Содержание
Виды ножевой стали
Виды ножевой стали
Современные ножи отличаются не только великолепным внешним видом, но и типом стали, из которых они выкованы. В ручной ковке используются различные типы, основное описание которых вы можете прочесть ниже.
Алмазная сталь.
Коммерческое название инструментальных легированных сталей марок ХВ4Ф, ХВ5., термообрабатывающихся на высокие значения твердости. Название представляет собой только эпитет и не связано с реальным наличием алмазов в структуре стали. Отличается высокой прочность, затупляется медленнее остальных, но подвержена появления ржавчины, что впрочем не сказывается на основных характеристиках.
Булат
Булат — (из перс.) ряд разновидностей т. н. узорчатой стали, сталь (по суммарному химическому составу может формально относиться к чугунам), имеющая характерную макроструктуру, дающую после специальной обработки видимый узор на поверхности изделия. Известен с древних времен, используется для изготовления холодного оружия. Отличается твердостью и упругостью, оружие из булата имеет легендарные свойства. По характеру рисунка булат делят на полосатый, струйчатый, волнистый, сетчатый и коленчатый.
Известен с древних времен, используется для изготовления холодного оружия. Отличается твердостью и упругостью, оружие из булата имеет легендарные свойства. По характеру рисунка булат делят на полосатый, струйчатый, волнистый, сетчатый и коленчатый.
Быстрорежущая сталь (или Быстрорез)
Быстрорежущая сталь — легированная сталь, предназначенная для изготовления режущего инструмента (резцов, фрез, сверел, зенкеров и т. д.), работающего на повышенных скоростях и, следовательно, в условиях значительного нагрева. Отличается повышенной красностойкостью, достигаемой добавкой таких легирующих элементов, как вольфрам, молибден, ванадий и кобальт. В российском и советском марочниках сталей группа быстрорежущих сталей имеет маркировку, начинающуюся с литеры «Р», англоязычные справочники часто обозначают быстрорежущую сталь аббревиатурой «HSS» (high speed steel). Богатый выбор заготовок из быстрорежущих сталей и хорошие режущие свойства обеспечили быстрорежущим сталям популярность в мелкосерийном изготовлении ножей.
Нержавеющая сталь (65х13, 95х18, 50Х14МФ)
Ряд групп сталей, обладающих стойкостью к разным типам коррозии. Коррозионная стойкость чаще всего достигается снижением содержания углерода и легированием такими элементами, как хром, никель, молибден и т. д.
Сталь 65х13 считается самой распространенной из отечественных. Это довольно «мягкая сталь». Нож из такой стали отлично и быстро точится, но так же быстро тупится. Неоспоримое достоинство стали в том, что она действительно никогда не ржавеет.
Сталь 95х13 — хорошая отечественная нержавеющая сталь. В обработке намного труднее, чем 65х13. Часто ножи из стали 95х13 называют Кованая сталь
Нож из этого материала не так просто хорошо заточить, как обычный кухонный, но держать остроту клинок будет довольно долго. И так же никогда не заржавеет.
Сталь 50Х14МФ применяется для изготовления режущего инструмента в медицинской (цельнометаллические скальпели, съемные лезвия) и пищевой (ножи) промышленности, к которым предъявляются требования по коррозионной стойкости.
В нашем Каталоге представлено более 400 наименований ножей из различной стали. Большинство ножей — ручная работа, производства России. Перейти в Каталог Ножей
Компания ТОРАМИР представляет самый большой выбор ножей для охоты, рыбалки, туризма, кухни, бытового применения. Изготовлены ножи из инструментальной стали, что дает вам возможность выполнять самостоятельно заточку при необходимости. Такие ножи призваны служить без преувеличения десятилетиями.
В нашем магазине вы можете приобрести ножи любой разновидности:
· Складные. Особой популярностью пользуются автоматические складные ножи, выдвижение клинка в которых происходит нажатием на кнопку. Также есть модели с выкидным клинком, механическим выдвижением. Главный плюс складных коллекций — компактность и вместимость в кармане.
· Мультитулы. Разновидность ножей, обладающих широким функционалом. Обычно модель помимо клинка комплектуется открывалкой, кусачками, консервным ножом, ножницами, иногда плоскогубцами, пилкой, штопором и другими элементами.
· Охотничьи. Применяются для разделки, снятия шкур. Их общей характеристикой является фиксированный клинок.
· Мачете. Ножи находят применение в туризме, на рыбалке, во время охоты, когда условия вынуждают передвигаться в зарослях.
· Кухонные. Филейные, для мяса, томатов, овощей, универсальные, а также наборы.
Что у них общего? Все эти ножи изготовлены из высококачественной инструментальной стали.
О материале
Инструментальная сталь — это, прежде всего, сталь высокой твердости, которая позволяет ножам принять такие качественные характеристики, как отсутствие деформации, простота заточки, долговечность остроты режущей кромки. Качество инструментальной стали определяется ее легированием, а также соотношением в составе углерода и железа. Согласно системы SAE, эта категория стали обозначается А-2, а в системе AISI углеродистая сталь обозначается 10хх.
Если вы хотите приобрести нож для кухни, выбирайте тот, твердость клинка которого находится в пределах HRC 52-57. Материал подходит для заточки на бруске в домашних условиях. Если твердость будет 58 и выше, для поддержания острой кромки понадобится алмазная заточка.
Материал подходит для заточки на бруске в домашних условиях. Если твердость будет 58 и выше, для поддержания острой кромки понадобится алмазная заточка.
На сегодняшний день существует большая разновидность ножевых сталей, среди которых в России популярностью пользуется 65Х13 — нержавеющая с составом хрома. Именно хром делает ножи износоустойчивыми и коррозиестойкими. Углерод в составе является обязательным компонентом. Присутствие 0,5% углерода уже позиционирует сталь как высокоуглеродистую, а значит, твердую.
CMT 792.610.35 Ножи строгальные фуговальные из быстрорежущей стали HSS толщиной 3 мм 610x35x3 HS 2 шт
Комплект из 2-х ножей CMT 792.610.35
Применение:
Уникальный вариант для обработки мягких и твёрдых пород дерева.
