Содержание
Сварка алюминия полуавтоматом (MIG/MAG) | Тиберис
0
На сумму:
0 р.
Алюминий без преувеличения является одним из наиболее часто используемых человеком металлов. Но, проводить над ним сварочные работы из-за особых химических свойств намного сложнее, чем с обыкновенной сталью, особенно если вы не являетесь специалистом сварочного дела. И все же, для этого существует весьма удобный способ, требующий меньше навыков– сварка алюминия полуавтоматом (MIG/MAG), позволяющая легко преодолеть сопротивление тончайшей оксидной пленки металла и в результате получить отличное соединение. Подробнее об этом способе вы узнаете из нашей статьи.
Содержание
- Что представляет собой сварка алюминия полуавтоматом
- Чем отличается сварка алюминия полуавтоматом от аргонодугового метода
- Особенности и преимущества сварки алюминия сварочной проволокой
- Требования к оборудованию и расходным материалам
- Выбор сварочного полуавтомата для сварки алюминия
- Видео полуавтоматической сварки алюминия
Сварка алюминия и его сплавов полуавтоматом (MIG/MAG-сварка) производится сварочной проволокой (некоторые сварщики употребляют название — плавящийся электрод) для алюминия и сплавов в среде газа или самозащитной проволокой. При этом для защиты алюминия от окисления используется инертный газ, чаще всего аргон. Подача присадочной проволоки происходит автоматически, а перемещение горелки сварщик осуществляет вручную.
При этом для защиты алюминия от окисления используется инертный газ, чаще всего аргон. Подача присадочной проволоки происходит автоматически, а перемещение горелки сварщик осуществляет вручную.
Сварка алюминия полуавтоматом без газа не рекомендуется к применению и встречается гораздо реже, так как в этом случае:
- значительно повышается пористость шва и уменьшается его прочность;
- застывший шлак плохо отделяется;
- присутствует сильное разбрызгивание металла.
Единственной серьезной причиной, благодаря которой такой способ сварки все же используется, является его очевидная дешевизна. Поэтому сварка алюминия полуавтоматом без аргона распространена среди кустарей-одиночек, экономящих на качестве сварного шва.
В отличие от стали алюминий обладает гораздо большей теплопроводностью, поэтому при работе с ним скорость подачи проволоки увеличивается, а поверхность массивных свариваемых изделий необходимо дополнительно прогревать.
Чаще всего сварку алюминия полуавтоматом используют для сварочных работ в промышленных масштабах, в том числе в авиационной и судостроительной промышленности. Тем более, что в этом случае используются:
- высококачественный инертный газ и присадочная проволока;
- труд профессиональных сварщиков;
- дорогостоящее профессиональное оборудование.
Вместе, эти три важнейших фактора обеспечивают первоклассный результат.
Чем отличается сварка алюминия полуавтоматом от аргонодугового (TIG) метода
Основных отличий всего несколько:
- Главное отличие этих двух методов заключается в типе используемого электрода. Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
- Кроме того, аргонодуговой метод предназначен лишь для ручной сварки.
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.

- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы (комплектующие).

Аргонодуговой метод является весьма распространенным на производстве и в бытовых условиях, поэтому заслуживает более подробного описания, которое вы можете изучить по ссылке.
Сварочный полуавтомат для сварки алюминия может быть оснащен стандартными функциями и с импульсным режимом. Использование последнего дает больший эффект, так как под воздействием мощного импульса происходит моментальное пробивание оксидной пленки на поверхности свариваемого изделия. Каждая капля расплавленного алюминия из проволоки в момент действия импульса высокого напряжения вдавливается в поверхность. В результате значительно повышается качество сварного шва при значительном уменьшении разбрызгивания металла.
Особенности и преимущества сварки алюминия полуавтоматом
У сварки алюминия полуавтоматом есть несомненные преимущества, а также некоторые особенности. К ним относятся:
К ним относятся:
- Высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза.
- Простота. Этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель. Поэтому сварка алюминия полуавтоматом своими руками представляется вполне обыденным делом.
- Важность наличия импульсного режима в полуавтомате. Так как в этом случае эффективность выполнения сварочных работ и качество шва на выходе значительно возрастают.
- Необходимость использования высококачественной сварочной проволоки (присадки). В противном случае стабильность и эффективность процесса сварки может серьезно пострадать.
- Для алюминия чаще всего выставляют подачу проволоки на 15-20% выше, чем для той же толщины черного металла (стали) и приблизительно на 30 процентов больше напряжения.
Требования к оборудованию и расходным материалам
Чтобы окончательно разобраться с вопросом, можно ли полуавтоматом варить алюминий, необходимо четко уяснить дополнительные требования к используемому оборудованию и расходным материалам:
- Ток должен иметь обязательно обратную полярность, потому что в таком случае оксидная пленка не разрушается.
- Механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи. Важно, чтобы ролик был U-образный, гладкий и без насечек. На картинке справа хоть и правильной формы, но с насечками- такой не подойдет.
- Диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь. Для сварки рекомендуем использовать проволоку — AlMg5 по ссылке или её аналоги.
- Желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва
- Сварочная горелка должна иметь специальный тефлоновый рукав для того, чтобы уменьшить трение алюминиевой проволоки.
- Сварка МИГ-МАГ алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.

Как правильно выбрать полуавтомат для сварки алюминия
Выше вы уже узнали, как сваривать алюминий полуавтоматом. Теперь пора определиться с тем, как сориентироваться среди многообразия моделей и приобрести наиболее подходящий вариант полуавтомата.
Теперь пора определиться с тем, как сориентироваться среди многообразия моделей и приобрести наиболее подходящий вариант полуавтомата.
