Содержание
Свариваемость стали — общая информация
Сварка — один из методов создания неразъемных металлических конструкций. Прочность шва, образующегося в местах соединения составных частей, зависит от такой характеристики стали, как «свариваемость».
Классификация стали по степени ее свариваемости
Сталь представлена различными группами марок, обладающими своими физико-химическими свойствами. Вследствие этого, у металлических изделий неодинаковый показатель свариваемости. В зависимости от этого параметра железо-углеродистые сплавы подразделяется на четыре категории.
- Хорошая
При сварке получается качественный шов. Металл не требует предварительного нагрева для проведения работ, а сами они проходят в обычном режиме и с применением всех известных технологий. - Удовлетворительная
Чтобы создать качественное сварное соединение, стальные изделия необходимо подготовить, то есть разогреть. - Ограниченная
Перед сваркой металлические изделия сначала разогревают, а после их соединения подвергают еще и термической обработке.
- Плохая
Такая сталь характеризуется тем, что во время сварки (после нее) на поверхности образуются трещины, а также могут возникать «закалочные» структуры, снижающие прочность и надежность соединения, делающие его хрупким.

Методы расчета углеродного эквивалента
Свойства стали вообще зависят от присутствия в сплаве железа и углерода других металлов. Зная их содержание, с помощью эмпирической формулы не составляет труда рассчитать значение так называемого углеродного эквивалента (Сэ). Эта величина позволяет определить, каких результатов ждать от сварки металлических изделий.
В России для оценки сварных характеристик проката, идущего на создание конструкций, используют формулу, утвержденную ГОСТ ГОСТ 27772-88 :
Сэ=С+(Р/2)+(Сг/5)+(Mn/6)+(Cu/13)+(V/14)+(Si/24)+(Ni/40).
В Европе для расчетов применяется следующая зависимость:
Сэ=С+(Мп/6)+(Cr+Mo+V)/5 + (Ni+Cu)/15.
В Японии такая методика определения углеродного эквивалента:
Сэ=С+(Мо/4)+(Сг/5)+(Мп/6)+(Si/24)+(Ni/40),
где С, P, Cr, Mn, Cu, V, Si, Ni, Мо — массовые доли (в %) углерода, фосфора, хрома, марганца, меди, ванадия, кремния, никеля, молибдена.
Сталь считается не склонной к трещинообразованию, если значение углеродного эквивалента «С» меньше 0,45%. В противном случае, когда уже существует вероятность их появления, перед сваркой части, требующие соединения, необходимо прогреть.
Вычисление значения твердости в зоне термического влияния
Следующий параметр, на который следует обратить внимание, — твердость зоны термического влияния (ЗТВ). Так называют участок изделия, который расположен возле образовавшегося шва. В этой области под воздействием температуры происходят фазовые превращения с изменением внутренней структуры металла. Порой это чревато тем, что сталь становится хрупкой.
Твердость металла в этой зоне определяют по методу Виккерса. Если ее значения лежат в диапазоне 350-400 по специальной HV-шкале, то на участке ЗТВ точно находятся продукты распада аустенита (одна из модификаций железа и его сплавов), как раз и инициирующие образование холодных трещин.
Максимальное значение твердости углеродистой и низколегированной стали вычисляют, располагая данными о химическом составе металла, по этой формуле:
HVmax = 90+1050*С+75*Mn+47*Si+31*Cr+30*Ni,
где С, Mn, Si, Cr, Ni — массовые доли (в процентах) химических элементов.
Определение чувствительности стали к образованию холодных трещин
Холодные трещины образуются после сварки из-за растягивающих остаточных напряжений. Их сила зависит от жесткости получившейся конструкции и толщины шва. Определить ее значение позволяет коэффициент интенсивности жесткости — К. Он характеризует приложенное усилие, которое на 1 мм раскрывает зазор, оказавшийся в сварном соединении шириной так же 1 мм. Подсчитывается он так:
К = Kq*S,
где Kq — это константа, которую принято считать равной 69, S — толщина стального листа (в мм). Важно отметить, что соотношение справедливо только, если толщина листа не превышает 150 мм.
Насколько сталь может быть подвержена образованию холодных трещин, помогает узнать параметрическое уравнение:
Pw=Рш+(Н/60)+0,25*К/105,
где Рш — коэффициент «охрупчивания» (так называют процесс, когда из вязкого состояния металл переходит в хрупкое), Н — количество диффузионного водорода, К — коэффициент интенсивности жесткости.
Значение Рш находится при решении уравнения Бес-Сио:
Рси=С+5*В+Si/30+ Ni/60+(Mo+V)/15+(Mn+Cu+Cr)/20.
Результаты неоднократно проведенных исследований помогли установить порог значения, при котором проявляется чувствительности стали к образованию холодных трещин. Это случается, если значение Pw превышает 0,286.
Способы устранения холодных трещин при сварке
Образование трещин ухудшает поверхность металла и, соответственно, уменьшает прочность готовой конструкции. Предотвратить их появление поможет следующее:
- пересмотр (изменение) конструктивных решений, который позволит снизить жесткость в области сварного узла;
- тщательный контроль за ходом проведения сварки при оптимальном режиме поможет уменьшить содержание диффузионного водорода;
- проведение сварочных работ с соблюдением особых параметров, которые воспрепятствуют охрупчиванию металла и будут содействовать удалению из шва диффузионное водорода.
Из перечисленных способов, снижения вероятности появления холодных трещин при проведении сварочных работ, самый востребованный — последний.
К оглавлению справочника
Свариваемость сталей
Содержание страницы
- Понятие о свариваемости
- Свариваемость сталей
- Влияние элементов, содержащихся в сталях, на их свариваемость
- Классификация сталей по свариваемости
Понятие о свариваемости
Свариваемостью называется свойство металла (или другого материала) образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия (ГОСТ 2601).
Свариваемость различных металлов и их сплавов существенно отличается.
