Содержание
Коррозия металлов и способы защиты от неё
Коррозия – разрушение поверхности сталей и сплавов под воздействием различных физико-химических факторов – наносит огромный ущерб деталям и металлоконструкциям. Ежегодно этот невидимый враг «съедает» около 13 млн. т металла. Для сравнения – металлургическая промышленность стран Евросоюза в прошлом, 2014 году произвела всего на 0,5 млн. тонн больше. И это только – прямые потери. А длительная эксплуатация стальных изделий без их эффективной защиты от коррозии вообще невозможна.
Что такое коррозия и её разновидности
Основной причиной интенсивного окисления поверхности металлов (что и является основной причиной коррозии) являются:
- Повышенная влажность окружающей среды.
- Наличие блуждающих токов.
- Неблагоприятный состав атмосферы.
Соответственно этому различают химическую, трибохимическую и электрохимическую природу коррозии. Именно они в совокупности своего влияния и разрушают основную массу металла.
Именно они в совокупности своего влияния и разрушают основную массу металла.
Химическая коррозия
Такой вид коррозии обусловлен активным окислением поверхности металла во влажной среде. Безусловным лидером тут является сталь (исключая нержавеющую). Железо, являясь основным компонентом стали, при взаимодействии с кислородом образует три вида окислов: FeO, Fe2O3 и Fe3O4. Основная неприятность заключается в том, что определённому диапазону внешних температур соответствует свой окисел, поэтому практическая защита стали от коррозии наблюдается только при температурах выше 10000С, когда толстая плёнка высокотемпературного оксида FeO сама начинает предохранять металл от последующего образования ржавчины. Это процесс называется воронением, и активно применяется в технике для защиты поверхности стальных изделий. Но это – частный случай, и таким способом активно защищать металл от коррозии в большинстве случаев невозможно.
Химическая коррозия активизируется при повышенных температурах.Склонность металлов к химическому окислению определяется значением их кислородного потенциала – способности к участию в окислительно-восстановительных реакциях. Сталь – ещё не самый худший вариант: интенсивнее её окисляются, в частности, свинец, кобальт, никель.
 Склонность металлов к химическому окислению определяется значением их кислородного потенциала – способности к участию в окислительно-восстановительных реакциях. Сталь – ещё не самый худший вариант: интенсивнее её окисляются, в частности, свинец, кобальт, никель.
Склонность металлов к химическому окислению определяется значением их кислородного потенциала – способности к участию в окислительно-восстановительных реакциях. Сталь – ещё не самый худший вариант: интенсивнее её окисляются, в частности, свинец, кобальт, никель.
Электрохимическая коррозия
Эта разновидность коррозии более коварна: разрушение металла в данном случае происходит при совокупном влиянии воды и почвы на стальную поверхность (например, подземных трубопроводов). Влажный грунт, являясь слабощёлочной средой, способствует образованию и перемещению в почве блуждающих электрических токов. Они являются следствием ионизации частиц металла в кислородсодержащей среде, и инициирует перенос катионов металла с поверхности вовне. Борьба с такой коррозией усложняется труднодоступностью диагностирования состояния грунта в месте прокладки стальной коммуникации.
Электрохимическая коррозия возникает при окислении контактных устройств линий электропередач при увеличении зазоров между элементами электрической цепи. Помимо их разрушения, в данном случае резко увеличивается энергопотребление устройств.
Помимо их разрушения, в данном случае резко увеличивается энергопотребление устройств.
Трибохимическая коррозия
Данному виду подвержены металлообрабатывающие инструменты, которые работают в режимах повышенных температур и давлений. Антикоррозионное покрытие резцов, пуансонов, фильер и пр. невозможно, поскольку от детали требуется высокая поверхностная твёрдость. Между тем, при скоростном резании, холодном прессовании и других энергоёмких процессах обработки металлов начинают происходить механохимические реакции, интенсивность которых возрастает с увеличением температуры на контактной поверхности «инструмент-заготовка». Образующаяся при этом окись железа Fe2O3 отличается повышенной твёрдостью, и поэтому начинает интенсивно разрушать поверхность инструмента.
Методы борьбы с коррозией
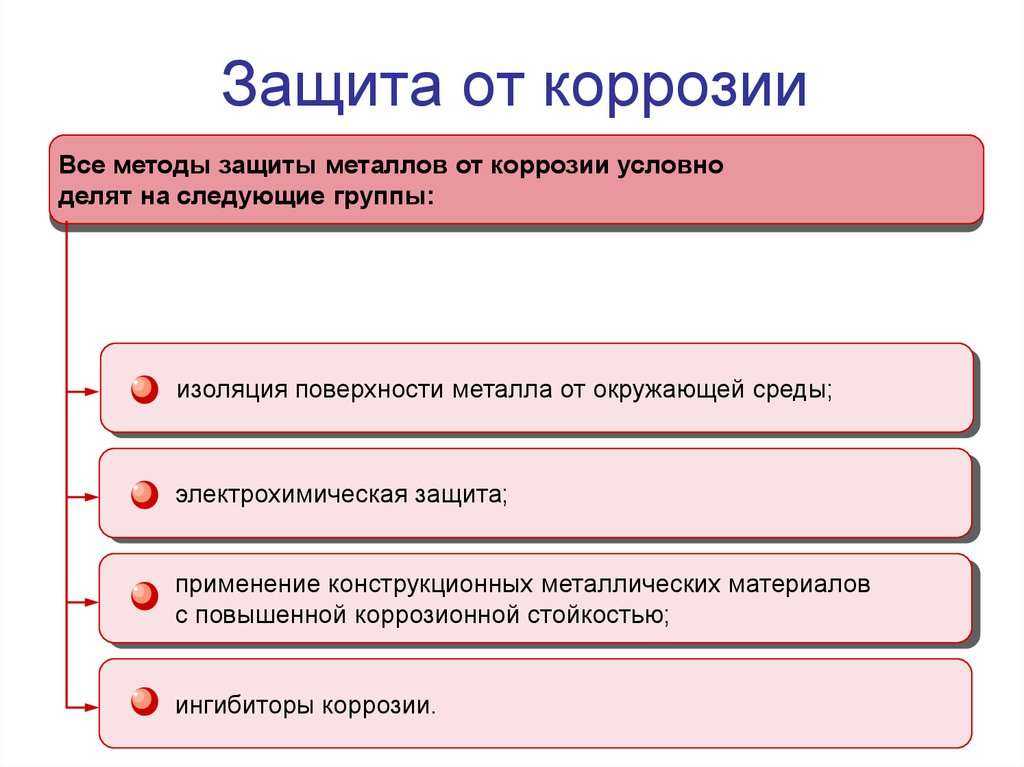
Выбор подходящего способа защиты поверхности от образования ржавчины определяется условиями, в которых работает данная деталь или конструкция. Наиболее эффективны следующие методы:
Наиболее эффективны следующие методы:
- Нанесение поверхностных атмосферостойких покрытий;
- Поверхностная металлизация;
- Легирование металла элементами, обладающими большей стойкостью к участию в окислительно-восстановительных реакциях;
- Изменение химического состава окружающей среды.