Выбор действительно имеется очень обширный. Все варианты можно условно разбить на такие основные группы:
- Бюджетные
- Среднего класса
- Среднего класса с импульсным режимом
- Промышленные модели с импульсным режимом
Бюджетные полуавтоматы
Эти модели прекрасно подходят для использования в быту. Они отличаются компактными размерами, небольшим весом и способны работать от обычной сети напряжением в 220 Вольт.
Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Примерами моделей этой группы могут служить Сварог EASY MIG 160 или Сварог PRO MIG 160. Вторая модель может работать в двух- и четырех тактовом режиме и обеспечивает форсаж дуги.
Полуавтоматы среднего класса
Обладают более выдающимися техническими характеристиками (большим током, плавностью регулирования тока и скорости подачи проволоки). Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Среди прочих моделей можно отметить финский KEMMPI MinarcMIG EVO 200 и американский Lincoln Electric Speedtec 200C
Полуавтоматы среднего класса с импульсным режимом
Представляют собой многофункциональные устройства со множеством встроенных программ сварки. Наличие импульсного режима обеспечивает высочайшее качество сварного шва, а надежные комплектующие гарантируют длительность использования.
Прекрасными образцами моделей этой группы являются Helvi TP 220 и EWM Picomig 180 Puls.
Промышленные модели с импульсным режимом
Работают от напряжения 380 В, оснащены системой жидкостного охлаждения. Обеспечивают максимальную производительность труда во время сварки при высоком качестве шва. Просты в управлении и разработаны на основе новейших технологий.
Достойными представителями этой группы являются EWM Phoenix 501 Puls и EWM Phoenix 401.
Использование полуавтоматов для сварки алюминия – это весьма продуманное и правильное решение, которое приняли многие практичные люди. В компании Тиберис эти устройства вы всегда приобретаете на выгодных условиях.
Видео сварки алюминия сварочным полуавтоматом
Видео-материал для наглядного ознакомления, который показывает процесс сварки алюминия аппаратом МИГ/МАГ. Это не учебный ролик.
Спасибо за подписку!
Сварка алюминия полуавтоматом: особенности и технология новичкам
Алюминий — это относительно дешевый и легкий металл, поэтому он активно используется в машиностроении, пищевой промышленности, авиастроении и в быту. Он отлично принимает форму матрицы при отливе, легко обрабатывается, а вот сваривается плохо. Рассмотрим технологию сварки алюминия при помощи метода MIG с рекомендацией по выбору полуавтомата, настроек, расходных материалов.

В этой статье:
- Сложность сварки алюминия
- Суть полуавтоматической сварки алюминия
- Отличия сварки алюминия полуавтоматом от аргонодугового метода
- Подготовка свариваемого материала
- Требования к оборудованию
- Расходные материалы
- Настройки аппарата
- Процесс сварки алюминия полуавтоматом
Сложность сварки алюминия
Не каждый полуавтомат подойдет для сварки алюминия. Этот металл довольно капризный в плане сварки, поскольку имеет оксидную пленку. Температура плавления оксида составляет 2044 градуса. Поэтому, чтобы его пробить электрической дугой, необходима высокая сила тока. Но сам алюминий под оксидом плавится уже после 600 градусов. Получается, при высоком сварочном токе:

Если ток снизить, то не получится прожечь оксидную пленку — весь присадочный металл будет оставаться на поверхности, а не сплавляться с основным. Это сделает стык слабым, не герметичным. Поэтому нужны MIG аппараты, способные автоматически менять величину ампер в процессе сварки. На высоком токе прожигать оксид, а на низком сваривать основной металл. Такой режим называется импульсный или Pulse.
Суть полуавтоматической сварки алюминия
Для сварки алюминия полуавтоматом необходима алюминиевая проволока и инертный газ аргон. Процесс ведется горелкой, управляемой сварщиком вручную. Присадочная проволока подается автоматически. Поскольку алюминий жидкотекучий металл в расплавленном виде, соединение лучше выполнять в нижнем положении, угловые стыки — в лодочку.
Алюминиевая проволока необходима для равномерного перемешивания основного и присадочного металла, чтобы шов получился одинаковым по составу. Допускается использование порошковой алюминиевой проволоки для полуавтоматической сварки без газа. Тогда защитные функции сварочной ванны на себя берет порошок (флюс), расположенный в трубчатом канале проволоки. Он плавится, и его газы изолируют расплавленный металл от воздействия внешней среды. После сварки поверх шва образуется шлаковая корочка.
Тогда защитные функции сварочной ванны на себя берет порошок (флюс), расположенный в трубчатом канале проволоки. Он плавится, и его газы изолируют расплавленный металл от воздействия внешней среды. После сварки поверх шва образуется шлаковая корочка.
Сварка порошковой проволокой алюминия без газа обходится дешевле по себестоимости, но проигрывает по качеству. Швы могут быть сильно пористыми, а часть присадочного металла разбрызгивается. Такой метод сварки алюминия допустим только в полевых условиях для стыковки мест, не требующих высокой прочности и герметичности.
Отличия сварки алюминия полуавтоматом от аргонодугового метода
Сварка алюминия аргоном доступна с аппаратами Pulse при помощи электрической дуги между электродом и изделием, но отличие заключается в исполнении процесса. В TIG сварке используется неплавящийся вольфрамовый электрод. Он плавит кромки металла, а для заполнения стыка применяется дополнительная присадочная проволока, подающаяся свободной рукой сварщика. В MIG сварке движущаяся проволока из катушки в горелку выполняет сразу обе роли — поддерживает горение электрической дуги и плавясь, заполняет собой стык.
