Содержание
Сварка арматуры: обзор способов и оборудования
0
На сумму:
0 р.
Сварка арматуры затруднительна не только для новичков, но даже бывалых сварщиков. Когда я уже был дипломированным специалистом и несколько лет работал по специальности, мне нужно было соединить два прутка арматуры диаметром 16 мм продольным швом длиной 10 см, выполнив его с двух сторон. Я использовал обычный инвертор и покрытые электроды «четверку». Каково же было мое удивление, когда, отбив шлак, стык оказался не проварен. Возможно, с таким сталкивались или столкнетесь и вы. Скругленная форма боковых сторон прутка, наличие выступов и большое сечение значительно затрудняют выполнение таких соединений. В этой статье я рассмотрю виды сварки арматуры и оптимальное оборудование для каждого способа.
Пять способов сварки арматуры
Начну с обоснования. Виды и характеристики самой арматуры прописаны в ГОСТ 34028-2016, содержащем технические условия для арматурного и железобетонного проката. Механические свойства полученных соединений после сварки должны соответствовать ГОСТ 10922-90. Сами способы сварки арматуры и виды стыков изначально были расписаны в ГОСТ 14098-91, а сейчас в пришедшем ему на смену 14098-2014.
В документе указаны варианты соединения арматуры сваркой, которые бывают: встык торцами, внахлест, Т-образные или продольные. Для этого применяют один из пяти способов:
- Электродуговая ручная сварка;
- Ванная круглым стержневым электродом;
- Ванная электрошлаковая под флюсом;
- Точечная сварка;
- Машинная стыковая.
Особенности и применение каждого способа сварки арматуры
Перейдем к деталям каждого метода сварки арматуры, которая оказывается более капризной при соединении, чем кажется до начала работы.
Электродуговая ручная сварка
Самый простой вид сварки арматуры покрытыми электродами. Удобен для создания любого типа соединения и накладки шва в разных пространственных положениях. Минимальные затраты по себестоимости. Используется на стройках, в мастерских, при ремонте промышленной техники и станков. Не требует дорогостоящего оборудования.
Но этот вид подойдет только для неответственных соединений, на которые не будет оказываться высокая нагрузка. Еще качество сварки во многом зависит от опытности сварщика. Как я упоминал в начале, мой первый стык был полон непроваров — шлак просто вытеснил металл из центра шва. Оптимальный диаметр арматуры при таком методе составляет до 20 мм.
Оборудование для электродуговой ручной сварки
Здесь используются самые простые инверторы для ручной дуговой сварки. Рекомендую следующие аппараты с оптимальными характеристиками:
Рекомендую следующие аппараты с оптимальными характеристиками:
- ПТК Мастер ARC 180 D18 — инвертор со сварочным током 20-180 А. Один из самых доступных по цене.
- ТОР Торус-200Д Классик — модель с силой тока 30-200 А. Выпускается в РФ — никакого Китая, очень надежная.
- Сварог PRO ARC 180 (Z208S) — полупрофессиональная версия с регулировкой 10-180 А. Уверенно вариант «четверкой», весит всего 4.7 кг.
- Сварог TECH ARC 250 (Z285) — инвертор для сварки арматуры с подключением к 380 В. Много полезных функций, варит электродами диаметром до 5 мм, а максимальная сила тока — 250 А.
- EWM Pico 180 — сварочный аппарат изготавливается в Европе. Очень прочный корпус и выносливая электроника для суровых монтажных условий.
- ПТК Rilon MMA 315 G — трехфазный аппарат с диапазоном тока 40-315 А.
 Дешево и сердито.
Дешево и сердито.
- Foxweld ВД-306И — это хит промышленного использования. Есть «Горячий старт», «Антиприлипание», «Форсаж». Силу тока 20-315 А можно регулировать как на панели, так и дистанционно через пульт.
- BRIMA ARC 400-1 — сварочный аппарат для сварки арматуры с повышенной мощностью за сравнительно скромную цену. Максимальная сила тока — 400 А, а значит проплавит даже сечение 60 мм.
- Сварог REAL ARC 500 (Z316) — сварочный гигант за относительно небольшие деньги — варит с силой тока 500 А. Подойдет для прутков арматуры 80-100 мм и электрода «шестерки».
- EWM Pico 300 cel — аппарат европейской сборки с трехфазным подключением. Чрезвычайно легкий для своей категории — 16.5 кг, но уверенно варит в любых эксплуатационных условиях.
Обзоры и практика применения оборудования,
инсайды производителей, новости!Читайте бесплатно эксклюзивные материалы нашего блога.
Знания в 2021 году самый ценный из ресурсов!
Электрошлаковая сварка
Метод аналогичен вышеописанному, но сверху формочка засыпается флюсом. Электрод поджигается и выдерживается немного времени для образования лужицы жидкого металла на дне ванночки. Затем его опускают полностью во флюс. Гранулы плавятся от температуры и выделяют дополнительный газ, лучше защищающий жидкий металл от включения внешних газов.
Сварка арматуры флюсом применяется при сборке массивных каркасов и подходит для вертикальных и горизонтальных соединений.
Оборудование для электрошлаковой сварки арматуры
Технология предусматривает заполнение формочки флюсом для более качественного провара. Оборудование для сварки арматуры под флюсом используется примерно такое же, как и при ванном методе.
Лучшими инверторами, я считаю, такие:- Форсаж-315М — простой и надежный, выпускается в России, рассчитан на эксплуатацию на улице при температуре до -30 градусов.
- ПТК Rilon MMA 400 G — один из самых бюджетных, способный выдавать 400 А. При возбуждении дуги понижает напряжение до 24 В, повышая безопасность сварщика.
- Foxweld ВД-400И — хит продаж, очень выносливый, с повышенной защитой от пыли и влаги для суровых строительных условий.
- Сварог ARC 630 (J21) — инвертор для сварки арматуры под флюсом с силой тока 630 А. Проплавит любое сечение, а цена ниже аналогов.
- EWM Pico 350 cel puls — варит чисто и без брызгов, не оставляет кратеров. Легкий и удобный для переноски на плече. Идеален для стройки и частых перемещений сварщика. Советую его для самых ответственных стыков.
Точечная сварка
Точечная сварка арматуры происходит за счет преобразования кинетической энергии тока в тепловую, которая плавит стороны, соединяя их между собой.
Не требуется никаких присадочных материалов. Прутки сжимаются двумя медными электродами и пропускается ток. Сжатие происходит с помощью электро- или пневмопривода. Способ очень быстрый — до 1.2 секунды на прихватку.
Подходит для арматуры диаметром 1-10 мм. Используется в полевых условиях для возведения сетчатых конструкций или стационарно при производстве небольших ЖБИ-изделий для создания армирующего каркаса.
Оборудование для точечной сварки арматуры
Аппарат контактной сварки арматуры представляет собой медные клещи, к которым подведены плюс и минус. Сведение электродов и пропускание тока обеспечивает быстрое соединение. Оборудование различается на ручное (для работы в поле, на стройплощадке и т. д.), и стационарное (для предприятий, цехов).