Механические поверхностные покрытия
Поверхностная защита металла может быть выполнена его окрашиванием либо нанесением поверхностных плёнок, по своему составу нейтральных к воздействию кислорода. В быту, а также при обработке сравнительно больших площадей (главным образом, подземных трубопроводов) применяется окраска. Среди наиболее стойких красок – эмали и краски, содержащие алюминий. В первом случае эффект достигается перекрытием доступа кислороду к стальной поверхности, а во втором – нанесением алюминия на поверхность, который, являясь химически инертным металлом, предохраняет сталь от коррозионного разрушения.
Положительными особенностями данного способа защиты являются лёгкость его реализации и сравнительно небольшие финансовые затраты, поскольку процесс достаточно просто механизируется. Вместе с тем долговечность такого способа защиты невелика, поскольку, не обладая большой степенью сродства с основным металлом, такие покрытия через некоторое время начинают механически разрушаться.
Химические поверхностные покрытия
Коррозионная защита в данном случае происходит вследствие образования на поверхности обрабатываемого металла химической плёнки, состоящей из компонентов, стойких к воздействию кислорода, давлений, температур и влажности. Например, углеродистые стали обрабатывают фосфатированием. Процесс может выполняться как в холодном, так и в горячем состоянии, и заключается в формировании на поверхности металла слоя из фосфатных солей марганца и цинка. Аналогом фосфатированию выступает оксалатирование – процесс обработки металла солями щавелевой кислоты. Применением именно таких технологий повышают стойкость металлов от трибохимической коррозии.
Применением именно таких технологий повышают стойкость металлов от трибохимической коррозии.
Недостатком данных методов является трудоёмкость и сложность их применения, требующая наличия специального оборудования. Кроме того, конечная поверхность изменяет свой цвет, что не всегда приемлемо по эстетическим соображениям.
Легирование и металлизация
В отличие от предыдущих способов, здесь конечным результатом является образование слоя металла, химически инертного к воздействию кислорода. К числу таких металлов относятся те, которые на линии кислородной активности находятся возможно дальше от водорода. По мере возрастания эффективности этот ряд выглядит так: хром→медь→цинк→серебро→алюминий→платина. Различие в технологиях получения таких антикоррозионных слоёв состоит в способе их нанесения. При металлизации на поверхность направляется ионизированный дуговой поток мелкодисперсного напыляемого металла, а легирование реализуется в процессе выплавки металла, как следствие протекания металлургических реакций между основным металлом и вводимыми легирующими добавками.
Изменение состава окружающей среды
В некоторых случаях существенного снижения коррозии удаётся добиться изменением состава атмосферы, в которой работает защищаемая металлоконструкция. Это может быть вакуумирование (для сравнительно небольших объектов), или работа в среде инертных газов (аргон, неон, ксенон). Данный метод весьма эффективен, однако требует дополнительного оборудования — защитных камер, костюмов для обслуживающего персонала и т.д. Используется он главным образом, в научно-исследовательских лабораториях и опытных производствах, где специально поддерживается необходимый микроклимат.
Кто нам мешает, тот нам поможет
В завершение укажем и на довольно необычный способ коррозионной защиты: с помощью самих окислов железа, точнее, одного из них — закиси-окиси Fe3O4. Данное вещество образуется при температурах 250…5000С и по своим механическим свойствам представляет собой высоковязкую технологическую смазку. Присутствуя на поверхности заготовки, Fe3O4 перекрывает доступ кислороду воздуха при полугорячей деформации металлов и сплавов, и тем самым блокирует процесс зарождения трибохимической коррозии. Это явление используется при скоростной высадке труднодеформируемых металлов и сплавов. Эффективность данного способа обусловлена тем, что при каждом технологическом цикле контактные поверхности обновляются, а потому стабильность процесса регулируется автоматически.
Присутствуя на поверхности заготовки, Fe3O4 перекрывает доступ кислороду воздуха при полугорячей деформации металлов и сплавов, и тем самым блокирует процесс зарождения трибохимической коррозии. Это явление используется при скоростной высадке труднодеформируемых металлов и сплавов. Эффективность данного способа обусловлена тем, что при каждом технологическом цикле контактные поверхности обновляются, а потому стабильность процесса регулируется автоматически.
