспекция |
| Республика Узбекистан | Узгосстандарт |
| Украина | Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 19 июня 1996 г. № 381 межгосударственный стандарт ГОСТ 19772-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ГОСТ 19772-74
ГОСТ 19772-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛКИ СТАЛЬНЫЕ ГНУТЫЕ НЕРАВНОПОЛОЧНЫЕ
Сортамент
Roll-formed steel unequal les angles. Dimensions
__________________________________________________________________________
Дата введения 1997-01-01
1 Настоящий стандарт распространяется на уголки стальные гнутые неравнополочные, изготавливаемые на профилегибочных агрегатах из холоднокатаного и горячекатаного листового проката из углеродистой стали обыкновенного качества, углеродистой качественной конструкционной и низколегированной.
2 По точности профилирования уголки изготовляют:
А - высокой точности;
Б - повышенной точности;
В - обычной точности.
3 Поперечное сечение неравнополочных уголков должно соответствовать указанному на рисунке 1.
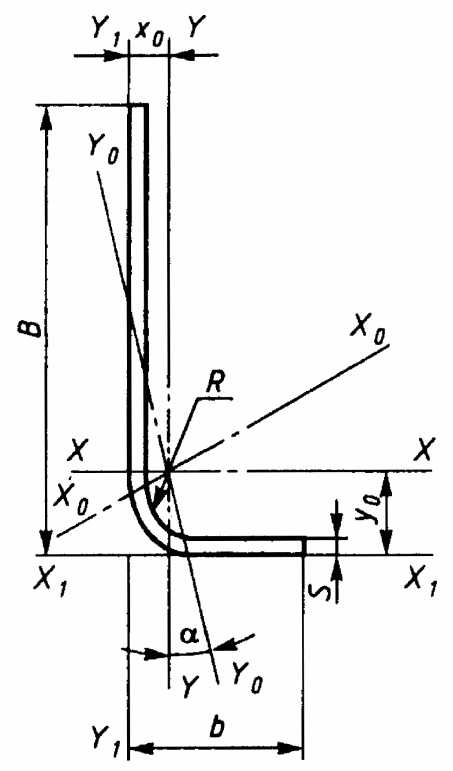
Обозначения к рисунку 1 и таблицам 1 и 2
В - ширина большей полки;
b - ширина меньшей полки;
S - толщина полки;
R - радиус кривизны;
I - момент инерции;
i - радиус инерции;
xo, уo - расстояние от центра тяжести до наружных поверхностей полок;
F- площадь поперечного сечения;
 - отношение расчетного свеса большей полки к толщине профиля;
- отношение расчетного свеса большей полки к толщине профиля;
 - отношение расчетного свеса меньшей полки к толщине профиля.
- отношение расчетного свеса меньшей полки к толщине профиля.
4 Размеры, площадь поперечного сечения, справочные значения для осей и масса 1 м уголков должны соответствовать:
для уголков из углеродистой кипящей и полуспокойной стали обыкновенного качества, углеродистой качественной стали с временным сопротивлением разрыву не более 460 Н/мм2 (47 кгс/мм2) - приведенным в таблице 1;
для уголков из углеродистой полуспокойной и спокойной стали обыкновенного качества, углеродистой качественной стали с временным сопротивлением разрыву более 460 Н/мм2 (47 кгс/мм2) и низколегированной - приведенным в таблице 2.
5 Предельные отклонения по ширине полок должны соответствовать указанным в таблице 3.
