Маркировка абразивных кругов для угло - шлифовальной машины. Маркировка круги абразивные
FAQ: Маркировка и строение шлифовальных кругов
Основные составляющие шлифовального круга:
- Зёрна абразивного материала. Чаще всего применяется электрокорунд различных марок, карбид кремния (карборунд), эльбор (кубический нитрид бора, кубонит), алмаз (искусственный и природный). Далее речь будет идти в основном о кругах из электрокорунда и карбида кремния с керамической связкой. Собственно зёрна и выполняют всю полезную работу - т. е. срезают стружку с обрабатываемого материала.
- Связка - вещество скрепляющее зёрна абразива в единое целое.
- Поры - пространство между зёрнами, незаполненное связкой.
- В некоторых кругах также могут присутствовать специальные пропитки улучшающие условия резания, повышающие стойкость круга, снижающие температуру в зоне резания. Такие круги называют “импрегнированными”.
14А F60 K 7 V
Это обозначение соответствует ГОСТ Р52381-2005, ГОСТ Р 52587-2006 и международным стандартам ISO. До их введения в СССР и РФ действовала другая система обозначений (утратившая силу). По старой системе обозначение выглядит так:14А 25 СМ1 7 К
Далее, для удобства буду приводить обозначения в обоих вариантах (старый в скобках).Тип абразива: 14А F60 K 7 VБуква А означает электрокорунд, буква С означает карбид кремния.Число перед буквой означает конкретный тип абразива. Обозначение типов абразивов не регламентировано стандартами, у каждого производителя может быть своя система обозначений. Но для наиболее популярных абразивов, часто применяются общепринятые названия:13А, 14А, 15А, 16А - нормальные электрокорунды;23А, 24А, 25А - белые электрокорунды;33А, 34А - хромистые электрокорунды;37А - титанистый электрокорунд;38А - циркониевый электрокорунд;43А, 44А, 45А - монокорунды;91А,92А, 94А, 95А - хромтитанистые электрокорунды;53С, 54С - карбид кремния чёрный;62С, 63С, 64С - карбид кремния зелёный.
Зернистость: 14А F60 K 7 VБуква F значит, что обозначение зернистости соответствутет стандарту FEPA (Европейская ассоциация производителей абразивов) и ISO 8486. Существуют также другие стандарты определяющие размеры абразивов и сит, соответствие между ними есть здесь:http://www.fepa-abra...dex=2&tabid=274
Число 60 обозначает набор сит через которые просеивался абразив.В ГОСТ 3647-80 (устаревшем) число обозначающее зернистость соответствует размеру ячеки сита в сотых долях мм для шлифзерна и в мкм для шлиф. порошковНапример, F60 соответствует обозначению 25, то есть средний размер зерна равен 0.26 мм.Соответствие старых и новых обозначений есть в приложении к ГОСТу: ГОСТ Р 52381-2005 Материалы абразивные. Зернистость и зерновой состав шлифовальных порошков. Контроль зернового составаГОСТ 3647-80 Материалы шлифовальные. Классификация. Зернистость и зерновой состав. Методы контроля
Иногда для производства шлифовальных кругов применяются смеси разных зернистостей, например, F70/80 или F80/100.
В большинстве случаев для шлифования сталей на станках используются круги с зернистостью F90(16) - F46(40)
Структура: 14А F60 K 7 VСтруктура - важная, но часто не упоминаемая характеристика шлифовального круга. Номер структуры указывает, какая часть объёма шлифовального круга занята зёрнами абразива. Чем выше номер структуры, тем меньше суммарный объём зёрен в круге.Какого-то стандартизированного обязательного соответствия номера структуры и объёма зёрен нет. Это зависит от рецептуры и технологии изготовления круга и у разных производителей номер структуры и соответствующий объём абразива могут отличаться.
Для справки можно привести следующие соотношенияномер структуры и объёма абразива в % от полного объёма кругаПлотные структуры:№0 - 62...68%№1 - 60...64%№2 - 58...60%№3 - 56...58%№4 - 54...56%Средние (нормальные структуры):№5 - 52...54%[№6 - 50...52%№7 - 48...50%№8 - 46...48%Открытые структуры:№9 - 44%[№10 - 42%№11 - 40%№12 - 38%Открытые высокопористые структуры:№13 - 36%№14 и выше - 34% и менее
Следует учесть, что для некоторых структур (особенно высокопористых) зависимость номера и объёма может сильно отличаться, или вообще быть условной и отражать характер распределения зёрен и связей между ними.Важным является то, что структура выражает относительное объёмное содержание зёрен. То есть при равной структуре в круге с большим зерном концентрация зёрен будет ниже, чем в круге с меньшим зерном. Следовательно при шлифовании в каждую единицу времени в резании будет участвовать меньшее кол-во режущих кромок, снимающих более крупную стружку.
Для сравнения, например: при одном номере структуры в круге зернистостью F60(25) кол-во зёрен на мм³ в 4 раза больше чем в круге F46(40), а в круге F90(16) больше в 15 раз. Аналогично изменяется кол-во зёрен одновременно участвующих в процессе резания.
Это важно с технологической точки зрения - при прочих равных условиях, при шлифовании кругом с крупным зерном, тепловыделение будет меньше, требуемая мощность шлифовального шпинделя тоже будет меньше, но нагрузка на каждое отдельное зерно круга будет больше.
Твёрдость: 14А F60 K 7 VТвёрдость шлифовального круга - это не твёрдость в общепринятом смысле и не следует её путать с твёрдостью абразивного материала. Под твёрдостью круга понимают сопротивление зёрен вырыванию из связки.По современной международной системе твёрдость обозначается буквами латинского алфавита:F, G - весьма мягкие;H, I, J - мягкие;K, L - среднемягкие;M, N - средние;O, P, Q - среднетвёрдые;R, S - твёрдые;T, U - весьма твёрдые;V, W, X, Y, Z - чрезвычайно твёрдые.[Соответствие между новой и старой системой есть в приложении к ГОСТу:ГОСТ Р 52587-2006 Инструмент абразивный. Обозначения и методы измерения твердости
Степень твёрдости указывает какая часть объёма шлифовального круга занята порами и связкой. Чем выше твёрдость, тем меньше пор в круге и больше связки. Так же как и структура, твёрдость не стандартизирована и зависит от от рецептуры и технологии изготовления круга.Для измерения твёрдости шлифовального круга существует несколько стандартизированных способов:ГОСТ 18118-79 Инструмент абразивный. Измерение твердости пескоструйным методомГОСТ 19202-80 Инструмент абразивный. Измерение твердости методом вдавливания шарикаГОСТ 21323-75 Инструмент абразивный. Измерение твердости методом вдавливания конусаИногда вместо характеристики твёрдости используется “звуковой индекс”. Звуковой индекс - виброакустическая характеристика круга, также зависящая от состава.
ГОСТ Р 52710-2007 Инструмент абразивный. Акустический метод определения твердости и звуковых индексов по скорости распространения акустических волнГОСТ 25961-83 Инструмент абразивный. Акустический метод контроля физико-механических свойствОриентировочное соответствие звуковых индексов обозначениям твёрдости есть в приложении А к ГОСТ Р 52710-2007
Для отрезных кругов звуковые индексы даны в приложении А к ГОСТ 21963-2002 Круги отрезные. Технические условия
Твёрдость определяет важное свойство круга - самозатачиваемость.Самозатачиваемость - это процесс вырывания из связки затупившихся абразивных зёрен или их раскалывание. При затуплении зерна сила приложенная к зерну в момент резания возрастает, и если эта сила становится выше силы удерживающей зерно в круге - зерно вылетает, либо раскалывается, образуя новые, острые режущие кромки.Чем мягче круг, тем выше свойство самозатачиваемости, т.е. тупые зёрна удаляются быстрее, чем при шлифовании более твёрдым кругом.