Описание:
Сменные фуговальные ( строгальные ) ножи толщиной 3 мм из качественной быстрорежущей стали HSS с содержанием вольфрама (W) от 3% до 6%.
Общую стоимость ножа «по вашим размерам» (материал + рез) сообщит наш специалист по запросу.
Характеристики:
L 610
W 35
T 3
размер 610x35x3
мат-л HSS
количество 2 шт
Производство CMT (Италия).
«CMT Utensili SpA» (СМТ) производит высококачественный режущий инструмент и оснастку для обработки древесины, деревосодержащих ДСП, МДФ, ОСБ, пластика, алюминия — фрезы, сверла, дисковые пилы, сменные ножи и пр. История CMT началась в 1962 году в Италии, сегодня это крупный производственный центр с подразделениями в Италии, Испании и США. Более 40 лет СМТ инвестирует в самое современное оборудование с ЧПУ, инженерно-конструкторские разработки, опыт персонала. Инструменты СМТ легко узнать благодаря фирменному оранжевому покрытию CMT ORANGE TOOLS, в продукции используются лучшие материалы: сталь von Moos Stahl AG (Швейцария), твёрдый сплав CERATIZIT (Люксембург), покрытия Du Pont.
Рекомендация «Арсенал Мастера РУ»:
Рекомендуем к покупке, доставим в любой город России.
Доступны для покупки:
Обратите внимание! Обозначение «HSS 18%» в столбце «мат-л» определяет фуговальный строгальный нож из быстрорежущей стали с указанием содержания вольфрама W 18%.
Обозначение «HSS» в столбце «мат-л» определяет фуговальный строгальный нож из быстрорежущей стали с указанием марки быстрореза согласно маркировки производителя.
Вашему дополнительному запросу есть возможность нарезать ножи из быстрореза HSS необходимой длины, отсутствующей в нашей стандартной номенклатуре.
Также возможно резка ножей из быстрорежущей стали с напайкой из твёрдого сплава HW.
792.120.30 Комплект из 2-х ножей 120x30x3 HS
792.130.30 Комплект из 2-х ножей 130x30x3 HS
792.131.30 Комплект из 2-х ножей 130x30x3 SP
792.132.30 Комплект из 2-х ножей 130x30x3 HW
792.150.30 Комплект из 2-х ножей 150x30x3 HS
792.180.30 Комплект из 2-х ножей 180x30x3 HS
792.181.30 Комплект из 2-х ножей 180x30x3 SP
792. 182.30 Комплект из 2-х ножей 180x30x3 HW
182.30 Комплект из 2-х ножей 180x30x3 HW
792.200.30 Комплект из 2-х ножей 200x30x3 HS
792.201.30 Комплект из 2-х ножей 200x30x3 SP
792.210.30 Комплект из 2-х ножей 210x30x3 HS
792.211.30 Комплект из 2-х ножей 210x30x3 SP
792.230.30 Комплект из 2-х ножей 230x30x3 HS
792.231.30 Комплект из 2-х ножей 230x30x3 SP
792.232.30 Комплект из 2-х ножей 230x30x3 HW
792.250.30 Комплект из 2-х ножей 250x30x3 HS
792.251.30 Комплект из 2-х ножей 250x30x3 SP
792.252.30 Комплект из 2-х ножей 250x30x3 HW
792.260.30 Комплект из 2-х ножей 260x30x3 HS
792.261.30 Комплект из 2-х ножей 260x30x3 SP
792.262.30 Комплект из 2-х ножей 260x30x3 HW
792.300.30 Комплект из 2-х ножей 300x30x3 HS
792.300.35 Комплект из 2-х ножей 300x35x3 HS
792.301.30 Комплект из 2-х ножей 300x30x3 SP
792.302.30 Комплект из 2-х ножей 300x30x3 HW
792.310.30 Комплект из 2-х ножей 310x30x3 HS
792. 311.30 Комплект из 2-х ножей 310x30x3 SP
311.30 Комплект из 2-х ножей 310x30x3 SP
792.311.35 Комплект из 2-х ножей 310x35x3 SP
792.312.30 Комплект из 2-х ножей 310x30x3 HW
792.350.30 Комплект из 2-х ножей 350x30x3 HS
792.350.35 Комплект из 2-х ножей 350x35x3 HS
792.351.30 Комплект из 2-х ножей 350x30x3 SP
792.351.35 Комплект из 2-х ножей 350x35x3 SP
792.352.30 Комплект из 2-х ножей 350x30x3 HW
792.400.30 Комплект из 2-х ножей 400x30x3 HS
792.400.35 Комплект из 2-х ножей 400x35x3 HS
792.401.30 Комплект из 2-х ножей 400x30x3 SP
792.401.35 Комплект из 2-х ножей 400x35x3 SP
792.402.30 Комплект из 2-х ножей 400x30x3 HW
792.410.30 Комплект из 2-х ножей 410x30x3 HS
792.410.35 Комплект из 2-х ножей 410x35x3 HS
792.411.30 Комплект из 2-х ножей 410x30x3 SP
792.411.35 Комплект из 2-х ножей 410x35x3 SP
792.412.30 Комплект из 2-х ножей 410x30x3 HW
792.430.30 Комплект из 2-х ножей 430x30x3 HS
792. 430.35 Комплект из 2-х ножей 430x35x3 HS
430.35 Комплект из 2-х ножей 430x35x3 HS
792.431.30 Комплект из 2-х ножей 430x30x3 SP
792.432.30 Комплект из 2-х ножей 430x30x3 HW
792.450.30 Комплект из 2-х ножей 450x30x3 HS
792.450.35 Комплект из 2-х ножей 450x35x3 HS
792.451.30 Комплект из 2-х ножей 450x30x3 SP
792.451.35 Комплект из 2-х ножей 450x35x3 SP
792.452.30 Комплект из 2-х ножей 450x30x3 HW
792.500.30 Комплект из 2-х ножей 500x30x3 HS
792.500.35 Комплект из 2-х ножей 500x35x3 HS
792.501.30 Комплект из 2-х ножей 500x30x3 SP
792.501.35 Комплект из 2-х ножей 500x35x3 SP
792.502.30 Комплект из 2-х ножей 500x30x3 HW
792.510.30 Комплект из 2-х ножей 510x30x3 HS
792.510.35 Комплект из 2-х ножей 510x35x3 HS
792.511.30 Комплект из 2-х ножей 510x30x3 SP
792.511.35 Комплект из 2-х ножей 510x35x3 SP
792.512.30 Комплект из 2-х ножей 510x30x3 HW