Подскажу проверенные варианты для такого метода сварки арматуры:- Fubag SG 2 — ручная модель с силой сжатия 40-120 кг. Автоматически регулирует время и ток сварки. Одна из самых бюджетных.
- TECNA 7900 — аппарат для точечной сварки с регулировкой вылета плечей 125-500 мм. Изготовлен в Италии, очень надежный.
- TECNA 3321 — итальянский аппарат повышенной мощности, которым можно соединить два прутка арматуры по 10 мм каждый.
- Fubag RS 15 — стационарная машина контактной точечной сварки с жидкостным охлаждением. Усилие при сжатии клещей составляет 200 даН.
- Fubag RSV 35 — стационарный аппарат повышенной мощности с удобным управлением педалью, оставляющий руки сварщика свободными для удержания заготовки.
Машинная стыковая сварка
Схожий метод с вышеописанным, только арматура сдавливается между собой при помощи более мощных электрических, пневматических или гидравлических приводов. За счет повышенного усилия происходит более глубокое проплавление, поэтому машинная контактная сварка арматуры оборудованием соединяет прутки сечением 4-20 мм.
Технология не требует присадочных материалов. Применяется при изготовлении армирующих каркасов для крупных ЖБИ-изделий.
Оборудование для машинной контактной стыковой сварки арматуры
Это машины, которые бывают только стационарными. Оборудование высокотехнологичное и дорогое. Посоветую следующие модели:
- ЮГ-Сварка МСС-901 — трехфазная машина стыковой сварки с силой сведения электродов 1000 даН. Соединяет арматуру диаметром до 8 мм.
- ЮГ-Сварка МСС 1902 Н — небольшой станок для сварки прутков диаметром 12 мм. Если толщина арматуры будет 3 мм, то за час можно выполнить 200 стыков.
- ЮГ-Сварка МСО-201 — простая и компактная стационарная версия для соединения арматуры сечением 1000 мм².
- ЮГ-Сварка МСО 606 НГ — Проплавляет арматуру сечением 500-2000 мм². Использует предварительный подогрев для лучшего последующего перемешивания металлов.
- ЮГ-Сварка МСО 011 Н — соединяет круглый прокат сечением до 4000 мм². Машина способна за час выполнить 80 стыков арматуры диаметром 20 мм.
В зависимости от выбранного способа соединения подбирается соответствующее оборудование для сварки арматуры, а от его качества зависит надежность соединений и последующая целостность конструкций. Рекомендую выбирать аппараты и машины проверенных брендов, о которых есть достаточно отзывов. Если нужна помощь в подборе оборудования для конкретного метода и задач, то я с коллегами всегда готов помочь.
Сергей Шевцов
Сварщик и специалист демо-зала
Ванная сварка
Суть метода — соединение арматуры сваркой при помощи электрода, где два торца прутков размещены в полукруглой форме. Между краями арматуры выдерживается зазор 10-20 мм для затекания жидкого металла. Еще 2-3 мм отступа дают по бокам внутри формы. В результате металл затекает со всех сторон, обеспечивая цельное и массивное соединение.
Еще 2-3 мм отступа дают по бокам внутри формы. В результате металл затекает со всех сторон, обеспечивая цельное и массивное соединение.
Формочка может быть стальной — тогда она приваривается к арматуре, или медной — многоразовой. Метод подходит для соединения арматуры встык. Диаметр прутка может быть от 20 до 100 мм. Шов отлично переносит вибрации и динамические нагрузки. Применяется стыковая сварка арматуры в строительстве зданий по каркасно-монолитной технологии.
Оборудование для ванной сварки арматуры
Для реализации понадобятся стальные или медные накладки. Последние — многоразовые, но они стоят дороже. Аппарат для сварки арматуры нужен более мощный, поскольку приходится проплавлять толщину 20-100 мм. Рекомендую следующие модели:
 Дешево и сердито.
Дешево и сердито.

 Лучшими инверторами, я считаю, такие:
Лучшими инверторами, я считаю, такие: Не требуется никаких присадочных материалов. Прутки сжимаются двумя медными электродами и пропускается ток. Сжатие происходит с помощью электро- или пневмопривода. Способ очень быстрый — до 1.2 секунды на прихватку.
Не требуется никаких присадочных материалов. Прутки сжимаются двумя медными электродами и пропускается ток. Сжатие происходит с помощью электро- или пневмопривода. Способ очень быстрый — до 1.2 секунды на прихватку. Подскажу проверенные варианты для такого метода сварки арматуры:
Подскажу проверенные варианты для такого метода сварки арматуры:

Спасибо за подписку!
Сварка арматуры
Стальная арматура сегодня широко используется для изготовления железобетонных конструкций, возведения каркасов, выполнения различных металлических сеток и других важных изделий. Преимуществом такой арматуры является простота ее использования и отличные прочностные характеристики. Изготавливаются металлические стержни из различных сплавов, при этом они могут отличаться своими размерами, наличием ребристой поверхности и другими характеристиками. Следует учитывать, что сварка арматуры имеет свои определенные особенности, знание которых позволит выполнить такую работу максимально качественно и быстро.
Преимуществом такой арматуры является простота ее использования и отличные прочностные характеристики. Изготавливаются металлические стержни из различных сплавов, при этом они могут отличаться своими размерами, наличием ребристой поверхности и другими характеристиками. Следует учитывать, что сварка арматуры имеет свои определенные особенности, знание которых позволит выполнить такую работу максимально качественно и быстро.
Одной из особенностей такой сварки арматуры является минимальная площадь соприкосновения, а, следовательно, получаемый соединительный шов имеет небольшие размеры. Все это вынуждает использовать специальные технологии, которые позволят даже при такой небольшой площади соединения обеспечить максимальную прочность выполненной сварки.
Качественная сварка арматуры
Необходимо сказать, что сварка арматуры может выполняться как в промышленных условиях, когда к проведенной работе предъявляются повышенные требования, так и в домашних условиях. В последнем случае на полученные металлические элементы приходится не столь большая нагрузка, поэтому требования к такой сварке не слишком высоки.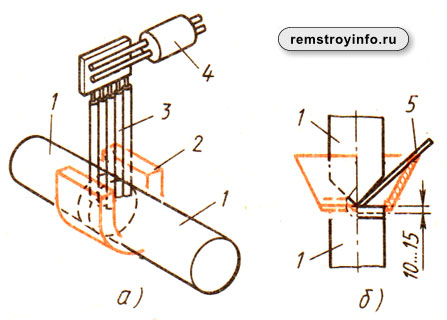 Отметим, что правильный выбор той или иной технологии и используемого оборудования позволит существенно сократить издержки на проведение данной работы, при этом качество выполненного соединения остается на высоком уровне. Сварка арматуры выполняется исключительно в соответствии требованиями, утвержденными ГОСТом 14098 2014.
Отметим, что правильный выбор той или иной технологии и используемого оборудования позволит существенно сократить издержки на проведение данной работы, при этом качество выполненного соединения остается на высоком уровне. Сварка арматуры выполняется исключительно в соответствии требованиями, утвержденными ГОСТом 14098 2014.