Коррозия металла – виды и способы защиты – рекомендации от ТК Газметаллпроект
Коррозийные процессы представляют наиболее реальную угрозу для металлических конструкций. Вне зависимости от толщины стали, ржавчина способна быстро привести материал в негодность. В некоторых случаях, при небольших повреждениях, развитие коррозии удается остановить, а последствия ликвидировать. Чаще всего приходится менять металлические элементы полностью. Поэтому защита стали от коррозии является первоочередной задачей при строительстве и эксплуатации конструкций.
Причины и последствия образования коррозии на металле
В идеальных условиях любой металл сохраняет свои характеристики в течение длительного периода времени. Даже если в состав материала не входят дополнительные примеси, отсутствие внешних воздействий позволяет сохранять прочность и жесткость конструкции. В реальной жизни таких условий добиться практически невозможно. Коррозийные процессы могут быть вызваны следующими причинами:
- повышенная влажность воздуха, за счет которой металл постоянно подвергается значительным нагрузкам и очень быстро начинает окисляться;
- выпадение осадков на незащищенную поверхность стали также влечет за собой распространение очагов коррозии;
- часто причиной окисления металла являются блуждающие токи, присутствующие на поверхности изделия;
- атмосфера с различным содержанием химически активных элементов также может вызвать увеличение скорости распространения коррозии.
На начальном этапе окисления на поверхности металла становятся заметны яркие пятна, впоследствии металл полностью покрывается ржавчиной. Если не обращать внимания на подобные явления, со временем коррозия проникает внутрь изделия, полностью разрушая его.
Если не обращать внимания на подобные явления, со временем коррозия проникает внутрь изделия, полностью разрушая его.
Разновидности коррозийных процессов
Коррозия стали по типу может быть химической и электротехнической. В первом случае атомы металла и окислителя вступают в реакцию и образуют прочные связи. Образовавшаяся структура не проводит электричество, в отличие от первоначального состава изделия. Для электротехнической коррозии характерно полное разложение металла, который становится непригоден в дальнейшей эксплуатации.
Кроме химической и электротехнической можно выделить и другие виды коррозии:
- чаще других встречается газовая коррозия, протекающая при высокой температуре и минимальном содержании влаги в рабочей среде;
- атмосферная коррозия развивается при нахождении металлического изделия в газовой среде высокой влажности;
- биологические микроорганизмы также могут оказывать негативное влияние на прочность и целостность стальных конструкций, вызывая окисление материала;
- при взаимодействии различных металлов, состав и стационарный потенциал которых отличается, пятна ржавчины могут появиться в точках соприкосновения изделий;
- воздействие радиоактивного излучения приводит к разрушению структуры стали и развитию коррозийных процессов.
В большинстве случаев сложно выделить какой-то один вид коррозии, негативно воздействующий на состояние металлоконструкций. Разрушение и деградация стали вызвана влиянием нескольких факторов, таких как повышенная влажность, неблагоприятный состав атмосферы, биологическая активность микроорганизмов, радиационный фон. Единственным способом исключить или снизить скорость распространения коррозии является защита материала специальными составами и средствами.
Технология защиты стали от возникновения и развития коррозии
Оптимальным вариантом для исключения коррозии является использование при строительстве и монтаже специальных марок стали, неподверженных окислению. В противном случае от собственника металлоконструкций потребуется обеспечить своевременную защиту стали от окисления. Возможными вариантами подобного подхода являются:
- поверхностная обработка металла специальными составами, устойчивыми к атмосферным воздействиям;
- металлизация конструкций, также выполняемая поверхностным методом;
- легирование стали специальными составами, особенностью которых является устойчивость к окислительным процессам;
- непосредственное воздействие на окружающую химическую среду с целью изменения ее состава.

Каждая из указанных методик имеет свои достоинства и условия использования. Выбор способа зависит от текущего состояния стальной конструкции, интенсивности развития коррозии, условий эксплуатации металлических изделий.
Поверхностная обработка металла
Самым простым и наиболее распространенным способом является механическая обработка стали. Конструкция окрашивается эмалями и красками с высоким содержанием алюминия. В результате полностью перекрывается доступ окружающего воздуха к металлу. Простота и невысокая стоимость технологии являются ее основными достоинствами. К минусам можно отнести недолговечность покрытия и необходимость периодически его обновлять.
Химическая обработка металла
Отличным способом защиты стали от коррозии является ее обработка химическим способом. На поверхности создается тонкая и прочная пленка, наличие которой предотвращает проникновение к металлу влаги и других негативных сред. Технология применяется только с использованием специальных средств, а ее стоимость доступна не каждому собственнику металлоконструкций.
Металлизация и легирование
Нанесение слоя цинка, хрома, серебра или алюминия также является отличным способом обработки стали. Металлизация и легирование позволяет создать на поверхности стали дополнительный слой металла, устойчивого к воздействию окружающей среды. Способ обработки меняется в зависимости от используемого сплава, эффективность метода доказана на практике.
Изменение окружающей среды
Для многих металлоконструкций и изделий, работающих в замкнутом пространстве, гораздо выгоднее создать благоприятные условия. В таких случаях используется технология вакуумирования, в камеру закачивают различные по составу газы. В результате исключается контакт металла и окружающей среды, процессы коррозии полностью отсутствуют.
Каждая из указанных технологий имеет свой диапазон использования. При этом бороться с коррозией необходимо сразу после начала использования металлоконструкций. В противном случае окисление металла будет необратимым, изделие придется ремонтировать или полностью менять гораздо раньше требуемого срока эксплуатации.
Классификация методов защиты от коррозии – Служба транспортной информации
| Классификация методов защиты от коррозии | [немецкая версия] |
| Активная защита от коррозии | |
| Пассивная защита от коррозии | |
| Постоянная защита от коррозии | |
| Временная защита от коррозии |
Активная защита от коррозии
Целью активной защиты от коррозии является воздействие на реакции, протекающие во время коррозии, при этом можно контролировать не только содержимое упаковки и коррозионное вещество, но и саму реакцию таким образом, чтобы избежать коррозии. Примерами такого подхода являются разработка коррозионно-стойких сплавов и введение в агрессивную среду ингибиторов.