Степень свариваемости оценивают изменением свойств сварного соединения по отношению к основному металлу. Степень свариваемости сплава тем выше, чем больше способов сварки и режимов при каждом способе можно применить. Примером хорошей свариваемости является малоуглеродистая сталь.
Под технологической свариваемостью понимают отношение металла к конкретному способу сварки и режиму.
Физическая свариваемость определяется процессами, протекающими в зоне сплавления свариваемых металлов, по завершении которых образуется неразъемное сварное соединение. Все однородные металлы обладают физической свариваемостью. Свойства разнородных металлов зачастую препятствуют протеканию необходимых физико-механических процессов в зоне сплавления. В этом случае металлы не обладают физической свариваемостью.
Свариваемость сталей
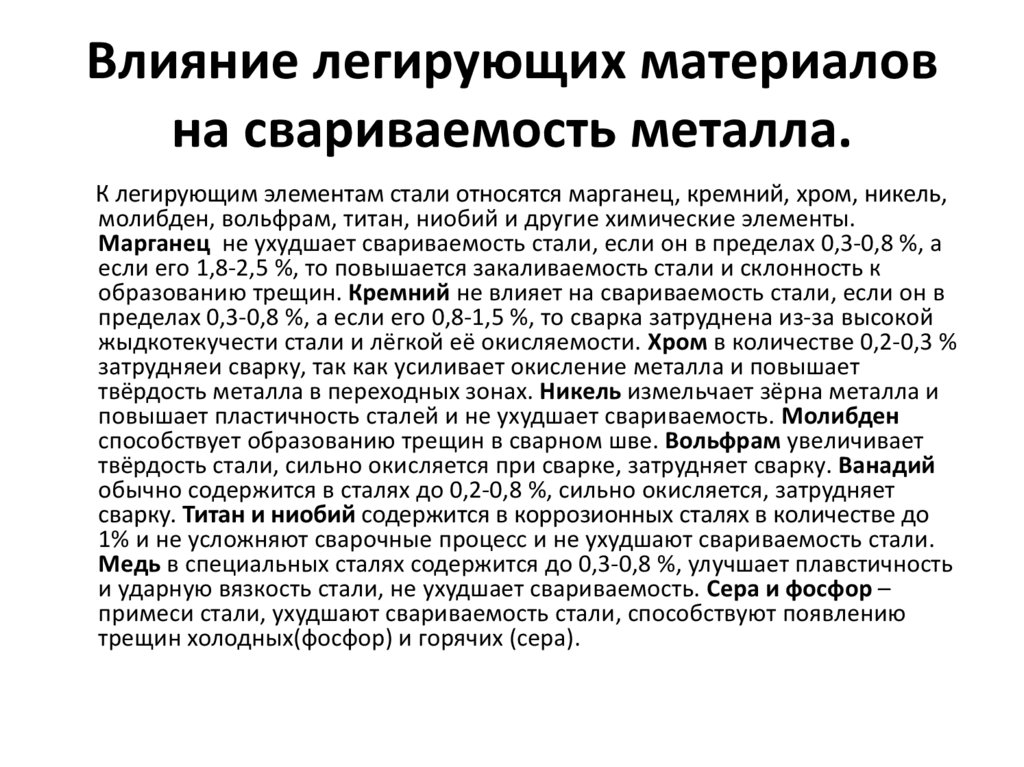
Влияние элементов, содержащихся в сталях, на их свариваемость
Углерод. Малоуглеродистые стали хорошо свариваются всеми видами сварки. С увеличением содержания углерода в стали повышается твердость и снижается пластичность. Металл в сварном соединении закаливается, и образуются трещины. В результате интенсивного окисления углерода при сварке образуется значительное количество газовых пор.
Марганец. В количестве 0,3…0,8 % марганец не ухудшает свариваемость стали. Является хорошим раскислителем и способствует уменьшению содержания кислорода в стали. При содержании марганца 1,5…2,5 % свариваемость ухудшается и возможно появление трещин из-за увеличения твердости стали и образования закалочных структур.
При содержании марганца 1,5…2,5 % свариваемость ухудшается и возможно появление трещин из-за увеличения твердости стали и образования закалочных структур.
Кремний. Содержание кремния в углеродистых сталях незначительно (0,03…0,35 %). Кремний вводят как раскислитель, и при содержании до 1 % он не влияет на свариваемость. С увеличением содержания кремния более 1 % свариваемость ухудшается, так как образуются тугоплавкие окислы, которые приводят к появлению шлаковых включений. Металл сварного шва имеет повышенные прочность, твердость и хрупкость.
Хром. В углеродистых сталях содержание хрома не превышает 0,25 % и в таком количестве его влияние на свариваемость не значительно. Конструкционные стали типа 15Х, 20Х, 30Х, 40Х содержат от 0,7 до 1,1 % хрома. При таком содержании хрома твердость увеличивается, а свариваемость ухудшается, особенно с увеличением содержания углерода. Стали, содержащие значительное количество хрома (Х5, 1X13, Х17) имеют самую плохую свариваемость. При сварке образуются тугоплавкие окислы, снижается химическая стойкость стали и образуются закалочные структуры.
При сварке образуются тугоплавкие окислы, снижается химическая стойкость стали и образуются закалочные структуры.
Никель. Никель повышает прочность и пластичность металла сварного соединения и не ухудшает свариваемость.
Молибден. В теплоустойчивых сталях содержание молибдена составляет 0,2…0,8 %, а в специальных сталях, предназначенных для работы при высоких температурах, увеличивается до 2…3 %. Молибден значительно повышает прочность и ударную вязкость стали, но вызывает склонность к образованию трещин, как в самом шве, так и в переходной зоне.
Ванадий. Ванадий повышает прочность сталей. Содержание его в инструментальных и штамповых сталях достигает 1,5 %. Ванадий ухудшает свариваемость, так как способен сильно окисляться и при сварке необходимо вводить в зону плавления активные раскислители.