ГОСТы сварки арматуры и ее виды
Изготавливаются такие металлические стержни из углеродистой стали. В зависимости от конкретных особенностей изделия может использоваться несколько марок стали, что в свою очередь влияет на их показатели свариваемости. Так, например, при использовании для изготовления арматуры стали группы Б в ее составе должно быть не больше 0,25% углерода. Подобные чрезвычайно прочные металлические стержни могут использоваться для изготовления металлоконструкций.
Распространение также получила арматура марки ВСт, которая содержит повышенную концентрацию марганца. При работе с такой сталью и ее сварке необходимо использовать дополнительное раскисление.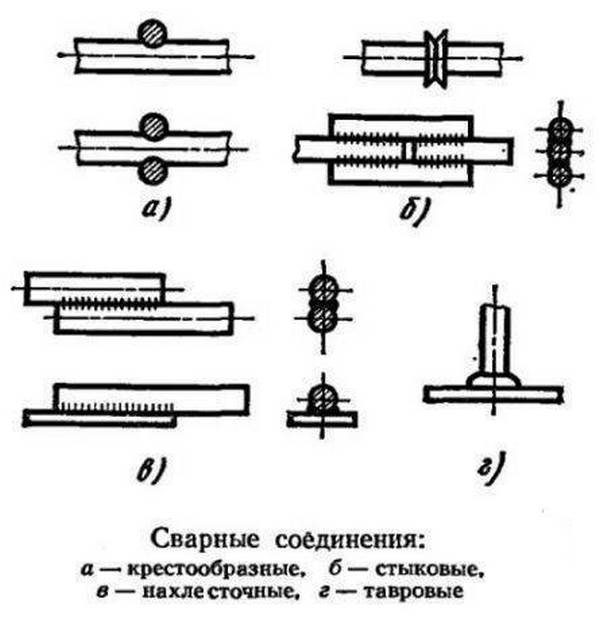 Все эти нюансы вам следует учитывать при выборе тех или иных электродов, что и позволит выполнить максимально прочное соединение металлических стержней.
Все эти нюансы вам следует учитывать при выборе тех или иных электродов, что и позволит выполнить максимально прочное соединение металлических стержней.
Сварка низколегированных стальных сплавов не представляет какой-либо сложности. В данном случае можно использовать стандартные электроды, и работать со средними показателями сварочного тока. Именно поэтому при необходимости выполнения данной работы в домашних условиях рекомендуем вам использовать арматуру, выполненную из низколегированной стали. Такой материал отличается прочностью, он устойчив к коррозии и одновременно прост в работе. Также можем порекомендовать вам при необходимости выполнения сварки в домашних условиях использовать низкоуглеродистые сорта стали. Такая арматура с легкостью сваривается, обеспечивая прочное соединение. Учитывайте, что чем больше содержится углерода в арматуре и электродах, тем больший необходимо использовать ток при выполнении данной работы.
Разновидности арматуры
В настоящее время существует несколько распространенных разновидностей арматуры, которые отличаются своим составом сплава, размерами и формой. Поговорим поподробнее о самых распространенных разновидностях таких металлических стержней.
Поговорим поподробнее о самых распространенных разновидностях таких металлических стержней.
В зависимости от технологии производства принято выделять горячекатаную стержневую и холоднокатаную проволочную арматуру. Стержневой принято считать арматуру диаметром больше 2 миллиметров и длинной менее 13 метров. Изготавливаться она может в прутках или мотках.
Для повышения прочности материала может выполняться термическое упрочнение и дополнительная термообработка. Также распространение получила технология упрочненной вытяжки, которая может использоваться с холодным материалом.
В зависимости от формы арматуры принято выделять рифленые и гладкие стержни. У рифленых имеются небольшие ребра, что позволяет обеспечить прочность материалов при их залитии бетоном.
В зависимости от способа применения можно выделить ненапрягаемую и напрягаемую разновидность.
Способы сварки арматуры
Сварка таких металлических стержней для обустройства фундамента или иных целей может выполняться различными технологиями. Каждый из таких способов сварки имеет свои определенные недостатки и преимущества. Необходимо правильно выбирать ту или иную технологию, что и позволит существенно упростить выполняемые работы и обеспечить необходимую прочность конструкции.
Каждый из таких способов сварки имеет свои определенные недостатки и преимущества. Необходимо правильно выбирать ту или иную технологию, что и позволит существенно упростить выполняемые работы и обеспечить необходимую прочность конструкции.
Контактная сварка арматуры
Контактная сварка выполняется с помощью специального оборудования, которое обеспечивает непрерывное оплавление. При таком контактном методе работы не требуется проводить дополнительную обработку стержней и торцов изделия. Во время сварки торцы зажимаются в станке, после чего на них подается ток и начинается оплавление металла стержня. Необходимо учитывать тот факт, что такой контактный метод сварки может использоваться исключительно с толстыми заготовками. Современные установки для контактной сварки отличаются повышенной мощностью, что позволяет расплавлять торцы стержней любой толщины. Шлак при этом выдавливается автоматически, а полученное соединение отличается максимальной прочностью.
Дуговая сварка арматуры
Электродуговая технология может применяться с изделиями большого диаметра.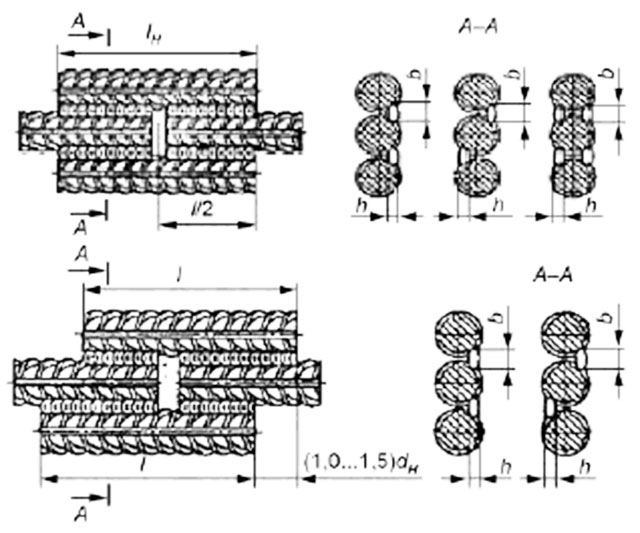 Необходимо в данном случае использовать электроды, которые по своему составу соответствуют свариваемым элементам. Также вам необходимо использовать в работе мощный трансформатор. Такая технология соединения используется при монтаже каркаса, металлоконструкций и производстве сетки.
Необходимо в данном случае использовать электроды, которые по своему составу соответствуют свариваемым элементам. Также вам необходимо использовать в работе мощный трансформатор. Такая технология соединения используется при монтаже каркаса, металлоконструкций и производстве сетки.