Примерами такого подхода являются разработка коррозионно-стойких сплавов и введение в агрессивную среду ингибиторов.
К началу
Пассивная защита от коррозии
При пассивной защите от коррозии повреждение предотвращается за счет механической изоляции содержимого упаковки от агрессивных коррозионных агентов, например, с помощью защитных слоев, пленок или других покрытий. Однако этот тип защиты от коррозии не изменяет ни общей способности содержимого упаковки к коррозии, ни агрессивности коррозионного агента, поэтому такой подход известен как пассивная защита от коррозии. Если защитный слой, пленка и т. д. будут разрушены в какой-либо точке, в течение очень короткого времени может возникнуть коррозия.
Назад к началу
Постоянная защита от коррозии
Целью методов постоянной защиты от коррозии в основном является обеспечение защиты на месте использования. Стрессы, представляемые климатическими, биотическими и химическими факторами, в этой ситуации относительно невелики. Машины размещаются, например, в заводских навесах и, таким образом, защищены от резких перепадов температуры, которые часто являются причиной образования конденсата. Примеры методов пассивной защиты от коррозии:
Машины размещаются, например, в заводских навесах и, таким образом, защищены от резких перепадов температуры, которые часто являются причиной образования конденсата. Примеры методов пассивной защиты от коррозии:
| Лужение | |
| Гальванизация | |
| Покрытие | |
| Эмалирование | |
| Медное покрытие |
Вернуться к началу
Временная защита от коррозии
Нагрузки, возникающие при транспортировке, погрузочно-разгрузочных работах и хранении, намного выше, чем на месте использования. Такие напряжения могут проявляться, например, в виде экстремальных колебаний температуры, что приводит к риску образования конденсата. Особенно при морском транспорте повышенное содержание солей в воде и воздухе в так называемых аэрозолях морской соли может вызвать повреждения, поскольку соли обладают сильным антикоррозионным действием. Ниже приведены основные методы временной защиты от коррозии:
Ниже приведены основные методы временной защиты от коррозии:
| 1. Способ нанесения защитного покрытия | |
| 2. Осушительный метод | |
| 3. Метод VCI |
Назад к началу
1. Метод защитного покрытия
Метод защитного покрытия является методом пассивной защиты от коррозии. Защитное покрытие изолирует металлические поверхности от агрессивных сред, таких как влага, соли, кислоты и т.п..
Используются следующие средства защиты от коррозии:
| Антикоррозийные средства на основе растворителей Получаются защитные пленки очень высокого качества. После нанесения антикоррозионного средства растворитель должен испариться, чтобы образовалась необходимая защитная пленка. В зависимости от природы растворителя и толщины пленки этот процесс сушки может занять несколько часов. Чем толще пленка, тем дольше время высыхания. Если искусственно ускорить процесс сушки, могут возникнуть проблемы с адгезией защитной пленки к металлической поверхности. Поскольку защитная пленка очень тонкая и мягкая, всегда следует обращать внимание на температуру каплепадения, так как при повышенных температурах существует опасность того, что защитная пленка скатится, особенно с вертикальных поверхностей. Поскольку средства защиты от коррозии на основе растворителей часто легко воспламеняются, их можно использовать только в закрытых системах по соображениям безопасности труда. | |
| Антикоррозионные средства на водной основе Антикоррозионные средства на водной основе не содержат растворителей и поэтому не требуют закрытых систем. Время высыхания меньше, чем у антикоррозионных средств на основе растворителей. Из-за повышенного содержания воды антикоррозионные средства на водной основе сильно зависят от температуры (риск замерзания или повышенной вязкости). Преимущество этого метода заключается в том, что защитная пленка легко удаляется, но недостатком является повышенное содержание воды, которое может увеличить относительную влажность в местах упаковки. | |
| Масла для защиты от коррозии без растворителя Масла для защиты от коррозии без растворителя образуют только защитные пленки низкого качества. Хорошее качество защиты достигается добавлением ингибиторов. Поскольку эти антикоррозионные масла часто представляют собой высококачественные смазочные масла, они в основном используются для обеспечения защиты от коррозии в закрытых системах (двигатели и т. д.). | |
| Погружной воск Защитный слой наносится погружением упаковываемого предмета в горячий воск. |
 В зависимости от типа воска температура может быть выше 100°C. Снять защитную пленку относительно просто, так как между воском и металлической поверхностью не образуется прочной связи. Поскольку применение воска для окунания является относительно сложным, его использование ограничено несколькими изолированными применениями.
В зависимости от типа воска температура может быть выше 100°C. Снять защитную пленку относительно просто, так как между воском и металлической поверхностью не образуется прочной связи. Поскольку применение воска для окунания является относительно сложным, его использование ограничено несколькими изолированными применениями.Назад к началу
2. Влагопоглощающий метод
Введение
В соответствии с DIN 55 473 влагопоглотители предназначены для следующих целей: „пакеты с влагопоглотителем предназначены для защиты содержимого упаковки от влаги во время транспортировки и хранения. для предотвращения коррозии, роста плесени и т. п.».
Пакеты с влагопоглотителем содержат влагопоглотители, которые поглощают водяной пар, нерастворимы в воде и химически инертны, такие как силикагель, силикат алюминия, оксид алюминия, голубой гель, бентонит, молекулярный сита и т. д. Благодаря впитывающей способности влагопоглотителей влажность в атмосфере упаковки может быть снижена, что устраняет риск коррозии. Поскольку впитывающая способность ограничена, этот метод возможен только в том случае, если содержимое упаковки заключено в термосвариваемый барьерный слой, непроницаемый для водяного пара. Это известно как упаковка с климат-контролем или герметичная упаковка. Если барьерный слой не является непроницаемым для водяного пара, дополнительный водяной пар может проникнуть извне, так что пакеты с влагопоглотителем относительно быстро насыщаются без снижения относительной влажности в упаковке.