Таблица 1
| B | b | S | R, не | n1 | n2 | Справочные значения величин для осей | Масса | |||||||||||||
| более | F, см2 | x -х | y-y | xo - xo | yо-yо | x1 – x1 | y1 – y1 | 1м кг | ||||||||||||
| мм | Ix, см4 | ix, см | Iу, см4 | iу, см | Ixo, см4 | ixo, см4 | Iyo, см4 | iyo, см4 | tg | Ix1, см4 | уo, см | Iу1, см4 | хo, см | |||||||
| 32 | 25 | 2,0 | 3 | 13,5 | 10,0 | 1,06 | 1,12 | 1,02 | 0,61 | 0,76 | 1,44 | 1,16 | 0,28 | 0,52 | 0,62 | 2,19 | 1,00 | 1,05 | 0,64 | 0,84 |
| 2,5 | 3 | 10,6 | 7,8 | 1,32 | 1,35 | 1,01 | 0,73 | 0,75 | 1,75 | 1,16 | 0,34 | 0,51 | 0,63 | 2,74 | 1,02 | 1,31 | 0,66 | 1,03 | ||
| 50 | 35 | 3,2 | 5 | 13,0 | 8,4 | 2,53 | 6,52 | 1,61 | 2,72 | 1,04 | 7,89 | 1,77 | 1,35 | 0,73 | 0,51 | 13,37 | 1,65 | 4,63 | 0,87 | 1,98 |
| 60 | 40 | 3,0 | 4 | 17,7 | 11,0 | 2,84 | 10,73 | 1,94 | 3,97 | 1,1,8 | 12,61 | 2,11 | 2,09 | 0,86 | 0,47 | 24,63 | 1,96 | 6,45 | 0,93 | 2,23 |
| 70 | 50 | 4,0 | 6 | 15,0 | 10,0 | 4,50 | 22,90 | 2,25 | 10,04 | 1,49 | 27,94 | 2,49 | 5,01 | 1,05 | 0,53 | 45,84 | 2,26 | 16,81 | 1,23 | 3,53 |
| 80 | 63 | 4,0 | 6 | 17,5 | 13,2 | 5,42 | 35,95, | 2,57 | 20,06 | 1,92 | 46,52 | 2,93 | 9,48 | 1,32 | 0,63 | 68,40 | 2,45 | 33,51 | 1,57 | 4,26 |
| 85 | 35 | 4,0 | 6 | 18,7 | 4,2 | 4,50 | 34,02 | 2,75 | 3,77 | 0,92 | 35,44 | 2,81 | 2,36 | 0,72 | 0,22 | 81,95 | 3,26 | 5,89 | 0,69 | 3,53 |
| 90 | 70 | 4,0 | 6 | 20,0 | 15,0 | 6,10 | 51,53 | 2,90 | 27,92 | 2,14 | 66,03 | 3,29 | 13,42 | 1,48 | 0,62 | 97,34 | 2,74 | 45,92 | 1,72 | 4,79 |
| 100 | 65 | 4,0 | 6 | 22,5 | 13,8 | 6,30 | 66,91 | 3,26 | 23,36 | 1,93 | 77,72 | 3,51 | 12,56 | 1,41 | 0,44 | 133,47 | 3,25 | 36,83 | 1,46 | 4,95 |
| 105 | 100 | 3,0 | 4 | 32,7 | 31,0 | 5,98 | 67,66 | 3,36 | 60,12 | 3,17 | 103,23 | 4,16 | 24,55 | 2,03 | 0,19 | 115,85 | 2,84 | 100,09 | 2,59 | 4:69 |
| 115 | 65 | 5,0 | 7 | 20,6 | 10,6 | 845 | 120,07 | 3,75 | 29,60 | 1,86 | 132,79 | 3,94 | 16,88 | 1,41 | 0,35 | 253,74 | 3,95 | 46,24 | 1,39 | 6,71 |
| 120 | 100 | 8,0 | 12 | 12,5 | 10,0 | 16,41 | 239,47 | 3,82 | 153,18 | 3,05 | 205,56 | 4,52 | 30,59 | 1,75 | 0,41 | 366,95 | 4,30 | 86,01 | 1,75 | 7,89 |
| 180 | 140 | 6,0 | 9 | 27,5 | 20,8 | 18,53 | 632,17 | 5,84 | 343,25 | 4,30 | 808,01 | 6,60 | 167,41 | 3,01 | 0,62 | 1167,38 | 5,37 | 550,07 | 3,34 | 14,55 |
Таблица 2
| B | b | S | R, не | n1 | n2 | Справочные значения величин для осей | Масса | |||||||||||||
| более | F, см2 | x -х | y - y | xo - xo | yо - yо | x1 – x1 | y1 – y1 | 1м кг | ||||||||||||
| мм | Ix, см4 | ix, см | Iу, см4 | iу, см | Ixo, см4 | ixo, см4 | Iyo, см4 | iyo, см4 | tg | Ix1, см4 | уo, см | Iу1, см4 | хo, см | |||||||
| 40 | 25 | 2,5 | 6 | 12,6 | 6,6 | 1,48 | 2,46 | 1,29 | 0,78 | 0,72 | 2,85 | 1,38 | 0,39 | 0,51 | 0,43 | 5,85 | 1,39 | 1,32 | 0,60 | 1,16 |
| 70 | 50 | 4,0 | 10 | 14,0 | 9,0 | 4,43 | 22,52 | 2,25 | 9,93 | 1,50 | 27,77 | 2,50 | 4,68 | 1,03 | 0,54 | 45,85 | 2,29 | 16,83 | 1,25 | 3,48 |
| 85 | 67 | 4,0 | 10 | 17,8 | 14,3 | 5,71 | 42,89 | 2,74 | 24,07 | 2,05 | 56,01 | 3,13 | 10,95 | 1,38 | 0,64 | 82,40 | 2,62 | 40,30 | 1,69 | 4,49 |