Сварка внахлест арматуры выполняется одним или двумя фланговыми швами. Для выполнения такой работы могут потребоваться круглые накладки. Использование таких накладок увеличивает в два раза количество фланговых швов. Для обеспечения качественного соединения длина шва в данном случае должна быть не меньше десяти диаметров стержня.
Ванная сварка арматуры
В том случае, если необходимо выполнить соединение заготовок толщиной больше 2 сантиметров используются специальные ванночки для сварки. Такие ванночки не позволяют растекаться расплавленному металлу. Сварка арматуры встык выполняется в медной съемной ванне. При этом зазор между стержнем при выполнении сварки составляет не больше 80% диаметра арматуры.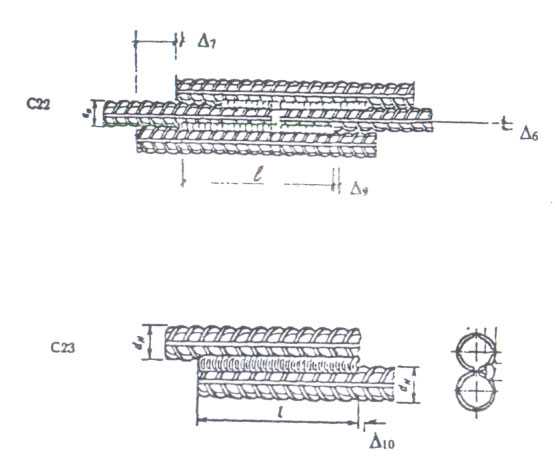 Соединение выполняется с использованием электродов, которые приближены по своему составу к основному материалу.
Соединение выполняется с использованием электродов, которые приближены по своему составу к основному материалу.
В последние годы распространение получил электрошлаковый метод, который позволяет существенно снизить расход электродов и уменьшает стоимость выполняемой работы. Стержни выкладывают в медную форму, между концами арматуры оставляется небольшой зазор. В последующем такой зазор заполняется флюсом, а для расплавления подается электрический ток. Рабочий ток расплавляет основной металл, что обеспечивает прочное соединение металлических элементов.
Выбор режима работы
Следует сказать, что качество выполненной сварки во многом зависит от того насколько правильно подобрано оборудование и его режим работы. Увеличение или уменьшение показателей сварочного тока приведет к существенному ухудшению качества соединения. Выбирать те или иные режимы сварки необходимо с учетом диаметра прутка арматуры, класса используемой стали и ряда других важных характеристик.
Технология сварки арматуры
Марка арматуры непосредственно влияет на выбор используемого оборудования для сварки и ряд других важных нюансов. Так как при сварке арматуры предполагается небольшая площадь соединения и при этом необходимо получить прочное крепление, следует использовать хорошо привариваемые сорта стали, что гарантирует их соединение на молекулярном уровне. Следует сказать, что каждая марка металла имеют свои определенные особенности работы. Так, например, в отдельном случае потребуется использование флюса или же иных других дополнительных материалов. В особенности повышенные требования предъявляются к сварке арматуры, которая используется для изготовления металлоконструкций. Следует сказать, что даже одно некачественно выполненное соединение может привести к неравномерному распределению нагрузки и повреждению всей металлоконструкции. Именно поэтому необходимо использовать качественные материалы, а в отдельных случаях для повышения жесткости приваривать дополнительные ребра, которые улучшат прочность всей металлоконструкции.
Так как при сварке арматуры предполагается небольшая площадь соединения и при этом необходимо получить прочное крепление, следует использовать хорошо привариваемые сорта стали, что гарантирует их соединение на молекулярном уровне. Следует сказать, что каждая марка металла имеют свои определенные особенности работы. Так, например, в отдельном случае потребуется использование флюса или же иных других дополнительных материалов. В особенности повышенные требования предъявляются к сварке арматуры, которая используется для изготовления металлоконструкций. Следует сказать, что даже одно некачественно выполненное соединение может привести к неравномерному распределению нагрузки и повреждению всей металлоконструкции. Именно поэтому необходимо использовать качественные материалы, а в отдельных случаях для повышения жесткости приваривать дополнительные ребра, которые улучшат прочность всей металлоконструкции.
Важно. При выполнении сварки в медной ванне зачастую сложно бывает подобрать оптимальный диаметр такой емкости.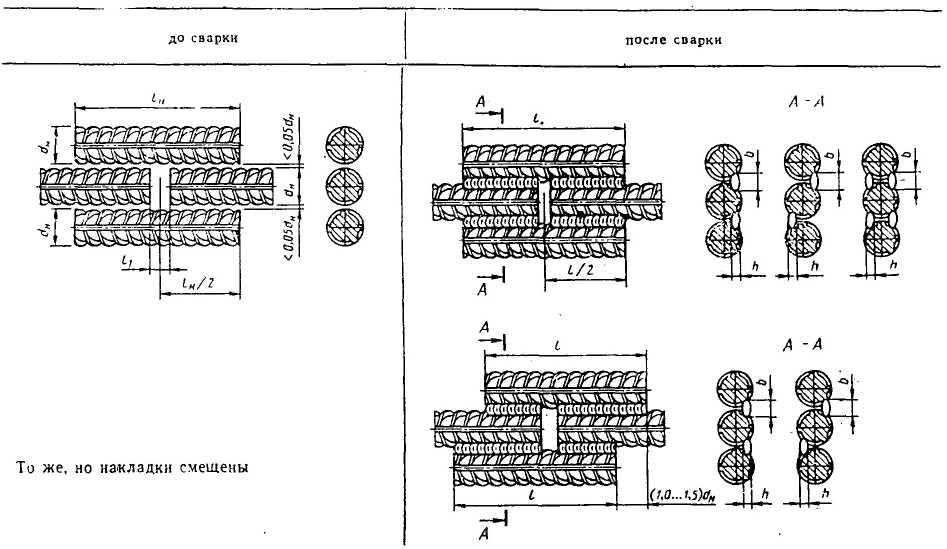 Помните о том, что нужно для сварки использовать прокладку, которая располагается внутри такой медной ванны.
Помните о том, что нужно для сварки использовать прокладку, которая располагается внутри такой медной ванны.
Проверка качества выполненного соединения
Необходимо помнить о том, что к качеству выполненного соединения арматуры предъявляются повышенные требования. Именно поэтому после завершения сварочных работ необходимо выполнить проверку качества. В данном случае следует сверить полученные размеры металлоконструкции с чертежом и проектной документацией. В данном случае используется рулетка, линейка или штангенциркуль.
Прочность соединения может проверяться различными способами. Так, например выполненная металлоконструкция должна с легкостью выдерживать падение с высоты в один метр. По выполненному изделию наносятся удары молотком или аналогичными предметами с разумной допустимой силой. В отдельных случаях проводится рентгеновское исследование швов, что позволяет определить скрытые дефекты.