Поскольку впитывающая способность ограничена, этот метод возможен только в том случае, если содержимое упаковки заключено в термосвариваемый барьерный слой, непроницаемый для водяного пара. Это известно как упаковка с климат-контролем или герметичная упаковка. Если барьерный слой не является непроницаемым для водяного пара, дополнительный водяной пар может проникнуть извне, так что пакеты с влагопоглотителем относительно быстро насыщаются без снижения относительной влажности в упаковке.
Влагопоглотители имеются в продаже в блоках влагопоглотителя. Согласно DIN 55 473:
«Единицей осушителя является количество осушителя, которое при равновесии с воздухом при температуре 23 ± 2°C поглощает следующие количества водяного пара:
| мин. 3,0 г при относительной влажности 20 % | |
| мин. 6,0 г при относительной влажности 40% |
Количество единиц влагопоглотителя является мерой адсорбционной способности мешка с влагопоглотителем. “
“
Влагопоглотители поставляются в пакетах по 1/6, 1/3, 1/2, 1, 2, 4, 8, 16, 32 или 80 единиц. Они доступны в малопылящих и пыленепроницаемых формах. Последние используются, если к содержимому упаковки предъявляются особые требования в этом отношении.
Расчет необходимого количества единиц влагопоглотителя
Необходимое количество единиц влагопоглотителя определяется объемом упаковки, фактической и желаемой относительной влажностью внутри упаковки, содержанием воды в любых гигроскопичных упаковочных материалах, характером барьера пленка (паропроницаемость).
Формула для расчета количества единиц влагопоглотителя в упаковке (DIN 55 474):
n = (1/a) × (V × b + m × c + A × e × WVP × t)
| п | Количество осушителей | ||||
| и | количество абсорбируемой воды на единицу влагопоглотителя в соответствии с максимально допустимой влажностью в упаковке: | ||||
| допустимая конечная влажность | 20% | 40% | 50% | 60% | |
| фактор а | 3 | 6 | 7 | 8 | |
| и | Поправочный коэффициент относительно допустимой конечной влажности в %: | ||||
| допустимая конечная влажность | 20% | 40% | 50% | 60% | |
| фактор е | 0,9 | 0,7 | 0,65 | 0,6 | |
| В | внутренний объем упаковки в м 3 | ||||
| б | абсолютная влажность воздуха в помещении, г/м 3 | ||||
| м | масса гигроскопической упаковки в кг | ||||
| с | Коэффициент содержания влаги в гигроскопичных упаковочных материалах в г/кг | ||||
| А | площадь поверхности барьерной пленки в м 2 | ||||
| ВВП | Паропроницаемость барьерной пленки в предполагаемых климатических условиях в г/м 2 d, измерено по DIN 53 122, Pt. 1 или ч. 2 (д = день) 1 или ч. 2 (д = день) | ||||
| т | общая продолжительность перевозки в днях | ||||
Следующий пример расчета показывает расположение наибольших потенциальных рисков:
Немецкий производитель должен экспортировать упаковочную машину покупателю в Бразилию. Машина упакована в деревянный ящик следующих размеров:
| Длина внутренняя | : | 7,00 м | |
| Ширина внутренняя | : | 2,75 м | |
| Высота внутренняя | : | 3,00 м |
Это дает внутренний объем (V)
из: 7,00 м × 2,75 × 3,00 м = 57,75 м 3 .
Площадь (A) барьерного слоя рассчитывается на основе площади внутренних сторон коробки:
| 2 × (7,00 м × 2,75 м) | = 38,50 м 2 | |
| 2 × (7,00 м × 3,00 м) | = 42,00 м 2 | |
| 2 × (2,75 м × 3,00 м) | = 16,50 м 2 | |
| Всего | = 97,00 м 2 |
Упаковочная машина крепится с помощью распорок из 6 брусков бруса из сосны. Они расположены внутри пакета с климат-контролем. Пиломатериал воздушно-сухой, содержание воды 15% => 9Коэффициент 0016 для содержания влаги в гигроскопическом упаковочном материале (c) = 150 г/кг.
Они расположены внутри пакета с климат-контролем. Пиломатериал воздушно-сухой, содержание воды 15% => 9Коэффициент 0016 для содержания влаги в гигроскопическом упаковочном материале (c) = 150 г/кг.
Размеры бруса 2,70 м × 0,20 м × 0,20 м (Д×Ш×В). При приблизительной плотности древесины сосны 500 кг/м 3 , масса (м) будет следующей:
| 6 × 2,70 м × 0,20 м × 0,20 м = 0,648 м 3 | |
| 0,648 м 3 × 500 кг/м 3 = 324 кг пиломатериала |
Также были сделаны следующие допущения:
Допустимая конечная влажность была установлена равной 40%. (a) таким образом = 6 г и (e) = 0,7
В качестве барьерного слоя используется алюминиевая композитная пленка, паропроницаемость (WVP) которой составляет 0,1 г/м 2 d .
Абсолютная влажность воздуха в помещении (б)
составляет 13,8 г/м 3 при 20°C и относительной влажности 80 %
Защита от коррозии должна сохраняться в течение 100 дней (д) .