При повышении твёрдости зерно держится связкой крепче. В круге будет накапливаться больше затупившихся зёрен. И, следовательно, сила резания и тепловыделение в зоне резания будет тоже возрастать. Кроме того, повысится работа трения между связкой и деталью, что тоже приводит к излишнему нагреву детали. Все эти причины могут привести к прижогам и трещинам на детали.
С точки зрения уменьшения риска прижогов, желательно уменьшать твёрдость круга.Однако, при слишком мягком круге, если зёрна вылетают из связки слишком легко, размерная стойкость круга будет ухудшаться - круг будет “осыпаться” и потребуется более частая правка.
Пористость.Оставшаяся часть объёма круга не занятая абразивом и связкой - поры, заполненные воздухом, или пропиткой (в случае импрегнированных кругов).Очевидно, что при повышении номера структуры и уменьшении твёрдости кол-во пор в круге растёт. Чем больше пор в круге, тем легче удаляется стружка из зоны резания, тем легче попадает в зону резания СОЖ - круг меньше “засаливается”. Такого же эффекта в некоторой степени можно добиться увеличением размера зерна (на практике, это часто самый быстрый и дешёвый способ).
Самозатачивание, склонность к осыпанию и засаливанию, размерная стойкость в совокупности определяют эффективность шлифовального круга для каждого конкретного случая.
Соотношение зерна-связки-пор принято изображать в виде трёхмерной диаграммы:
%V абразива + %V связки + %V пор = 100 % V круга
На следующей диаграмме ориентировочно обозначены диапазоны характеристик кругов применяемых для разных видов шлифования.
Тип связки: 14А F60 K 7 VБуква V(К) означает керамическую связку. Также применяются бакелитовые связки В(Б) и вулканитовые связки - R(В)Существует множество различных составов связки, и во многих случаях производители могут использовать свои фирменные обозначения типов связи. Как правило, при этом к обозначению добавляются дополнительные буквы или цифры, например: VBE, V750.
Литература:Техническая литература. Шлифовальные технологии и абразивы.
http://www.fepa-abrasives.org
ГОСТ Р 52381-2005 Материалы абразивные. Зернистость и зерновой состав шлифовальных порошков. Контроль зернового составаГОСТ 3647-80 Материалы шлифовальные. Классификация. Зернистость и зерновой состав. Методы контроляГОСТ Р 52587-2006 Инструмент абразивный. Обозначения и методы измерения твердостиГОСТ 18118-79 Инструмент абразивный. Измерение твердости пескоструйным методомГОСТ 19202-80 Инструмент абразивный. Измерение твердости методом вдавливания шарикаГОСТ 21323-75 Инструмент абразивный. Измерение твердости методом вдавливания конусаГОСТ Р 52710-2007 Инструмент абразивный. Акустический метод определения твердости и звуковых индексов по скорости распространения акустических волнГОСТ 25961-83 Инструмент абразивный. Акустический метод контроля физико-механических свойствГОСТ 21963-2002 Круги отрезные. Технические условия
ГОСТ Р 52781-2007 Круги шлифовальные и заточные. Технические условияГОСТ Р 52588-2011 Инструмент абразивный. Требования безопасности
Handbook of Machining With Grinding Wheels Авторы: Ioan D. Marinescu,Mike Hitchiner,Eckart Uhlmann,Ichiro Inasaki
FAQ: Правка шлифовального круга: немного теории. Технология шлифования: немного теории.
Сообщение отредактировал tmpr: 18 January 2014 - 20:59
www.chipmaker.ru
назначение и виды, маркировка, зернистость
Каждому домашнему мастеру при выполнении определенных задач приходится использовать различные инструменты. И среди них довольно специфичной разновидностью являются шлифовальные круги. Эти приспособления отличаются различными характеристиками, а также предусматривают свои нюансы относительно использования. Обо всем этом должен быть осведомлен домашний умелец, чтобы наиболее эффективно выполнять те или иные работы.
Шлифовальные круги — зачем они нужны
Круги для шлифования относятся к категории режущего абразивного инструмента, который выступает составным элементом шлифовальных машин, станков и входит в число инструментов, используемых в бытовых условиях для обработки различных видов поверхностей. Особенностью подобных изделий является наличие пористой структуры, в составе которой представлены зерна абразивных материалов и связующие элементы искусственного и природного происхождения.
Используемые в этих кругах зерна довольно схожи с зубьями обычной пилы. Подобное сходство проявляется в плане их назначения. Если говорить о различиях между подобными инструментами, то необходимо упомянуть об особом размещении режущих элементов: на абразивном приспособлении зерна располагаются строго по периметру. Что же касается пилы, то ее зубья находятся по краям.
Благодаря наличию большого количества твердых частиц на шлифовальных кругах с помощью подобного инструмента любых размеров можно с минимальными затратами времени и достаточно качественно убрать с поверхности ненужные фракции. Причем обеспечить эффективность использования кругов можно, если оснастить ими электрическое точило. Для подобной обработки пригодны изделия любых размеров из самых разных материалов:
- из углеродистой стали;
- из ковкого чугуна;
- из прочной пластмассы;
- из бронзы;
- из цветных металлов;
- из стекла;
- из кованого железа.
В дополнение к этому при помощи рассматриваемых кругов можно выполнять такую операцию, как резка кирпичей, кровельного шифера, гипсокартона, а также различных видов изделий из керамики и бетона. Эти круги подходят для обработки поверхностей любого типа. С их помощью можно успешно создавать пазы и прорезать материал на необходимую глубину.
Шлифовальные круги – классификация
Если исходить из действующего ГОСТа 2424-83 «Круги шлифовальные: технические условия» и действующему в наши дни новому стандарту («Круг шлифовальный: ГОСТ Р 52781–2007»), подобные абразивные изделия могут выполняться в нескольких вариантах:
-
 с двумя выточками;
с двумя выточками; - двухсторонние конические;
- прямого профиля;
- с конической односторонней либо двухсторонней выточкой;
- кольцевые;
- тарельчатые;
- чашечные, имеющие форму конуса или цилиндра;
- конические;
- предусматривающие утопленный центр;
- имеющие одно-или двухстороннюю выточку;
- имеющие ступицу и двухстороннюю выточку;
- имеющие ступицу двух или одностороннюю;
- имеющие упрочняющие элементы, дополненные утопленным центром;
- имеющие крепежные запрессованные детали;
- имеющие цилиндрическую и коническую выточку, каждая из которых располагается на отдельной стороне;
- имеющие цилиндрическую и коническую выточку, для которых может отводиться место на одной стороне или на отдельных.
Круги бытового назначения
Если с таким приспособлением, как шлифовальные круги, знакомится рядовой обыватель, то ему гораздо проще разобраться с бытовой классификацией этих приспособлений, где признаком их разделения выступает назначение и особенности использования. Наибольшее распространение получили следующие виды кругов:
- Самозацепляемые на липучке. Среди достоинств, которыми обладают эти изделия, следует выделить прекрасную зацепляемость с опорой шлифмашинки. Подобный эффект обеспечивает использование специальной ткани, которая нанесена на шлифовальную бумагу.
