Содержание
Сварка алюминия постоянным током в среде аргона
Существует несколько способов сварки, которые зависят не только от применяемой техники, но и от режимов, которые выставляет пользователь. Если рассматривать использование электросварки, то здесь может возникнуть несколько вариантов, которые зависят от рода тока. Сварка алюминия постоянным током является как раз одной из таких разновидностей. Она используется не так часто, как переменным током, но все же имеет ряд особенностей, которые определяются полярностью. Мастера отдают предпочтение переменному электричеству, так как оно сочетает в себе преимущества обоих полярностей.
Сварка алюминия на постоянном токе обратной полярности
Когда идет сварка алюминия постоянным током, то приходится выбирать, что более важно для сварочного процесса. Ведь свойства сваривания алюминия являются далеко не самыми лучшими, поэтому, следует подбирать подходящие условия, которые бы смогли удовлетворить технологические требования и обеспечили ровный и плотный сварочный шов алюминия. Основной проблемой этого формирования становится оксидная пленка, с которой не может справиться высокая температура сварки, так как она плавится при 2200 градусах Цельсия, а алюминий при 680. Обратная полярность постоянного тока помогает разрушить ее благодаря катодному распылению, которое отлично воздействует в сочетании с флюсами и предварительной обработкой.
Основной проблемой этого формирования становится оксидная пленка, с которой не может справиться высокая температура сварки, так как она плавится при 2200 градусах Цельсия, а алюминий при 680. Обратная полярность постоянного тока помогает разрушить ее благодаря катодному распылению, которое отлично воздействует в сочетании с флюсами и предварительной обработкой.
Сварка алюминия аргоном постоянным током
Преимущества
- При использовании постоянного тока прямой полярности получается стабильная дуга, которая помогает формировать качественный и ровный шов;
- Если используется постоянный ток для сварки алюминия обратной полярности, то обеспечивается катодной распыление, уничтожающее оксидную пленку.
Недостатки
- Приходится выбирать между стабильной дугой или разрушением оксидов;
- Без разрушения оксидной пленки невозможно достичь высокого качества сварки, так как она обволакивает расплавленный металл, не давая ему нормально соединиться;
- Сложно подобрать параметры оборудования для сваривания конкретной толщины металла при таком режиме работы.


Нюансы при сварке постоянным током
Перед тем как варить алюминий электросваркой требуется в первую очередь разобраться с параметрами оборудования. Специалисты не рекомендуют использовать постоянный ток прямой полярности, так как его недостатки перевешивают преимущества и сварка алюминия электродом с ним получается очень проблематичной. При обратной полярности удается побороть одну из главных проблем свариваемости алюминия, но это не единственная проблема, с которой приходится сталкиваться.
Ток для сварки алюминия
К прочим нюансам данного процесса можно отнести высокую текучесть металла в расплавленном состоянии, с которой не поможет справиться ни какой род тока, а лишь мастерство сварщика. Также стоит учитывать повышенную предрасположенность к напряжению, что предполагает подогрев металла и тщательную просушку электродов перед использованием. Здесь нужно учитывать низкую глубину проварки металла, так что при работе с толстыми заготовками может потребоваться дополнительная обработка кромок. В плане предварительной подготовки здесь также есть несколько нюансов, которые касаются очистки поверхности растворителями и простыми механическими способами, что должно увеличить качество соединения.
В плане предварительной подготовки здесь также есть несколько нюансов, которые касаются очистки поверхности растворителями и простыми механическими способами, что должно увеличить качество соединения.
Сварка алюминия аргоном
Материалы и инструмент
- Сварочный аппарат, без которого невозможна была бы электросварка алюминия электродом. Он подбирается в зависимости от способа, так как возможно еще применение газа;
- Присадочный материал, в качестве которого могут выступать алюминиевые электроды или сварочная проволока;
- Баллон с инертным газом, если используется сварка алюминия аргоном постоянным током.