Когда эти значения подставляются в уравнение, получается следующий результат:
| n = 1/6 г × [(57,75 м 3 × 13,8 г/м 3 ) + (324 кг × 150 г/кг) + (97 м 2 × 0,7 × 0,1 г/м 2 д × 100 д)] |
| n = 1/6 г × (796,95 г + 48600,00 г + 679,00 г) |
| n = 1/6 г × 50075,95 г |
| n = 8346 единиц влагопоглотителя |
Расчет показывает, что общее количество водяного пара, равное 50075,95 г, находится внутри упаковки с климат-контролем или диффундирует через барьерный слой. В общей сложности 8346 единиц влагопоглотителя должны быть помещены в коробку, чтобы поглотить такое количество водяного пара, что нецелесообразно. При внимательном рассмотрении деталей расчета выявляются наибольшие потенциальные риски:
| В × b | = | 796,95 г | = | водяной пар, присутствующий в закрытом помещении воздуха |
| м × в | = | 50075,95 г | = | водяной пар, связанный в гигроскопической упаковке |
| А × e × WVP × t | = | 679,00 г | = | водяной пар, диффундирующий через барьерный слой на весь период защиты |
Из вышеизложенного ясно, что гигроскопические упаковочные материалы в упаковке с климат-контролем несут наибольшую потенциальную опасность, поэтому было бы целесообразно размещать их за пределами барьерного слоя. Однако любые шурупы, болты или гвозди, проходящие через барьерный слой, должны быть надлежащим образом герметизированы. Следовательно, требуемое количество осушителя будет меняться следующим образом.
Однако любые шурупы, болты или гвозди, проходящие через барьерный слой, должны быть надлежащим образом герметизированы. Следовательно, требуемое количество осушителя будет меняться следующим образом.
| n = 1/6 г × (796,95 г + 679,00 г) | |
| n = 246 единиц влагопоглотителя |
Это количество единиц влагопоглотителя может быть легко размещено в рассматриваемой коробке.
При расчете необходимого количества единиц влагопоглотителя в соответствии с DIN 55 474 необходимо принять во внимание, что вся вода, присутствующая в упаковке с климат-контролем, должна быть поглощена влагопоглотителем. Соответственно предполагается, что, как и в настоящем примере, брусок высыхает до содержания воды 0%. В действительности, однако, это не так, так как при относительной влажности 40% (согласованная допустимая конечная влажность) содержание воды в сосновой древесине все еще составляет ок. 8% и эта вода не выделяется из пиломатериала. Однако этот факт не учитывается при расчете, а значит, расчетное количество единиц влагопоглотителя на самом деле завышено. На основе приведенного выше примера это будет иметь следующее значение:
8% и эта вода не выделяется из пиломатериала. Однако этот факт не учитывается при расчете, а значит, расчетное количество единиц влагопоглотителя на самом деле завышено. На основе приведенного выше примера это будет иметь следующее значение:
| сушка до содержания воды 0%: 150 г/кг × 324 кг = 48600 г воды | |
| сушка до содержания воды 8%: 80 г/кг × 324 кг = 25920 г воды |
48600 г – 25920 г = 22680 г воды выделяется при сушке с 18% до 8%.
Необходимое количество осушителей можно рассчитать следующим образом:
| n = 1/6 г × (796,95 г + 22680,00 г + 679,00 г) | |
| n = 1/6 г × 24155,95 г | |
| n = 4026 единиц влагопоглотителя |
В результате количество необходимых единиц влагопоглотителя сократится на 4320 единиц. Тем не менее, количество блоков осушителя все еще настолько велико, что их практически невозможно разместить. Факт остается фактом: гигроскопические вспомогательные средства упаковки остаются самым большим потенциальным риском в упаковке с климат-контролем.
Тем не менее, количество блоков осушителя все еще настолько велико, что их практически невозможно разместить. Факт остается фактом: гигроскопические вспомогательные средства упаковки остаются самым большим потенциальным риском в упаковке с климат-контролем.
Защитные пленки
Защитные пленки доступны в различных формах, например, в виде полиэтиленовой пленки или композитной пленки с двумя внешними полиэтиленовыми слоями и алюминиевой сердцевиной. Композитная пленка обладает гораздо лучшими показателями паропроницаемости (WVP), достигая значений WVP ниже 0,1 (г/м 2 d). В композитной пленке барьерные слои расположены таким образом, чтобы вызвать значительное снижение проницаемости по сравнению с одиночным слоем.
В соответствии с действующими стандартами DIN паропроницаемость всегда указывается как для 20°C, так и для 40°C. По информации производителя можно сделать вывод, что паропроницаемость повышается с повышением температуры и падает с увеличением толщины.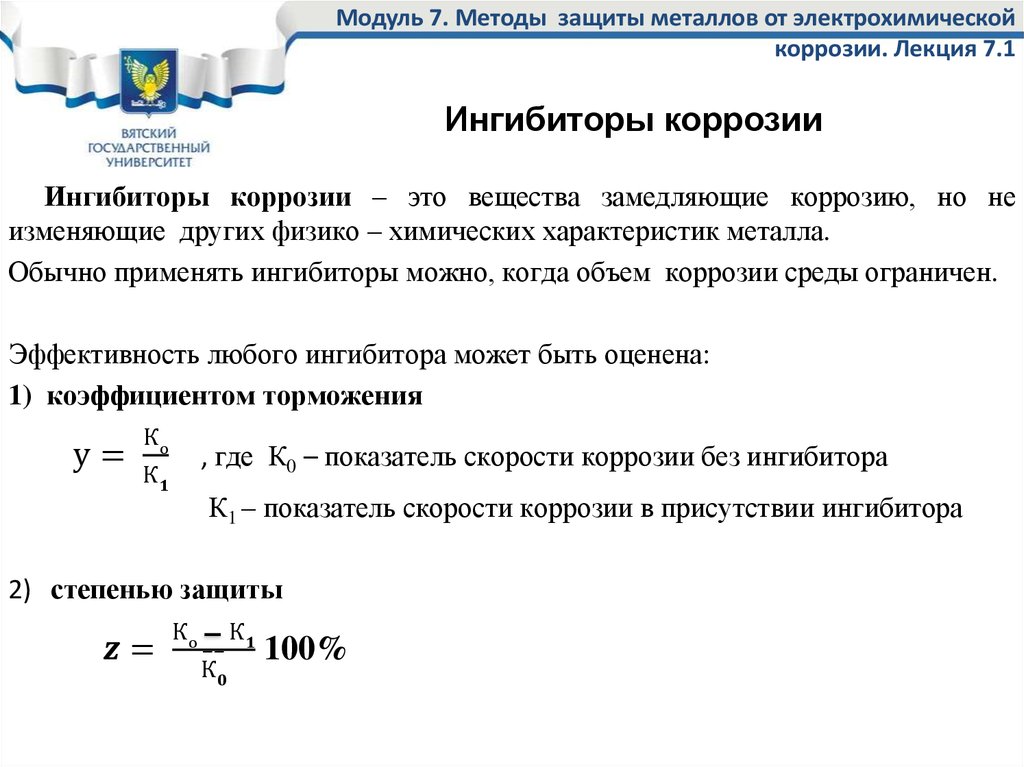 Эта проблема чаще всего возникает с полиэтиленовыми пленками, в то время как алюминиевые композитные пленки практически нечувствительны к повышению температуры.
