Строгальные ножи и ножевые валы. Строгальные ножи
Строгальные ножи и ножевые валы
Категория:
Столярное дело
Строгальные ножи и ножевые валыСтрогальные ножи. Строгальные ножи подразделяют на тонкие и толстые. Размеры ножей тонких: длина от 40 до 1810 мм, ширина 30, 35, 40 и 45 мм, толщина — 3 мм; толстых соответственно: 40 — 800, 75 — 120; 6, 8 — 10 мм. Тонкие ножи изготовляют целиком из высококачественной инструментальной стали. У толстых ножей из такой стали наваривают со стороны режущей кромки по всей ее длине и на половину ширины ножа слой толщиной 1,5 — 2 мм.
Толстые ножи имеют со стороны обушка прорези для зажимных болтов. Глубина прорезей равна 0,55 ширины ножа, ширина прорезей на 1 — 1,5 мм больше диаметра зажимного болта. Количество прорезей — от 2 до 10, расстояние между ними 60 и 80 мм, в зависимости от длины ножа. Тонкие ножи прорезей не имеют.
Строгальные ножи со стороны режущей кромки нередко имеют равномерный прогиб по ширине величиной 0,25 — 0,5 мм. При зажиме ножа в ножевом валу прогиб увеличивает прочность крепления ножа, кроме того, повышается жесткость режушей кромки.
Рис. 1. Строгальные ножи: а — тонкий; б — толстый; в — прогиб ножа по ширине
Передняя грань ножа должна быть ровной, шлифованной; задняя грань может быть гладкой или рифленой. Рифление способствует лучшему сцеплению ножа с ножевым валом. Ножи с трещинами для работы не пригодны. Не допускаются на ножах раковины, ржавчина.
Угол заострения строгальных ножей 40°. Заточку ножей производят в ножепилоточной мастерской на точильных станках; вручную можно только править ножи оселком.
Рис. 2. Весы для выбалансирования строгальных ножей: 1 — коромысло весов; 2 — нож; 3 — упор; 4 — навески
Все ножи, устанавливаемые на одном ножевом валу, должны иметь одинаковую толщину и одинаковый вес. Вес ножей проверяют поочередным их взвешиванием. Кроме того, каждый нож должен быть выбалансирован, т. е. уравновешен так, чтобы его Центр тяжести был точно посередине. Выбалансировку ножей производят на специальных балансировочных весах (рис. 80). Нож укладывают на коромысле весов концом вплотную к Упору и весы приводят в равновесие при помощи навески. После этого нож переворачивают и укладывают вплотную к упору другим концом. Если при этом равновесие весов нарушилось, значит нож по отношению к оси симметрии не сбалансирован,
Для уравнивания веса обеих половин ножа и веса всех ножей одной головки стачивают часть металла с обушка того или иного ножа. Реже производят наваривание металла на обушок.
Ножевые валы. Рабочие валы в строгальных станках чаще называют ножевыми валами, иногда — ножевыми головками, патронами. Ножевой вал может быть цельным, изготовленным из одной поковки и составным. У составного вала ось вытачивается отдельно и на нее наглухо насаживается на шпонках патрон для ножей.
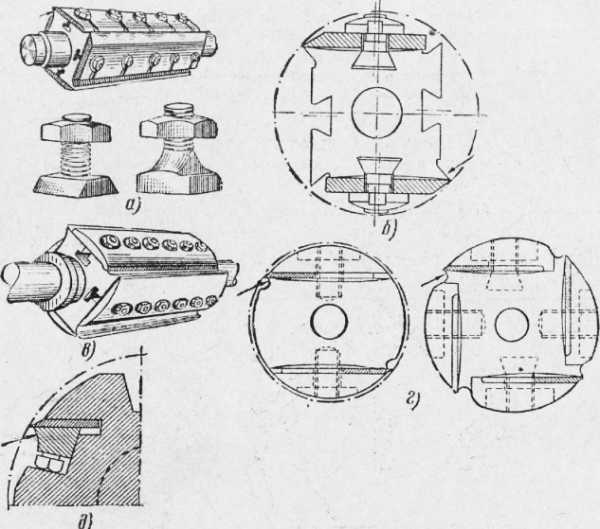
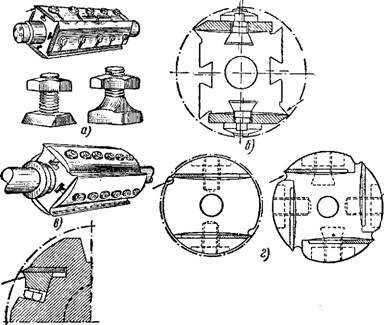
Рис. 3. Ножевые валы: а — квадратный вал и болты для крепления ножей; б — крепление на квадратном валу толстых ножей; в — крепление на квадратном валу тонких ножей при помощи накладок; г — превращение квадратного ножевого вала в круглый посредством сегментообразных накладок; д — крепление ножей в круглых валах (стрелками показаны сгружколомательные откосы)
Ножевые валы бывают квадратные и круглые.