| 90 | 70 | 4,0 | 10 | 19,0 | 14,0 | 6,03 | 50,97 | 2,91 | 27,70 | 2,14 | 65,86 | 3,30 | 12,81 | 1,46 | 0,63 | 97,36 | 2,77 | 45,94 | 1,74 | 4,74 |
| 110 | 90 | 5,0 | 10 | 19,0 | 15,0 | 9,48 | 118,85 | 3,54 | 72,96 | 2,77 | 58,73 | 4,09 | 33,08 | 1,87 | 0,68 | 221,95 | 3,30 | 121,56 | 2,27 | 7,44 |
| 115 | 65 | 5,0 | 10 | 20,0 | 10,0 | S,48 | 119,02 | 3,75 | 29,47 | 1,86 | 132,06 | 3,95 | 16,38 | 1,39 | 0,35 | 254,02 | 3,99 | 46,33 | 1,41 | 6,66 |
| 147 | 125 | 8,0 | 20 | 14,9 | 12,1 | 20,30 | 448,55 | 4,70 | 302,59 | 3,86 | 924,05 | 5,54 | 523,53 | 2,50 | 0,74 | 623,81 | 10,26 | 127,32 | 3,30 | 15,93 |
| 152 | 100 | 5,5 | 12 | 24,4 | 15,0 | 13,21 | 324,94 | 4,96 | 117,37 | 2,98 | 380,54 | 5,37 | 161,76 | 2,16 | 0,47 | 644,40 | 4,92 | 184,19 | 2,25 | 10,37 |
| 155 | 100 | 6,0 | 14 | 22,5 | 13,3 | 14,50 | 370,31 | 5,05 | 127,51 | 2,97 | 430,78 | 5,45 | 67,04 | 2,15 | 0,45 | 745,53 | 5,09 | 201,16 | 2,25 | 11,38 |
Примечанияк таблицам 1и 2
1Площадь поперечного сечения и справочные значения величин вычислены по номинальным размерам. Плотность стали - 7,85г/см\
2Радиусы кривизны контролируют при расточке валков и обеспечивают технологией изготовления.
3По согласованию изготовителя и потребителя уголки из углеродистой кипящей стали изготовляют с радиусами кривизны в соответствии с таблицей 2.
Таблица 3
В миллиметрах
| Предельное отклонение | ||||
| Ширина полки | Точность профилирования | |||
| высокая при толщине | повышенная | обычная | ||
| до 2,5 | свыше 2.5 | |||
| До 50включ. | ± 0,75 | ± 1,00 | ± 1,25 | ± 1,50 |
| Св. 50» 100 » | ± 1,00 | ± 1,25 | ± 1,50 | ± 2,00 |
| » 100 » 150 » | ± 1,25 | ± 1,50 | ± 2,00 | ± 2,50 |
| » 150 | ± 1,50 | ± 1,75 | ± 2,50 | ± 3,00 |
6 Предельные отклонения угла 90° не должны превышать:
± 1° 30' - для уголков с шириной полки до 80 мм;
1° - для уголков с шириной полки свыше 80 мм.
7 Уголки изготовляют длиной от 3 до 12 м:
мерной длины;
мерной длины с немерной в количестве не более 7 % массы партии;
кратной мерной длины;
кратной мерной длины с немерной в количестве не более 7 % массы партии;
немерной длины.
8 Предельные отклонения по длине уголков мерной и кратной мерной длины не должны превышать указанных в таблице 4.
Таблица 4
| Предельное отклонение, мм | ||
| Длина L,м | Точность порезки | |
| высокая | обычная | |
| До 6включ. | + 30 | + 40 |
| Св. 6 » 7 » | + 40 | + 80 |
| » 7 | +(40 + 5 (L - 7)) | + 80 |
9 Скручивание уголков вокруг продольной оси не должно превышать значения произведения 1° на длину в метрах и не может быть более 10°.
10 Кривизна уголков не должна превышать 0,1 % длины.
11 Волнистость полок уголков не должна превышать 2 мм на 1 м.
12 Определение размеров поперечного сечения, а также скручивания, кривизны, отклонения угла 90° и волнистости полок уголков проводят на расстоянии от торцов при точности профилирования, мм, не менее:
100 - высокой;
150 - повышенной;
300 - обычной.