Эта проблема чаще всего возникает с полиэтиленовыми пленками, в то время как алюминиевые композитные пленки практически нечувствительны к повышению температуры.
Размещение пакетов с влагопоглотителем
Влагопоглотители следует подвешивать на веревках в верхней части упаковки с климат-контролем, чтобы обеспечить хорошую циркуляцию воздуха вокруг них.
Важно избегать прямого контакта пакета с влагопоглотителем с содержимым упаковки, так как влажный влагопоглотитель может вызвать коррозию.
Рекомендуется использовать большое количество маленьких мешков, а не меньшее количество больших, так как это увеличивает доступную площадь поверхности влагопоглотителя и, таким образом, улучшает адсорбцию воды.
Чтобы обеспечить максимально возможную продолжительность защиты, барьерную пленку необходимо запаивать сразу же после установки пакетов с влагопоглотителем.
Пакеты с влагопоглотителем всегда поставляются в упаковках определенных основных размеров, которые, в зависимости от размера блока с влагопоглотителем, могут содержать один пакет (80 единиц) или до 100 пакетов (1/6 единицы). Основную внешнюю упаковку следует открывать только непосредственно перед извлечением пакета и сразу же снова запаивать.
Основную внешнюю упаковку следует открывать только непосредственно перед извлечением пакета и сразу же снова запаивать.
Сравнение преимуществ и недостатков осушительного метода
Преимущества
| Влагопоглотители обеспечивают превосходную защиту от коррозии как металлических, так и неметаллических предметов | |
| Удаление влагопоглотителя при доставке к приемнику выполняется просто, в отличие от удаления защитных пленок методом защитного покрытия. Содержимое упаковки доступно сразу. | |
| Особых требований по гигиене труда не предъявляется, так как осушитель безопасен. |
Недостатки
Размещение пакетов с влагопоглотителем и термосваривание барьерных пленок являются относительно трудоемкими. | |
| Малейшее повреждение барьерного слоя может свести на нет эффективность защиты от коррозии. | |
| Расчет необходимого количества единиц влагопоглотителя не совсем прост, и его легко пересчитать. Однако лучше слишком много защиты, чем слишком мало. | |
| Индикаторы влажности внутри упаковки не очень надежны, так как действительны только для определенных температурных диапазонов. |
Назад к началу
3. Метод летучих ингибиторов коррозии (VCI)
Способ действия и применение
Ингибиторы – это вещества, способные ингибировать или подавлять химические реакции. Их можно считать противоположностью катализаторов, которые запускают или ускоряют определенные реакции.
В отличие от метода защитного покрытия, метод ЛИК является активным методом защиты от коррозии, так как на процессы химической коррозии активно воздействуют ингибиторы.
Проще говоря, принцип действия (см. рис. 1) следующий: благодаря своим свойствам испарения вещество ЛИК (нанесенное на бумагу, картон, пленку или пену или в виде порошка, аэрозоля или масла) проходит относительно непрерывно переходит в газовую фазу и осаждается в виде пленки на защищаемом предмете (металлических поверхностях). Это изменение состояния происходит в значительной степени независимо от обычных температур или уровней влажности. Его притяжение к металлическим поверхностям сильнее, чем у молекул воды, что приводит к образованию непрерывного защитного слоя между металлической поверхностью и окружающей атмосферой, что означает, что водяной пар в атмосфере удерживается вдали от металлической поверхности, предотвращая тем самым любое коррозия. Однако молекулы ЛИК также способны проходить через уже существующие пленки воды на металлических поверхностях, тем самым вытесняя воду с поверхности. Присутствие ЛИК ингибирует электрохимические процессы, приводящие к коррозии, подавляя либо анодные, либо катодные полуреакции. При определенных обстоятельствах срок действия может быть продлен до двух лет.
При определенных обстоятельствах срок действия может быть продлен до двух лет.
Рисунок 1: Принцип действия ЛИК
Механизм действия определяет, как используются материалы ЛИК. Например, защищаемый объект завернут в бумагу VCI. Металлические поверхности предмета должны быть максимально чистыми, чтобы обеспечить эффективность метода. Материал VCI должен находиться на расстоянии не более 30 см от защищаемого предмета. На 1 м³ объема воздуха следует допускать примерно 40 г активных веществ. Целесообразно обеспечить этот объем таким образом, чтобы газ не удалялся непрерывно из упаковки из-за движения воздуха. Этого можно добиться, обеспечив как можно более надежную герметизацию контейнера, но не требуется воздухонепроницаемой термосварки, как в осушительном методе.