В MIG сварке движущаяся проволока из катушки в горелку выполняет сразу обе роли — поддерживает горение электрической дуги и плавясь, заполняет собой стык.
Полуавтоматическая сварка алюминия более производительна, по сравнению с аргоновой, и дешевле по себестоимости. Но по качеству соединения проигрывает методу ТИГ, поэтому для особо ответственных стыков используется аргонодуговой метод (сварка блоков ДВС, наплавка ГБЦ под проточку). МИГ сварка подойдет для:
Кроме производительности, МИГ метод выигрывает по простоте. Все действия выполняются одной рукой. Подача проволоки осуществляется автоматически по выставленным настройкам. Если они верные, шов получится качественным (при правильных движениях горелкой), что облегчает задачу для новичка.
Подготовка свариваемого материала
Если полуавтомат не обладает импульсным режимом, потребуется механическое удаление оксидной пленки по всей зоне стыковки. Для это применяют щетку по металлу или шабер, можно воспользоваться шлифовальной машинкой, болгаркой. При толщине сторон более 5 мм нужна V разделка кромок под углом 45 градусов. Это обеспечит достаточное проплавление и крепость будущего стыка.
Новая оксидная пленка образуется на поверхности спустя 1-2 часа, поэтому зачищать свариваемые стороны нужно непосредственно перед сваркой. Если в аппарате есть импульсный режим, достаточно только разделки кромок — удаление оксида произойдет катодным методом под действием высокого тока электрической дуги.
Если сечение свариваемых деталей менее 3 мм, необходима подложка. Это может быть медная пластина, которая впоследствии легко отделится от алюминия (даже если соединение проплавится полностью и жидкий металл вытечет с обратной стороны).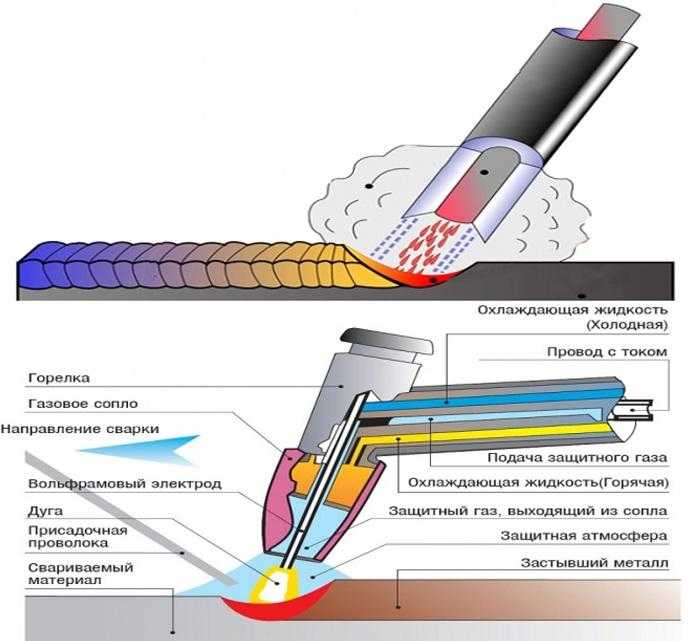 Без подложки увеличивается вероятность прожогов, прилипания деталей к сварочному столу.
Без подложки увеличивается вероятность прожогов, прилипания деталей к сварочному столу.
Алюминий обладает высокой теплопроводностью. При длинных сварочных швах на большой площади возможны серьезные коробления конструкции. Чтобы этого избежать, заготовки предварительно нагревают. В промышленных условиях это делают индукционными токами, в домашних — горелкой бензореза, паяльной лампой, на угольной печи и т. д.
Требования к оборудованию
Учитывая особые свойства алюминия (тугоплавкий оксид, повышенную текучесть металла, плавление основной структуры при температуре 600 градусов), необходимо правильно выбирать полуавтомат. Купите MIG аппарат с импульсным режимом или двойным импульсом.
У них должна быть возможность смены полярности на постоянном токе. Сварка алюминия полуавтоматом ведется на обратной полярности. Это означает, что к горелке подается плюс, а к изделию минус. При таком подключении тепло сварочной дуги концентрируется на конце сварочной проволоки. Она плавится быстрее, легче переходит в зону шва, а сам алюминий при этом нагревается меньше. Уменьшенное тепловложение позволяет формировать аккуратные швы, не перегревать изделие.
Она плавится быстрее, легче переходит в зону шва, а сам алюминий при этом нагревается меньше. Уменьшенное тепловложение позволяет формировать аккуратные швы, не перегревать изделие.
Альтернатива импульсному оборудованию — использовать полуавтоматы AC/DC. Например, cварочный полуавтомат EWM PICOMIG 185 D3 Synergic TKG — это модель, способная работать на переменном токе. Тогда полярность будет меняться автоматически, с частотой колебания переменного тока (50 Гц). Это содействует разрушению оксида (когда тепло концентрируется на изделии) и быстрому переносу капли (когда тепло концентрируется на электроде).
Для подачи алюминиевой проволоки нужны 4-х роликовые подающие устройства. Это обеспечит равномерную скорость без пробуксовки, проволока не будет «гулять», дергаться. Ролики должны быть с U-образной канавкой без насечек. Насечки, призванные лучше цеплять проволоку, будут сминать мягкий алюминий.
Рекомендуем использовать горелку с длиной не более 3-х метров. Подойдет горелка БАРСВЕЛД MIG-15 или Mig ERGOPLUS 25. Алюминий не такой упругий, как нержавейка или стальная проволока, поэтому при длинном рукаве и загибах движение будет затрудняться. Обычный канал из спирали меняют в горелке на тефлоновый — он обеспечивает лучшее скольжение присадки. Поскольку алюминий при нагреве расширяется, мундштук в горелке требуется с увеличенным отверстием, иначе проволока застрянет.