- Надежные шланги для соединения баллона с горелкой;
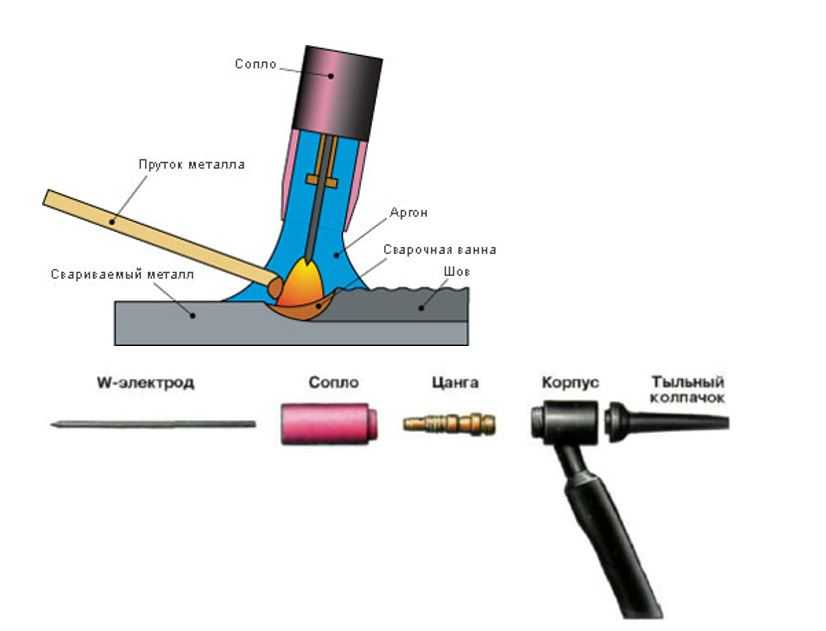
- Горелка, которая рассчитана специально для аргонодуговой сварки;
- Редуктор, чтобы изменять давление газа, подаваемое с баллона;
- Манометр, чтобы следить за уровнем давления, с которым ведется работа.
Выбор материалов и оборудования
Электросварка алюминия на постоянном токе обратной полярности может проводиться стандартным методом, при использовании обычной электросварки и электродов, а также аргонодугового аппарата. Первый вариант более простой и дешевый, тогда как второй оказывается одним из самых надежных, но себестоимость процесса и его сложность становится выше. Поэтому, для обыкновенного соединения используются электросварку, тогда как при работе с ответственными сооружениями и деталями нужно применять только ТИГ вариант. В любом случае, при выборе аппарата нужно обращать внимание на широту его диапазона, а также плавность регулировки параметров.
Первый вариант более простой и дешевый, тогда как второй оказывается одним из самых надежных, но себестоимость процесса и его сложность становится выше. Поэтому, для обыкновенного соединения используются электросварку, тогда как при работе с ответственными сооружениями и деталями нужно применять только ТИГ вариант. В любом случае, при выборе аппарата нужно обращать внимание на широту его диапазона, а также плавность регулировки параметров.
С подбором расходного материала все проще, так как для электросварки нужны специальные электроды, которые предназначены для чистого металла или его определенного сплава, а для аргонодугового способа требуется сварочная проволока, состав которой бы максимально совпадал с составом свариваемого металла или его сплава.
Пошаговая инструкция
Сварка алюминия постоянным током в среде аргона предполагает следующий ряд действий:
- Подготовка металла, куда входит обработка кромок, механическая очистка и обработка растворителем, которым может стать ацетон или другая похожая жидкость;
- Далее следует расположить на поверхности сваривания флюс, который улучшит соединение;
- После этого можно приступать к настройке техники, в соответствии с заданным режимом;
- Далее уже идет сама сварка, во время которой следует провести шов по всей поверхности кромок;
- Дать остыть шву и проверить его качество каким-либо из доступных методов.

«Важно!
Процесс проходит преимущественно в нижнем положении, так как металл сильно растекается в горизонтальном или потолочном.»
Таблица режимов сварки алюминия постоянным током
Вид заготовки | Толщина свариваемой детали, мм | Электрод, мм | Сварочная проволока, мм | Величина тока, А | Расход газа, л/мин |
При обработанных кромках | 1 | 1 | 45…50 | 4-5 | |
Односторонняя сварка встык без обработки кромок | 2 | 1,5-2 | 1-2 | 55…75 | 5-6 |
Двусторонняя сварка встык без обработки кромок | 4 | 3-4 | 3-4 | 120…180 | 7-8 |
Техника безопасности
Электросварка алюминия в домашних условиях и на производстве требует выполнение правил безопасности. Первым делом это касается использования защитной одежды и таких средств, как сварочная маска Хамелеон. Правила электробезопасности должны соблюдаться как на производстве, так и дома. Баллоны с газом должны находиться, как минимум на 5 метровом удалении от источника огня.