Вольфрам. Содержание вольфрама в специальных (инструментальных и штамповых) сталях составляет до 2 %. Стали с содержанием вольфрама имеют значительную твердость и прочность при высоких температурах. Вольфрам ухудшает свариваемость, сильно окисляется и поэтому сварка требует особых приемов.
Вольфрам ухудшает свариваемость, сильно окисляется и поэтому сварка требует особых приемов.
Титан и ниобий. Титан и ниобий улучшают свариваемость стали. При сварке высоколегированных хромистых и хромоникелевых сталей углерод взаимодействует с хромом и образуются карбиды хрома. Это приводит к уменьшению содержания хрома по границам зерен, образованию межкристаллитной коррозии и разрушению сварных швов. При введении в стали титана или ниобия в количестве 0,5…1 % происходит их взаимодействие с углеродом, что препятствует образованию карбидов хрома.
Медь. В сталях, используемых для ответственных конструкций, содержание меди составляет 0,3…0,8 %. Медь улучшает свариваемость, повышает прочность, пластические свойства, ударную вязкость и коррозионную стойкость сталей.
Сера. Повышенное содержание серы приводит при сварке к образованию горячих трещин. Наибольшее допускаемое содержание серы до 0,06 %.
Фосфор. Повышенное содержание фосфора ухудшает свариваемость, так как вызывает при сварке появление холодных трещин. Допускается содержание фосфора в углеродистых сталях не более 0,08 %.
Повышенное содержание фосфора ухудшает свариваемость, так как вызывает при сварке появление холодных трещин. Допускается содержание фосфора в углеродистых сталях не более 0,08 %.
Кислород. Кислород ухудшает свариваемость стали, снижая ее механические свойства – прочность, пластичность, ударную вязкость.
Азот. Азот из окружающего воздуха при охлаждении сварочной ванны образует нитриды железа, которые повышают прочность и твердость стали и значительно снижают пластичность.
Водород. Водород попадает в сварочную ванну из влаги и коррозии на поверхности металла, скапливается в отдельных местах сварного шва, образует газовые пузырьки, вызывает появление пористости и мелких трещин.
Классификация сталей по свариваемости
Свариваемость сталей оценивается такими признаками как склонность к образованию трещин и механические свойства сварного соединения.
Количественной характеристикой свариваемости стали является эквивалентное содержание углерода Сэк, которое определяют по формуле
Сэк = С + (Мn/6) + [(Cr + Mo +V)/5 + (Ni + Cu)/15] ,
где С – содержание углерода, %;
Мn, Cr, Mo, V, Ni, Cu – содержание легирующих элементов (марганец, хром, молибден, ванадий, никель, медь), %.
Наибольшее влияние на свариваемость стали оказывает количество содержащегося в ней углерода и легирующих компонентов.
Стали по свариваемости делят на четыре группы: хорошо сваривающиеся стали, удовлетворительно сваривающиеся, ограниченно сваривающиеся и плохо сваривающиеся стали.
К первой группе относятся стали, сварку которых выполняют по обычной технологии без подогрева. Возможно применение термообработки для снятия внутренних напряжений.
Ко второй группе относятся стали, у которых при сварке в нормальных условиях, как правило, трещин не образуется. Для сварки сталей этой группы имеются ограничения по толщине свариваемого изделия и температуре окружающей среды.
К третьей группе относятся стали, склонные в обычных условиях сварки к образованию трещин. При сварке их предварительно подвергают термообработке и подогревают. Кроме того, большинство сталей, входящих в эту группу, подвергают термообработке после сварки.
К четвертой группе относятся стали, наиболее трудно поддающиеся сварке и склонные к образованию трещин. Эти стали свариваются ограниченно, поэтому сварку их выполняют с обязательной предварительной термообработкой, с подогревом в процессе сварки и последующей термообработкой.
Эти стали свариваются ограниченно, поэтому сварку их выполняют с обязательной предварительной термообработкой, с подогревом в процессе сварки и последующей термообработкой.
В табл. 1 приведена свариваемость и условия сварки сталей различных видов и марок.
Таблица 1. Свариваемость сталей и условия сварки
| Группа свариваемости | Эквивалентное содержание углерода, Сэк | Углеродистые стали | Легированные стали | Высоколегированные стали | Условия сварки |
| I Хорошая | До 0,25 | ВСт1, ВСт2, ВСт3, ВСт4, Стали 08, 10, 15, 20, 25 | 15Г, 20Г, 15Х, 20Х, 15ХМ, 20ХГСА, 10ХСНД, 10ХГСНД, 15ХСНД | 08Х20Н14С2, 20Х23Н18, 08Х18Н10, 12Х18Н9Т, 15Х5 | Без ограничений, в широком диапазоне режимов сварки независимо от толщины металла, жесткости конструкции, температуры окружающей среды |
| II Удовлетворительная | Свыше 0,25 и до 0,35 | ВСт5, Стали 30, 35 | 12ХН2, 12ХН3А, 20ХН, 20ХН3А, 30Х, 30ХМ, 25ХГСА | 30Х13, 25Х13Н2, 9Х14А, 12Х14А | Сварка при температуре окружающей среды не ниже + 5 оС и толщине металла до 20 мм при отсутствии ветра |
| III Ограниченная | Свыше 0,35 и до 0,45 | ВСт6 Стали 40, 45 | 35Г, 40Г, 45Г, 40Г2, 35Х, 40Х, 45Х, 40ХМФА, 40ХН, 30ХГС, 30ХГСА, 35ХМ, 20Х2Н4МА | 17Х18Н9Т, 12Х18Н9, 36Х18Н25С2, 40Х9С2 | Сварка с предварительным или сопутствующим подогревом до 250 оС в жестком диапазоне режимов сварки |
| IV Плохая | Свыше 0,45 | Стали 50, 55, 60, 65, 70, 75, 80, 85 | 50Г, 50Г2, 50Х, 50ХН, 45ХН3МФА, 6ХС, 7Х3 | 40Х10С2М, 40Х13, 95Х18, 40Х14Н14В2М, 40Х10С2М, Р18, Р9 | Сварка с предварительным и сопутствующим подогревом, термообработкой после сварки |
Просмотров: 3 362
Свариваемость стали | OnlineMetals.
 com®
com®
Свариваемость стали | OnlineMetals.com®
Сэкономьте до 60% на Выберите лист/плиту из углеродистой стали Сегодня!