792.520.30 Комплект из 2-х ножей 520x30x3 HS
792. 520.35 Комплект из 2-х ножей 520x35x3 HS
520.35 Комплект из 2-х ножей 520x35x3 HS
792.521.30 Комплект из 2-х ножей 520x30x3 SP
792.521.35 Комплект из 2-х ножей 520x35x3 SP
792.522.30 Комплект из 2-х ножей 520x30x3 HW
792.530.30 Комплект из 2-х ножей 530x30x3 HS
792.530.35 Комплект из 2-х ножей 530x35x3 HS
792.531.30 Комплект из 2-х ножей 530x30x3 SP
792.531.35 Комплект из 2-х ножей 530x35x3 SP
792.532.30 Комплект из 2-х ножей 530x30x3 HW
792.550.35 Комплект из 2-х ножей 550x35x3 HS
792.551.35 Комплект из 2-х ножей 550x35x3 SP
792.600.30 Комплект из 2-х ножей 600x30x3 HS
792.600.35 Комплект из 2-х ножей 600x35x3 HS
792.601.30 Комплект из 2-х ножей 600x30x3 SP
792.601.35 Комплект из 2-х ножей 600x35x3 SP
792.602.30 Комплект из 2-х ножей 600x30x3 HW
792.610.30 Комплект из 2-х ножей 610x30x3 HS
792.610.35 Комплект из 2-х ножей 610x35x3 HS
792.611.30 Комплект из 2-х ножей 610x30x3 SP
792. 611.35 Комплект из 2-х ножей 610x35x3 SP
611.35 Комплект из 2-х ножей 610x35x3 SP
792.612.30 Комплект из 2-х ножей 610x30x3 HW
792.630.30 Комплект из 2-х ножей 630x30x3 HS
792.630.35 Комплект из 2-х ножей 630x35x3 HS
792.631.30 Комплект из 2-х ножей 630x30x3 SP
792.631.35 Комплект из 2-х ножей 630x35x3 SP
792.632.30 Комплект из 2-х ножей 630x30x3 HW
792.640.30 Комплект из 2-х ножей 640x30x3 HS
792.650.35 Комплект из 2-х ножей 650x35x3 HS
792.651.35 Комплект из 2-х ножей 650x35x3 SP
792.710.30 Комплект из 2-х ножей 710x30x3 HS
792.710.35 Комплект из 2-х ножей 710x35x3 HS
792.810.30 Комплект из 2-х ножей 810x30x3 HS
792.810.35 Комплект из 2-х ножей 810x35x3 HS
792.811.30 Комплект из 2-х ножей 810x30x3 SP
792.811.35 Комплект из 2-х ножей 810x35x3 SP
792.812.30 Комплект из 2-х ножей 810x30x3 HW
792.821.35 Комплект из 2-х ножей 820x35x3 SP
792.997.30 Комплект из 2-х ножей 1050x30x3 HS
792. 997.35 Комплект из 2-х ножей 1050x35x3 HS
997.35 Комплект из 2-х ножей 1050x35x3 HS
792.998.30 Комплект из 2-х ножей 1050x30x3 SP
792.998.35 Комплект из 2-х ножей 1050x35x3 SP
792.999.30 Комплект из 2-х ножей 1050x30x3 HW
Отзывы о CMT 792.610.35 Ножи строгальные фуговальные из быстрорежущей стали HSS толщиной 3 мм 610x35x3 HS 2 шт
Отзывов пока не было. Вы можете оставить его первым
Сверхтвердые (70 Rc) быстрорежущие стали — объяснения Maxamet, Rex 121 и других
Спасибо Роберто Дж. Родригесу и Дж. Келли за то, что они стали сторонниками Knife Steel Nerds Patreon! Нам нужно всего несколько штук на 150 болельщиков!
Сверхтвердые быстрорежущие стали
Сверхтвердые быстрорежущие стали (>68 Rc или около того) интересны с точки зрения энтузиастов ножей и производителей ножей, особенно потому, что ножи очень часто производятся в диапазоне твердости 58-61 Rc. Металлургия этих типов сталей также интересна. Но прежде чем мы перейдем к тому, что именно представляют собой эти стали и как они работают, имеет смысл сначала взглянуть на то, что привело к их разработке.
История быстрорежущей стали
Я написал несколько статей об истории инструментальных и быстрорежущих сталей. Открытие быстрорежущей стали в конце 1890-х годов положило начало современной эре инструментальной стали. Об этой разработке я писал в этой статье. Добавление большого количества вольфрама привело к «вторичной закалке» при отпуске, что означает увеличение твердости при высоких температурах отпуска, около 900-1100°F (480-650°C), а не при обычном размягчении. Это означало, что инструменты могли работать на более высоких скоростях, когда они нагревались до более высоких температур, поскольку сохранялась хорошая твердость. Аналогичный эффект наблюдался и при добавлении молибдена:
Изображение из [1]
В этой статье вы можете прочитать о механизме, с помощью которого вольфрам и молибден повышают твердость в этом диапазоне высокого отпуска. Эти легирующие элементы приводят к выделению очень мелких карбидов, увеличивающих твердость в диапазоне высоких температур отпуска. Быстрорежущая сталь с высоким содержанием вольфрама, позже названная Т1, была стандартом для режущих инструментов в течение нескольких десятилетий. В конечном итоге он был вытеснен M2, который имеет комбинацию молибдена и вольфрама, а также больше ванадия, чем T1 (2% против 1%). Переход на M2 был вызван нехваткой вольфрама во время Второй мировой войны и войны в Корее, но также было обнаружено, что M2 обладает более высокой прочностью, износостойкостью и потенциальной твердостью, чем T1. Так что в целом это был хороший апгрейд из-за снижения стоимости и улучшения характеристик. Сплав с еще более высоким содержанием молибдена, M1, предшествовал M2, но не имел такого же успеха. М1 был запатентован в 1933 [2] и М2 в 1939 г. [3].