- Лепестковые. Среди их особенностей следует выделить прекрасную способность к адаптации поверхности, с которой выполняют шлифовку, а также превосходную эластичность. Название этих изделий непосредственным образом связано с веерным направлением лепестков, которые зафиксированы на материале, имеющим абразивную основу. Среди преимуществ, которые присущи этим приспособлениям, основным следует назвать то, что у них нет вторичных заусенцев. Чаще всего изделия подобного исполнения применяют при обработке труб. В некоторых случаях они могут использоваться и для деревянных и фасонных поверхностей при условии, что на ламелях присутствуют рассечения. Чаще всего наибольшего внимания заслуживает такая характеристика этих кругов, как механическая прочность.
- Фибровые. Чтобы зафиксировать эти изделия на шлифовальной машинке, используют опорную тарелку, имеющую требуемое сечение. Для создания подобного круга в качестве материала применяется вулканизированная бумага, имеющая многослойную структуру. Подобные круги могут применяться для зачистки изделий, в качестве основы для которых выступает нержавейка, дерево, сталь и метал.
- Алмазные. Согласно мнению экспертов, прибегать к подобным кругам следует для финальной обработки поверхности. Однако следует не забывать о том, что материал этих кругов отличается небольшой прочностью и в то же время имеет высокие показатели хрупкости.
Особенности маркировки шлифовальных изделий
Крайне трудновыполнимой задачи является объединение всех характеристик, на основе которых можно классифицировать доступные сегодня шлифовальные круги. На рынке представлены приспособления для шлифовки разных производителей, которые можно классифицировать, исходя из следующих параметров:
- степень зернистости;
- тип абразива;
- тип связки;
- размер и геометрическая форма;
- класс неуравновешенности и точности;
- коэффициент твердости;
- соотношение между связкой, абразивным материалом и порами изделия;
- предельная скорость.
Решая вопрос с предпочтительной маркой шлифовальных кругов, следует обращать внимание на описанные выше параметры. Стоит заметить, что при обработке отдельных материалов допускается использовать круг, абразив и форма которых отличается меньшим показателем, чем необходимо для них с учетом структуры и уровня твердости. Рассматривая полную маркировку абразивных инструментов для шлифовки поверхностей разного типа любых размеров, следует отметить, что там содержатся все вышеописанные характеристики.
Расшифровка маркировки
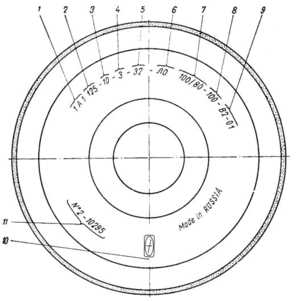
Распространенной практикой среди компаний, специализирующихся на изготовлении кругов шлифовальных, является использование собственной маркировки. Далее будет представлен наиболее часто используемый вариант маркировки, применяя который потребители смогут довольно легко понять, какими параметрами обладает то или иное изделие. Если рассматриваемый вами круг содержит маркировку 25А25СМ26КБ3, то на основании этого можно сделать вывод, что:
- Изделие было изготовлено с использованием белого электрокорунда, выбранного на роль абразива – 25 А;
- Присущая ему степень зернистости имеет размер 315-250 — цифра 25;
- Рассматриваемый круг представляет категорию средних мягких (СМ2) , а также отличается средней структурой — 6;
- В изделии применяется керамическая связка — K;
- Приспособление имеет класс точности Б, а неуравновешенности – 3.
По аналогии с приведенной схемой, можно определить, какими характеристиками обладают и иные изделия. При этом следует иметь в виду, что они могут не иметь отдельных параметров или же в маркировке могут присутствовать новые.
Зернистость шлифовального круга
К числу ключевых параметров, которые должны учитываться при выборе круга абразивного шлифовального, следует отнести размер зернистости. Рассматриваемая характеристика оказывает непосредственное влияние на чистоту поверхности, которой можно добиться по завершении обработки. В дополнение к этому от нее зависят и некоторые другие характеристики:
- степень износа изделия;
- коэффициент производительности процедуры шлифовки;
- доля содержания металла, который снимается за один проход инструмента.
Решая вопрос со степенью зернистости абразивного круга шлифовального, необходимо обращать внимание на величину припуска, который должен быть удалён с поверхности, а также степень шероховатости, которую должна приобрести по окончании операции поверхность. Важно учитывать и сам материал, с которым придется работать. Для получения более чистой поверхности необходимо применять материал изделия с наименьшим показателем зернистости. Но при использовании инструмента с мелким зерном необходимо быть готовым к тому, что произойдет засаливание круга шлифовального, а также прижог материала, который подвергается обработке.
Другим неприятным следствием подобного решения является уменьшение показателя производительности процедуры шлифовки, что часто происходит при использовании кругов, имеющих малую зернистость.
Также следует упомянуть о том, что, согласно ГОСТу 1980 года, для измерения размера зерна используют единицы, равные 10 мкм. Более современный вариант стандарта Р 52381–2005 относит к таким изделиям круги, которые маркируются литерой F с определенным числом. Причем с увеличением этого числа будет снижаться и степень зернистости.
Правка абразивных шлифовальных кругов
Во время использования инструмента для шлифовки можно столкнуться с нарушением геометрии. Дело в том что, при выполнении таких операций, как заглаживание, истирание, разрушение наблюдается вырывание связки абразива. Для придания изделию наилучших режущих способностей и изначальной геометрической формы наиболее эффективной процедурой является правка круга. Суть ее сводится к удалению с поверхности круга связки и абразива, для чего применяется специальный инструмент.
Сегодня для правки могут применяться различные методы, предусматривающие использование безалмазного или алмазного инструмента. В условиях промышленности эту задачу решают чаще всего посредством использования свободного абразива. Также может применяться и технология накатывания. Если такая задача возникла перед домашним мастером, то в этом ему сможет помочь довольно простое приспособление для правки абразивного шлифовального круга. С его помощью можно выполнять перепрофилирование, выравнивание и очистку от засаливания.
Заключение
Шлифовальные круги могут в некоторых ситуациях упростить проведение тех или иных работ. Поэтому каждый домашний мастер должен позаботиться о наличии подобного инструмента. Чтобы его использование было наиболее эффективным, необходимо правильно подобрать это приспособление, для чего нужно учитывать в первую очередь стоящие перед ним задачи. Учитывая, что на рынке предлагаются различные виды шлифовальных кругов, выбор оборудования для шлифовки превратится в довольно сложную задачу для домашнего умельца.
Поэтому необходимо учесть множество параметров, обращая внимание также и на материал поверхности, степень зернистости, не забывая и о необходимости периодической правки инструмента. Учет всех этих нюансов позволит не только наиболее эффективно справиться с возникающими задачами, но и надолго сохранить инструмент для шлифовки в рабочем состоянии.
Оцените статью: Поделитесь с друзьями!stanok.guru
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
www.inpo.ru
Как выбрать зернистость шлифовального круга? Маркировка и фото
Вся поверхность шлифовального круга покрыта большим количеством твердых частиц. Если говорить просто, то это и есть зернистость шлифовального круга. Эти частицы обычно распределяются равномерно по всей площади круга. Прежде чем приступать к выбору круга для обработки материала, обязательно нужно разобраться с этой характеристикой.