Первым делом это касается использования защитной одежды и таких средств, как сварочная маска Хамелеон. Правила электробезопасности должны соблюдаться как на производстве, так и дома. Баллоны с газом должны находиться, как минимум на 5 метровом удалении от источника огня.
Можно ли варить алюминий постоянным током? — Аргонодуговая сварка — TIG
#1
energyos
Отправлено 15 June 2013 22:03
хочу варить алюминий инвертором постоянным током в среде аргон? реально ли? просто слышал что алюминий варать переменным током
- Наверх
- Вставить ник
#2
tig
Отправлено 15 June 2013 22:33
Можно варить. Обратная полярность(+ на электрод), ток примерно 20А на 1 мм диаметра электрода. В «Сварочных швах» есть фото ремонта топливного бака-(алюминий+постоянка). Где то на форуме есть и тема про это. Но технология экономически не выгодная-большой расход вольфрама, малые токи. Что то серьезное варить не получится.
Обратная полярность(+ на электрод), ток примерно 20А на 1 мм диаметра электрода. В «Сварочных швах» есть фото ремонта топливного бака-(алюминий+постоянка). Где то на форуме есть и тема про это. Но технология экономически не выгодная-большой расход вольфрама, малые токи. Что то серьезное варить не получится.
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#3
ЛехаКолыма
Отправлено 16 June 2013 18:18
все здравствуйте вот видео сварка алюминия в среде гелия
- Наверх
- Вставить ник
#4
АВН
Отправлено 16 June 2013 23:35
ЛехаКолыма, а теперь прокомментируйте всё то,что этот дяденька показывает. Подробно и с особым упором на рекламу Линкольна и weld.com.
Подробно и с особым упором на рекламу Линкольна и weld.com.
- Наверх
- Вставить ник
#5
ЛехаКолыма
Отправлено 17 June 2013 17:02
Всем здравствуйте, а что коменнтировать перевод есть человек показывает пример сварки,а насчет рекламы это к авторам ролика вопросы
- Наверх
- Вставить ник
#6
АВН
Отправлено 17 June 2013 18:32
что коменнтировать
Как Вы считаете для чего при сварке планок такой толщины без зазора он снизу ставит подкладку,если в аргоне на переменном токе можно варить всё тоже самое на весу с зазором безо всякой керамики? Для какой радости получать такой «чулок» над св. ванной?Для чего городить весь этот огород?Почему «эксперт по сварке» при собственно сварке выводит пруток из зоны газовой защиты?Про маску и вялый шуруповерт с кардщёткой воздержусь от вопросов,т.к. вероятно это тоже вина авторов ролика…Подобному творчеству место в Библиотеке,в разделе «
ванной?Для чего городить весь этот огород?Почему «эксперт по сварке» при собственно сварке выводит пруток из зоны газовой защиты?Про маску и вялый шуруповерт с кардщёткой воздержусь от вопросов,т.к. вероятно это тоже вина авторов ролика…Подобному творчеству место в Библиотеке,в разделе «Ученики ученик» «Показательные выступления».
- Наверх
- Вставить ник
#7
blazen79
Отправлено 17 June 2013 18:38
АВН
,
Так же отводит присадку от изделия и обратный валик не показал(или я пропустил чего?)
- Наверх
- Вставить ник
#8
АВН
Отправлено 17 June 2013 18:51
Потому что там показывать нечего. Какой обратный валик,если металл находится на грани протёка и всё это безобразие удерживает керамика?
Какой обратный валик,если металл находится на грани протёка и всё это безобразие удерживает керамика?
Ладно бы на миллиметровке он такой фокус показал,а то в конце ролика промямлено про множество применений подобного способа сварки.
- Наверх
- Вставить ник
#9
blazen79
Отправлено 17 June 2013 19:09
АВН
,
К пенсии, тоже накатаю планок в «нижнем» и буду внукам заливать.