- Дом
- Свариваемость стали
Сталь — один из самых распространенных материалов в мире. Он широко используется благодаря своей высокой прочности на растяжение и беспрецедентной универсальности. Используемая во всем, от структурного строительства до детального эстетического дизайна, сталь выпускается в широком диапазоне марок. Каждый класс имеет свои сильные стороны и оптимизирован для определенного типа проекта.
Свариваемость сталей в основном зависит от их твердости. В свою очередь, это зависит от химического состава материала, особенно от содержания в нем углерода. Другие легирующие элементы, оказывающие меньшее влияние на твердость стали, включают марганец, молибден, хром, ванадий, никель и кремний. Поэтому для успешной сварки этого универсального материала важно сначала ознакомиться с различными типами сталей и их свойствами.
Поэтому для успешной сварки этого универсального материала важно сначала ознакомиться с различными типами сталей и их свойствами.
- Углеродистая сталь
- Легированная сталь
- Нержавеющая сталь
- Инструментальная сталь
- Распространенные дефекты
Типы стали
По данным Американского института чугуна и стали (AISI), сталь делится на четыре основные группы в зависимости от химического состава. Каждая группа отличается содержанием углерода и, следовательно, обладает разной свариваемостью. Четыре группы: углеродистая сталь, легированная сталь, нержавеющая сталь и инструментальная сталь.
Углеродистая сталь
Легкость сварки углеродистой стали во многом зависит от количества присутствующего углерода. С увеличением содержания углерода свариваемость имеет тенденцию к снижению. Это связано с тем, что увеличение твердости делает сталь более склонной к растрескиванию. Однако большинство углеродистых сталей по-прежнему поддаются сварке.
Низкоуглеродистая сталь (мягкая сталь)
Эти стали обычно содержат менее 0,3% углерода и до 0,4% марганца. Низкоуглеродистые стали с содержанием углерода 0,15-0,3% и марганца до 0,9% обладают хорошей свариваемостью. Идеальны те, которые содержат менее 0,2% углерода.
Если содержание примесей поддерживается на низком уровне, эти металлы редко вызывают проблемы в процессе сварки. Стали с содержанием углерода более 0,25% склонны к растрескиванию в определенных условиях. И наоборот, стали с содержанием углерода менее 0,12% могут быть подвержены пористости. Любую низкоуглеродистую сталь можно сваривать любым из распространенных способов сварки. Но стали с большим содержанием углерода лучше всего сваривать с использованием процесса с низким содержанием водорода или с наполнителями с низким содержанием водорода.
Среднеуглеродистая сталь
Среднеуглеродистая сталь содержит 0,30–0,60 % углерода и 0,60–1,65 % марганца. Они прочнее низкоуглеродистой стали, но их труднее сваривать. Это потому, что они более склонны к растрескиванию. Стали со средним содержанием углерода всегда следует сваривать с использованием процесса сварки с низким содержанием водорода или контролируемых водородных наполнителей.
Это потому, что они более склонны к растрескиванию. Стали со средним содержанием углерода всегда следует сваривать с использованием процесса сварки с низким содержанием водорода или контролируемых водородных наполнителей.
Высокоуглеродистая сталь (углеродистая инструментальная сталь)
Высокоуглеродистые стали содержат 0,60–1,0% углерода и 0,30–0,90% марганца. Они чрезвычайно твердые и прочные, но плохо поддаются сварке и их трудно сваривать без образования трещин.
После термообработки они становятся чрезвычайно твердыми и хрупкими. При сварке высокоуглеродистых сталей требуется предварительный нагрев, тщательный контроль температуры между проходами и снятие напряжения после сварки. При сварке этих сталей необходимы процессы с низким содержанием водорода для присадок с низким содержанием водорода.
Углеродисто-марганцевые стали
Углеродисто-марганцевые стали содержат 0,15-0,5% углерода и 1,0-1,7% марганца. Как правило, эти стали поддаются сварке, хотя для некоторых сталей требуется контроль предварительного нагрева и подводимого тепла. При сварке углеродисто-марганцевых сталей с повышенным содержанием углерода рекомендуется использовать процессы сварки с низким содержанием водорода или контролируемые водородные наполнители.
При сварке углеродисто-марганцевых сталей с повышенным содержанием углерода рекомендуется использовать процессы сварки с низким содержанием водорода или контролируемые водородные наполнители.
Как и другие углеродистые стали, многие низколегированные стали поддаются сварке. Но их свариваемость опять же зависит от содержания углерода. В частности, свариваемость легированных сталей зависит от углеродного эквивалента их легирующих добавок: марганца, хрома, молибдена, ванадия и никеля.
Купить Углеродистая сталь сегодня
Наверх
Легированная сталь
Эта категория охватывает широкий спектр металлов. Это углеродистые стали, которые затем сильно легируют другими элементами, обычно хромом, кобальтом, марганцем, молибденом, никелем, вольфрамом, ванадием и хром-ванадием.
Легированные стали часто имеют превосходную твердость, более высокую коррозионную стойкость, но плохую свариваемость. Они склонны к растрескиванию при сварке, если не обратить внимание на предварительный подогрев, межпроходную температуру, скорость охлаждения и обработку после сварки. Как и для других закаливаемых сталей, для снижения риска растрескивания рекомендуются процессы с низким содержанием водорода или наполнитель с контролируемым содержанием водорода.
Как и для других закаливаемых сталей, для снижения риска растрескивания рекомендуются процессы с низким содержанием водорода или наполнитель с контролируемым содержанием водорода.