Подойдет горелка БАРСВЕЛД MIG-15 или Mig ERGOPLUS 25. Алюминий не такой упругий, как нержавейка или стальная проволока, поэтому при длинном рукаве и загибах движение будет затрудняться. Обычный канал из спирали меняют в горелке на тефлоновый — он обеспечивает лучшее скольжение присадки. Поскольку алюминий при нагреве расширяется, мундштук в горелке требуется с увеличенным отверстием, иначе проволока застрянет.
При выборе полуавтомата для сварки алюминия важно учитывать:


Расходные материалы
В полуавтомат заряжается алюминиевая проволока, обеспечивающая сохранение однородности металла шва с основным материалом. Диаметр и вес катушки подбирается в согласии с возможностями аппарата. Покупайте проволоку для сварки алюминия с содержанием кремния, который дает:
Хороший выбор проволоки для алюминия в нашем каталоге.
Настройки аппарата
Перейдем к правильным настройкам полуавтомата для сварки алюминия. К аппарату подключается баллон с чистым аргоном. Расход выставляется в пределах 6-11 л/мин, в зависимости от толщины металла. Сила тока, при котором происходит капельный перенос присадочного металла, выставляется так.
|
Толщина металла, мм |
Диаметр проволоки, мм |
Сила тока, А |
|---|---|---|
|
2-3 |
0.  8 8
|
95-110 |
|
4-5 |
1.0 |
130-160 |
|
6-7 |
1.2 |
200-250 |
Если у вас полуавтомат с импульсом, задайте базовый ток на 40% ниже от импульсного. Базовый ток будет поддерживать горение дуги, а импульсный — пробивать оксид и передавать каплю. Частота импульса для сварки алюминия желательна 1-3 Гц в секунду. Это уменьшит тепловложение, обеспечит прожог оксида, качественное соединение основного металла.
Еще проще настроить полуавтомат для сварки алюминия новичку будет с синергетикой. Синергетическое управление требует указать в меню только:
Все выбирается на дисплее. Крутилкой сварщик только задает силу тока. На основании этих вводных программа сама подберет оптимальный режим, выставит базовый ток, напряжение. Хороший выбор полуавтоматов с синергетическим управлением вы можете подобрать в разделе электросварочное оборудование.
Крутилкой сварщик только задает силу тока. На основании этих вводных программа сама подберет оптимальный режим, выставит базовый ток, напряжение. Хороший выбор полуавтоматов с синергетическим управлением вы можете подобрать в разделе электросварочное оборудование.
Процесс сварки алюминия полуавтоматом
Установите алюминиевую проволоку в полуавтомат, заправьте конец между роликами, направьте его в канал. Включите протяжку и дождитесь выхода проволоки из горелки. Чтобы она не застряла, временно открутите мундштук.
Установите силу тока и импульс в согласии с толщиной металла (см таблицу выше), откройте баллон с аргоном. Присоедините кабель массы к изделию. Наденьте защитную маску, краги.
Источник видео: Рутектор
Сварка полуавтоматом алюминия ведется так:
- Поднесите горелку к месту стыка и удерживайте на расстоянии 3-5 мм от конца проволоки. Само сопло может быть удалено от поверхности до 6-10 мм.
- Нажмите на кнопку горелки.
- После зажигания электрической дуги введите горелку справа налево или от себя, чтобы наложенный шов оставался позади.
- Наклон горелки при сварке алюминия должен быть почти вертикальным — удерживайте отклонение от прямого угла на 10-15 градусов.
- Если алюминий сечением до 3 мм и нет зазора между сторонами, просто ведите горелку ровно по линии стыковки. В случае толщины пластин 5-7 мм и щели 1-2 мм потребуется колебательные движения полумесяцем или по спирали.
 Само сопло может быть удалено от поверхности до 6-10 мм.
Само сопло может быть удалено от поверхности до 6-10 мм.
Когда была предварительная подготовка с разделкой кромок, нужна сварка в несколько проходов. Корневой шов тонкий и ведется без поперечных колебаний, а последующий шов нужен для заплавления ширины стыка и образования валика. Используя правильно подобранное сварочное оборудование у Вас получится сваривать алюминий полуавтоматом даже без значительной практики.
Ответы на вопросы: как правильно производить сварку алюминия полуавтоматом
Алюминиевая проволока застревает в канале, что делать?
СкрытьПодробнее
Алюминий более мягкий, чем сталь или нержавейка, поэтому легко поддается изгибам и деформируется. Постарайтесь максимально выровнять сварочный рукав горелки, а так-же под сварку алюминиевой проволоки должны быть ролики с U образной канавкой, тефлоновый кабель канал, токосъемник под алюминиевую проволоку.
Постарайтесь максимально выровнять сварочный рукав горелки, а так-же под сварку алюминиевой проволоки должны быть ролики с U образной канавкой, тефлоновый кабель канал, токосъемник под алюминиевую проволоку.
Сколько роликов должно быть в подающем механизме для сварки алюминия?
СкрытьПодробнее
Лучше использовать модели с четырьмя роликами. Они увереннее толкают присадочный материал. На двух роликах возможна пробуксовка, а если их затянуть сильнее, проволока начнет заминаться.
Можно ли варить алюминий с углекислотой?