__________________________________________________________________________
Ключевые слова: уголки стальные, поперечное сечение, размеры, точность, предельные отклонения
studfiles.net
Сортамент уголки гнутые неравнополочные
Вернуться на страницу «Уголок металлический»
Уголки гнутые неравнополочные
из стали с временным сопротивлением разрыву
не более 460 Н/мм 2 (47 кгс/мм2)
ГОСТ 19772-93
В — ширина большей полки; b — ширина меньшей полки;
S — толщина полки; R — радиус кривизны;
I — момент инерции; i — радиус инерции;
xo , у o — расстояние от центра тяжести до наружных поверхностей полок;
F — площадь поперечного сечения;
n1=(B-S-R)/S — отношение расчетного свеса большей полки к толщине профиля;
n1=(B-S-r)/S — отношение расчетного свеса меньшей полки к толщине профиля.
| B | b | S | R , не более | n1 | n2 | F, см2 | Справочные значения величин для осей | Масса 1 м, кг | ||||||||||||
| x — х | y — y | xo — xo | yо — yо | x1 – x1 | y1 – y1 | |||||||||||||||
| мм | Ix, см4 | ix , см | Iу, см4 | iу , см | Ixo, см4 | ixo , см4 | Iyo, см4 | iyo , см4 | tg a | Ix1 , см4 | у o, см | Iу1, см4 | хo , см | |||||||
| 32 | 25 | 2,0 | 3 | 13,5 | 10,0 | 1,06 | 1,12 | 1,02 | 0,61 | 0,76 | 1,44 | 1,16 | 0,28 | 0,52 | 0,62 | 2,19 | 1,00 | 1,05 | 0,64 | 0,84 |
| 32 | 25 | 2,5 | 3 | 10,6 | 7,8 | 1,32 | 1,35 | 1,01 | 0,73 | 0,75 | 1,75 | 1,16 | 0,34 | 0,51 | 0,63 | 2,74 | 1,02 | 1,31 | 0,66 | 1,03 |
| 50 | 35 | 3,2 | 5 | 13,0 | 8,4 | 2,53 | 6,52 | 1,61 | 2,72 | 1,04 | 7,89 | 1,77 | 1,35 | 0,73 | 0,51 | 13,37 | 1,65 | 4,63 | 0,87 | 1,98 |
| 60 | 40 | 3,0 | 4 | 17,7 | 11,0 | 2,84 | 10,73 | 1,94 | 3,97 | 1,1,8 | 12,61 | 2,11 | 2,09 | 0,86 | 0,47 | 24,63 | 1,96 | 6,45 | 0,93 | 2,23 |
| 70 | 50 | 4,0 | 6 | 15,0 | 10,0 | 4,50 | 22,90 | 2,25 | 10,04 | 1,49 | 27,94 | 2,49 | 5,01 | 1,05 | 0,53 | 45,84 | 2,26 | 16,81 | 1,23 | 3,53 |
| 80 | 63 | 4,0 | 6 | 17,5 | 13,2 | 5,42 | 35,95, | 2,57 | 20,06 | 1,92 | 46,52 | 2,93 | 9,48 | 1,32 | 0,63 | 68,40 | 2,45 | 33,51 | 1,57 | 4,26 |
| 85 | 35 | 4,0 | 6 | 18,7 | 4,2 | 4,50 | 34,02 | 2,75 | 3,77 | 0,92 | 35,44 | 2,81 | 2,36 | 0,72 | 0,22 | 81,95 | 3,26 | 5,89 | 0,69 | 3,53 |
| 90 | 70 | 4,0 | 6 | 20,0 | 15,0 | 6,10 | 51,53 | 2,90 | 27,92 | 2,14 | 66,03 | 3,29 | 13,42 | 1,48 | 0,62 | 97,34 | 2,74 | 45,92 | 1,72 | 4,79 |
| 100 | 65 | 4,0 | 6 | 22,5 | 13,8 | 6,30 | 66,91 | 3,26 | 23,36 | 1,93 | 77,72 | 3,51 | 12,56 | 1,41 | 0,44 | 133,47 | 3,25 | 36,83 | 1,46 | 4,95 |
| 105 | 100 | 3,0 | 4 | 32,7 | 31,0 | 5,98 | 67,66 | 3,36 | 60,12 | 3,17 | 103,23 | 4,16 | 24,55 | 2,03 | 0,19 | 115,85 | 2,84 | 100,09 | 2,59 | 4:69 |
| 115 | 65 | 5,0 | 7 | 20,6 | 10,6 | 845 | 120,07 | 3,75 | 29,60 | 1,86 | 132,79 | 3,94 | 16,88 | 1,41 | 0,35 | 253,74 | 3,95 | 46,24 | 1,39 | 6,71 |
| 120 | 100 | 8,0 | 12 | 12,5 | 10,0 | 16,41 | 239,47 | 3,82 | 153,18 | 3,05 | 205,56 | 4,52 | 30,59 | 1,75 | 0,41 | 366,95 | 4,30 | 86,01 | 1,75 | 7,89 |