Квадратные валы (рис. 3, а) имеют на гранях продольные канавки Т-образного или трапециевидного сечения, в которые заводятся болты для крепления ножей. Вид болтов показан на рис. 3, а, крепление — на рис. 3,б. При установке тонких ножей применяются накладки (рис. 3, в).
Основной недостаток квадратных валов состоит в том, что во время их вращения между валом и краями рабочего стола при каждом ббороте образуются значительные расстояния, представляющие опасность, так как в эти промежутки станочник может попасть пальцами рук. В открытых строгальных станках квадратные ножевые валы не допускаются. Другие недостатки квадратных валов заключаются в следующем: 1) ножи получают крепление только в местах, где ставятся болты, поэтому в промежутках между болтами возможна вибрация (дрожание) ножей во время работы; 2) на валу нельзя крепить больше четырех ножей. Чтобы устранить квадратносгь валов, применяют под болты накладки сегментообразной формы (рис. 3, г).
Наиболее безопасны цельноточеные круглые валы. Для крепления ножей на боковой поверхности этих валов имеются продольные пазы, в которые вставляются ножи и трапециевидные прижимные вкладыши с винтами (рис. 3, д). Такой способ крепления ножей вполне надежный, исключающий возможность вылета ножа и вкладыша из паза во время работы, а также вибрацию режущей кромки, так как нож равномерно зажимается по всей его длине. Кроме того, этот способ позволяет устанавливать на круглом валу значительно большее количество ножей, чем на квадратном.
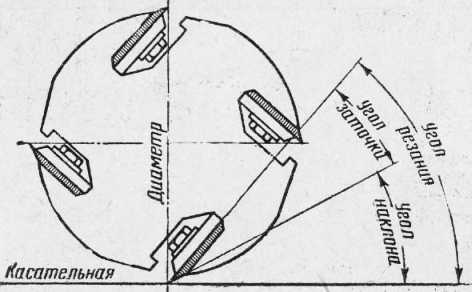
Рис. 4. Определение угла заточки, угла резания и угла наклона строгального ножа, вставленного в ножевой вал
Для образования сгружколомателя делают в квадратных валах перед режущей кромкой ножа откос, а в валах с накладками — сегментообразную продольную выемку. В круглых валах откос делают во вкладышах.
Ножевой вал при любой его форме должен быть прямым и выбалансированным, т. е. иметь по всей длине одинаковую толщину (диаметр), одну и ту же плотность и одинаковый объемный вес.
Угол резания установленных на валу строгальных ножей 50 — 65°, угол уклона равен 10 — 15°. Углы определяют, как показано на рис. 4.
Режущие кромки всех установленных ножей должны располагаться на одинаковом расстоянии от центра вала и равномерно выступать над кромкой стружколомателя на 0,5 — 1,5 мм. Затягивают болты от середины к концам ножа. После того как станок поработает 5 — 10 мин., его останавливают и болты подтягивают.
Выбалансированность вала с ножами проверяют повертыванием его вокруг оси вращения с остановками. Если вал после остановок сохраняет полную неподвижность, его считают выба-лансированным. Невыбалансированный вал, как принято говорить, «скатывается вниз», т. е. делает до полной остановки еще какое-то дополнительное вращательное движение. Перед проверкой выбалансированности обязательно снимают приводной ремень.
Более точную выбалансировку вала делают путем провертывания его на балансировочных ножах (рис. 5).