- Наверх
- Вставить ник
#10
АВН
Отправлено 17 June 2013 19:19
Э-э,нет,не так всё просто. Авторское право… Этим уже я занимаюсь:аргоном планки в нижнем заварю и несу пацанам показывать, как нужно п/а и рдс потолки варить. Пока прокатывает,но если раскусят — точно побьют.Если Andrew отсюда меня раньше не выгонит…
Авторское право… Этим уже я занимаюсь:аргоном планки в нижнем заварю и несу пацанам показывать, как нужно п/а и рдс потолки варить. Пока прокатывает,но если раскусят — точно побьют.Если Andrew отсюда меня раньше не выгонит…
- Наверх
- Вставить ник
#11
marat
Отправлено 17 June 2013 21:28
то же самое , что в ролике, раньше проделывали с помощью обычной ацетиленовой горелки(может и до сих пор кто-то)
- Наверх
- Вставить ник
#12
ЛехаКолыма
Отправлено 17 June 2013 21:44
Да то что-то,выводят присадочную проволоку из под сопла это неправильно,а керамическую подкладку используют для формирования обратного валика
- Наверх
- Вставить ник
#13
АВН
Отправлено 17 June 2013 21:55
И где этот самый «обратный валик» показан? Как правило керамику применяют как раз для формирования по зазору. Если нет зазора,а просветитель даже не указал конкретную толщину пластин,то вполне можно было подложить медную либо другую подкладку.Весь этот ролик с характерными движениями рук «эксперта» напоминает учебный фильмец по физике,с полетом условной ракеты в условное межзвёздное пр-во. Рон Хаббард и все-все-все…
Если нет зазора,а просветитель даже не указал конкретную толщину пластин,то вполне можно было подложить медную либо другую подкладку.Весь этот ролик с характерными движениями рук «эксперта» напоминает учебный фильмец по физике,с полетом условной ракеты в условное межзвёздное пр-во. Рон Хаббард и все-все-все…
- Наверх
- Вставить ник
#14
ЛехаКолыма
Отправлено 17 June 2013 22:00
Ну так применяет автор гелий,а у гелия намного больше проплавления чем в аргоне,вот и зазор минимальный использует
Да но медная подкладка в этом случае будет интенсивно отводить тепло,придется больше его вкладывать в шов
- Наверх
- Вставить ник
#15
АВН
Отправлено 17 June 2013 22:07
А теперь внимательно читаем название темы и пост дяди tig,который располагается как раз над постом с видеороликом.
ЛехаКолыма,в следующий раз,размещая подобные изыски,сразу подготавливайте свои комментарии.
p.s. Если гелия и постоянного тока (180 А ,насколько я помню?) не хватит из-за теплоотвода через медь,то как же всё это применять на практике,где в принципе не возможно положить под низ плоское и толстое?
- Наверх
- Вставить ник
#16
kuznezs
Отправлено 22 August 2013 17:30
Думал поварить алюминий на обратной полярности.Только оказалось что у аппаратов постоянного тока на тиг сварке не предусмотренна обратная полярность.И ни где это не написано!!!
А на ас/дс аппаратах есть переменка,зачем на нём варить алюминий постоянкой?
- Наверх
- Вставить ник
#17
Шурпет
Отправлено 22 August 2013 17:41
kuznezs,Насколько мне позволяют судить мои скудные познания в схемотехнике таких аппаратов (ac/dc), там изначально нельзя зажечь дугу в режиме ТИГ на обратной полярности, чтоб вольфрам не жечь зазря. Если память не изменяет, Моргмэйл то же самое про «Рилон» свой писАл. Название темы — не очень корректное, слова «тиг» там не хватает. Вроде все полуавтоматы DC выдают, а алюминий варят же.
Если память не изменяет, Моргмэйл то же самое про «Рилон» свой писАл. Название темы — не очень корректное, слова «тиг» там не хватает. Вроде все полуавтоматы DC выдают, а алюминий варят же.
- Наверх
- Вставить ник
#18
kuznezs
Отправлено 22 August 2013 18:04
Шурпет, А что разъём ,если с минуса на плюс переставить?Как же тогда варят люди тигом на обратной полярности?
- Наверх
- Вставить ник
#19
Шурпет
Отправлено 22 August 2013 18:09
kuznezs аппаратов (ac/dc)
На обычном ММА инверторе можно перекинуть (но зачем???), но там выше tig привел «за» и «против». А если защита есть — осциллятор бьет, а дуги — юк.
А если защита есть — осциллятор бьет, а дуги — юк.
- Наверх
- Вставить ник
#20
мутный
Отправлено 22 August 2013 18:29
мой первый tiq аппарат был DC Puls, брал его для работы с нержавейкой,потом когда стали обращаться с заказами с аллюминькой и сплавами пробовал множество способов варить постоянкой люминь-в итоге купил AC/DC .
- Наверх
- Вставить ник
насадок для сварки алюминия методом TIG на постоянном токе — Baker’s Gas & Welding Supplies, Inc.