Быстрорежущая сталь с высоким содержанием вольфрама, позже названная Т1, была стандартом для режущих инструментов в течение нескольких десятилетий. В конечном итоге он был вытеснен M2, который имеет комбинацию молибдена и вольфрама, а также больше ванадия, чем T1 (2% против 1%). Переход на M2 был вызван нехваткой вольфрама во время Второй мировой войны и войны в Корее, но также было обнаружено, что M2 обладает более высокой прочностью, износостойкостью и потенциальной твердостью, чем T1. Так что в целом это был хороший апгрейд из-за снижения стоимости и улучшения характеристик. Сплав с еще более высоким содержанием молибдена, M1, предшествовал M2, но не имел такого же успеха. М1 был запатентован в 1933 [2] и М2 в 1939 г. [3].
Добавки кобальта в быстрорежущие стали
Впервые добавка кобальта в быстрорежущие стали была запатентована в Германии в 1912 году [4]. Было обнаружено, что кобальт увеличивает твердость после отпуска. Ранее я писал о влиянии кобальта в этой статье. Кобальт подавляет восстановление мартенсита, снижает уровень остаточного аустенита, увеличивает плотность зародышеобразования отпускаемых карбидов и замедляет укрупнение этих карбидов. Следовательно, увеличение содержания кобальта обычно приводит к повышению твердости быстрорежущих сталей, например, таких быстрорежущих сталей серии «Т» с примерно таким же составом, кроме кобальта:
Кобальт подавляет восстановление мартенсита, снижает уровень остаточного аустенита, увеличивает плотность зародышеобразования отпускаемых карбидов и замедляет укрупнение этих карбидов. Следовательно, увеличение содержания кобальта обычно приводит к повышению твердости быстрорежущих сталей, например, таких быстрорежущих сталей серии «Т» с примерно таким же составом, кроме кобальта:
Изображение из [5]
Сверхбыстрорежущие стали с высоким содержанием ванадия
Также было обнаружено, что высокое содержание ванадия (> 2%) возможно при условии увеличения содержания углерода, во-первых. обнаружен в 1932 г. [6]. Это привело к патентам на быстрорежущие стали с высоким содержанием ванадия в 1938 [7] и 1939 [8]. Первоначальный патент был на быстрорежущие стали с 8% молибдена, но после популярности стали M2 она была модифицирована в сталь Mo-W и к 1941 году стала называться M4 [9].]. Стали с еще более высоким содержанием ванадия, а также добавкой кобальта для повышения твердости стали Т15 и М15. T15 появился к 1946 году как Vasco Supreme [10], а M15 появился к 1951 году как Vasco Supreme A [11]. Vasco Supreme звучит как восхитительный предмет для заказа в Taco Bell, но это также была популярная быстрорежущая сталь. Подробнее о разработке этих сталей вы можете прочитать в этой статье. Эти стали получили название «сверхбыстрорежущие стали» из-за их высокой износостойкости.
T15 появился к 1946 году как Vasco Supreme [10], а M15 появился к 1951 году как Vasco Supreme A [11]. Vasco Supreme звучит как восхитительный предмет для заказа в Taco Bell, но это также была популярная быстрорежущая сталь. Подробнее о разработке этих сталей вы можете прочитать в этой статье. Эти стали получили название «сверхбыстрорежущие стали» из-за их высокой износостойкости.
«Сверхтвердые быстрорежущие» стали
Предел твердости, достигаемый при термообработке существующих сплавов, составлял около 67-68 Rc, но хотелось еще более высокой твердости для резки сложных материалов. Они достигли высокой твердости за счет сочетания высокого содержания углерода с высокими добавками кобальта. Более высокое содержание углерода, необходимое для этих марок стали, потребовало усовершенствования технологии производства стали для контроля сегрегации [5]. А улучшения в контроле состава позволили более плотным мишеням надлежащим образом сбалансировать химический состав для максимальной твердости [5]. Это связано с тем, что пляски на пределе свойства означают, что необходим относительно жесткий контроль, или вы рискуете недооценить или переоценить любой из заданных элементов, тем самым упустив желаемые свойства. Тройной или даже четырехкратный отпуск также оказался важным для минимизации остаточного аустенита в этих высокоуглеродистых марках.
Это связано с тем, что пляски на пределе свойства означают, что необходим относительно жесткий контроль, или вы рискуете недооценить или переоценить любой из заданных элементов, тем самым упустив желаемые свойства. Тройной или даже четырехкратный отпуск также оказался важным для минимизации остаточного аустенита в этих высокоуглеродистых марках.
Не знаю, что привело к внезапному консенсусу в отношении того, что быстрорежущие стали с более высокой твердостью возможны или желательны, но некоторые из них были запатентованы с разницей в несколько лет. Что касается дат подачи заявок, это включает сталь M44 компании Braeburn Alloy Steel (1960 г.) [12], сталь M41 компании Crucible Steel (1961 г.) [13], сталь M42 компании Vasco Metals (1963 г.) [14] и сталь M43 (1965 г.). ) [15]. Получаемые в результате составы этих сталей относительно сложны, но на практике они, по сути, являются результатом использования ранее существовавшей легированной кобальтом быстрорежущей стали и последующего определения содержания углерода, обеспечивающего максимальную твердость. Сталь М41 была разработана из М35, М42 из М33, М43 из М34 и М44 из М6. Однако наследие некоторых из этих классов восходит еще дальше. Например, М35 представляет собой М2 с добавкой кобальта, а М33 и М34 по существу представляют собой М1 с добавкой кобальта.