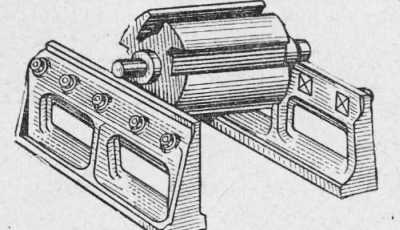
Рис. 5. Ножевая головка на балансировочных ножах
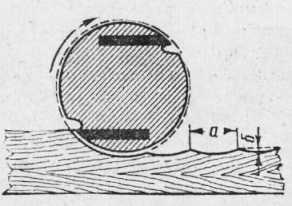
Рис. 6. Строгание вращающимися ножами: а — длина волны; б — высота гребня
Для проверки правильности установки ножей по высоте подводят к кромке какого-нибудь одного ножа точно отфугованную линейку и провертывают ножевой вал. Если при этом режущие кромки всех ножей не цепляют за линейку и зазор между ними и линейкой остается одинаковым, считают, что ножи по высоте установлены правильно.
Строгание вращающимися ножами отличается от строгания ручным инструментом. При строгании ручным фуганком, например, получается длинная непрерывная стружка, при строгании вращающимися ножами вырезается короткая стружка в виде сегмента. В материале поперек его волокон образуется на месте срезанной стружки впадина, которую принято называть волной. Строганая поверхность получается волнистой (рис. 6).
Чем короче волны, чем ниже гребни между ними, тем строганая поверхность чище. Чистота строгания (длина волн) зависит от числа оборотов ножевого вала, количества ножей на валу и
скорости подачи материала. Чем выше число оборотов вала и чем больше ножей на нем, тем чище строгание. Строгальные станки прежних конструкций делали всего 3000 — 4000 об/мин, в современных строгальных станках вал делает 5000 — 6000 об/мин; устанавливают на нем 4 — 8 ножей.
Уменьшение скорости подачи повышает чистоту строгания, но одновременно снижает производительность труда. Поэтому уменьшать скорость подачи можно лишь в исключительных случаях, например, при строгании древесины очень свилеватой, древесины ценных пород.
Рис. 7. Схема конструкции фуговального станка: 1 — станина; 1 — ножевой вал; 3 — винт для подъема и опускания плиты; 4 — рабочий стол; 5 — направляющая линейка
Читать далее:
Строгание на фуговальном станке
Статьи по теме:
pereosnastka.ru
Ножи строгальные по дереву | Заточка строгальных ножей в Санкт-Петербурге
Главная » Каталог деревообрабатывающего оборудования » Строгальные ножи
Товары и услуги
Представляем Вашему вниманию ножи строгальные различных видов. Ножи по дереву следует подбирать специально для той техники, которую Вы используете. Благодаря большому ассортименту можно выбрать конкретный вид ножа, который максимально подходит для поставленной задачи. Существует 3 вида ножей. Первый изготавливается из марки стали для инструментов и применяется чаще всего для работы с мягкими древесными породами и не зависит от используемого станочного оборудования. Сталь в ножах второго типа является быстрорежущей. Такие ножи отличаются тем, что установленные в них пластины из твёрдых сплавов дают возможность добиться высочайшей производительности с малым износом инструмента. Ножи третьего типа отличаются напайкой твёрдых сплавов, которая помогает обрабатывать сверхпрочные материалы.
Нужно обратить внимание на то, что строгальные ножи легко заменяются, поэтому срок эксплуатации станка увеличивается. Помимо этого, можно заменять отдельные части ножей, что особенно актуально с индивидуальным подбором ножа под тот или иной станок. Если компания занимается производством деревянной мебели на заказ, то может понадобиться определённый тип фрез, который пользуется особым спросом в сфере обработки древесных пород. Корректный выбор строгальных ножей обуславливается тремя характеристиками: длиной, шириной и, соответственно, толщиной ножа, которая является главным параметром, задающим прочность режущего инструмента. При работе с заготовками из мягкого материала применяются хрупкие ножи невысокой толщины, а твёрдые заготовки обрабатываются прочными режущими инструментами. Четырёхсторонние станки, например, используют строгальные ножи по дереву только из инструментальной стали, зачастую произведённые в Тайвани или Чехии.
Строгальные ножи, произведённые в России в основном отличаются качеством исполнения и ценовой категорией, к тому же совместимость с российскими же станками выше. Большая часть подходит для распространённых мягких пород древесины, популярных в западной части страны. Строгальные ножи, будучи сменным режущим элементом в станках играют главную роль в процессе обработки дерева. Потому, из заточке следует уделять особое внимание. Глубокие профили фрезеруются именно строгальными ножами повышенной прочности с толщиной до 8 миллиметров. Рифление на ноже в значительной степени облегчает установку и обеспечивает более комфортное закрепление инструмента на барабане.
stanokspb.ru
Строгальные ножи и ножевые валы
СТОЛЯРНОЕ ДЕЛО
Строгальные ножи. Строгальные ножи подразделяют на тонкие и толстые (рис. 79). Размеры ножей тонких: длина от 40 до 1810 мм, ширина 30, 35, 40 и 45 мм, толщина — 3 мм; толстых соответственно: 40—800, 75—120; 6, 8—10 мм. Тонкие ножи изготовляют целиком из высококачественной инструментальной стали. У толстых ножей из такой стали наваривают со стороны режущей кромки по всей ее длине и на половину ширины ножа слой толщиной 1,5—2 мм.