Меры безопасности при соединении арматуры сваркой
Необходимо помнить об определенных правилах техники безопасности, что и позволит качественно провести данную работу. Еще на этапе подготовки необходимо подогнать, зачистить и обточить торцы металлических изделий. Сварщик в обязательном порядке должен использовать маску, защитную одежду и рукавицы. Используемое оборудование должно быть исправным и обязательно иметь заземление. В том случае, если с инвертором возникают какие-либо проблемы в процессе работы, проводить сварку таким неисправным оборудованием запрещается. Также помните о недопустимости выполнения работ при высоких показателях относительной влажности.
Еще на этапе подготовки необходимо подогнать, зачистить и обточить торцы металлических изделий. Сварщик в обязательном порядке должен использовать маску, защитную одежду и рукавицы. Используемое оборудование должно быть исправным и обязательно иметь заземление. В том случае, если с инвертором возникают какие-либо проблемы в процессе работы, проводить сварку таким неисправным оборудованием запрещается. Также помните о недопустимости выполнения работ при высоких показателях относительной влажности.
Как сваривать арматуру – Разъяснение технологии сварки арматуры в бетоне
Использование бетона в строительной отрасли широко распространено. На самом деле, бетон является наиболее часто используемым материалом для закладки фундаментов сооружений. Независимо от того, что включает в себя строительный проект, будь то возведение стен, столбов или плит перекрытия, бетон является основным строительным материалом.
Несмотря на распространенность использования бетона, он очень подвержен трещинам и создает риск разрушения конструкций. Бетон прочен на сжатие, но относительно слаб на растяжение. Это приводит к необходимости повышения прочности бетона на растяжение, чтобы сделать его более надежным и долговечным материалом для использования в строительном проекте. Это достигается за счет создания армированного бетона путем включения арматуры в бетон.
Бетон прочен на сжатие, но относительно слаб на растяжение. Это приводит к необходимости повышения прочности бетона на растяжение, чтобы сделать его более надежным и долговечным материалом для использования в строительном проекте. Это достигается за счет создания армированного бетона путем включения арматуры в бетон.
Продолжайте читать этот подробный пост в блоге, чтобы получить ответы на любые вопросы, которые могут у вас возникнуть о сварке арматуры и железобетона.
Что такое арматура?
Арматура также известна как арматурная сталь. Арматурные стальные стержни используются для улучшения бетона с точки зрения растяжения и прочности конструкции. Арматура компенсирует тот факт, что бетон слаб на растяжение, и делает его достаточно прочным и долговечным материалом, который можно использовать при возведении массивных конструкций. Железобетон способен выдерживать большие растягивающие нагрузки и выдерживать обычное напряжение, которому обычно подвергаются здания. Сталь — единственный металл, который используется в арматуре, благодаря тому, что ее коэффициент теплового расширения (удлинение из-за нагревания) почти равен коэффициенту бетона, что значительно снижает вероятность образования трещин.
Как арматура увеличивает прочность бетона?
Из многих вопросов, связанных с арматурой и бетоном, наиболее частым является вопрос о том, как арматура увеличивает прочность бетона. Бетон заливают на арматурные каркасы, каркасы или маты. По мере заливки бетон затвердевает, и при этом камень или гравий в бетоне фиксируются на месте. Это образует прочную механическую связь. Бетон, заблокированный арматурой, имеет большую прочность на растяжение по сравнению с чистым бетоном. Бетон обладает большим сопротивлением силам сжатия, то есть прочностью на сжатие, но плохой устойчивостью к силам растяжения или изгиба (прочность на растяжение), что улучшает арматуру, что делает ее пригодной для любого строительного проекта.
Можно ли сваривать арматуру?
Арматура доступна в различных размерах и сортах. В то время как некоторые марки арматуры можно сваривать, некоторые нельзя. Чтобы лучше понять, какие типы арматуры можно сваривать, а какие нельзя, продолжайте читать этот пост в блоге!
Свариваемая арматура
В соответствии с нормами AWS D1. 4 по сварке конструкций арматура из низколегированной стали пригодна для сварки. Эта марка арматуры имеет такое соотношение стали и углерода, что делает ее пригодной для сварки. Он не только подходит для сварки, но и сварные швы могут оставаться вместе под значительной нагрузкой после того, как он был загерметизирован в бетоне. Это единственный тип арматуры, которую можно сваривать без особых соображений.
4 по сварке конструкций арматура из низколегированной стали пригодна для сварки. Эта марка арматуры имеет такое соотношение стали и углерода, что делает ее пригодной для сварки. Он не только подходит для сварки, но и сварные швы могут оставаться вместе под значительной нагрузкой после того, как он был загерметизирован в бетоне. Это единственный тип арматуры, которую можно сваривать без особых соображений.
Несвариваемая арматура
Химический состав стали определяет, можно ли ее сваривать. Если сталь имеет высокое содержание углерода, она будет более хрупкой и, следовательно, менее пригодной для сварки. Этот тип стали более склонен к разрушению при воздействии сварочного напряжения. Поэтому стальные сплавы, обладающие высоким уровнем прочности, не подходят для сварки.
Сварная арматура
Сварная арматура обеспечивает жесткое и прочное конструкционное соединение, которое не только обеспечивает осуществимую транспортировку арматурных матов и каркасов, но также гарантирует, что они придают бетонным конструкциям необходимую прочность. Многие считают сварку арматуры сложной и даже неприемлемой, но на самом деле это один из наиболее практичных способов гарантировать, что арматура максимально соответствует своему назначению.
Многие считают сварку арматуры сложной и даже неприемлемой, но на самом деле это один из наиболее практичных способов гарантировать, что арматура максимально соответствует своему назначению.
Сварная арматура приемлема и практична при соблюдении определенных правил и стандартов. К ним относятся:
- Выбор правильного типа арматурного стержня
- Определение необходимости предварительного нагрева или его выполнение при необходимости
- Выбор соответствующего наполнителя (сварочная проволока или стержень)
- Выбор надлежащего сварного шва, подготовка металла и правильное размещение
Выбор правильного типа арматуры
В строительной отрасли используются многочисленные типы армированных стальных стержней или арматуры. Они перечислены ниже:
Прутки из мягкой стали
Эти прутки имеют плоскую поверхность и круглую форму. Эти стержни могут быть найдены в размерах от 6 мм до 50 мм. Стержни из мягкой стали используются для армирования бетона, который используется только для специальных проектов. Например, они используются в ситуациях, когда стальные стержни должны скользить в металлическую втулку, в дюбелях в деформационных швах, на взлетно-посадочных полосах и дорогах для компенсационных швов, а также для использования в спиралях колонн и т. д. Стержни из мягкой стали относительно легко гнуть и резать без повреждений.
Например, они используются в ситуациях, когда стальные стержни должны скользить в металлическую втулку, в дюбелях в деформационных швах, на взлетно-посадочных полосах и дорогах для компенсационных швов, а также для использования в спиралях колонн и т. д. Стержни из мягкой стали относительно легко гнуть и резать без повреждений.
Деформированные стальные стержни
Как следует из названия, деформированные стальные стержни имеют деформированную поверхность из-за выступов, ребер или любого другого вида деформации на их поверхности. Эти стержни легче транспортировать из-за минимального проскальзывания, которым они обладают, и они увеличивают прочность связи между сталью и бетоном. Их предел прочности при растяжении выше по сравнению с стержнями из мягкой стали, а также ограничивает трещины, которые более чем часто появляются в железобетоне вокруг стержней из мягкой стали.