Сталь М41 была разработана из М35, М42 из М33, М43 из М34 и М44 из М6. Однако наследие некоторых из этих классов восходит еще дальше. Например, М35 представляет собой М2 с добавкой кобальта, а М33 и М34 по существу представляют собой М1 с добавкой кобальта.
А вот пример процесса поиска оптимального содержания углерода, в данном случае M42. При слишком большом количестве углерода уровень остаточного аустенита становится слишком высоким, чтобы его можно было удалить с помощью нескольких циклов отпуска.
Изображение из [16]
Эти стали были названы «сверхтвердыми» [5] или «сверхтвердыми» [14] быстрорежущими сталями, хотя в конечном итоге их обычно относили к категории «сверхбыстрорежущие стали» наряду с с М4 и Т15. Однако эти стали, как правило, не обладают такой высокой износостойкостью, как М4 и Т15. Следовательно, выбор между «сверхтвердым» и «сверхтвердым» заключался в том, требуется ли для операции резания более высокая твердость или более высокая износостойкость. Более высокая твердость желательна для обработки материалов с высокой твердостью, таких как высокопрочная сталь и титановые сплавы, где большая разница в твердости улучшает производительность. А также при резке материалов с более высокой скоростью резания, требующих лучшей твердости в горячем состоянии.
Более высокая твердость желательна для обработки материалов с высокой твердостью, таких как высокопрочная сталь и титановые сплавы, где большая разница в твердости улучшает производительность. А также при резке материалов с более высокой скоростью резания, требующих лучшей твердости в горячем состоянии.
Изображение из [5]
Изображение из [5]
Сталь M42 стала наиболее часто используемой из этих сверхтвердых быстрорежущих сталей, вероятно, из-за ее превосходной шлифуемости. Эта превосходная шлифуемость, вероятно, обусловлена тем, что M42 имеет самое низкое содержание ванадия среди этих сталей. Шлифуемость была важным фактором из-за сложности шлифования таких твердых сталей.
Таблица из [5]
Прочность M42 также была довольно хорошей, сравнимой с другими быстрорежущими сталями при той же твердости, и не падает резко в диапазоне твердости 68+. Это несколько удивительно из-за пагубного влияния кобальта на ударную вязкость. Например, сравните T1 и T4 на изображении ниже, где T4 идентичен T1, но с 5% кобальта. Вы можете видеть, что даже при одинаковой твердости прочность T4 значительно ниже. Исследователи Vasco обнаружили, что 8% Co и определенное содержание Mo-W, которые они использовали, обеспечивают наилучший баланс между высокой твердостью и хорошей ударной вязкостью. Это, в сочетании с относительно низким содержанием ванадия, вероятно, является причиной того, что M42 имеет относительно хорошую ударную вязкость.
Например, сравните T1 и T4 на изображении ниже, где T4 идентичен T1, но с 5% кобальта. Вы можете видеть, что даже при одинаковой твердости прочность T4 значительно ниже. Исследователи Vasco обнаружили, что 8% Co и определенное содержание Mo-W, которые они использовали, обеспечивают наилучший баланс между высокой твердостью и хорошей ударной вязкостью. Это, в сочетании с относительно низким содержанием ванадия, вероятно, является причиной того, что M42 имеет относительно хорошую ударную вязкость.
Изображение из [16]
Порошковая металлургия Сверхтвердые быстрорежущие стали
Технология порошковой металлургии еще больше расширила возможности производства сверхтвердых быстрорежущих сталей. Сталь для порошковой металлургии впервые была произведена в промышленных масштабах компанией Crucible Steel в конце 1970 года. Вы можете больше узнать о порошковой металлургии и о том, что она делает, в этой статье. Ранние быстрорежущие стали с ПМ просто брали существующие составы и производили их версии с ПМ, такие как M2, M42 и T15. Однако использование технологии ПМ позволило увеличить содержание ванадия. Карбиды ванадия могут стать очень большими при обычном производстве стали, что ограничивает шлифуемость и ударную вязкость. Однако порошковая металлургия во многом приводит к устранению этой проблемы. Например, было обнаружено, что как T15, так и M4 имеют значительное улучшение ударной вязкости и шлифуемости из-за значительного уменьшения размера карбида в результате порошковой металлургии.
Однако использование технологии ПМ позволило увеличить содержание ванадия. Карбиды ванадия могут стать очень большими при обычном производстве стали, что ограничивает шлифуемость и ударную вязкость. Однако порошковая металлургия во многом приводит к устранению этой проблемы. Например, было обнаружено, что как T15, так и M4 имеют значительное улучшение ударной вязкости и шлифуемости из-за значительного уменьшения размера карбида в результате порошковой металлургии.
Таблица из [17]
Таким образом, сверхтвердые быстрорежущие стали могут быть разработаны с использованием технологии порошковой металлургии, в которой также используется повышенное содержание ванадия для сочетания высокой твердости и высокой износостойкости. Первым из них был Crucible Rex 76, патент на который был подан в 1972 г. [18]. Эта сталь сочетала 3% ванадия с высоким содержанием углерода и кобальта для достижения этих свойств.
Замена карбида быстрорежущей стали
С самого начала разработки сверхтвердых быстрорежущих сталей было обещано, что эти стали смогут заменить цементированный карбид для некоторых операций механической обработки [12]. О том, что такое цементированный карбид, я писал в этой статье о ножах Sandrin. Цементированный карбид сочетает в себе высокий процент очень твердого карбида вольфрама (> 75%) с мягким кобальтовым связующим. Эти марки твердого сплава сочетают в себе очень высокую износостойкость, прочность и жесткость, что обеспечивает хорошие характеристики при высокоскоростных операциях механической обработки. Однако ударная вязкость цементированного карбида очень низкая, а стоимость высока. Таким образом, сверхтвердые быстрорежущие стали могут иметь характеристики, близкие к твердосплавным, в сочетании с более высокой ударной вязкостью, что снижает вероятность сколов или поломок инструмента. Идея «преодоления разрыва» между характеристиками твердого сплава и типичной быстрорежущей стали продолжает продвигаться как новая идея, по крайней мере, до 2004 года [19].[20]. Эти более поздние стали, заменяющие карбиды, сочетают в себе высокое содержание ванадия (5% или более) наряду с высокой твердостью (> 69 Rc) для очень высокой прочности и износостойкости.