Толстые ножи имеют со стороны обушка прорези для зажимных болтов. Глубина прорезей равна 0,55 ширины ножа, ширина прорезей на 1—1,5 мм больше диаметра зажимного болта. Количество прорезей — от 2 до 10, расстояние между ними 60 и 80 мм, в зависимости от длины ножа. Тонкие ножи прорезей не имеют.
Строгальные ножи со стороны режущей кромки нередко имеют равномерный прогиб по ширине величиной 0,25—0,5 мм (рис. 79, в). При зажиме ножа в ножевом валу прогиб увеличивает прочность крепления ножа, кроме того, повышается жест - кость режущей кромки.
JU^
Б) 0.25-0,5мм,
Рнс. 79. Строгальные ножн:
А — тонкий; 6 — толстый; в — прогиб иожа по ширине
Передняя грань ножа должна быть ровной, шлифованной; задняя грань может быть гладкой или рифленой. Рифление способствует лучшему сцеплению ножа с ножевым валом. Ножи с трещинами для работы не пригодны. Не допускаются на ножах раковины, ржавчина.
Угол заострения строгальных ножей 40°. Заточку ножей производят в ножепилоточной мастерской на точильных стан-
| Рнс. 80. Весы для выбаланснровання строгальных ножен; / — коромысло весов; 2 — нож; 3— упор; 4 — навески |
Все ножи, устанавливаемые на одном ножевом валу, должны иметь одинаковую толщину и одинаковый вес. Вес ножей проверяют поочередным их взвешиванием. Кроме того, каждый нож должен быть выбалансирован, т. е. уравновешен так, чтобы его Центр тяжести был точно посередине. Выбалансировку ножей производят на специальных балансировочных весах (рис. 80), Нож 1 укладывают на коромысле весов 2 концом вплотную к Упору 3 и весы приводят в равновесие при помощи навески 4 После этого нож переворачивают и укладывают вплотную к Упору другим концом. Если при этом равновесие весов нарушилось, значит нож по отношению к оси симметрии не сбалансирован.
Для уравнивания веса обеих половин ножа и веса всех ножей одной головки стачивают часть металла с обушка того или иного ножа. Реже производят наваривание металла на обушок.
|
Рис. 81. Ножевые валы: A — квадратный вал н болты для крепления иожей; б — крепление на квадратном валу толстых ножей; в — крепление иа квадратном валу тонких ножей при помощи накладок; г — превращение квадратного ножевого вала в круглый посредством сегмеитообразиых иакладск; д — крепление иожей в круглых валах (стрелками показаны сгружколомательные откосы) |
| Из одной поковки и составным. У составного вала ось вытачивается отдельно и на нее наглухо насаживается на шпонках патрон для ножей. Ножевые валы бывают квадратные и круглые. Квадратные валы (рис. 81, а) имеют на гранях продольные канавки Т-образного или трапециевидного сечения, в которые заводятся болты для крепления ножей. Вид болтов показан на рис. 81, а, крепление — на рис. 81,6. При установке тонких ножей применяются накладки (рис. 81, в). Основной недостаток квадратных валов состоит в том, что во время их вращения между валом и краями рабочего стола при 104 |
Ножевые валы. Рабочие валы в строгальных станках чаще называют ножевыми валами, иногда — ножевыми головками, патронами. Ножевой вал может быть цельным, изготовленнымкаждом обороте образуются значительные расстояния, представляющие опасность, так как в эти промежутки станочник может попасть пальцами рук. В открытых строгальных станках квадратные ножевые валы не допускаются. Другие недостатки квадратных валов заключаются в следующем: 1) ножи получают крепление только в местах, где ставятся болты, поэтому в промежутках между болтами возможна вибрация (дрожание) ножей во время работы; 2) на валу нельзя крепить больше четырех ножей. Чтобы устранить квадратность валов, применяют под болты накладки сегментообразной формы (рис. 81, г).