СкрытьПодробнее
Нет. Алюминий является активным металлом и при контакте с окислителем сразу защищается, вырабатывая пленку. Углекислота состоит из углерода и кислорода, поэтому будет вступать в реакцию со сварочной ванной. Для работы нужен инертный газ, который бы «успокаивал» расплавленный металл, не вступая с ним в реакцию.
Для работы нужен инертный газ, который бы «успокаивал» расплавленный металл, не вступая с ним в реакцию.
Можно ли полуавтоматом заварить силумин?
СкрытьПодробнее
Силумин — это сплав алюминия с кремнием. Присадка придает металлу прочности и улучшает его литейные свойства. Для сварки силумина полуавтоматом необходима алюминиевая проволока с кремнием, но лучше все же использовать TIG сварку.
Подойдет ли полуавтомат для сварки алюминиевых труб?
СкрытьПодробнее
Если это не герметичная конструкция (теплица, беседка, раскладушка и пр.), то полуавтомат подойдет. Для герметичных стыков лучше использовать аргонодуговую сварку.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Понятная инструкция с видео и фото
При ответственном ремонте алюминиевых деталей, монтаже каркасов из профиля с электродами не получаются надежные соединения. При сварке алюминия полуавтоматами швы получаются качественными. Сваривать легкие металлы электродуговой сваркой в аргоне или углекислом газе можно специальными тугоплавкими электродами и присадочной проволокой, но наиболее эффективным и надежным методом алюминиевых сплавов является сварка полуавтоматом.
При сварке алюминия полуавтоматами швы получаются качественными. Сваривать легкие металлы электродуговой сваркой в аргоне или углекислом газе можно специальными тугоплавкими электродами и присадочной проволокой, но наиболее эффективным и надежным методом алюминиевых сплавов является сварка полуавтоматом.
При сварке алюминия полуавтоматом без газа применяют защитные флюсы или применяют специальную многокомпонентную порошковую проволоку, создающую газовое облако, препятствующее окислению при нагреве.
Поскольку свойства алюминия сильно отличаются от свойств стали, работа с этим материалом может представлять некоторые уникальные проблемы, такие как деформация и чувствительность к подводимому теплу.
millerwelds.com
Содержание
- Особенности сварки алюминия аппаратом для сварки TIG или MIG/MAG
- Какой сварочный аппарат подходит для сварки алюминия
- Функциональность
- Мощность
- Технические характеристики
- Настройки TIG или MIG
- Что еще нужно для сварки алюминия?
- Технология сварки алюминиевых деталей
- Полезные советы
Особенности сварки алюминия аппаратом TIG или MIG/MAG
Легкий металл относится к плохо свариваемым из-за оксида, образующегося на поверхности под воздействием воздуха. Оксидная пленка должна быть предварительно соскоблена с деталей, а горит она при +3720 до +3992°F, в зависимости от сплава, в то время как температура плавления алюминия составляет всего +1220°F.
Оксидная пленка должна быть предварительно соскоблена с деталей, а горит она при +3720 до +3992°F, в зависимости от сплава, в то время как температура плавления алюминия составляет всего +1220°F.
Алюминиевые сплавы обладают высокой теплопроводностью: детали быстро нагреваются при нагревании и сразу же остывают, как только исчезает источник тепла. В процессе термической обработки в алюминиевых заготовках возникают внутренние напряжения, вызывающие появление трещин в сварном шве.
Решая, как сваривать алюминий полуавтоматом, необходимо предусмотреть предварительный нагрев заготовок газовой горелкой до +300 – +375°F. Специалисты используют прокладки, которые рассеивают тепло, они не дают алюминию сильно нагреваться и быстро остывать. Важно придерживаться режима сварки, чтобы не прожечь тонкие детали.
Какой сварочный аппарат подходит для сварки алюминия
Производители предлагают бытовое и сварочное оборудование в большом ассортименте. Существуют компактные модели, генерирующие ток разных параметров.
Функциональность
При выборе сварочного полуавтомата для сварки алюминия в частной мастерской, автомастерской лучше выбирать аппараты с функцией TIG, которые вырабатывают импульсный ток высокой частоты. Они оснащены режимом «ИМПУЛЬС». Работа на них снижает риск ожогов, сохраняется стабильная короткая дуга. С инверторами TIG без импульсного блока работа в три раза медленнее, но и качество связи будет высоким.
Простые инверторы с функциями MIG/MAG используются в бытовых целях, их можно подключать к аргону и углекислому газу. С такими инверторами сложно сделать качественное подключение, они рассчитаны на малые токи. Платить за дополнительные функции не стоит. Чем сложнее будет оборудование, тем больше риск поломки.
Мощность
Толстый алюминий сваривается на больших токах, поэтому для профессиональных работ лучше выбрать трехфазный сварочный аппарат на 240 В. Бытовые подключаются к стандартной сети 120 В, удобны полуавтоматы с двумя вводами .
Технические характеристики
Длина шланга для подачи присадочной проволоки не должна превышать 10 футов, мягкий наполнитель в длинном шланге будет перегибаться, металл легко деформируется. Сила трения сведена к минимуму за счет тефлона, обычный канал заменен на тефлон. Для сварки алюминия лучше выбирать полуавтоматы с 4-х роликовым механизмом подачи проволоки, пазы должны быть П-образными. Такой полуавтомат не будет мять проволоку при подаче. Двухроликовые агрегаты не так надежны. Диаметр наконечника должен превышать размер проволоки, нужно учитывать коэффициент расширения металла, увеличение толщины присадки в рабочей зоне.