Купите легированную сталь сегодня
Никелированная сталь
Никелированная сталь — это особый тип легированной стали, который настолько необычен, что получил отдельную позицию. Сплавы, содержащие 1-3% никеля, можно тщательно сваривать с помощью процессов сварки с низким содержанием водорода. С увеличением содержания никеля твердость стали увеличивается. Как и в случае с углеродом, это означает, что свариваемость этих сталей ухудшается. Стали, содержащие 5-9% никеля, плохо свариваются. Они слишком тверды, чтобы их можно было сваривать без риска растрескивания. При сварке никелевой стали важно использовать процесс с низким содержанием водорода или присадки с контролируемым содержанием водорода.
Вернуться к началу
Нержавеющая сталь
Нержавеющая сталь представляет собой группу высоколегированных сталей, содержащих не менее 10,5% хрома. Они широко предпочтительны из-за их производительности даже в самых агрессивных средах. Нержавеющие стали обычно легируют несколькими другими элементами для улучшения жаропрочных свойств, улучшения механических свойств и/или характеристик изготовления, а также для улучшения коррозионной стойкости. Эти легирующие элементы также влияют на их свариваемость. Узнайте больше о том, как сваривать этот универсальный материал, в нашем посте «Свариваемость нержавеющей стали».
Они широко предпочтительны из-за их производительности даже в самых агрессивных средах. Нержавеющие стали обычно легируют несколькими другими элементами для улучшения жаропрочных свойств, улучшения механических свойств и/или характеристик изготовления, а также для улучшения коррозионной стойкости. Эти легирующие элементы также влияют на их свариваемость. Узнайте больше о том, как сваривать этот универсальный материал, в нашем посте «Свариваемость нержавеющей стали».
Купить нержавеющую сталь сегодня
Наверх
Инструментальная сталь
Как и в случае с углеродистыми сталями, свариваемость сталей с содержанием углерода более 0,2% считается плохой. Это связано с их твердостью и риском растрескивания при сварке. Поэтому инструментальные стали, содержащие 0,3–2,5% углерода, трудно свариваются, и многие поставщики стали не рекомендуют это делать. Однако с развитием сварочного оборудования, методов, процедур, инструментальной стали и наполнителей это возможно, хотя лучше оставить это людям с хорошими навыками сварки.
Купить инструментальную сталь сегодня
Наверх
Распространенные дефекты сварки
Пористость
Недостаточное количество защитного газа приводит к атмосферному загрязнению сварного шва. Пористость является типичным результатом. Чтобы избежать этого, проверьте все настройки вашего оборудования и убедитесь, что сварной шов не подвергается воздействию ветра.
Недостаточное плавление
Этот дефект возникает, когда сталь и сварной шов поглощают недостаточно энергии. Во избежание этого дважды проверьте напряжение и скорость подачи проволоки. Кроме того, избегайте спешки со сваркой, чтобы предотвратить это.
Наверх
Хотите узнать больше?
Обрабатываемость, свариваемость и свойства стали
Стали в первую очередь определяются их химическим составом, а именно тем, что они представляют собой сплавы, состоящие из железа и других легирующих элементов [1]. Существует много классов стали, таких как легированная сталь, углеродистая сталь и нержавеющая сталь. Способности стали относятся к тому, насколько легко с ней можно обращаться для практического применения. Это отличается от свойств стали, которые включают механические свойства, такие как предел прочности при растяжении и твердость, тепловые свойства, такие как коэффициент теплового расширения, и другие, но определяется ими.
Способности стали относятся к тому, насколько легко с ней можно обращаться для практического применения. Это отличается от свойств стали, которые включают механические свойства, такие как предел прочности при растяжении и твердость, тепловые свойства, такие как коэффициент теплового расширения, и другие, но определяется ими.
Здесь вы узнаете:
- Обрабатываемость стали
- Литейные свойства стали
- Формуемость стали
- Прокаливаемость стали и способы ее измерения
- Свариваемость различных марок стали
Рисунок 1. Стальные трубы различных форм
Обрабатываемость стали
Обрабатываемость определяется как легкость, с которой металл может быть обработан. Проще говоря, это легкость, с которой стальная стружка может быть удалена при различных операциях механической обработки с сохранением удовлетворительного качества поверхности. Как правило, обрабатываемость стали снижается с увеличением механических характеристик.
К факторам, влияющим на обрабатываемость стали, относятся ее физические свойства, такие как модуль упругости, теплопроводность и твердость. Состояние стали также влияет на ее обрабатываемость. Микроструктура, размер зерна, термообработка, изготовление, химический состав, предел текучести и предел прочности на растяжение определяют состояние стали.
Количественно оценить обрабатываемость сложно, так как на нее влияет множество факторов. Тем не менее, некоторые из критериев, которые необходимо учитывать при оценке обрабатываемости стали, представлены в таблице ниже.
Таблица 1. Критерии оценки обрабатываемости стали
Критерии оценки обрабатываемости стали | Описание |
Стойкость инструмента | Стойкость инструмента описывает срок службы инструмента и является полезным параметром для оценки обрабатываемости стали. |
Сила резания | Стали, требующие более высоких усилий резания для обработки в определенных условиях, хуже поддаются обработке. |
Поверхностная обработка | Качество кромки реза также может быть использовано для определения обрабатываемости металла. Стали с высокой способностью к деформационному упрочнению склонны к образованию наростов во время резки, что приводит к ухудшению качества поверхности. Холоднодеформированные стали не склонны к образованию наростов на кромках и поэтому считаются более поддающимися механической обработке.
|
 Однако это также зависит от других факторов, таких как скорость резания, материал режущего инструмента, геометрия режущего инструмента, геометрия резания и состояние станка. Более легко обрабатываемая сталь — это та, которая обеспечивает более длительный срок службы инструмента при заданной скорости резания.