Наиболее безопасны цельноточеные круглые валы. Для крепления ножей на боковой поверхности этих валов имеются продольные пазы, в которые вставляются ножи и трапециевидные прижимные вкладыши с винтами (рис. 81, (3). Такой способ крепления ножей вполне надежный, исключающий возможность вылета ножа и вкладыша из паза во время работы, а также вибрацию режущей кромки, так как нож равномерно зажимается по всей его длине. Кроме того, этот способ позволяет устанавливать на круглом валу значительно большее количество ножей, чем на квадратном.
| Рис. 82. Определение угла заточки, угла резания и угла наклона строгального ножа, вставленного В ножевой вал |
Для образования стружколомателя делают в квадратных валах перед режущей кромкой ножа откос, а в валах с накладками — сегментообразную продольную выемку. В круглых валах откос делают во вкладышах (рис. 81, д).
Ножевой вал при любой его форме должен быть прямым и выбалансированным, т. е. иметь по всей длине одинаковую толщину (диаметр), одну и ту же плотность и одинаковый объемный вес.
Угол резания установленных иа валу строгальных ножей 50—65°, угол уклона равен 10—15°, Углы определяют, как показано на рис. 82.
Режущие кромки всех установленных ножей должны располагаться на одинаковом расстоянии от центра вала и равномерно выступать над кромкой стружколомателя на 0,5—1,5 мм. Затягивают болты от середины к концам ножа. После того как станок поработает 5—10 мин., его останавливают и болты подтягивают.
Выбалансированность вала с ножами проверяют повертыванием его вокруг оси вращения с остановками. Если вал после остановок сохраняет полную неподвижность, его считают выба- лансированным. Невыбалансированный вал, как принято говорить, «скатывается вниз», т. е. делает до полной остановки еще какое-то дополнительное вращательное движение. Перед проверкой выбалансированности обязательно снимают приводной ремень.
Более точную выбалансировку вала делают путем провертывания его на балансировочных ножах (рис. 83),
| Рис. 83. Ножевая головка на балансировочных ножах |
| Рис, 84. Строгание вращающи' Мися ножами: а—длина волны: б—высота гребня |
Для проверки правильности установки ножей по высоте подводят к кромке какого-нибудь одного ножа точно отфугованную линейку и провертывают ножевой вал. Если при этом режущие кромки всех ножей не цепляют за линейку и зазор между ними и линейкой остается одинаковым, считают, что ножи по высоте установлены правильно.
Строгание вращающимися ножами отличается от строгания ручным инструментом. При строгании ручным фуганком, например, получается длинная непрерывная стружка, при строгании вращающимися ножами вырезается короткая стружка в виде сегмента. В материале поперек его волокон образуется на месте срезанной стружки впадина, которую принято называть Волной. Строганая поверхность получается волнистой (рис. 84).
Чем короче волны, чем ниже гребни между ними, тем строганая поверхность чище. Чистота строгания (длина волн) зависит or числа оборотов ножевого вала, количества ножей на валу и 106скорости подачи материала. Чем выше число оборотов вала и чем больше ножей на нем, тем чище строгание. Строгальные станки прежних конструкций делали всего 3000—4000 об/мин, в современных строгальных станках вал делает 5000—6000 об/мин; устанавливают на нем 4—8 ножей.
| Рис. 85. Схема конструкции фуговального станка: / — станина: 2— ножевой вал: 3 — виит для подъема и опускания плнты; 4 — Рабочий стол; 5 — направляющая линейка |
Уменьшение скорости подачи повышает чистоту строгания, но одновременно снижает производительность труда. Поэтому уменьшать скорость подачи можно лишь в исключительных случаях, например, при строгании древесины очень свилеватой, древесины ценных пород.
Выбор двери — это достаточно ответственное решение, ведь только качественное и надежное изделие сможет верно прослужить вам длительный срок. Наша компания «Бережа» предлагает великолепную продукцию от ведущих производителей. Ознакомиться с …
Вскрытие замков аварийное может понадобиться каждому человеку, так как причин из-за которых не получается открыть запирающий механизм много. Чаще всего люди просто теряют ключи или захлопывают их внутри квартиры, хотя …
Дверь должна иметь набор надежных дополнительных элементов. Без таких простых деталей, как петли и ручки, не будет работать открывающий механизм. При покупке различных дверных аксессуаров надо заострять внимание не только …
msd.com.ua