| 180 | 140 | 6,0 | 9 | 27,5 | 20,8 | 18,53 | 632,17 | 5,84 | 343,25 | 4,30 | 808,01 | 6,60 | 167,41 | 3,01 | 0,62 | 1167,38 | 5,37 | 550,07 | 3,34 | 14,55 |
Смотрите также сортамент:
Для уголков из стали с временное сопротивление разрыву более 460 Н/мм2
saitinpro.ru
/ Справочник металлопроката / Характеристики металлопроката /Уголок стальной гнутый неравнополочный (ГОСТ 19772-93)Уголки стальные гнутые неравнополочные изготавливаются на трубных станах из качественной конструкционной стали.Обозначения: В- ширина большей полки; b- ширина меньшей полки; S- толщина полки. Масса уголка гнутого неравнополочного (ГОСТ 19772-93)
Радиусы кривизны уголка контролируют при расточке валков и обеспечивают технологией изготовления. Уголок стальной горячекатаный и квадрат горячекатаный относятся к разряду сортового проката и изготавливаются согласно техническим условиям по ГОСТ 535-88 . Химический состав марок стали, используемых для изготовления уголка и квадрата соответствует ГОСТ 380-94 (Ст0 - Ст3 всех степеней раскисления). Горячекатаный уголок подразделяется на равнополочный и неравнополочный уголок. Сортамент горячекатаного уголка соответствует: По точности прокатки уголок изготовляют:
Сортамент квадрата горячекатаного соответствует ГОСТ 2591-88 . Горячекатаный квадрат поставляется с размером сторон от 6 до 200мм мерной и немерной длины от 2 до 12м. | ||||
www.spk.ru
Уголок гнутый неравнополочный - справочник, характеристики металлопроката
| Размеры | Масса 1м, кг | Метров в тонне | ||
| B | b | S | ||
| 32 | 25 | 2,0 | 0,84 | 1190,5 |
| 32 | 25 | 2,5 | 1,03 | 970,9 |
| 40 | 25 | 2,5 | 1,16 | 862,1 |
| 50 | 35 | 3,2 | 1,98 | 505,1 |
| 60 | 40 | 3,0 | 2,23 | 448,4 |
| 70 | 50 | 4,0 | 3,48 | 287,4 |
| 70 | 50 | 4,0 | 3,53 | 283,3 |
| 80 | 63 | 4,0 | 4,26 | 234,7 |
| 85 | 35 | 4,0 | 3,53 | 283,3 |
| 85 | 67 | 4,0 | 4,49 | 222,7 |
| 90 | 70 | 4,0 | 4,74 | 211,0 |
| 90 | 70 | 4,0 | 4,79 | 208,8 |
| 100 | 65 | 4,0 | 4,95 | 202,0 |
| 105 | 100 | 3,0 | 4,69 | 213,2 |
| 115 | 65 | 5,0 | 6,66 | 150,2 |
| 115 | 65 | 5,0 | 6,71 | 149,0 |
| 120 | 100 | 8,0 | 7,89 | 126,7 |
| 147 | 125 | 8,0 | 15,93 | 62,8 |
| 152 | 100 | 5,5 | 10,37 | 96,4 |
| 155 | 100 | 6,0 | 11,38 | 87,9 |
| 180 | 140 | 6,0 | 14,55 | 68,7 |
Радиусы кривизны уголка контролируют при расточке валков и обеспечивают технологией изготовления.
Уголок стальной горячекатаный и квадрат горячекатаный относятся к разряду сортового проката и изготавливаются согласно техническим условиям по ГОСТ 535-88 .
Химический состав марок стали, используемых для изготовления уголка и квадрата соответствует ГОСТ 380-94 (Ст0 - Ст3 всех степеней раскисления).
Горячекатаный уголок подразделяется на равнополочный и неравнополочный уголок.
Сортамент горячекатаного уголка соответствует:
По точности прокатки уголок изготовляют:
- А - высокой точности;
- Б - обычной точности.
Сортамент квадрата горячекатаного соответствует ГОСТ 2591-88 .