Шлифовальные круги
Начать разбор следует с того, что нужно понять, что представляет собой круг. Это режущий абразивный инструмент. Стоит сказать, что есть круги, которые используются для ручной обработки, а также для работы на станках. Естественно, что зернистость шлифовальных кругов у профессиональных приспособлений подобрана максимально точно, чтобы обеспечивать возможность наиболее эффективной обработки.
Существует достаточно много критериев, по которым круги делятся на несколько категорий, однако важнее всего – это абразивные материалы и связующие элементы. По этому параметру бывают следующие круги:
- зерна из карбида кремния;
- эльбора;
- электрокорунда;
- искусственный или природный алмаз.
Здесь важно понимать, что именно зернистость шлифовального круга определяет его основное функциональное предназначение. Именно абразивный материал срезает микроскопический слой материала. Для его связки существуют самые разные вещества, которые могут быть как искусственными, так и природными. Еще одна особенность кругов для шлифовки – это наличие пористой структуры, которая и обеспечивает шероховатость покрытия.
Общие сведения о зернистости
Выбор зернистости шлифовального круга зависит от того, какие требования предъявляются к чистоте обрабатываемой поверхности. Для того чтобы не ошибиться, каждый круг имеет специальное обозначение (маркировку).
Если знать маркировку, то выбрать подходящий круг, в принципе, не составит труда. Очень важно знать, что зернистость шлифовальных кругов для металлических и деревянных покрытий значительно отличается, а потому нужно обратить внимание на этот факт при выборе инструмента. Если после проведения работ или же во время работы на поверхности круга появляются зазубрины, трещины и прочие дефекты, то была допущена ошибка на стадии выбора зернистости рабочего инструмента. Как определить этот параметр верно? Нужно опираться на два следующих фактора: требуемая чистота обработки, а также режим работы, который играет важную роль.
В настоящее время чаще всего приобретаются инструменты с такой зернистостью, как 60, 100 и 120.
Выбор круга и рекомендации
Если необходимо выполнить плоское шлифование, которое проводится фактически торцом круга, то зернистость должна быть от 16 до 36. Круглое обдирочное шлифование выполняется при использовании круга с показателем зернистости 24-36. Зернистость шлифовального абразивного круга для круглого чистового шлифования должна быть от 60 до 100. Есть такая операция, которая называется доводкой многолезвийного инструмента, которая выполняется кругом с зернистостью 170-220. Отделочное шлифование проводится с характеристикой круга от 180 до 320. Существует процедура, которая называется резьбошлифованием. Суть процесса понятна из названия, а для выполнения операции требуется зернистость круга от 100 до 280.

Есть более простой способ определить зернистость. Получистовая или же чистовая обработка материала требует наличия мелких фракций зерен. Черновая же обработка, наоборот, проводится с зернами крупной фракции.
Маркировка
У описываемого инструмента существует достаточно много параметров, которые обычно указываются в его наименовании. Маркировка зернистости шлифовальных кругов не указывается отдельно, она всегда входит в полную маркировку круга.
- Сначала всегда указывается тип круга.
- Второй важный параметр – это габариты приспособления.
- Далее обозначается тип абразивного материала, который использовался для создания покрытия круга.
- Сразу после этого указывается обозначение зернистости шлифовального круга.
- В маркировке всегда называется твердость материала.
- Структура связей.
- Вид связки.
- Максимальная рабочая скорость круга.
- Класс точности.
- Класс неуравновешенности.
В перечисленные 10 пунктов входит как маркировка зернистости шлифовального круга, так и указание других параметров.
Распределение кругов на группы по зернистости
Есть несколько групп инструментов, которые отличаются между собой зернистостью. К группе крупных приспособлений относятся те инструменты, у которых маркировка 320 б, 250 б, 200 б, 160 б, 125 б и несколько других. Следующая группа – средняя, в которую входят такие обозначения, как 50 к,б, 40 к,б, 32 к,б и др. Мелкая группа зернистости включает в себя такие марки, как 12 к,б, 10 к,б, 8 к,б и 3 к,б. В последнюю группу входят круги с обозначениями 5, 4, 3, а также М63, М50, М40, М28.

Применение инструмента по степени зернистости
При выборе подходящей зернистости важно знать то, что разная степень этого параметра влияет на количество снимаемого материала. К примеру, высокая зернистость лепестковых шлифовальных кругов позволит успешно обрабатывать даже большие металлические трубы. А если говорить об обработке древесины, то придется приобрести круг с гораздо меньшим количеством абразивного материала.
Разная степень этой характеристики необходима для того, чтобы была возможность проведения предварительных операций, когда требуется обдирание с большой глубиной срезки. Круги с другой степенью хорошо подойдут для обтирочных операций, а отдельная группа требуется для работы с медью, латунью и алюминием.
Крупная зернистость круга чаще всего требуется в том случае, когда шлифовка проводится торцом круга. Кроме этого, они же используются и при необходимости проведения внутренней шлифовки. Чаще всего такие приспособления используются на станках, которые отличаются повышенной жесткостью и мощностью обработки.
Круги со средней и мелкой зернистостью применяются для таких операций, как:
- шлифование твердых металлических сплавов;
- обработка сталей, прошедших закалку;
- финишная обработка поверхности;
- заточка других инструментов.
Среднезернистые и мелкозернистые круги используются и в том случае, если от работы требуется очень высокая точность. В настоящее время указанная характеристика должна соответствовать ГОСТу Р 52381-2005. Этот ГОСТ зернистости шлифовальных кругов пришел на смену предыдущему документу с номером 3647.
Отличие обозначений по ГОСТу
Стоит сказать, что знать маркировку следует по обоим документам, так как на многих старых образцах она все еще осталась. В соответствии с ГОСТ 3647-80, зернистость круга обозначается в единицах, которые равны 10 мкм, к примеру, 20=200 мкм. Если в составе имеется микропорошок, то к мкм добавляется буква М. Что касается нового образца, то зернистость круга указывается буквой F с числом.

Допустим, по старому нормативу зернистость круга обозначается цифрой 200, что в среднем равняется 2500-2000 мкм. По новому ГОСТу этот же круг будет обозначаться как F8 или F10. Примерный размер первого круга равен 2460 мкм, а второго - 2085 мкм.
Типы инструмента
Как уже стало понятно, от зернистости абразивного материала зависит чистота поверхности, которая будет шлифоваться. Однако стоит сказать, что существуют еще и разные зерна по своей форме. Они могут быть представлены в виде сростков или же мелких кристаллических осколков с произвольной формой. Есть качественные шлифовальные круги, у которых не только хороший показатель зернистости, но и само зерно представлено в виде полноценного кристалла. Если говорить о параметре самого зерна для шлифовального круга, то стоит выделить три основных параметра: толщина, ширина и длина зерна.
Однако здесь сразу стоит отметить, что специалисты в этой области чаще всего используют в качестве основной и единственной характеристики ширину. В зависимости от габаритов зерна будет зависеть, какое количество материала может снять круг за один проход, а значит, и общую производительность шлифовального круга.
Если говорить о расшифровке маркировки материала, то она достаточно проста. Суть маркировки зернистости состоит в следующем: в префиксе указывается численный показатель характеристики. Чем выше будет указанное число, тем выше будет качестве шлифующего материала.