О том, что такое цементированный карбид, я писал в этой статье о ножах Sandrin. Цементированный карбид сочетает в себе высокий процент очень твердого карбида вольфрама (> 75%) с мягким кобальтовым связующим. Эти марки твердого сплава сочетают в себе очень высокую износостойкость, прочность и жесткость, что обеспечивает хорошие характеристики при высокоскоростных операциях механической обработки. Однако ударная вязкость цементированного карбида очень низкая, а стоимость высока. Таким образом, сверхтвердые быстрорежущие стали могут иметь характеристики, близкие к твердосплавным, в сочетании с более высокой ударной вязкостью, что снижает вероятность сколов или поломок инструмента. Идея «преодоления разрыва» между характеристиками твердого сплава и типичной быстрорежущей стали продолжает продвигаться как новая идея, по крайней мере, до 2004 года [19].[20]. Эти более поздние стали, заменяющие карбиды, сочетают в себе высокое содержание ванадия (5% или более) наряду с высокой твердостью (> 69 Rc) для очень высокой прочности и износостойкости.
Однако первой из этих сталей, заменяющих карбид, на мой взгляд, была ASP60 фирмы Stora, самое раннее упоминание о которой я могу найти, относится к 1975 году [21]. В конечном итоге эта сталь была названа Erasteel ASP2060, а Uddeholm — Vanadis 60. ASP60 сочетает в себе 6,5% ванадия с высоким содержанием углерода и кобальта для обеспечения высокой износостойкости и твердости. Первоначально компания Crucible Steel утверждала, что концентрация выше 3% не нужна и не считается полезной [17]; однако продолжающееся существование ASP60 и разработка компанией Crucible быстрорежущих сталей с более высоким содержанием ванадия с тех пор, похоже, противоречат их первоначальным аргументам.
После Rex 76 и ASP 60 было разработано несколько других быстрорежущих сталей для замены карбида. К ним относятся Hitachi HAP 72 в 1985 г. [22], Crucible Rex 121 и Rex 86 в 1997 г. [23], Carpenter Maxamet в 2000 г. [24] и Bohler S290 в 2002 г. [25]. Все эти стали содержат не менее 5% ванадия для обеспечения высокой износостойкости в сочетании с высокой твердостью благодаря высокому содержанию кобальта и сбалансированному углероду.
замена карбида твердость быстрорежущей стали
Прочность быстрорежущих сталей, заменяющих карбиды, относительно низкая. Ведь они рассчитаны на термообработку не менее 67 Rc. Если желательна более низкая твердость, было бы лучше использовать сталь типа CPM-M4 или CPM-T15, поскольку они имеют более высокую ударную вязкость при более низких значениях твердости. Даже при тонкой микроструктуре, полученной в результате порошковой металлургии, ударная вязкость изначально низка и находится в диапазоне 68-72 Rc. Вы можете понять, о чем я говорю, посмотрев на прочность Rex 76 и Rex 121 по сравнению с другими сталями Crucible [23][26-33] или HAP 72 по сравнению с другими сталями Hitachi [34].
Возможно, мы можем сделать некоторые прогнозы того, какие стали, заменяющие карбиды, будут иметь наилучшую ударную вязкость, взглянув на относительное содержание карбидов, предсказанное Thermo-Calc при 2200°F: самое низкое содержание карбида, а Rex 121 — самое высокое содержание карбида, поэтому ожидается, что эти стали будут иметь самую высокую и самую низкую ударную вязкость. Это содержание карбида подтверждается микрофотографиями, которые я сделал для обеих этих сталей, где вы можете видеть, что Rex 121 имеет как больше карбида, так и более крупные карбиды, чем Maxamet. Сравнить с микрофотографиями других сталей можно в этой статье.
Это содержание карбида подтверждается микрофотографиями, которые я сделал для обеих этих сталей, где вы можете видеть, что Rex 121 имеет как больше карбида, так и более крупные карбиды, чем Maxamet. Сравнить с микрофотографиями других сталей можно в этой статье.
Сталь Rex 121 (аустенитизация при 1925°F) – объем карбида 32%
Сталь Maxamet (аустенитизация 1975°F) – объем карбида 22% и мной, и обработаны Alpha Knife Supply и Майком Пирсом. Эти тесты показали ожидаемую превосходную прочность Maxamet, хотя разница невелика. Есть еще одна партия образцов Максамета, которые я термообработал с помощью 19Аустенитизация при 00°F и отпуск при 500°F, и когда они будут обработаны и протестированы, я обновлю эту статью (надеюсь).
Удержание кромки
Единственное значение удержания кромки, которое у меня есть для любой из этих сталей, получено от Maxamet. Она очень хорошо показала себя в тесте, как и следовало ожидать от стали с высокой твердостью и высоким содержанием ванадия. Каждое из следующих значений получено из экспериментов CATRA, а затем нормализовано относительно 440C при 58-59 Rc, которому присвоено базовое значение 100. Таким образом, Maxamet со значением 222 для 68 Rc примерно в 2,2 раза больше сохраняет края, чем 440C. в 59Rc, если оба имеют одинаковую геометрию края и резкость.
Каждое из следующих значений получено из экспериментов CATRA, а затем нормализовано относительно 440C при 58-59 Rc, которому присвоено базовое значение 100. Таким образом, Maxamet со значением 222 для 68 Rc примерно в 2,2 раза больше сохраняет края, чем 440C. в 59Rc, если оба имеют одинаковую геометрию края и резкость.
ASP2060/Vanadis 60, HAP 72, Rex 86 и S290 также должны иметь аналогичный диапазон удержания кромки, поскольку эти стали также содержат 5-6,5% ванадия. Тем не менее, Rex 121 находится на еще более высоком уровне безумия с точки зрения износостойкости и, как ожидается, будет еще на одну ступень выше. Я использовал метод, описанный в этой статье, для оценки относительного удержания кромки CATRA для каждой из этих сталей на основе объема карбида в них из Thermo-Calc. Эти предсказанные значения, конечно, должны быть подтверждены экспериментально. Однако предсказанное значение для Максамета близко к приведенному выше экспериментальному значению, что дает мне некоторую надежду на достоверность предсказаний.