Прутки, подвергнутые термомеханической обработке (прутки ТМТ)
Прутки ТМТ — это стержни, подвергнутые термообработке. Они обеспечивают превосходную прочность железобетона. Этот тип арматуры превосходит другие типы арматуры с точки зрения пластичности, прочности, способности к изгибу, свариваемости и качества.
Они обеспечивают превосходную прочность железобетона. Этот тип арматуры превосходит другие типы арматуры с точки зрения пластичности, прочности, способности к изгибу, свариваемости и качества.
Высокопрочные деформированные стержни
Эти холоднообработанные стержни скручены с ребрами, выступами, выступами или деформациями на их поверхности. Это тип арматуры, который чаще всего используется для армирования бетона. Он обладает большой прочностью, пластичностью и свариваемостью благодаря низкому содержанию углерода. Свариваемость этой арматуры составляет исключительную 100%, что является причиной ее широкого применения в железобетоне.
Другие виды арматуры
Другие виды арматуры включают арматуру из углеродистой стали, европейскую арматуру, оцинкованную арматуру, арматуру с эпоксидным покрытием, арматуру из нержавеющей стали и арматуру из полимера, армированного стекловолокном. Каждый тип имеет различный набор свойств, при этом арматура из нержавеющей стали является лучшей с точки зрения качества и самой дорогой из всех типов.
Выбор типа арматуры, которую вы собираетесь использовать, полностью зависит от области применения, для которой вы армируете бетон.
Необходимость и практика предварительного нагрева
Необходимость предварительного нагрева перед сваркой арматуры зависит от ее углеродного эквивалента и размера. Необходимо определить углеродный эквивалент стали, который является мерой ее способности к сварке. Стали с высоким углеродным эквивалентом хуже поддаются сварке и, следовательно, требуют большего предварительного нагрева, и наоборот.
Для расчета углеродного эквивалента стали необходимо иметь полную информацию о химическом составе стали, которая может быть предоставлена или не указана в заводском паспорте. Всегда лучше запросить эту информацию, чтобы избежать ненужных расходов на предварительный нагрев.
Выбор правильного присадочного материала
Тип присадочного материала, который следует использовать для сварки арматурных стержней, зависит от используемого метода сварки. Для сварки арматуры можно использовать три типа сварки: SMAW-дуговая сварка металлическим электродом в среде защитного газа (стержневая/дуговая сварка), GMAW-дуговая сварка металлическим электродом в среде защитного газа (MIG) и FCAW-дуговая сварка с сердечником под флюсом.
Для сварки арматуры можно использовать три типа сварки: SMAW-дуговая сварка металлическим электродом в среде защитного газа (стержневая/дуговая сварка), GMAW-дуговая сварка металлическим электродом в среде защитного газа (MIG) и FCAW-дуговая сварка с сердечником под флюсом.
Например, если вы используете арматуру марки A615 класса 60, вы можете использовать методы SMAW или GMAW. Если используется сварка SMAW, правильным наполнителем будут электроды E9.016-X, E9018-X, E9015-X или E9018M. Однако для метода GMAW правильным наполнителем будет электрод ER90C-XXX или ER90S-XXX.
Выбор наполнителя зависит от типа арматуры и используемого метода сварки.
Выбор правильного сварного шва, подготовка металла и правильное размещение
Не все типы сварных швов можно использовать для сварки арматуры. Существуют определенные допустимые сварные швы. Типы сварных швов, которые можно выполнять на арматуре, представляют собой соединения внахлестку, стыковые соединения и сращивания. В соответствии с Кодексом по сварке конструкций (AWS D1.4) нет положений, касающихся стальных стержней, перпендикулярных друг другу. Единственное, что должен обеспечить сварщик, это то, что все стальные стержни «по существу параллельны и перпендикулярны друг другу» (см. ASTM A184/A184M — Стандартные технические условия для сварных деформированных стальных стержневых матов для армирования бетона).
В соответствии с Кодексом по сварке конструкций (AWS D1.4) нет положений, касающихся стальных стержней, перпендикулярных друг другу. Единственное, что должен обеспечить сварщик, это то, что все стальные стержни «по существу параллельны и перпендикулярны друг другу» (см. ASTM A184/A184M — Стандартные технические условия для сварных деформированных стальных стержневых матов для армирования бетона).
Похожие вопросы
Можно ли сваривать арматуру?
Арматурный стержень можно сваривать только в том случае, если он соответствует классу W. Арматурный стержень, который можно сваривать, всегда помечается буквой W. Если на арматурном стержне нет этой маркировки, он не пригоден для сварки.
Что произойдет, если в бетон вварить не тот арматурный стержень?
Если сварить арматурный стержень неправильной марки (высокопрочная арматура, не относящаяся к марке W), бетон будет иметь низкую прочность на растяжение и растрескиваться под нагрузкой и напряжением. Таким образом, долговечность и надежность конструкции из железобетона с арматурой не марки W будут поставлены под угрозу.
Можно ли сваривать арматуру A615?
Арматура A615 представляет собой высокопрочный стальной сплав, который не подходит для сварки. Арматура A615 подвержена растрескиванию. В случае необходимости сварки арматурного проката A615 его необходимо предварительно подогреть.
Арматура какой марки является свариваемой?
Низколегированная арматура, такая как арматура A706, пригодна для сварки.
Можно ли сваривать арматуру в бетоне?
Да, арматуру можно вваривать в бетон для образования железобетона. Однако не все марки арматуры можно сваривать со сталью. Только низколегированная арматура класса W пригодна для сварки.
Полное руководство по сварке арматуры
Сварка арматуры или стального арматурного стержня
Знать, как сваривать арматуру или арматурные стержни, очень важно для обеспечения целостности конструкции. Как известно, бетон – это искусственный камень, который получается из смеси цемента, заполнителей и воды путем затвердевания водно-цементной смеси.
Бетон имеет высокую прочность на сжатие, но низкую прочность на растяжение и прочность на сдвиг. Чтобы бетон выдерживал эти напряжения растяжения и сдвига, необходимо использовать стальной стержень или арматуру под названием 9.Арматурная сталь 0120. Сталь, используемая для этой цели, называется арматурной сталью.
Спецификации материалов для арматурных стержней: ASTM A 615, A 616 и A 617. Эти стандарты определяют только механические свойства материала, химический состав не указывается.
Поскольку мы знаем, что химия материала важна для свариваемости материала на основе его углеродного эквивалента, например, в случае углеродистой стали и низколегированных сталей, вы можете найти арматурные стержни, соответствующие вышеуказанному стандарту, но их невозможно сварить (плохая свариваемость). ).
Таким образом, арматурный стержень должен быть пригоден для сварки, прежде чем он будет включен в конструкцию с требованиями к сварке.
Зачем нужна сварная арматура?