Алмазные приспособления
Наиболее дорогие и качественные круги для шлифовки материала – алмазные. У этих приспособлений есть такое понятие, как концентрация алмазного слоя, которая выражается в количестве алмазов на один кубический миллиметр порошка абразивного слоя. Этот параметр считается одним из основных, так как он влияет на эффективность и экономичность. Стоит сказать, что указанная концентрация напрямую зависит от зернистости алмазных шлифовальных кругов. Другими словами, чем выше будет показатель зернистости, а также чем тверже будет материал, который нужно обработать, увеличиваться будет и количество именно алмазных кристаллов в абразивном слое.
На сегодняшний день выпускается несколько групп алмазных кругов. Они могут иметь 150-, 100-, 75-, 50- и 25-процентную концентрацию алмазов. В настоящее время 100-процентной концентрацией считается наличие 4,39 карат. Один карат равен 0,2 г, содержащихся в 1 кубическом сантиметре.
Зернистость для алмазных кругов
Зернистость для алмазных шлифовальных кругов – это величина самих алмазных зерен в абразивном слое или же сростков кристаллов. Тремя основными показателями являются те же три показателя, что и для обычных зерен, но и тут тоже учитывается лишь ширина. Зернистость для алмазных кругов подбирается исходя из того, какая именно шероховатость должна быть в итоге, от вида материала и от величины припуска.
Ранее говорилось о том, что с уменьшением величины зерен растет качество шлифования. Это действительно так, однако мелкой зернистости не всегда отдается предпочтение. Дело в том, что применение таких инструментов приводит к их сильному засаливанию, а обрабатываемое покрытие может прижигаться в процессе шлифовки. Если говорить о производительности, то мелкие зерна также негативно сказываются на этом параметре.

На сегодняшний день имеется четыре основных категории, на которые делятся алмазные шлифовальные круги, в зависимости от своей зернистости. Мелкая зернистость 100/80, средняя – 125/100, крупная – 160/125, более крупные зерна – 200/165.
Круги с мелкой зернистостью применяются для доводки других инструментов, к примеру, лезвий ножей, резцов или других приборов. Средняя группа хорошо подходит для придания максимальной остроты любой режущей поверхности, а более крупные круги уже применяются непосредственно для снятия верхнего слоя.
Круги для дерева
В качестве материала для обработки древесины наиболее подходящей считается наждачная бумага. Однако круги вполне могут иметь и полимерные и металлические щетки. Кроме этого, можно использовать традиционные инструменты с зернами. Если необходимо провести крупную обдирку древесины, то потребуется зернистость от 40 до 60, для средней зачистки показатель увеличивается на 20 и составляет от 60 до 80. Наиболее мелкая зернистость составляет от 100 до 120 и применяется для финишного шлифования поверхности.

Кроме того, как и в случае с металлом, нужно правильно подобрать зернистость шлифовального круга для дерева, в зависимости от того, какая будет выполняться операция.
fb.ru
Маркировка абразивных дисков для болгарок
Материал публикуется в продолжение цикла рассуждений про травмы >>> и правильную работу с болгаркой.
Данная статья сориентирует вас в мире абразивных кругов и поможет безошибочно и быстро расшифровывать условные обозначения нанесенные производителем.
Маркировка - условные обозначения
Абразивные круги имеют специальную маркировку в виде надписей и/или цветных меток и содержит:
1. Тип круга
В теории должно быть цифровое обозначение:
1- прямой профиль,
41 - диски отрезные,
42 - диски с утопленным центром.
Но на практике это будет надпись на русском и/или английском языках: "cut-off wheel"-отрезной круг, grinding wheel - шлифовальный круг, лепестковый круг.
2. Размеры круга
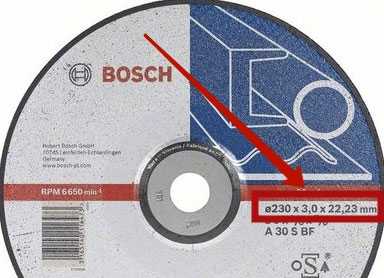
D - наружный диаметр,
T - высота,
H - диаметр отверстия.
На сайте производителя(см. таблицу ниже) указано так:
Однако на практике как правило будет следующий формат: наружний диаметр х толщина х внутренний диаметр.
Или даже как то так:

3. Материал для обработки которого предназначен диск
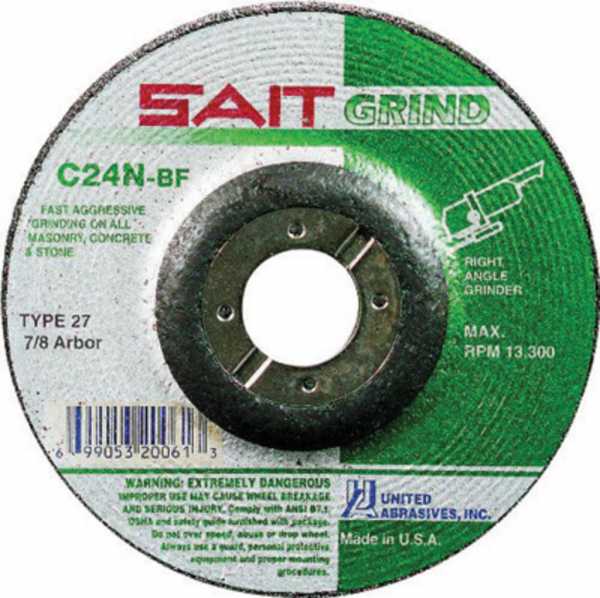
Обозначается надписью на круге («metal» или «steel» – для обработки металла, «concrete» – для работы с бетоном), цветной меткой (синий – сталь, зеленый – бетон).
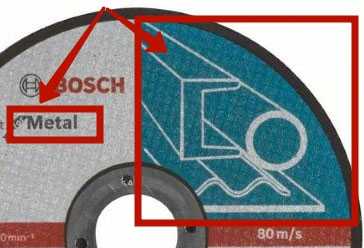
Также иногда дополнительно наносится графическое изображение материала, которое избавляет нас от необходимости лишний раз вчитываться в надписи.
На круге показанном картинке выше надпись metal и изображение листового металла, металлической трубы, кровельного металлического листа и швеллера наглядно демонстрируют материал, который допустимо обрабатывать.
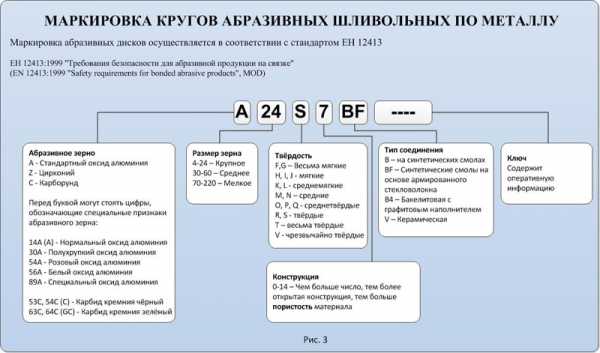
4. Абразивный материал из которого изготовлен круг
Условные обозначения доступны приведенной ниже в таблице.
5. Зернистость. Размеры абразивных частиц
Данный параметр указывается на круге в условных единицах и обозначает фракцию абразива исходя из международных стандартов маркировки.
Также здесь возможны вариации от одной редакции ГОСТа к другой.
6. Твердость
См. таблицу ниже.
7. Тип связки
В качестве связующего компонента используется бакелит, керамика или синтетический каучук.