Прогнозируемые значения CATRA (не экспериментальные)
Шлифовка, чистовая обработка, заточка, коррозионная стойкость, стоимость
Так как все эти стали для порошковой металлургии с высоким содержанием легирующих элементов, они все относительно дороги. Получение их в подходящих размерах для ножей также может быть несколько затруднено, поскольку они в основном производятся для оснастки, а не для ножей. Шлифовка и отделка также затруднены даже в отожженном состоянии из-за высокого содержания ванадия. После закалки эти операции становятся еще более сложными, как и следовало ожидать из-за высокой твердости. Плохая шлифуемость и полируемость этих сталей также могут затруднить заточку. Ожидается, что коррозионная стойкость будет такой же, как и у других быстрорежущих сталей. Эти стали не являются нержавеющими, но обладают некоторой коррозионной стойкостью по сравнению с низколегированной сталью, такой как 109.5. Подробнее о коррозионной стойкости можно прочитать в этой статье.
Заключение
Разработка сверхтвердых и карбидозамещающих быстрорежущих сталей стала результатом долгой истории непрерывного совершенствования конструкции и производства быстрорежущих сталей. Усовершенствования в производстве стали в сочетании с улучшенным пониманием конструкции сплава быстрорежущей стали привели к сочетанию высокого содержания кобальта и оптимизированного содержания углерода для максимальной твердости. С внедрением порошковой металлургии стало возможным увеличить содержание ванадия, чтобы обеспечить сочетание очень высокой износостойкости и твердости. Эти стали обладают относительно низкой ударной вязкостью по сравнению со многими другими ножевыми сталями, но обеспечивают превосходное удержание режущей кромки. Высокая стоимость как покупки этих сталей, так и производства ножей из них ограничивает их использование относительно небольшим количеством ножей. Однако они предоставляют специальные варианты использования для тех, кто предпочитает максимальное сохранение края в ущерб другим свойствам.
[1] http://www.phase-trans.msm.cam.ac.uk/2004/Tempered.Martensite/tempered.martensite.html
[2] Эммонс, Джозеф В. «Стальной сплав и изделия сделанный оттуда». Патент США 1 937 334, выдан 28 ноября 1933 г.
[3] Де Врис, Ральф П. «Высокоскоростной инструмент». Патент США 2 212 227, выдан 20 августа 1940 г.
[4] Патент Германии № 281 386, 10 марта 1912 г.
[5] Fletcher, S.G. and Wendell. CR: Новое поколение быстрорежущих сталей – их металлургические характеристики Ежеквартальный отчет Metals Engineering American Society for Metals, 19 февраля.66.
[6] Кинзель, А. Б., и К. О. Берджесс. «Влияние ванадия на быстрорежущую сталь». Пер. амер. Институт инженеров-механиков 100 (1932): 257-263.
[7] Гилл, Джеймс П. «Инструмент из легированной стали». Патент США № 2105114. 11 января 1938 г.
[8] Гилл, Джеймс П. «Ферросплав». Патент США № 2174281. 26 сентября 1939 г.
[9] Гилл, Дж. П., и Роберт С. Роуз. «Молибденовые быстрорежущие стали».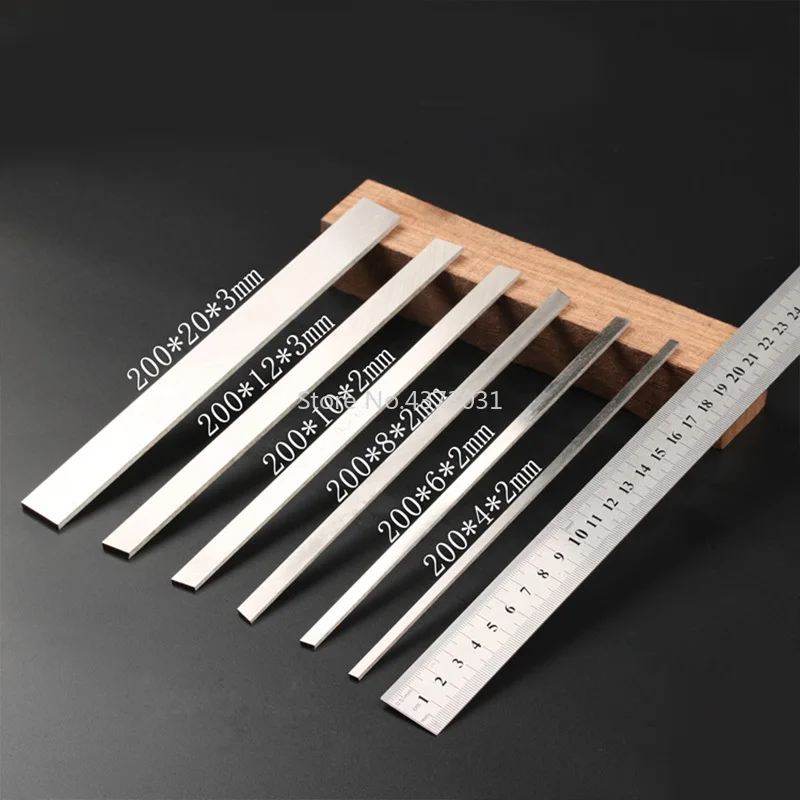 Железный век 148, вып. 13 (1941): 33-35.
Железный век 148, вып. 13 (1941): 33-35.
[10] «Материалы для высокоскоростной резки». Steel Processing and Conversion 32-33 (1946): 810.
[11] Automotive Industries 105 (1951): 158.
[12] Harvey, Richard F., and Charles W. Schuck. «Быстрорежущей стали.» Патент США 3 113 862, выдан 10 декабря 1963 г.
[13] Неренберг, Элвин Э., Тони В. Филип и Стивен Гэри. «Низколегированная сталь, обладающая высокой твердостью при повышенных температурах». Патент США 2 996 376, выдан 15 августа 1961 г.