Горячекатаный квадрат поставляется с размером сторон от 6 до 200мм мерной и немерной длины от 2 до 12м.
www.scmetal.ru
ГОСТ 19772-93 Уголки стальные гнутые неравнополочные. Сортамент
Текст ГОСТ 19772-93 Уголки стальные гнутые неравнополочные. Сортамент
БЗ 8-96
ГОСТ 19772-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛКИ СТАЛЬНЫЕ ГНУТЫЕ НЕРАВНОПОЛОЧНЫЕ
СОРТАМЕНТ
Издание официальное
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Украинским научно-исследовательским институтом металлов
ВНЕСЕН Госстандартом Украины
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 3—93 от 17 февраля 1993 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Республика Армения |
Арм госстандарт |
|
Республика Белоруссия |
Белстандарт |
|
Республика Казахстан |
Казглавстандарт |
|
Республика Молдова |
М ол довастандарт |
|
Российская Федерация |
Госстандарт России |
|
Туркменистан |
Туркменглавгосинспекция |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 19 июня 1996 г. № 381 межгосударственный стандарт ГОСТ 19772—93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ГОСТ 19772-74
© И ПК Издательство стандартов, 1997
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания на территории Российской Федерации без разрешения Госстандарта России
П
ГОСТ 19772-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛКИ СТАЛЬНЫЕ ГНУТЫЕ НЕРАВНОПОЛОЧНЫЕ
Сортамент
Roll-formed steel unequal leg angles. Dimensions
Дата введения 1997—01—01
1 Настоящий стандарт распространяется на уголки стальные гнутые неравнополочные, изготавливаемые на профилегибочных агрегатах из холоднокатаного и горячекатаного листового проката из углеродистой стали обыкновенного качества, углеродистой качественной конструкционной и низколегированной.
2 По точности профилирования уголки изготовляют:
А — высокой точности;
Б — повышенной точности;
В — обычной точности.
3 Поперечное сечение неравнополочных уголков должно соответствовать указанному на рисунке 1.
Обозначения к рисунку 1 и таблицам 1 и 2
В — ширина большей полки;
Ь — ширина меньшей полки;
S — толщина полки;
R — радиус кривизны;
I — момент инерции;
/ — радиус инерции;
*о> Уо — расстояние от центра тяжести до наружных поверхностей полок;
F— площадь поперечного сечения;
Издание официальное
Y. Y
В — S—R
n{ _ —-— — отношение расчетного свеса большей полки к толщине профиля;
п2 - —=— — отношение рас
четного свеса меньшей полки к толщине профиля.
4 Размеры, площадь поперечного сечения, справочные значения для осей и масса 1 м уголков должны соответствовать:
для уголков из углеродистой кипящей и полуспокойной стали обыкновенного качества, углеродистой качественной стали с временным сопротивлением разрыву не более 460 Н/мм2 (47 кгс/мм2) — приведенным в таблице 1;
для уголков из углеродистой полуспокойной и спокойной стали обыкновенного качества, углеродистой качественной стали с временным сопротивлением разрыву более 460 Н/мм2 (47 кгс/мм2) и низколегированной — приведенным в таблице 2.
5 Предельные отклонения по ширине полок должны соответствовать указанным в таблице 3.
6 Предельные отклонения угла 90° не должны превышать:
± Г30' — для уголков с шириной полки до 80 мм;
± Г — для уголков с шириной полки свыше 80 мм.