Настройки TIG или MIG
Для полуавтоматической сварки алюминия не существует универсальной настройки. Сварщики ориентируются на толщину заготовки. В домашних условиях чаще приваривают 0,08 по алюминию, для этого устанавливают рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок регулируют в пределах от 100 до 150 ампер. Скорость подачи проволоки регулируется исходя из личного опыта сварки. Это средние настройки, они корректируются в процессе работы. Сварка MIG алюминия осуществляется с обратной полярностью: минусовая клемма выводится на заготовку, плюсовая клемма выводится на подающее сопло.
Сварщики ориентируются на толщину заготовки. В домашних условиях чаще приваривают 0,08 по алюминию, для этого устанавливают рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок регулируют в пределах от 100 до 150 ампер. Скорость подачи проволоки регулируется исходя из личного опыта сварки. Это средние настройки, они корректируются в процессе работы. Сварка MIG алюминия осуществляется с обратной полярностью: минусовая клемма выводится на заготовку, плюсовая клемма выводится на подающее сопло.
Что еще нужно для сварки алюминия?
Для сварки TIG используется вольфрамовый неплавящийся электрод. В качестве защитного газа используются баллоны с углекислым газом или инертный защитный газ (аргон или смесь аргона с гелием).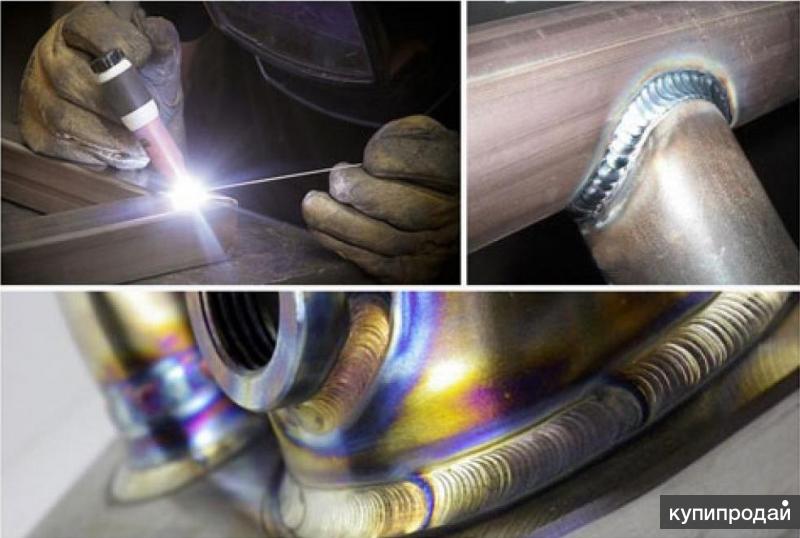 При выборе сварочного присадочного материала необходимо учитывать марку сплава. Проволока должна соответствовать размеру заготовки. Для толстостенных деталей применяют присадки диаметром от 0,05 до 0,06 дюйма, для тонкостенных – от 0,3 до 0,5 дюйма.
При выборе сварочного присадочного материала необходимо учитывать марку сплава. Проволока должна соответствовать размеру заготовки. Для толстостенных деталей применяют присадки диаметром от 0,05 до 0,06 дюйма, для тонкостенных – от 0,3 до 0,5 дюйма.
Технология сварки алюминиевых деталей
В домашних условиях заготовки сваривают бытовым полуавтоматом на постоянном токе обратной полярности. Своими руками можно сделать вполне приличный шов, если соблюдать технологию:
- Для начала нужно подготовить оборудование. Подбираем наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки.
- Детали в рабочей зоне зачищают до блеска, используя болгарку или металлическую щетку.
- Выбор режима работы с учетом толщины заготовки, сплава. Можно воспользоваться таблицами настроек, предусмотренными ГОСТ.
- Подача защитного газа включается за несколько секунд до зажигания дуги, так что образуется облако защитного газа.
- Зажечь дугу, выдерживая расстояние между ванной расплава и соплом не более 0,6 дюйма, минимальный зазор – 0,4 дюйма. что металл хорошо сваривается.
- Дуга движется плавно, образуя равномерный вал облицовки.
- По окончании работы дугу сначала аккуратно отводят в сторону, только после этого отключают ток. Не прекращайте подачу защитного газа в течение 10-20 секунд, пока рабочая зона не остынет. Он защищает расплавленный металл от воздействия кислорода.

Полезные советы
Для качественной сварки металла сваркой TIG или MIG стоит прислушаться к профессионалам:
- Для очистки алюминия нежелательно использовать металлические щетки, которые использовались для очистки других металлов, это лучше вязать новую, без посторонних включений. Лучше использовать химическую обработку металла кислотой с последующей промывкой.
- При сварке алюминия полуавтоматом в аргоне на четырехимпульсном токе металл быстрее нагревается, в зоне расплава создается высокая температура. Вероятность образования остаточного оксидного слоя в сварном шве меньше.
- Внутренние линейные напряжения можно уменьшить, снизив ток до конечной стадии сварки. Наоборот, работу запускают на максимальном режиме, чтобы пробить оксидированный слой.
- При сварке в углекислом газе не делайте резких движений, сопло должно плавиться равномерно.
- При использовании защитной атмосферы рабочую зону экранируют от сквозняков, чтобы порывы ветра не уносились газовым облаком.
- При работе необходимо соблюдать технику безопасности, использовать спецодежду, средства индивидуальной защиты, в том числе органов дыхания, некоторые легирующие добавки оказывают токсическое действие на организм.
- Полуавтоматическая сварка алюминия в домашних условиях требует определенных навыков. Новички могут плохо сваривать металл, потом он порвется, сварной шов треснет. Прежде чем браться за ответственные связи, нужно «набить руку», научиться выдерживать оптимальную дистанцию, отработать скоростной режим.