7.1. Керамическая связка
V (К - старое обозначение) . В случае с керамической основой инструменту присуще высокие огнеупорные, водостойкие и химические характеристики, качественно сберегающие рабочую кромку. Однако такой диск для болгарки чувствителен к механическим ударам и изгибающим нагрузкам. Круги с керамической связкой используются практически для всех типов шлифовки, кроме обдирки.
7.2. Бакелитовая связка
B (Б - старое обозначение). Рассматривая бакелитовую основу, хочется отметить, что такие круги для болгарки обладают более высокими показателями эластичности и упругости чем керамические аналоги. Недостатком такой связки является низкая стойкость к щелочным компонентам, входящим в жидкости для охлаждения.
Помимо этого круги на основе бакелита слабее керамических аналогов по сцеплению абразивного зерна а, следовательно, в основном могут применяться для плоского типа шлифовки. Диски для болгарок на бакелитовой связке применяются при ручных работах по грубой обдирке или на подвесных стеновых поверхностях.
При этом бакелитовые круги обладают полирующим эффектом. С целью резки стальных изделий используется мягкая связка и тонкий абразив. В свою очередь для цветных металлов целесообразно использовать твердую связку с грубым абразивом.
7.3. Вулканитовая связка
Это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение - (В). Данный вариант экзотика и встречается крайне редко.
8. Мах. число оборотов при которых можно использовать диск
Диапазон варьируется в пределах от 6 600 до 13 300 оборотов в минуту. Важный параметр! Если им пренебречь, то круг во время работы может разлететься на отдельные фрагменты.
9. Класс точности
АА, А и Б. АА - высокая точность геометрических параметров А - Промежуточный вариант. Б- для менее ответственных операций.
10. Производитель
Полагаю здесь пояснения не требуются.
11. Срок годности
Срок годности наносится производителем на металлическую часть посадочного отверстия с внешней стороны. Дата истечения - это дата изготовления плюс 3 года. Квартал указывается буквой V. Число указывает на месяц.
Важно! Обращайте внимание на срок годности.
12. Пиктограммы безопасности
Догадываюсь, что до них никому нет дела, однако помимо банального "надевайте наушники" может быть нанесено что-нибудь действительно стоящее. Например - не использовать для торцевого шлифования.
Пример расшифровки с сайта ОАО АбразивХимСбыт
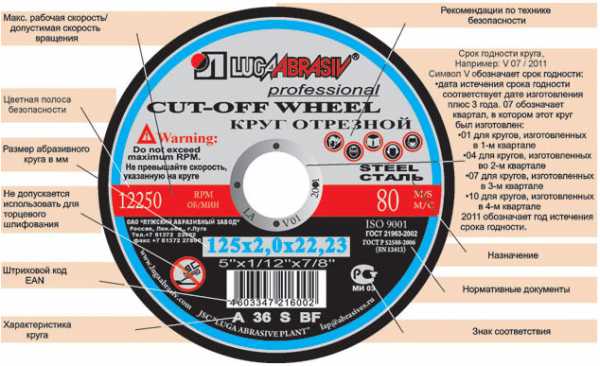
Отрезной круг размером 125мм, толщиной 2мм, посадочным отверстием 22,23мм, изготовлен с использованием шлифовального зерна электрокорунда нормального, зернистость Р36. На бакелитовой связке с наличием упрочняющих элементов.
Сводная таблица
| 1. ТИП | ||
|
КРУГИ |
||
|
1 - прямой профиль |
||
|
41 - диски отрезные |
||
|
42 - диски отрезные с утопленным центром |
|
2. РАЗМЕРЫ КРУГА |
||
|
D - наружный диаметр |
||
|
T - высота |
||
|
H - диаметр отверстия |
|
3. МАТЕРИАЛ ДЛЯ ОБРАБОТКИ |
||
|
«metal» или «steel» – для обработки металла (синий или желтый) |
||
|
«concrete» – для работы с бетоном (зеленый) |
||
|
4. АБРАЗИВНЫЙ МАТЕРИАЛ |
||
|
14А (A) |
ЭЛЕКТРОКОРУНД НОРМАЛЬНЫЙ |
|
|
25А (WA) |
ЭЛЕКТРОКОРУНД БЕЛЫЙ |
|
|
38А (ZK) |
ЭЛЕКТРОКОРУНД ЦИРКОНИЕВЫЙ |
|
|
53С, 54C (C) |
КАРБИД КРЕМНИЯ ЧЕРНЫЙ |
|
|
63C,64С(GC) |
КАРБИД КРЕМНИЯ ЗЕЛЕНЫЙ |
|
|
5. ЗЕРНИСТОСТЬ |
|||
|
ШЛИФЗЕРНО |
|||
|
ГОСТ |
|
ГОСТ |
|
|
F10 |
(200) |
F36 |
(50) |
|
F12 |
(160) |
F40 |
(40) |
|
F14 |
(160) |
F46 |
(40) |
|
F16 |
(160/125) |
F54 |
(32) |
|
F20 |
(100 ) |
F60 |
(25) |
|
F22 |
(80) |
F70 |
(20) |
|
F24 |
(80) |
F80 |
(20) |
|
F30 |
(63) |
F90 |
(16) |
|
6. ТВЕРДОСТЬ |
|||
|
F, G (BM1, BM2) |
ВЕСЬМА МЯГКИЕ |
||
|
H, I, J (M1, M2, M3) |
МЯГКИЕ |
||
|
K, L (CM1, CM2) |
СРЕДНЕМЯГКИЕ |
||
|
M, N (C1, C2) |
СРЕДНИЕ |
||
|
O, P, Q (CT1, CT2, CT3) |
СРЕДНЕТВЕРДЫЕ |
||
|
R, S (T1, T2) |
ТВЕРДЫЕ |
||
|
T (BT) |
ВЕСЬМА ТВЕРДЫЕ |
||
|
V (ЧT) |
ЧРЕЗВЫЧАЙНО ТВЕРДЫЕ |
||
|
7. СВЯЗКА |
|||
|
V (К) |
КЕРАМИЧЕСКАЯ |
||
|
B (Б) |
БАКЕЛИТОВАЯ |
||
|
BF (БУ) |
БАКЕЛИТОВАЯ С НАЛИЧИЕМ УПРОЧНЯЮЩИХ ЭЛЕМЕНТОВ |
||
|
B4 (Б4 ) |
БАКЕЛИТОВАЯ С ГРАФИТОВЫМ НАПОЛНИТЕЛЕМ |
||
|
8. РАБОЧАЯ СКОРОСТЬ |
|||
|
20; 25; 32; 35; 40; 50; 63; 80; 100 , м/с |
|||
|
6 600 до 13 300 об/мин |
|
9. КЛАСС ТОЧНОСТИ |
|||
|
Б; А; AA |
Запоминать все вышеуказанное необязательно. Добавьте эту страницу в закладки и посмотрите непосредственно перед покупкой, например с телефона.
bydom.ru
Виды абразивов. Маркировка абразивного инструмента
Абразивные инструменты (шлифовальные круги или шлифовальные головки) состоят из зерен абразивных материалов, скрепленных в одно целое каким-либо связующим веществам. Данные виды абразивного инструмента изготавливаются в основном, из искусственных и, в небольшом количестве, из природных абразивных материалов преимущественно путем прессования массы, состоящей из шлифовального зерна и связки, с последующей термической и механической обработкой полученных заготовок. Кроме того, абразивные инструменты изготовляются способом горячего прессования, литья, литья под давлением, экструдированием и др.