7 Уголки изготовляют длиной от 3 до 12 м:
мерной длины;
мерной длины с немерной в количестве не более 7 % массы партии;
кратной мерной длины;
кратной мерной длины с немерной в количестве не более 7 % массы партии;
немерной длины.
Таблица 1
|
В |
Ь |
S |
* не бо лее |
л1 |
h |
CMZ |
Справочные значения величин для осей |
Масса 1 м, кг | ||||||||||||
|
мм |
X- |
-X |
Н |
и |
"г |
-Х| |
h-h | |||||||||||||
|
см4 |
см |
/(, см4 |
V см |
/„ 1 см4 |
0 см4 |
см4 |
‘г '0 см4 |
tga |
1 см4 |
* см |
V см4 |
h см | ||||||||
|
32 |
25 |
2,0 |
3 |
13,5 |
10,0 |
1,06 |
1,12 |
1,02 |
0,61 |
0,76 |
1,44 |
1,16 |
0,28 |
0,52 |
0,62 |
2,19 |
1,00 |
1,05 |
0,64 |
0,84 |
|
2,5 |
3 |
10,6 |
7,8 |
132 |
1,35 |
1,01 |
0,73 |
0,75 |
1,75 |
1,16 |
0,34 |
0,51 |
0,63 |
2,74 |
1,02 |
1,31 |
0,66 |
1,0) | ||
|
50 |
35 |
3,2 |
5 |
13,0 |
М |
233 |
6,52 |
1,61 |
2,72 |
1,04 |
7,89 |
1,77 |
1,35 |
0,73 |
0,51 |
13,37 |
1,65 |
4,63 |
0,87 |
1,98 |
|
60 |
40 |
3,0 |
4 |
17,7 |
11,0 |
2,84 |
10,73 |
1,94 |
3,97 |
1,18 |
12,61 |
2,11 |
2,09 |
0,86 |
0,47 |
24,63 |
1,96 |
6,45 |
0,93 |
!,!) |
|
п |
50 |
4,0 |
6 |
15,0 |
10,0 |
430 |
22,90 |
2,25 |
10,04 |
1,49 |
27,94 |
2,49 |
5,01 |
1,05 |
0,53 |
45,84 |
2,26 |
16,81 |
1,23 |
3,53 |
|
so |
63 |
4,0 |
6 |
17,5 |
13,2 |
5,42 |
35,95 |
2,57 |
20,06 |
1,92 |
46,52 |
2,93 |
9,48 |
1,32 |
0,63 |
68,40 |
2,45 |
33,51 |
1,57 |
4,26 |
|
85 |
35 |
4,0 |
6 |
18,7 |
4,2 |
430 |
34,02 |
2,75 |
3,77 |
0,92 |
35,44 |
2,81 |
2,36 |
0,72 |
0,22 |
81,95 |
3,26 |
5,89 |
0,69 |
3,53 |
|
90 |
70 |
4,0 |
6 |
20,0 |
15,0 |
6,10 |
51,53 |
2,90 |
27,92 |
2,14 |
66,03 |
3,29 |
13,42 |
1,48 |
0,62 |
97,34 |
2,74 |
45,92 |
1,72 |
4,79 |
|
100 |
65 |
4,0 |
6 |
22,5 |
13,8 |
630 |
66,91 |
3,26 |
23,36 |
1,93 |
77,72 |
3,51 |
12,56 |
1,41 |
0,44 |
IJ3.47 |
3,25 |
36,83 |
1,46 |
4,9) |
|
105 |
100 |
3,0 |
4 |
32,7 |
31,0 |
5,98 |
67,66 |
3,36 |
60,12 |
3,17 |
103,23 |
4,16 |
24,55 |
2,03 |
0,19 |
115,85 |
2,84 |
100,09 |
2,59 |
4,69 |
|
115 |
65 |
5,0 |
7 |
20,6 |
10,6 |
835 |
1 120,07 1 3,75 |
29,60 |
1,86 |
132,79 |
3,94 |
16,88 |
1,41 |
0,35 |
253,74 |
3,95 |
46,24 |
1,39 |
6,71 | |
|
120 |
100 |
8,0 |
12 |
12,5 |
10,0 |
16,41 да 3,8! |
153,18 |
3,05 |
205,56 |
4,52 |
30,59 |
1,75 |
0,41 |
366,95 |
4,30 |
86,01 |
1,75 |
7,89 | ||
|
180 |
140 |
6,0 |
9 |
27,5 |
20,8 |
18,53 |
632,17 |
5,84 343,25 1 |
4,30 _1 |
808,01 __ |
6,60 |
167,41 |
3,01 . - |
0,62 |
1167,38 |
5,37 |
550,07 |
3,34 |
14,55 | |
ч
О
О
н
N
ев
* Таблица 2
|
В |
Ь |
S |
i не бо лее |
Я1 |
h |
F, |
Справочные значения величин для осей |
Масса 1 м, | ||||||||||||
|
1М |
X- |
~х |
у-у |
V |
-•ч |
п |
V |
‘•'I |
кг | |||||||||||
|
мм |
см4 |
V см |
/(, см4 |
V см |
'и см4 |
'll см4 |
•'и см4 |
'у 'о см |
tga |
'v см4 |
V CM |
см4 |
■v см | |||||||
|
40 |
25 |
2,5 |
6 |
12,6 |
6,6 |
1,48 |
2,46 |
1,29 |
0,78 |
0,72 |
2,85 |
1,38 |
0,39 |
0,51 |
0,43 |
5,85 |
1,39 |
1,32 |
0,60 |
1,16 |
|
70 |
50 |
4,0 |
10 |
14,0 |
9,0 |
4,43 |
22,52 |
2,25 |
9,93 |
1,50 |
27,77 |
2,50 |
4,68 |
1,03 |
0,54 |
45,85 |
2,29 |
16,83 |
1,25 |
3,48 |
|
85 |
67 |
4,0 |
10 |
17,8 |
14,3 |
5,71 |
42,89 |
2,74 |
24,07 |
2,05 |
56,01 |
3,13 |
10,95 |
1,38 |
0,64 |