Арматурный стержень, или арматурный стержень, представляет собой обычный стальной арматурный стержень, используемый в бетонных конструкциях. Weld Rebar предлагает ряд преимуществ по сравнению с другими методами крепления арматуры к бетону.
Weld Rebar предлагает ряд преимуществ по сравнению с другими методами крепления арматуры к бетону.
Одним из основных преимуществ сварки арматуры является то, что она создает очень прочную связь между арматурой и бетоном. Тепло от процесса сварки плавит поверхность арматуры и бетона, создавая прочный сварной шов. Этот сварной шов намного прочнее любого механического соединения.
Еще одним преимуществом сварки арматуры является то, что это очень быстрый и эффективный процесс. Сварщик может легко сварить несколько кусков арматуры за короткое время. Это может сэкономить время на строительной площадке и снизить трудозатраты.
Наконец, сварка арматуры — это относительно простой процесс, которому может научиться любой, имеющий базовые навыки сварки.
Спецификации материалов для арматуры или арматурного стержня
ASTM A615, ASTM A 616 и ASTM A 617, ASTM A706 , DIN 488, DIN EN 10080
Код/ Стандарт для сварки для арматуры/ Арративная сварка
- BS 7123: 1989 Сварка металлической дуги для стали. сварка углеродистых и углеродисто-марганцевых сталей
- AWS D 12.1
- КОД ACI-318-19: Строительные нормы и правила для конструкционного бетона и комментарии
- ISO 17660-1:2006 Сварка. Сварка арматурной стали. Часть 1. Несущие сварные соединения
- BS 8548:2017 Руководство по дуговой сварке арматурной стали Пруток
Большинство арматурных материалов имеют углеродно-марганцевую основу. Сварку можно выполнять с помощью ER70S-6 при сварке методом GMAW.
Типы электродов E7018 или E6013 в основном используются при дуговой сварке защищенным металлом или в процессе сварки стержнем / сварки SMAW.
AWS D1.4 (Нормы и правила сварки конструкций – арматурная сталь) В таблице 5.1 указаны сварочные прутки, используемые для сварки арматурных стержней.
Например, при использовании ASTM A615 Gr. 60 арматурных стержней, сварка стержнем (SMAW) может выполняться с использованием стержня 90ksi (например, E9018, E9015 и т.
д.).Сварка TIG или MIG/FCAW может выполняться с использованием ER90S-G или E90C-XXX. В случае использования разнородных материалов при выборе сварочного электрода следует учитывать арматуру с более высокой прочностью.
Предположим, сварной шов между ASTM A706 Gr. 60 по ASTM A615 гр. 60 материалов. Выбор электрода должен основываться на ASTM A615 (90 ksi), поскольку он имеет более высокую прочность по сравнению с материалом ASTM A706 (80 ksi).
A706 Сварка арматурных стержней
A706 Сварка арматурных стержней должна выполняться с помощью сварки стержнем, сварки MIG или сварки под флюсом. Сварка стержней арматуры A706 производится с использованием стержней E8018-G, E8015-G или E80816-G.
Сварка MIG арматуры A706 выполняется с использованием проволоки ER80S-G MIG. Точно так же сварка арматуры A706 порошковой проволокой выполняется с использованием порошковой проволоки типа E80T1-C (E8XTX-X).
Температура предварительного нагрева при сварке арматурного стержня A706 зависит от углеродного эквивалента арматурного стержня и его толщины и должна выполняться следующим образом:
- До 0,40 % углеродного эквивалента: без предварительного нагрева
- От 0,40 % до 0,65 % углеродного эквивалента: предварительный нагрев в диапазоне от 200 °F до 300 °F
- Свыше 0,65% углеродного эквивалента: предварительный нагрев 400 – 500 °F
Пригодна ли сварка арматуры из A615?
Да, арматура A615 поддается сварке.
Сварка арматуры А615 осуществляется с помощью электродуговой сварки, сварки МИГ и дуговой сварки порошковой проволокой.Рекомендуемые сварочные материалы для сварки арматуры A615:
- Сварка класса 300: ER70S-6, ER70S-2
- Для сварки порошковой проволокой A615 класса 40 и класса 300: E71T-1C, E71T1-M
- A65 для сварки палочкой 90 , & Сварка класса 420: E9018-G
- For MIG welding of A615 Grade 60, & Grade 420 welding: ER90S-G
- For Flux cored welding of A615 Grade 60, & Grade 420 welding: E9XTX-X
- Для сварки электродами A615, класс 75 и 520: E10018-M, E10015-X, E10016-X
- Для сварки MIG сварки A615, класс 75 и 520: ER100S-G
- Сварка MAG
- FCAW Welding
- Resistance spot welding
- Pressure butt welding
- Projection Welding
- Friction Welding
- Oxy-fuel gas сварка давлением
 сварка углеродистых и углеродисто-марганцевых сталей
сварка углеродистых и углеродисто-марганцевых сталей  д.).
д.). Сварка арматуры А615 осуществляется с помощью электродуговой сварки, сварки МИГ и дуговой сварки порошковой проволокой.
Сварка арматуры А615 осуществляется с помощью электродуговой сварки, сварки МИГ и дуговой сварки порошковой проволокой.Сварка порошковой проволокой A615 класса 75 и сварка класса 520: E10XTX-X
A706 Свариваемая арматура
A706 Сварка свариваемой арматуры выполняется с использованием сварочной проволоки типа E8018-G или ER80S-G.
Европейские стандарты/стандарты ISO для сварки арматуры
Сварка арматурной стали (арматуры) или сварка арматуры может выполняться в соответствии со стандартом DIN EN ISO 17660 с использованием следующих процессов сварки:
Присадочная проволока/прутки должны быть подобраны по механическим свойствам к соответствующей арматурной стали и стальным материалам.
В соответствии со стандартом ISO 17660 для сварки арматуры должны использоваться только одобренные и сертифицированные CE сварочные материалы.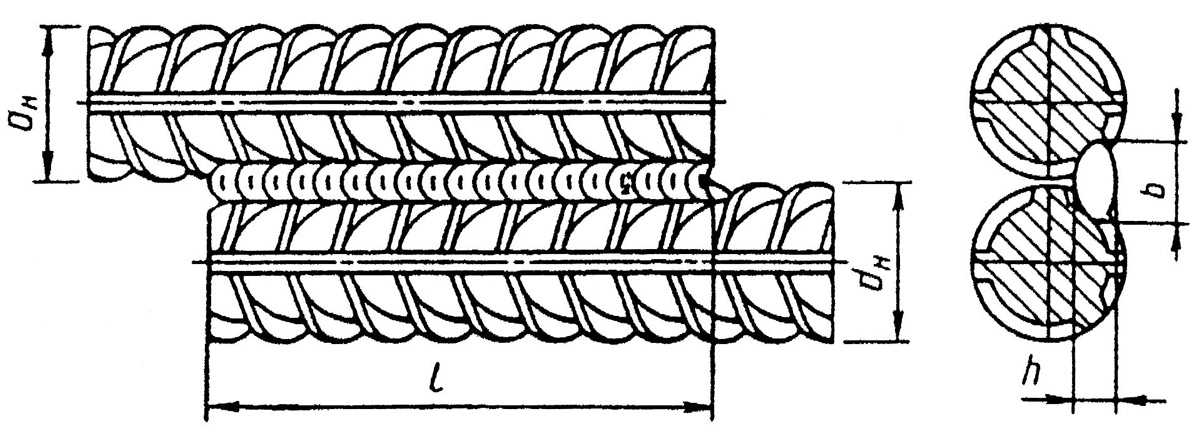
Для несущих сварных соединений минимальный предел текучести сварочного прутка должен составлять 70 % от предела текучести материала арматуры.