 Вероятность образования остаточного оксидного слоя в сварном шве меньше.
Вероятность образования остаточного оксидного слоя в сварном шве меньше.
Как приготовить полуавтомат? Полуавтоматические режимы сварки. Полуавтомат для сварки алюминия
Сварка – это целое искусство. Профессиональные сварщики везде ценятся чуть ли не на вес золота: их не хватает не только на бытовые нужды, но и на промышленность. Во многом это связано с тем, что не каждый специалист знает все технологические аспекты сложных производственных операций.
Например, даже не на всех предприятиях умеют готовить полуавтоматы. Этой статье посвящена наша статья.
Общие понятия
Сварочным полуавтоматом теперь называют устройство, с помощью которого производится дуговая сварка. Его особенность в том, что в роли электрода выступает стальная проволока, в процессе сварки непрерывно подаваемая в аппарат. Полуавтоматический механизм заключается в том, что сварщик вручную осуществляет непрерывную подачу проволоки.
Классификация автоматов
Классифицируют полуавтоматические сварочные аппараты по типу защиты сварного шва:
- Аппараты для сварки металлов под флюсом;
- Полуавтоматические системы для сварки в инертных газах;
- Автоматы, в которых в качестве электрода используется специальная порошковая проволока.

Заметим, что аппараты для сварки под флюсом уже давно не используются в отечественной промышленности, так как варятся полуавтоматом данного типа только по старым технологиям, редко встречающимся в развитых индустриальных государствах. Куда более распространены и удобны сварочные полуавтоматы, технологический процесс которых предполагает использование нейтральных газов. В частности, таким способом чаще всего варят флюсовую проволоку.
Кроме того, существует классификация по типу и характеристикам проволоки, используемой в работе:
- Автоматы, в которых применяется сплошной стальной электрод;
- Сварочная система сплошной алюминиевой проволокой;
- Универсальные модели (позволяет использовать оба типа электродов).
Доля сварочных аппаратов и характер их мобильности:
- Стационарные модели нашли широкое распространение в среде тяжелой металлургической промышленности.
- Их антиподы — портативные разновидности, которые могут перевозить только одного человека.
- Разумной альтернативой обоим вышеперечисленным вариантам являются мобильные модули, которые можно перевозить на специальном автомобильном шасси. Так как они варятся полуавтоматом этого типа в полевых условиях, то аппарат комплектуется самыми «живучими» комплектующими.

Следует учитывать, что современная промышленность выпускает сотни моделей полуавтоматических сварочных систем, которые могут существенно различаться по своим характеристикам. С их помощью соединяют не только сталь, но и алюминий и другие металлы. В цехах автомобильных заводов аналогичные механизмы задействованы в производстве кузовов.
Полуавтоматические режимы сварки
Поскольку сварщику, работающему с таким оборудованием, ежедневно приходится иметь дело сразу с несколькими видами металлов, производители внедрили в свое производство разнообразные режимы сварки полуавтомат. Среди них опытный специалист сможет подобрать тот, который идеально подходит для каждого конкретного случая. Рассмотрим их основные разновидности:
Рассмотрим их основные разновидности:
- Режим с коротким замыканием сварочной дуги и без него.
- Крупные, средние и мелкие виды капель.
- Режимы с напылением флюса и без него.
Применение того или иного вида зависит как от вида свариваемого металла, так и от назначения конкретной детали. Чтобы сварщикам было проще ориентироваться, есть и более подробная классификация:
- Циклическая сварка, когда используется короткая дуга;
- Тип наконечника;
- Импульсная сварка;
- Вариант со струйным движением металла шва;
- Сварка в условиях непрерывного кругового переноса металла.
При использовании угольной кислоты (см. выше) в практических условиях чаще всего выбирают импульсно-дуговой режим. Как правило, ток постоянный, обратной полярности. В этом случае скорость плавления металла не слишком высока, но сварочная дуга намного стабильнее, а получаемый шов намного прочнее.
Что должно быть в комплекте?
В комплект должны входить силовой трансформатор, горелка и механизм подачи проволоки, кабели и муфты для подачи инертного газа, компьютеризированная система управления сварочными процессами. Подача электрода в зону технологических операций осуществляется автоматически, что отличает такие механизмы от полностью механических аналогов. Все остальные действия сварщик выполняет вручную.
Подача электрода в зону технологических операций осуществляется автоматически, что отличает такие механизмы от полностью механических аналогов. Все остальные действия сварщик выполняет вручную.
Преимущества сварочных полуавтоматов
- Огромным преимуществом является то, что можно сваривать металл, толщина которого не превышает 0,5 мм.
- Ржавчина и даже достаточно серьезные загрязнения свариваемого металла не являются препятствием для качественного выполнения работ.
- Стоимость работ (по сравнению с другими видами сварки) очень низкая, так как стоимость основных расходных материалов невелика.
- Важно, что с помощью полуавтомата на медной проволоке можно соединить детали из оцинкованной стали, а само покрытие останется совершенно неповрежденным.
Слабые места в технологии
- Если нет возможности использовать инертный газ, металл начинает довольно сильно «кипеть», и брызги окалины рассеиваются на значительное расстояние.
- От открытой дуги идет достаточно сильное излучение, так что этот момент тоже не стоит забывать.

Где чаще всего применяют полуавтоматы
Несмотря на некоторые отрицательные черты, полуавтоматы интенсивно используются в авторемонтном деле. Чаще всего эту технологию используют для сварки стали, а также алюминия. Аргон в основном используется как инертный газ. Кроме того, сталь часто сваривают в углекислом газе.