Однако это также зависит от других факторов, таких как скорость резания, материал режущего инструмента, геометрия режущего инструмента, геометрия резания и состояние станка. Более легко обрабатываемая сталь — это та, которая обеспечивает более длительный срок службы инструмента при заданной скорости резания.
Обрабатываемость различных типов стали можно сравнить со стандартной сталью с помощью индекс обрабатываемости . Он определяется как отношение скорости резания исследуемого типа стали в течение 20 минут к скорости резания стандартной стали в течение 20 минут . Углеродистая сталь SAE 1212 используется в качестве стандарта для расчета индекса обрабатываемости.
Он определяется как отношение скорости резания исследуемого типа стали в течение 20 минут к скорости резания стандартной стали в течение 20 минут . Углеродистая сталь SAE 1212 используется в качестве стандарта для расчета индекса обрабатываемости.
Таблица 2: Индекс обрабатываемости для различных марок стали [2].
Литейные свойства стали
Литейные свойства стали относятся к легкости формирования качественных заготовок путем литья. На него влияют свойства текучести , усадки и расслоения .
- Текучесть стали определяется как способность расплавленной стали заполнять полости литейной формы.
- Усадка относится к степени уменьшения объема при затвердевании расплавленной стали. Низкая скорость усадки благоприятна для литейных свойств стали.
- Ликвидация относится к неоднородному распределению химического состава стального объекта. Это происходит из-за того, как сталь охлаждается во время литья: в первую очередь охлаждаются области, соприкасающиеся со стенками формы. Считается, что сталь с хорошей литейной способностью имеет низкую или незначительную сегрегацию. Его можно преодолеть медленным охлаждением или последующей термической обработкой.
 Это происходит из-за того, как сталь охлаждается во время литья: в первую очередь охлаждаются области, соприкасающиеся со стенками формы. Считается, что сталь с хорошей литейной способностью имеет низкую или незначительную сегрегацию. Его можно преодолеть медленным охлаждением или последующей термической обработкой.
Это происходит из-за того, как сталь охлаждается во время литья: в первую очередь охлаждаются области, соприкасающиеся со стенками формы. Считается, что сталь с хорошей литейной способностью имеет низкую или незначительную сегрегацию. Его можно преодолеть медленным охлаждением или последующей термической обработкой.Рис. 2. Процесс литья расплавленного металла в форму.
Формуемость стали
Формуемость стали — это способность стальной заготовки подвергаться пластической деформации без повреждения. Проще говоря, это способность металла принимать желаемую форму без сужения или растрескивания.
Способность к формованию типа стали сильно зависит от ее пластичности, и поэтому ее можно оценить путем измерения деформации разрушения во время испытания на прочность на растяжение. Марки стали, демонстрирующие большое удлинение во время этого испытания, обладают хорошей формуемостью. Например, сталь A537 CL1 имеет удлинение 22 % при 20 ⁰C.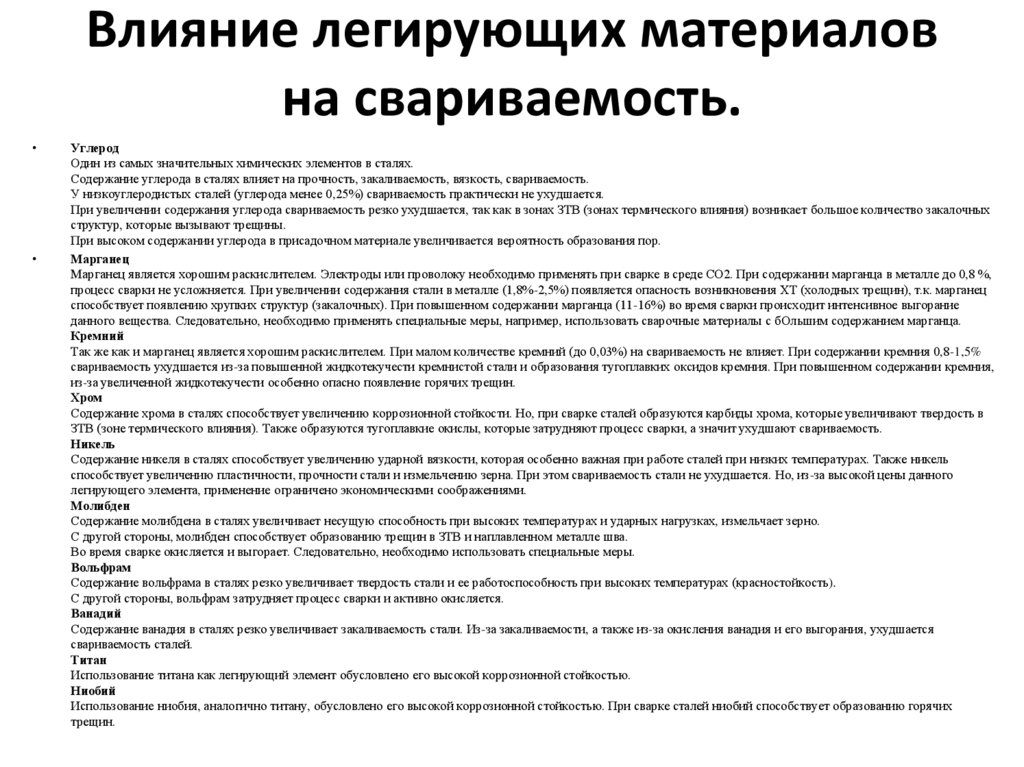 Применяется в котлах и сосудах высокого давления.
Применяется в котлах и сосудах высокого давления.
Рис. 3. Листы стали прокатываются благодаря ее формуемости.
Прокаливаемость
Способность стали образовывать мартенсит при закалке называется прокаливаемостью. Не следует путать с твердостью стали. Твердость стали – это ее способность сопротивляться остаточной деформации, а прокаливаемость стали – это ее способность закаляться на определенную глубину при определенных условиях.
Испытание на закалку по Джомини часто проводят для определения прокаливаемости стали [3]. Здесь стальной стержень обрабатывается до определенного размера, прежде чем он нагревается до температуры аустенизации. Затем на торец стержня распыляют определенное количество воды, которая, в свою очередь, охлаждает образец с этого конца.