Основные виды абразивных кругов (ГОСТ 2424-83) и области их применения указаны в таблице.
Виды и маркировка кругов абразивных |
||
| Абразивный инструмент | Обозначение (старое) | Области применения |
| Круги шлифовальные : прямого профиля | Тип 1 (ПП) | Шлифование круглое наружное, внутреннее, плоское периферией круга, обдирочное; зачистные работы |
| Круги шлифовальные: с двусторонним коническим профилем | Тип 4 (2П) | Шлифование резьбы, зубьев зубчатых колес, профиля шеверов и долбяков, зуборезного инструмента |
| Круги шлифовальные: с коническим профилем | Тип3 (ЗП) | Заточка пил |
| Круги шлифовальные: с выточкой | Тип 5 (ПВ) | Круглое внутреннее шлифование; шлифование шейки и торца |
| Круги шлифовальные: с двусторонней выточкой | Тип 7 (ПВД) | Круглое и внутреннее шлифование; бесцентровое шлифование (ведущие круги) |
| Круги шлифовальные: с конической выточкой | Тип 23 (ПВК) | Круглое шлифование шейки и торца |
| Круги шлифовальные: с двусторонней конической выточкой | Тип 26 (ПВДК) | Круглое наружное шлифование с одновременной подрезкой торца |
| Круги шлифовальные: кольцевые | тип 2 (К) | Плоское шлифование торцом круга |
| Круги шлифовальные: чашечные цилиндрические | Тип 6 (ЧЦ) | Заточка режущего инструмента; плоское шлифование торцом круга |
| Круги шлифовальные: чашечные конические | Тип 11 (ЧК) | Заточка режущего инструмента; плоское шлифование торцом круга; шлифование направляющих станин станков |
| Круги шлифовальные: тарельчатые | Тип 12, 13, 14 (Т, 2Т, 1Т) | Заточка и доводка многолезвийного режущего инструмента; шлифование зубьев шестерен и зуборезного инструмента |
Основные типы шлифовальных головок (ГОСТ 2447-82) и области их применения указаны в таблице.
| Абразивный инструмент | Обозначение (старое) | Области применения |
| Головки шлифовальные: цилиндрические | AW (ГЦ) | Обработка фасонных поверхностей штампов пресс-форм; зачистка отливок, сварных конструкций; внутреннее шлифование |
| Головки шлифовальные: угловые | DW (ГУ) | Обработка фасонных поверхностей штампов пресс-форм; зачистка отливок, сварных конструкций |
| Головки шлифовальные: конические | EW (ГК) | То же и зачистка центров |
| Головки шлифовальные: сводчатые | F-1W (ГСВ) | Обработка фасонных поверхностей штампов пресс-форм; зачистка отливок, сварных конструкций |
| Головки шлифовальные: конические с закругленной вершиной | KW (ГКЗ) | |
| Головки шлифовальные: шаровые | F-2W (ГШ) | |
| Головки шлифовальные: шаровые с цилиндрической боковой поверхностью | FW (ГШЦ) |
В характеристику абразивного инструмента, определяющую его рабочие свойства, кроме типа и размеров, входят вид и зернистость абразивного материала, твердость, номер структуры и вид связки. Все эти параметры определяют эксплуатационную характеристику абразивного инструмента, а потому строгое их соблюдение в процессе производства является важнейшим условием обеспечения уровня и стабильности режущих свойств абразивного инструмента на заводе-потребителе. Так же на основании этих параметров назначается маркировка абразивного инструмента.
Выбор абразивного инструмента
Большое значение имеет правильный выбор абразивного инструмента, поэтому нужно знать какие характеристики абразивов хороши для тех или иных условий абразивной обработки. Но, кроме того, для выбора абразивного инструмента, надо хорошо знать условия шлифования: станок, режимы его работы, марку обрабатываемого материала, припуск на обработку, требуемую шероховатость поверхности, вид и характер подачи, смазывающе-охлаждающую жидкость, способ и инструмент для правки шлифовального круга и т. д. Только при этом возможны правильный выбор и рациональное использование абразивного инструмента.
Виды абразивов - алмазный абразив
Алмазный абразивный инструмент, в большинстве случаев представляет собой корпус и алмазоносный слой, закрепленный на нем. Корпус алмазных абразивов обычно изготовлен из стали 45 или стали З, алюминиевого сплава АК6, алюмобакелитового пресс-порошка и керамики. Алмазоносный слой состоит из алмазов, связки и наполнителя. Алмазный абразивный инструмент также имеет свою маркировку, которая зависит от его характеристик (размеры, связка и т.д.).
От правильного выбора абразивного инструмента зависит качество обработанной поверхности. На сегодняшний день существую огромной количество видов абразивного инструмента (видов абразивных кругов, головок) и не всегда, получается, правильно выбрать инструмент, особенно когда, например, маркировка кругов абразивных отечественного производства отличается от маркировки импортных абразивов. Наши специалисты всегда готовы помочь с выбором инструмента. Имея собственное производство и партнерские отношения с другими производителями, мы сможем подобрать вам абразив под любые условия его работы, либо изготовить под заказ, если нет нужного инструмента среди стандартных абразивов.
www.abrazivchel.ru
Маркировка шлифовальных кругов: расшифровка | Строй легко
Статья подготовлена при поддержке экспертов компании ДиамМаркет — товары для обработки камня.
Шлифовальный диск – один из видов абразивного инструмента наряду с головками, сегментами, брусками, абразивными лентами и шлифшкурками, активно применяемый для обработки различного рода поверхностей. Абразивами, используемыми для изготовления шлифкругов, являются прочные, высокотвердые вещества: алмаз, корунд, кварц, а также искусственные материалы – электрокорунд, синтетические алмазы, карбид кремния и бора и прочие. Зерна этих веществ подвергают механической обработке поверхность других материалов, в плане назначения их можно сравнить с зубьями обычной пилы, но расположенные не по краям, а по периметру диска. Шлифовальные круги применяются для обработки многих материалов: углеродистой стали, стекла, пластика, бронзы, кованого железа и цветных металлов. Кроме того, они применяются в инструментах для резки кирпича, камня, керамической плитки, гипсокартона.
Классификация
Непрофессиональная классификация, знакомая многим, разделяет шлифовальные круги на следующие типы:
- Диски с так называемой «липучкой» — специальной тканью, которая нанесена на шлифбумагу.
- Лепестковые круги – имеют поверхность из абразивного материала, расположенного в виде веерного наложения слоев. Они очень прочные, обеспечивают ровную поверхность после обработки, чаще всего применяются для шлифовки труб или деревянных поверхностей.
- Фибровые диски, состоящие из вулканизированной бумаги с многослойной структурой. На станок они крепятся с помощью опорной тарелки с необходимым сечением. Применяются фибровые диски для зачистки металлических, деревянных, стальных изделий.
- Алмазные круги, применяемые для финальной обработки. Как правило, имеют небольшую прочность.
Маркировка шлифовальных кругов
Качественные характеристики абразивных кругов регламентируются ГОСТами, нормативами и техническими условиями. Каждый из шлифкругов имеет свою маркировку по следующим характеристикам:
- Шлифматериал
- Величина диска
- Размер зерен
- Тип диска
- Степень твердости
- Связующее вещество
- Класс неустойчивости
- Структура
- Сегменты
- Оптимальная скорость вращения
Для расшифровки этих пунктов, необходимо рассмотреть маркировку шлифовальных кругов более подробно.