Метод VCI в основном используется для изделий из углеродистой стали, нержавеющей стали, чугуна, оцинкованной стали, никеля, хрома, алюминия и меди. Предусмотренное защитное действие и вопросы совместимости должны быть согласованы с производителем.
N.B.: Использование смешиваемых с водой, смешиваемых с водой и не смешиваемых с водой средств защиты от коррозии, смазок и восков для защиты от коррозии, летучих ингибиторов коррозии (VCI) и материалов, из которых могут выделяться летучие ингибиторы коррозии (например, бумага с VCI). , пленки ЛИК, пена ЛИК, порошок ЛИК, упаковка ЛИК, масла ЛИК) регулируется Немецким техническим регламентом по опасным веществам, TRGS 615 «Ограничения на использование средств защиты от коррозии, которые могут образовывать N-нитрозамины во время использования».
Сравнение преимуществ и недостатков метода VCI
Преимущества
| Так как газ также проникает в отверстия и полости, эти зоны также должным образом защищены. | |
| Срок действия может быть продлен до двух лет. | |
Обертка не должна быть снабжена воздухонепроницаемой термосваркой. | |
| По завершении транспортировки упакованный предмет не нужно очищать, но он доступен немедленно. |
Недостатки
| Метод VCI подходит не для всех металлов. Это может привести к значительному повреждению неметаллических предметов (пластика и т. д.). | |
| Большинство активных веществ ЛИК могут представлять опасность для здоровья, поэтому рекомендуется получить подтверждение их безвредности у производителя и получить инструкции по применению. |
Назад к началу
5 способов предотвращения коррозии металлических деталей
Ни один металл не защищен от коррозии. Но можно замедлить, контролировать или остановить коррозию до того, как она вызовет проблемы.
Существуют практические способы предотвращения коррозии металлических деталей. Инженеры могут включить контроль коррозии в процесс проектирования. Производители могут применять защитные барьеры от коррозии. Наконец, люди, которые используют эту деталь, могут принять профилактические меры, чтобы продлить ее жизнь.
Инженеры могут включить контроль коррозии в процесс проектирования. Производители могут применять защитные барьеры от коррозии. Наконец, люди, которые используют эту деталь, могут принять профилактические меры, чтобы продлить ее жизнь.
Запросить цену
Что такое коррозия?
Коррозия возникает, когда металл вступает в реакцию с окислителем в окружающей среде. Эта химическая реакция может привести к деградации металла с течением времени, потускнению его внешнего вида и нарушению его структурной целостности.
Каждый тип металла имеет разные электрохимические свойства. Эти свойства определяют типы коррозии, которым подвержена деталь. Например, железные инструменты подвержены ржавчине из-за длительного воздействия влаги, а медная кровля тускнеет под воздействием погодных условий. Хотя некоторые металлы противостоят коррозии лучше, чем другие (в зависимости от окружающей среды), ни один металл не свободен от всех типов коррозии.
Не существует универсального решения для предотвращения коррозии металлических деталей. С таким количеством типов металлов и тысячами возможных применений производители должны использовать различные методы для предотвращения и контроля коррозии различных металлов.
Способы предотвращения коррозии металлических деталей
Предотвращение коррозии металлических деталей необходимо учитывать на всех этапах технологического процесса, от проектирования и изготовления до отделки и технического обслуживания.
Запросить цену
1. Проектирование
Борьба с коррозией начинается на этапе проектирования. Если деталь предназначена для использования в среде, где она подвержена коррозии, изготовители должны проектировать деталь с учетом этого.
Например, детали, подверженные воздействию погодных условий, должны позволять воде и мусору стекать, а не собираться на поверхности. Чтобы уменьшить щелевую коррозию, проектировщики должны устранить узкие зазоры, которые позволяют воздуху или жидкости проникать и застаиваться. Для коррозионно-активных сред, таких как соленая вода, может быть целесообразно предусмотреть определенный допуск на коррозию.
Чтобы уменьшить щелевую коррозию, проектировщики должны устранить узкие зазоры, которые позволяют воздуху или жидкости проникать и застаиваться. Для коррозионно-активных сред, таких как соленая вода, может быть целесообразно предусмотреть определенный допуск на коррозию.
2. Защитное покрытие
Покрытия могут обеспечить слой защиты от коррозии, действуя как физический барьер между металлическими частями и окисляющими элементами в окружающей среде. Одним из распространенных методов является гальванизация, при которой производители покрывают деталь тонким слоем цинка.
Порошковые покрытия — еще один эффективный способ предотвращения коррозии металлических деталей. При правильном применении порошковое покрытие может изолировать поверхность детали от окружающей среды для защиты от коррозии.
3. Контроль окружающей среды
Многие факторы окружающей среды влияют на вероятность коррозии. Это помогает держать металлические детали в чистом и сухом месте, когда они не используются. Если вы собираетесь хранить их в течение длительного времени, рассмотрите возможность использования методов контроля уровня серы, хлоридов или кислорода в окружающей среде.
Если вы собираетесь хранить их в течение длительного времени, рассмотрите возможность использования методов контроля уровня серы, хлоридов или кислорода в окружающей среде.
Гальваническая коррозия возникает, когда металлические детали с двумя разными электродными потенциалами находятся в контакте с электролитом, таким как соленая вода. Это вызывает коррозию металла с более высокой электродной активностью в месте контакта. Можно предотвратить гальваническую коррозию, храня эти части отдельно. Этот эффект также может работать как антикоррозионная мера, как описано ниже.
Запросить предложение
4. Катодная защита
Можно предотвратить коррозию, подав противоположный электрический ток на поверхность металла. Одним из методов катодной защиты является подача тока с использованием внешнего течения электрического тока для преодоления коррозионного тока в детали.
Менее сложным методом катодной защиты от коррозии является использование расходуемого анода.