Скорость охлаждения варьируется между обоими концами стального стержня. Он быстрый на закаленном конце и медленнее на противоположном конце. После закалки образца параллельные плоские поверхности, расположенные на расстоянии 180⁰ друг от друга, шлифуют на глубину 0,015 дюйма (0,38 мм) по всей длине цилиндрического стержня. Далее на стальной образец наносится маркировка 1/16 -й -й интервалы. Через каждые 1/16 дюйма проводят испытание на твердость С по Роквеллу и строят кривую. Типичный график этих значений твердости и их положения на стальном стержне показан на рисунке 4 [3]. Он дает четкое представление о глубине затвердевания. Кроме того, по рисунку можно определить приблизительную скорость охлаждения в определенных местах.
После закалки образца параллельные плоские поверхности, расположенные на расстоянии 180⁰ друг от друга, шлифуют на глубину 0,015 дюйма (0,38 мм) по всей длине цилиндрического стержня. Далее на стальной образец наносится маркировка 1/16 -й -й интервалы. Через каждые 1/16 дюйма проводят испытание на твердость С по Роквеллу и строят кривую. Типичный график этих значений твердости и их положения на стальном стержне показан на рисунке 4 [3]. Он дает четкое представление о глубине затвердевания. Кроме того, по рисунку можно определить приблизительную скорость охлаждения в определенных местах.
Рис. 4. График зависимости твердости и скорости охлаждения от расстояния до закаленного конца [3].
Свариваемость стали
Свариваемость стали трудно определить, но часто под ней понимают способность стали свариваться с использованием обычных процессов без образования холодных трещин. Свариваемость стали обратно пропорциональна ее прокаливаемости.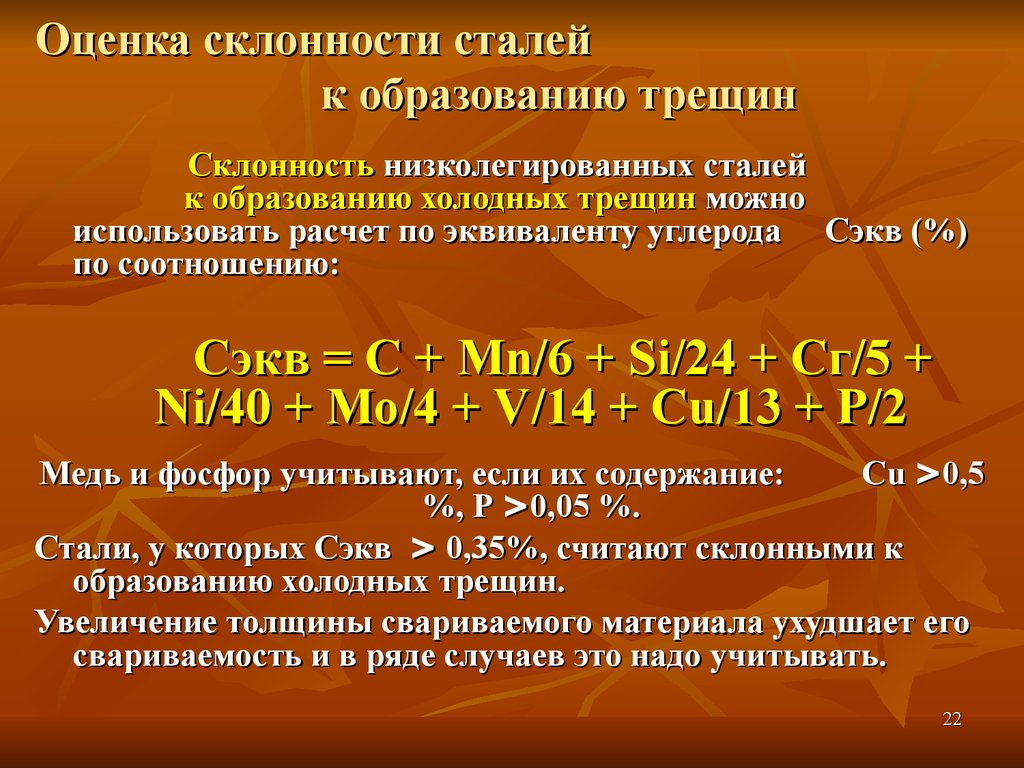 Поскольку содержание углерода играет значительную роль в прокаливаемости стали, оно также влияет на ее свариваемость. Следовательно, с увеличением содержания углерода снижается свариваемость. Другие легирующие элементы, такие как марганец, никель и кремний, также влияют на свариваемость стали. Однако их влияние не столь значительно, как наличие содержания углерода.
Поскольку содержание углерода играет значительную роль в прокаливаемости стали, оно также влияет на ее свариваемость. Следовательно, с увеличением содержания углерода снижается свариваемость. Другие легирующие элементы, такие как марганец, никель и кремний, также влияют на свариваемость стали. Однако их влияние не столь значительно, как наличие содержания углерода.
Рис. 5. Сварка двух стальных труб.
Другими факторами, влияющими на свариваемость стали, являются теплопроводность, температура плавления, удельное электрическое сопротивление и коэффициент теплового расширения.
- Теплопроводность : Типы стали с низкой теплопроводностью обычно очень легко свариваются.
- Температура плавления: Чем ниже температура плавления определенного типа стали, тем легче ее сваривать.
- Удельное электрическое сопротивление : Поскольку тепловая энергия необходима для процесса сварки, типы сталей с высоким электрическим сопротивлением обычно труднее сваривать электрическими средствами.
- Коэффициент теплового расширения : При сварке двух металлов очень важно учитывать их коэффициенты теплового расширения. Если разница между двумя коэффициентами значительна, деформации растяжения и сжатия при охлаждении могут вызвать растрескивание.