82,40 |
2,62 |
40,30 |
1,69 |
4,49 |
|
90 |
70 |
4,0 |
10 |
19,0 |
14,0 |
6,03 |
50,97 |
2,91 |
27,70 |
2,14 |
65,86 |
3,30 |
12,81 |
1,46 |
0,63 |
97,36 |
2,77 |
45,94 |
1,74 |
4,74 |
|
110 |
90 |
5,0 |
10 |
19,0 |
15,0 |
9,48 |
118,85 |
3,54 |
Щ |
2,77 |
58,73 |
4,09 |
33,08 |
1,87 |
0,68 |
221,95 |
3,30 |
121,56 |
2,27 |
7,44 |
|
115 |
65 |
5,0 |
10 |
20,0 |
10,0 |
8,48 |
119,02 |
3,75 |
29,47 |
1,86 |
132,06 |
3,95 |
16,38 |
1,39 |
0,35 |
254.02 |
3,99 |
46,33 |
1,41 |
6,66 |
|
147 |
125 |
8,0 |
20 |
14,9 |
12,1 |
20,30 |
448,55 |
4,70 |
302,59 |
3,86 |
924,05 |
5,54 |
523,53 |
2,50 |
0,74 |
623,81 |
10,26 |
127,32 |
3,30 |
15,93 |
|
152 |
100 |
5,5 |
12 |
24,4 |
15,0 |
13,21 |
324,94 |
4,96 |
117,37 |
2,98 |
380,54 |
5,37 |
161,76 |
2,16 |
0,47 |
644,40 |
4,92 |
184,19 |
2,25 |
10,37 |
|
155 |
100 |
6,0 |
14 |
22,5 |
13,3 |
14,50 |
370,31 |
5,05 |
127,51 |
2,97 |
430,78 |
5,45 |
67,04 |
2,15 |
0,45 |
745,53 |
5,09 |
201,16 |
2,25 |
11,38 |
Примечания к таблицам 1 и 2
1 Площадь поперечного сечения и справочные значения величин вычислены по номинальным размерам. Плотность стали - 7,85 г/см3.
2 Радиусы кривизны контролируют при расточке валков и обеспечивают технологией изготовления.
3 По согласованию изготовителя и потребителя уголки из углеродистой кипящей стали изготовляют с радиусами кривизны в соответствии с таблицей 2,
ГОСТ 19772-93
Таблица 3
В миллиметрах
|
Ширина полки |
Предельное отклонение | |||
|
Точность профилирования | ||||
|
высокая при толщине |
повышен ная |
обычная | ||
|
до 2,5 |
свыше 2,5 | |||
|
До 50 включ. |
±0,75 |
± 1,00 |
± 1,25 |
± 1,50 |
|
Св. 50 » 100 » |
± 1,00 |
+ 1,25 |
± 1,50 |
+ 2,00 |
|
» 100 » 150 » |
± 1,25 |
± 1,50 |
±2,00 |
± 2,50 |
|
*> 150 |
± 1,50 |
± 1,75 |
+ 2,50 |
±3,00 |
8 Предельные отклонения по длине уголков мерной и кратной мерной длины не должны превышать указанных в таблице 4.
Таблица 4
|
Длина L, м |
Предельное отклонение, мм | |
|
Точность порезки | ||
|
высокая |
обычная | |
|
До 6 включ. |
+30 |
+40 |
|
Св. 6 » 7 » |
+40 |
+80 |
|
» 7 |
+(40 + 5 (L- 7)) |
+80 |
9 Скручивание уголков вокруг продольной оси не должно превышать значения произведения Г на длину в метрах и не может быть более 10е.
10 Кривизна уголков не должна превышать 0,1 % длины.
11 Волнистость полок уголков не должна превышать 2 мм на 1 м.
12 Определение размеров поперечного сечения, а также скручивания, кривизны, отклонения угла 90е и волнистости полок уголков проводят на расстоянии от торцов при точности профилирования, мм, не менее:
100 — высокой;
150 — повышенной; 300 — обычной.
УДК 669.14-423.2:006.354 ОКС 77.140.70 В22 ОКП 11 2000
Ключевые слова: уголки стальные, поперечное сечение, размеры, точность, предельные отклонения
Редактор Г./7. Шаишна Технический редактор В.Н. Прусакова Корректор В. И. Кануркина Компьютерная верстка С. В. Рябовой
Изд. лиц. № 021007 от 10.08.95. Сдано в набор 03.03.97. Подписано в печать 24.03.97. Усл.печл 0,47 Уч.-изд.л. 0,40. Тираж 607 экз. С316. Зак. 229.
ИПК Издательство стандартов 107076, Москва, Колодезный пер., 14.
Набрано в Издательстве на ПЭВМ
Филиал ИПК Издательство стандартов — тип. “Московский печатник”
Москва, Лялин пер., 6,
allgosts.ru