Делиться:
Ed Cyzewski
Каждый сварщик знает, что вы получите гораздо более чистый шов, который с большей вероятностью пройдет проверку, если вы будете использовать переменный ток при сварке алюминия методом TIG. Там по большей части нет дебатов. Тем не менее, в Интернете вы найдете гораздо более оживленные дебаты о том, можете ли вы или даже должны ли вы сваривать алюминий TIG с питанием от постоянного тока. Это возможно? Это желательно?
Там по большей части нет дебатов. Тем не менее, в Интернете вы найдете гораздо более оживленные дебаты о том, можете ли вы или даже должны ли вы сваривать алюминий TIG с питанием от постоянного тока. Это возможно? Это желательно?
Во многих случаях AC отлично справится с задачей, зачем рисковать другим методом? Однако существуют особые ситуации, когда сварщик может захотеть поэкспериментировать со сваркой ВИГ на постоянном токе.
Выберите правильное приложение для сварки TIG на постоянном токе
Наиболее распространенной причиной использования постоянного тока на алюминии является ситуация, когда металл имеет большую толщину, обычно толще ½ дюйма в большинстве случаев. Алюминий может деформироваться, если вы выполняете сварку с питанием от сети переменного тока и вам необходимо обеспечить достаточное проплавление для прочного сварного шва.
Если вы попытаетесь сварить на переменном токе более толстый кусок алюминия, есть вероятность, что вы можете деформировать, деформировать или прожечь металл.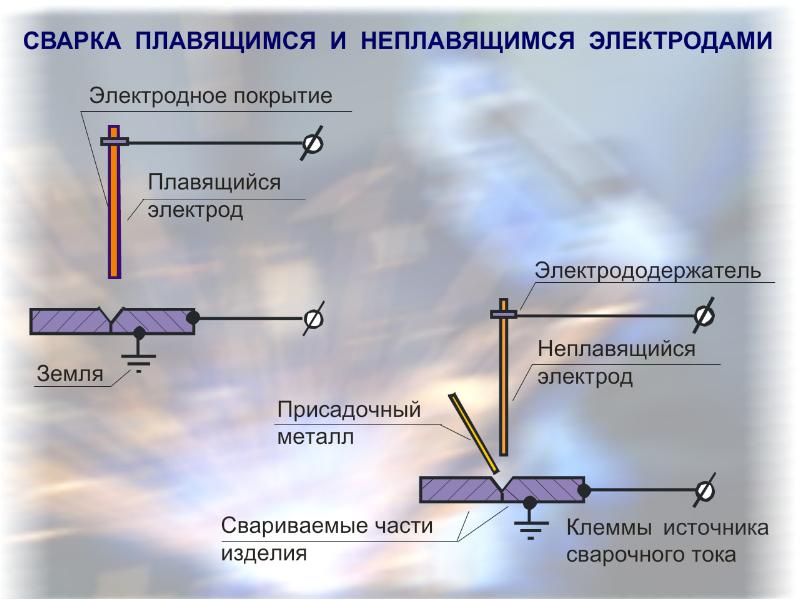 Алюминий, как известно, непрост, так как небольшой предварительный нагрев может помочь, но слишком сильный предварительный нагрев может вызвать большие проблемы при начале сварки.
Алюминий, как известно, непрост, так как небольшой предварительный нагрев может помочь, но слишком сильный предварительный нагрев может вызвать большие проблемы при начале сварки.
Выберите правильный защитный газ
Сварщики TIG обычно используют в качестве защитного газа чистый аргон, особенно для металлов толщиной ½ дюйма или менее. Однако, когда вы работаете с более толстым алюминием, вам понадобится газовая смесь гелия и аргона, чтобы достаточно глубоко проникнуть в сварной шов. Если вы собираетесь попробовать сварку TIG на постоянном токе, вам нужно добавить в смесь правильный газ, а гелий-аргон — хорошее место для начала. Некоторые сварщики предлагают использовать 100% гелиевый защитный газ для сварки TIG более толстых металлов.
Вопросы, которые следует учитывать при сварке алюминия методом TIG на постоянном токе
При работе от источника постоянного тока в сварной шов будет направляться много тепла. Это здорово, если вам нужно много проникновения, но все может очень быстро выйти из-под контроля. Сварщики, которые экспериментировали с этим, отметили, что они создавали неаккуратные сварные швы, которые подходят, если вам нужно что-то сделать в крайнем случае. Однако, если вы собираетесь пройти инспекцию, возможно, вы не захотите идти по этому пути, если у вас нет опыта.