Для несущих стыковых сварных соединений минимальный предел текучести сварочного прутка должен быть равен или превышать предел текучести материала арматуры.
Выбор сварочного процесса для сварки арматурного стержня
The welding processes for pre-assembly of reinforcement bar welding or Weld Rebar are:
- Stick (SMAW) Welding
- MAG Welding
- FCAW Welding
- Точечная сварка сопротивлением
- Стыковая сварка давлением
- Выступающая сварка
- Газокислородная сварка под давлением
Сварка трением0154
Процедура сварки арматурных стержней или арматурных стержней
Квалификация сварки арматурных стержней имеет решающее значение для хорошего качества соединения. Квалификация WPS должна соответствовать AWS D1.4 (Нормы и правила сварки конструкций – арматурная сталь) или AWS D 12.1, раздел 4.
Квалификация WPS должна соответствовать AWS D1.4 (Нормы и правила сварки конструкций – арматурная сталь) или AWS D 12.1, раздел 4.
согласно DIN EN ISO 17660-1 для несущих соединений и DIN EN ISO 17660-2 для ненесущих сварных соединений.
Квалификация процедуры для британского стандарта должна соответствовать сварке стали BS 7123-MMAW для армирования бетона.
Лучшая сварочная проволока для сварки арматуры
Выбор сварочной проволоки зависит от материала арматуры. Простое руководство по выбору присадочной проволоки/сварочного электрода для сварки арматуры (арматурный стержень) приведено в AWS D1.4, таблица 5.1, в зависимости от прочности материала.
Следовательно, лучший сварочный пруток для сварки арматуры зависит от свариваемого материала и его свойств. В таблице 5.1 приведены лучшие сварочные прутки для различных марок арматурных стержней.
Прихватка арматурных стержней или арматурных стержней
Длина прихватки для сварки арматуры должна составлять не менее 25 мм или 1 дюйм, а размер шва должен составлять 4 миллиметра или 5/32 дюйма. Сварное соединение должно быть похоже на соединение внахлестку.
Сварное соединение должно быть похоже на соединение внахлестку.
Подробная информация о сварочных соединениях для процедуры сварки арматурных стержней или арматурных стержней
Различают несущие и ненесущие сварочные соединения (сварные соединения арматурных стержней). Несущие сварные соединения служат для передачи усилий между соединяемыми стержнями. Ненесущая способность защищает отдельные компоненты арматуры от замены или перемещения.
Сварные соединения могут выполняться как между арматурным стержнем, так и между свариваемой конструкционной сталью. Детали сварных соединений для сварного соединения арматурного стержня для параллельного соединения, прямого стыкового соединения и анкерного соединения показаны на рисунках ниже.
На приведенном ниже рисунке различные соединения арматуры (армирующего сварного шва) показаны как соединение с муфтой, соединение внахлестку, стыковое соединение с одинарным и двойным скосом, а также одинарное стыковое соединение с V-образным и двойным V-образным стыком.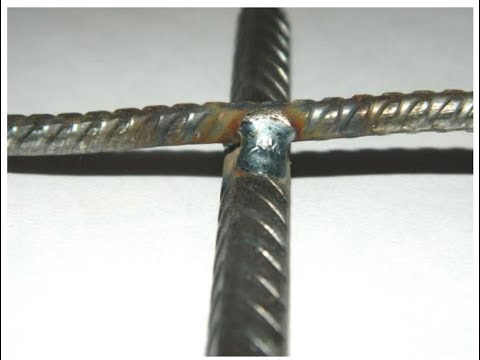
Соединения также могут иметь прямое стыковое соединение (двойной V-образный стык) и анкерное соединение (двусторонний наружный угловой шов), как показано на рисунке ниже.
Когда сварные соединения выполнены в соответствии с DIN EN ISO 17660-1, можно предположить, что сварные соединения, за исключением крестообразных соединений, могут выдерживать точно такую же степень нагрузки, как и несварной стержень.
Символ сварки арматурных стержней
Соединения арматурных стержней (армирующие сварные соединения) имеют ту же конфигурацию сварного шва, что и V-образное соединение с развальцовкой, или могут иметь соединение с развальцовкой под углом, а также угловой сварной шов.
Пример символа сварного шва арматурного стержня показан на рисунке ниже, где сварное соединение представляет собой V-образное соединение с одинарным развальцовкой.
Прочие сварные соединения арматурных стержней между арматурным стержнем и листом указаны далее в этой статье с соответствующими обозначениями сварных швов.
Приварка арматурного стержня к пластине
Приварка арматурного стержня к пластине аналогична обычному сварному соединению с развальцовкой или угловому сварному шву. Аттестация процедуры сварки должна проводиться в соответствии с применимыми нормами и стандартами для подтверждения того, что соединение соответствует минимальным установленным требованиям.
На рисунке ниже показаны различные возможные конфигурации сварки арматурных стержней между пластиной и трубами.
Сертификация сварки арматуры
Компания Сертификация сварки арматуры или арматурной стали различается в зависимости от страны. Например, в США нет требований к сертификации компаний для выполнения сварки арматуры, хотя они должны соответствовать применимым требованиям строительных норм и правил (например, AWS D1.4).
В Канаде сертификация компании Rebar соответствует CSA W186-WELDING OF REINFORCING BARS COMPANY CERTIFICATION.
В настоящем стандарте приведены требования сертификации для сварки арматурных стержней (арматурных стержней) в железобетонных конструкциях для стали.
В странах Европейского союза (ЕС) компания, выполняющая сварку арматурных стержней, должна иметь сертификат согласно DIN EN ISO 17660-1 для несущих соединений или согласно DIN EN ISO 17660-2 для ненесущих соединений. суставы.
Также предприятие должно соответствовать техническим требованиям к качеству сварки согласно DIN EN ISO 3834-3.
Типы соединений для сварки арматуры
Ниже перечислены основные типы сварных соединений, которые возможны при сварке арматуры (арматурного стержня):
- Flare Bevel Groove Weld (одиночная и двойная канавка)
- Flare v Groove Weld Weld
- Direct Weld Weld (Single Double Vald (Single Double vlow сварной шов (Single V, Double V)
- Сварной шов с разделкой кромок и двойной кромкой
- Соединение внахлестку
- 5s 9Jo-9- T-
1
Подробную информацию о вышеуказанных типах сварных соединений с их конфигурацией можно найти в AWS D1.