Стали делятся на четыре группы по химическому составу: углеродистая сталь, легированная сталь, нержавеющая сталь и инструментальная сталь. Эти классы стали представлены в таблице ниже.
Таблица 3. Свариваемость и применение различных классов стали.
Тип | Свариваемость | Применение |
Низкоуглеродистая сталь | Содержит менее 0,3 мас.% углерода и 0,4 мас.% марганца. Также демонстрирует хорошую свариваемость, если содержание примесей низкое. Любой процесс сварки подходит для низкоуглеродистой стали. | Подходит для декоративных изделий, таких как фонарные столбы. Примером может служить нормализованная сталь БС 970-1 марки 07М20. Он имеет предел прочности при растяжении 430 МПа и предел текучести 215 МПа при 20 ⁰C. |
Среднеуглеродистая сталь | Содержит 0,3–0,6% углерода и 0,6–1,6% марганца. Более высокое содержание углерода делает его склонным к растрескиванию. Следовательно, их труднее сваривать. Процесс сварки с низким содержанием водорода подходит для среднеуглеродистой стали. | Подходит для автомобильных компонентов. Примером может служить холоднотянутая сталь AISI 1541. |
Высокоуглеродистая сталь | Содержит 0,6–1,0 мас.% углерода и 0,30–0,90 мас.% марганца. Он также имеет плохую свариваемость и легко трескается. При сварке этих сталей необходимо использовать присадки с низким содержанием водорода. | Используется для изготовления ножей, осей и пробойников.
|
Легированная сталь | Легированные стали часто имеют более высокую твердость по сравнению с другими категориями стали. Следовательно, они также обладают плохой свариваемостью и склонны к растрескиванию. Для легированных сталей необходимо использовать процесс сварки с низким содержанием водорода. В процессе сварки необходимо уделять внимание предварительному нагреву, скорости охлаждения и термообработке после сварки, так как легированные стали также склонны к растрескиванию. | Легированные стали имеют различные механические свойства в зависимости от химического состава. Они используются в производстве трубопроводов, электродвигателей и генераторов электроэнергии. Примером является нормализованная сталь AISI 8620. Он имеет предел текучести 360 МПа и предел прочности при растяжении 640 МПа при 20 ⁰C. |
Нержавеющая сталь | Нержавеющие стали представляют собой группу легированных сталей. Аустенитная нержавеющая сталь обладает хорошей свариваемостью и не требует термической обработки до или после сварки. Ферритный тип подвергается быстрому росту зерен при высокой температуре, что делает их хрупкими. Отсюда плохая свариваемость. | Аустенитные стали марки применяются в производстве труб, кухонной утвари и другого пищевого оборудования. Ферритные стали также используются в автомобильной промышленности и промышленном оборудовании. Нержавеющая сталь SUS 321, поставляемая TJC Iron & Steel Co., Ltd, подходит для сосудов под давлением. |
Инструментальная сталь | Инструментальная сталь содержит до 2,5 мас.% углерода. Имеет плохую свариваемость. | Используется для режущего и сверлильного оборудования. Мягкая отожженная сталь DIN 17350 класса C105W1 подходит для изготовления метчиков, штампов, оправок и молотков. |

 Примером может служить горячекатаная сталь AISI 1080.
Примером может служить горячекатаная сталь AISI 1080.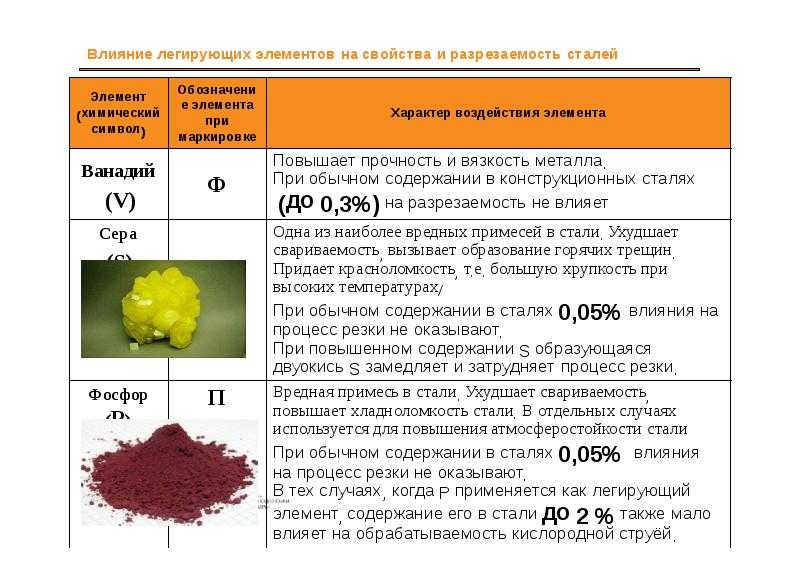 Они содержат не менее 10,5 мас. % хрома и другие элементы, повышающие их термостойкость и улучшающие механические свойства [4].
Они содержат не менее 10,5 мас. % хрома и другие элементы, повышающие их термостойкость и улучшающие механические свойства [4].
Будущее обработки стали
Открытие новых способов обработки стали — огромная область исследований в области материаловедения и инженерии. Например, в последнее время наблюдается бум интереса к аддитивному производству стальных компонентов [5]. Этот процесс можно использовать для эффективного производства стальных компонентов сложной геометрии с меньшими затратами.
Рис. 6. Аддитивное производство стальных деталей. (TRUMPF)
[1] Г. Краусс, Сталь . Парк материалов, Огайо: ASM International, 2010, с. 2.
[2] Таблица индексов обрабатываемости стали, алюминия, магния, чугуна, углеродистой стали, легированной стали и нержавеющей стали — Engineers Edge», Engineersedge.com , 2020. [Онлайн]. Доступно: https: //www.engineersedge.com/materials/machinability-steel-aluminum.htm.
[3] J. Dossett, Основы и процессы термической обработки стали . Парк материалов, Огайо: ASM International, 2014, с.