[14] Хамакер-младший Джон С., Джеймс Р. Хэндисайд и Дэниел Х. Йейтс. «Сверхтвердая быстрорежущая сталь». Патент США 3 259 489, выдан 5 июля 1966 г.
[15] Mackay, William BF, and Robert O. Carson. «Быстрорежущая инструментальная сталь». Патент США 3,388,986, выдан 18 июня 1968 г.
[16] Хэндисайд, Дж. Р., Хамакер, Дж. К., и Йейтс, Д., «Быстрорежущая сталь Rc 70 — ее разработка, свойства и характеристики», Metal Progress (1963 г. ). ): 78-81.
). ): 78-81.
[17] Касак А. и Э. Дж. Дулис. «Инструментальные стали для порошковой металлургии». Порошковая металлургия 21, вып. 2 (1978): 114-123.
[18] Стивен Г. «Изделие из инструментальной стали, содержащее ванадий». Патент США 3 809 541, выдан 7 мая 1974 г.
[19] Маковец, Хайнц, Ингрид Шеммель и Эрнст Путцгрубер. «Инструментальные материалы для ПМ: новая марка стали с ПМ для микроочистки S290 — промежуточный материал между обычными марками ПМ и цементированными карбидами». Европейский конгресс и выставка по порошковой металлургии. Материалы конференции European PM Conference Proceedings , vol. 3, с. 1. Европейская ассоциация порошковой металлургии, 2004 г.
[20] Карнес, Роберт Э. и Дэвид Э. Верт. «Новый сплав порошкового металла устраняет разрыв между быстрорежущей сталью и карбидом вольфрама». Статьи о технологиях плотника от мая г. (2001 г.).
[21] Хеллман, П. и Х. Визелл. «Влияние структуры на ударную вязкость и шлифуемость быстрорежущей стали». В презентации на Международном коллоквиуме «Быстрорежущие стали» , стр. Сент-Этьен. 1975.
В презентации на Международном коллоквиуме «Быстрорежущие стали» , стр. Сент-Этьен. 1975.
[22] 中村秀樹, 清永欣吾 и 山根康史. «新高性能粉末高速度工具鋼 「HAP72, 70」 の開発». 日本金属学会会報 27, вып. 6 (1988): 477-479.
[23] Войцежинский, Анджей Л. и Уильям Стаско. «Изделие из быстрорежущей стали». Патент США 6,057,045, выдан 2 мая 2000 г.
[24] Wert, David E., Gregory J. Del Corso, and Harrison A. Garner Jr. «Инструментальная сталь высокой твердости для порошковой металлургии и изделия из нее». Патент США 6 482 354, выдан 19 ноября 2002 г.
[25] Майли И., Р. Рабич, В. Либфарт, Х. Маковец и Э. Путцгрубер. «Новая быстрорежущая сталь Bohler для порошковой металлургии с превосходной твердостью в горячем состоянии». В Проц. 6-й Международной инструментальной конференции, Карлстад, Швеция . 2002.
[26] https://www.crucible.com/PDFs/DataSheets2010/dsCPM%20CruWear2015.pdf
[27] http://www.crucible.com/PDFs/DataSheets2010/Data%20Sheet%204V .pdf
[28]. [30] https://www.crucible.com/eselector/prodbyapp/highspeed/rexm42.html
[30] https://www.crucible.com/eselector/prodbyapp/highspeed/rexm42.html
[31] http://www.crucible.com/PDFs/DataSheets2010/ds76rev1%202010.pdf
[32] http://www.crucible.com/PDFs/DataSheets2010/dsT15v1%202010.pdf
[33] http://www.crucible.com/PDFs/DataSheets2010/dsM4v1%202010.pdf
[34] https://www.hitachi-metals.co.jp/e/products/auto/ml/pdf /hsts_b.pdf
Нравится:
Нравится Загрузка…
Сменные стальные ножи (HSS) для большинства строгальных станков и фуганков модели
Категории
Мы предлагаем большой выбор наиболее распространенных наборов строгальных и фуганочных ножей из V2-HSS и твердого сплава. Если вам нужен нож определенной длины, которого нет в этой категории, мы, скорее всего, сможем вам помочь. Мы также предлагаем длинные ножевые бруски (обычно длиной 31″ и 36″ из быстрорежущей стали и длиной 25″ из твердого сплава) самой распространенной ширины и толщины. желаемой длины
Или:
Уточнить поиск
Сравнение продуктов (0)
Сортировать по:
Имя по умолчанию (A — Z) Название (Z — A) Цена (Низкая > Высокая) Цена (Высокая > Низкая) Рейтинг (Самый высокий) Рейтинг (Самая низкая)Модель (A — Z)Модель (Z — A)
Показать:
255075100
(долл. США) $14,00
США) $14,00
(долл. США) $74,75
(долл. США) $91,00
(долл. США) $163,25
(долл. США) $181,50
(долл. США) $62,00
(долл. США) $72,25
(долл. США) $91,50
(долл. США) $157,75
(долл. США) $20,25
США) $20,25
(долл. США) $48,50
(долл. США) $284,25
(долл. США) $165,50
(долл. США) $20,50
(долл. США) $39,25
(долл. США) $242,00
(долл. США) $63,75
(долл. США) $88,75
(долл. США) $86,50
США) $86,50
(долл. США) $49,00
(долл. США) $36,00
(долл. США) $342,75
(долл. США) $162,75
(долл. США) $30,00
(долл. США) $50,50
(долл. США) $167,75
(долл. США) $164,00
(долл. США) $69,50
США) $69,50
(долл. США) $118,50
(долл. США) $25,75
(долл. США) $49,00
(долл. США) $193,25
(долл. США) $217,00
(долл. США) $56,50
(долл. США) $145,25
(долл. США) $160,00
(долл. США) $28,75
США) $28,75
(долл. США) $36,25
(долл. США) $148,25
(долл. США) $71,00
(долл. США) $96,75
(долл. США) $123,00
(долл. США) $38,25
(долл. США) $38,00
(долл. США) $272,00
(долл.