Немного о механизме подачи
Мы уже упоминали, почему устройства этого типа являются полуавтоматическими. Поскольку сварщику по роду своей работы придется постоянно работать с механизмом, подающим электрод (проволоку) в рабочую зону, нелишним будет узнать обо всех существующих типах таких устройств. На сегодняшний день их различают сразу три:
- Рисуночные разновидности.
- Механизмы подачи толкающего типа.
- Универсальные модификации: проволока для сварки полуавтомата в данном случае может быть любой.

Начало работы
Как и в других случаях, которые так или иначе касаются работы со сварочными аппаратами, заранее вам потребуется правильно настроить все ваше оборудование. Сначала следует выбрать силу тока, руководствуясь толщиной свариваемого металла и прилагаемой к машине инструкцией. Как правило, в документах есть специальная таблица, в которой подробно описывается технология сварки. Отметим, что при низком сварочном токе работа аппарата оставляет желать лучшего.
Руководствуясь той же инструкцией, установите требуемую скорость подачи электрода в рабочую зону. Его можно отрегулировать, соответствующим образом выбрав сменные шестерни для коробки передач. Перед началом работы обязательно проверьте ток и напряжение!
Если вы собираетесь сваривать важное технологическое изделие, обязательно проверьте правильность всех настроек на любом тестовом образце. Соответственно по результатам испытаний должна быть окончательная корректировка (при необходимости). Если правильно настроить сварочный аппарат, лучшим свидетельством этого будет ровная и стабильная сварная дуга.
Если правильно настроить сварочный аппарат, лучшим свидетельством этого будет ровная и стабильная сварная дуга.
Можно ли варить полуавтоматом без инертного газа?
Без сомнения, с помощью инертного газа сварочные работы выполняются максимально качественно. Вот только для лиц, редко использующих сварку, покупка целого газового баллона экономически нецелесообразна. Сварка полуавтомат без газа?
Отличной альтернативой является флюсовая или порошковая проволока. В данном случае это стальная трубка, внутри которой запрессован флюс. При его горении над местом сварки образуется локальная зона, защищенная его парами. Обратите внимание, что в этом случае необходимо использовать постоянный ток.
Так осуществляется полуавтоматическая сварка без газа.
Производим металлопродукцию
Сначала ставим переключатель в положение «Вперед», который отвечает за подачу электрода (проволоки). Затем заполните существующую воронку флюсом. Важный! Держатель необходимо расположить таким образом, чтобы подающий конец воронки находился точно в зоне сварки, иначе флюс пойдет не так и вы будете наблюдать огромное количество веселой накипи.
Откройте крышку емкости с флюсом, затем начните легонько протирать электродом место сварки, удерживая нажатой кнопку «Старт». После этого появляется дуга. Вы можете начать работать.
А как сварка алюминия полуавтоматом?
Изготавливаем детали из алюминия
Алюминий – это металл, с точки зрения сварщиков очень сложный. На его поверхности имеется достаточно толстый слой амальгамы, который не только препятствует обычной сварке металла, но и чрезвычайно быстро восстанавливается после любого контакта с кислородом воздуха. Поэтому желательно хорошо знать все аспекты этой работы, ведь иначе у вас не получится сделать надежный и качественный сварной шов на металле.
Так происходит сварка алюминия полуавтоматом.
Полуавтоматическая дуговая сварка
Сразу отметим, что при таком способе работы допускается только алюминиевая проволока, которая используется в качестве электрода. Учтите, что из-за своей мягкости он часто образует петли в токоприемнике, в связи с чем приходится использовать их специальные модели, разработанные специально для применения из алюминия.
Наиболее часто используется сварка аргоном (полуавтоматом в этой среде работать удобнее), а качеству газа следует уделить особое внимание. Давление выбрать труднее всего: оно должно быть достаточным для надежной защиты сварной ванны, но при этом не превышать предельных значений, так как в этом случае подсасывается воздух.
Какие задачи стоят перед сварщиком?
- Сначала нужно тщательно очистить от грязи и краски все части деталей, предназначенных для сварки.
- Остатки грязи необходимо очистить химическими растворителями.
- Как мы уже говорили, сначала следует сделать пробную сварку, так как аппаратные настройки могут быть не очень удачными.
- Очень важно правильно подобрать ток и напряжение: слабый ток не разорвет амальгаму. Кроме того, нужно внимательно подойти к защите сварочной ванны.
Все остальные операции ничем не отличаются от описанных выше.
В какой среде лучше всего сваривать кузовные детали автомобилей?
Исходя из опыта ведущих предприятий, мы настоятельно рекомендуем использовать для сварки алюминия в углекислом газе при кузовном ремонте только полуавтомат. Такой подход имеет множество преимуществ, о которых мы поговорим ниже.
Такой подход имеет множество преимуществ, о которых мы поговорим ниже.
Во-первых, реальная зона термической деформации материала очень мала, что позволяет без проблем сваривать даже узкие детали, не боясь потерять внешний вид. Даже если деталь уже была окрашена, пигмент выгорает локально, а повреждения небольшие. Это дает прекрасную возможность сэкономить на финишной покраске и подготовке к ней деталей.
Даже сварка нержавейки полуавтоматом осуществляется очень быстро и с минимальным количеством отходов.
Скорость плавления проволоки при этом методе очень высока. Это обеспечивает отличную производительность труда и высокое качество работы. Последнее обстоятельство тем лучше, что шов получается исключительно аккуратным и качественным. Кроме того, вам не придется судорожно высчитывать доли миллиметров, стыкуя детали: потери в металле очень малы, так что можно надежно сваривать даже очень мелкие детали.
Даже те соединения, которые состоят из элементов разной толщины, порадуют качеством сварного соединения.