Тип шлифующего абразива
Наиболее часто маркировка абразивных кругов по типу материала встречается следующая:
- Электрокорунд
Маркировка 12А,13А,14А,15А,16А: электрокорунд нормальный (материал с высокой теплостойкостью, хорошей сцепляемостью со связующим веществом, механически прочными зернами). Применяется для обработки кованого железа, чугуна, стали, бронзы, хромированной стали.
22А,23А,24А,25А: электрокорунд белый (более однородный, чем тип 14А, более твердый, с острыми кромками, имеет свойство самозатачиваться, обеспечивает более однородную поверхность обрабатываемого материала). Применяется для заточки и шлифования инструментальной стали, тонкостенных деталей и инструментов, а также отделочной и финишной обработки.
Маркировка абразивных кругов
32А,33А,34А: электрокорунд хромистый.
37А: электрокорунд титанистый.
38А: циркониевый. Чем выше маркировка, тем выше прочность дисков.
- Карбид кремния
Маркировка 52-55С: карбид кремния черный (обладает повышенной твердостью по сравнению с предыдущим типом абразива, и хрупкостью). Применяются для полировки чугунных, гранитных, фарфоровых, кремниевых, керамических, стеклянных поверхностей, а также вязких алюминиевых, медных, резиновых материалов, изделий из жаропрочной стали.
Маркировка 62С,63С,64С: карбид кремния зеленый. Отличается от черного большей хрупкостью.
Маркировка CBN, КНБ, кубонит, боразон: обладает прочностью алмаза, но большей термостойкостью.
Маркировка алмазных кругов: АС2 (обычной прочности), АС4 (повышенной прочности),АС6 (высокой прочности), АС32 (монокристаллы), АС50, АРБ1, АРК4, АРС3. Обладают самой высокой износостойкостью, прочностью, низкой хрупкостью. Применение алмазных кругов находит себя в обработке хрупких и высокотвердых сплавов (чугуна, керамики, кремния, оптического стекла), а также финишного шлифования, резки, заточки твердосплавных инструментов.
Шлифовальные круги, зернистость (маркировка)
Такая характеристика, как зернистость, определяет гладкость обрабатываемой поверхности. Величина зерна шлифовального диска определяет его изнашиваемость, толщину снимаемого слоя металла за один проход и т.д. Чем меньше значение одного зерна, тем более гладкой и чистой получится обрабатываемая поверхность.
Размер зерен определяет маркировку дисков:
- Шлифзерно: размер фракции составляет от №200 до №16
- Шлифпорошок: №№12-4
- Микрошлифпорошок: М63-М14
- Тонкий микрошлифпорошок: М10-М5.
Единицы измерения зернистости приведены в мкм. Маркировка алмазных шлифовальных кругов, точнее, тип их зернистости, обозначается другим способом (через дробь верхнего и нижнего значения).

Маркировка зернистости шлифовальных кругов
Размер кругов
Размеры дисков регламентируются ГОСТом 2424-75. Маркировка D — это числовое обозначение внешнего диаметра, d – внутреннего диаметра, h – высоты (ширины). Наружный диаметр может варьироваться в диапазоне 3-1100 мм, внутренний – от 1,0 до 305 мм, а высота – от 0,18 мм до 250 мм.
Класс неустойчивости (неуравновешенности)
Существует обозначение четырех классов неуравновешенности (от 1 до 4), т.е. допустимых значений отклонения диска от статического баланса. Класс неуравновешенности обозначает отношение массы абразивного диска к точности его геометрической формы. Поэтому часто маркировка неуравновешенности и точности указываются рядом. Класс точности А используется для работы на высокоточном оборудовании, класс Б является более универсальным, АА – диски идеальной формы и геометрии из абразива очень высокого качества.
Структура
Плотность структуры обозначается в зависимости от соотношения количества зерен абразива на объем диска. Чем больше абразива на единицу объема шлифкруга, тем плотнее его структура. Если производится заточка инструмента, диск с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации, быстрее охлаждается.
Числовое обозначение структуры следующее:
1,2,3,4 – плотная структура;
5,6,7 – средней плотности;
8,9,10 – открытая;
11,12 – пористая.

Маркировка шлифовальных кругов: старая и новая, разница по ГОСТ
Условные показатели дисков до 2008 года регламентировались согласно ГОСТ 2424-83. С 2008 года вступила в действие новая редакция ГОСТ 2424. В 2009 году началась маркировка абразивных кругов по-новому: вступили в силу современные нормы на условное обозначение твердости обрабатывающего инструмента (ГОСТ 52587-2006 взамен старого ГОСТ 18118, 19202, 21323), зернистости (ГОСТ 52381-2005 вместо ГОСТ 3647-80), связок (новый ГОСТ 52588-2006).
Также современные показатели типов шлифкругов отличаются от принятых в СССР. Существующее обозначение шлифкругов следующее (в скобках указано ранее применяемое обозначение):
- — сечение круга прямого профиля (ПП). Подходит для универсального применения
5 – прямого профиля с односторонней выточкой (ПВ). Применяется для круглого шлифования.
7 – с двумя выточками (ПВД)
10 – со ступицей и двусторонней выточкой
- – кольцевой тип (К)
6 – цилиндрический чашечной формы (ЧЦ). Применяются для заточки инструмента.
36 – с крепежными элементами (ПН)
11 – конический чашечной формы (ЧК)
41 – отрезной тип диска
4 – с коническим профилем двустороннего типа (2П)
- — тип с коническим профилем (3П)
12,14 – тарелчатый (Т,1Т).
Маркировка лепестковых шлифовальных кругов производится с указанием типа, внешнего диаметра, внутреннего диаметра, высоты, зернистости и серии шлифшкурки.
Маркировка по типам связки
Связка скрепляет шлифовальные зерна с основой и между собой. Обычно на дисках указывается три вида маркировки связок: это вулканитовая, керамическая и бакелитовая.
Первый вид связки обозначается как R, или, вышедшее из употребления обозначение – «В». Она состоит из синтетического каучука, подвергнутого процессу вулканизации.
Керамическая связка маркируется как V, бывшее наименование – «К». Она включает в себя соединение неорганических веществ (глины, кварца). Ее преимуществами является износостойкость, термо-и химическая устойчивость, но вместе с тем и хрупкость.
Бакелитовая связка маркируется как В, ранее известное как «Б4» и «БУ». В ее состав входят искусственные смолы. Это эластичная связка, но в остальном параметры ниже, чем у керамической.
Показатели твердости
Показатель твердости шлифкруга обозначает прочность удерживания зерен связкой на поверхности при воздействии на диск обрабатываемого абразива.
Обозначения твердости диска начинаются с весьма мягкого (ВМ1, ВМ2) до чрезвычайно твердого (ЧТ), в новом обозначении маркировка осуществляется буквами английского алфавита, начиная с F (весьма мягкий) до Z (чрезвычайно твердый).
Чаще всего используются диски средней твердости, но выбор типа степени зависит от вида выполняемой работы, поверхности материала, самого инструмента.
Зернистость
Согласно ранее действовавшему ГОСТ, маркировка степени зернистости выражалась в измерении количества зерен в объеме 10 мкм, для микрошлифпорошка эти значения выражались добавлением буквы «М». Новый стандарт устанавливает обозначение буквой «F» с добавлением числа, которое указывает на степень зернистости. Чем оно больше, тем меньше зерна и наоборот.
stroylegko.com