Сварщики, которые экспериментировали с этим, отметили, что они создавали неаккуратные сварные швы, которые подходят, если вам нужно что-то сделать в крайнем случае. Однако, если вы собираетесь пройти инспекцию, возможно, вы не захотите идти по этому пути, если у вас нет опыта.
Сварочные аппараты и расходные материалы для сварки TIG также дадут разные результаты. Новые машины и инверторы могут давать другие результаты, чем старые машины. Кроме того, некоторые сварщики отмечают, что они добились большего успеха при сварке алюминия методом TIG на постоянном токе, используя более толстые, намного более толстые электроды для своих сварных швов.
Стоит ли вам попробовать сварку алюминия методом TIG на постоянном токе
Единственная точка зрения, которую вы найдете в Интернете, заключается в том, что сварщики, которые лучше всего подходят для сварки алюминия методом TIG на постоянном токе, имеют большой опыт. В этот процесс не стоит погружаться, если вы только начинаете осваивать сварку TIG. Сосредоточьтесь на правильной очистке металла, используя педаль, и внимательно следите за сварочной ванной; алюминий может расплавиться очень, очень быстро, если вы не будете осторожны!
Сосредоточьтесь на правильной очистке металла, используя педаль, и внимательно следите за сварочной ванной; алюминий может расплавиться очень, очень быстро, если вы не будете осторожны!
Две ситуации, которые наиболее подходят для этого типа сварки, — это толстый кусок алюминия, который вы не хотите деформировать, и аварийная ситуация, когда вам нужна быстрая сварка, и единственным выходом является питание от постоянного тока. Имейте в виду, что некоторые сварщики могут создать чистый шов, но есть большая вероятность, что ваши первые проходы этим методом не пройдут проверку!
Если вам нужна машина TIG, ознакомьтесь со всеми предложениями компании Bakers. Если вы ищете аксессуары и расходные материалы для TIG, ознакомьтесь с ними здесь.
Поданный в:
алюминий с питанием постоянного тока,
заварка дк тиг,
алюминий заварки дк тиг,
как сварить,
заварка тиг дк инвертора,
Учиться,
защитный газ для сварки TIG постоянным током,
сварка TIG с питанием постоянного тока,
TIG-сварка
Делиться:
Предыдущая статья
Какой вольфрам следует использовать? Попробуйте комбо-пакет Синего Демона!
11 советов по сварке алюминия методом TIG с DC
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после нажатия на мои ссылки».
При сварке алюминия методом TIG почти всегда используется переменный ток (или «AC»). Переменный ток очищает поверхность, разрушая оксиды, которые ограничивают качество сварки. Однако можно сваривать алюминий методом TIG на постоянном токе (также называемом «DC»). Иногда постоянный ток является лучшим выбором для сварки алюминия методом TIG. Как и когда следует использовать постоянный ток для сварки алюминия методом TIG?
Сварка алюминия методом ВИГ на постоянном токе
быть хитрым, но эти уловки могут помочь вам сделать это.
- Знайте разницу в постоянном токе
и переменный ток для сварки TIG - Знайте, когда использовать постоянный и когда использовать переменный ток
для алюминия - Используйте подходящие материалы
- Подберите подходящие электроды, стержни и
защитный газ - Настройка сварочного аппарата для сварки постоянным током с обратным
полярность - Используйте ножную педаль или ручное управление для
сила тока - Получите алюминий как можно более чистым
- Попрактикуйтесь перед началом сварки
- Используйте правильную технику
всегда правильный выбор для алюминия - Комбинируйте сварку переменным и постоянным током, чтобы получить
лучший стык
В этой статье я дам вам все советы, которые вам необходимо знать, чтобы начать сварку алюминия методом TIG на постоянном токе.
AC или DC» «В чем разница?
Полярность указывает, в каком направлении
течет. При постоянном токе (обычно называемом постоянным током) полярность
электрический ток всегда течет в одну сторону. Нормальный поток электрод отрицательный,
Это означает, что электричество течет от сварщика через электрод к
заготовку и обратно к сварщику. Обратная полярность переворачивает это и
пропускает ток от сварочного аппарата через заготовку к электроду.
Постоянный ток наиболее предпочтителен для сварки TIG
металлы, потому что проникает глубоко. Сварка алюминия – один из немногих случаев
что переменный ток предпочтительнее.
Переменный ток меняет полярность
между стандартным и обратным быстро, от шестидесяти до ста двадцати раз
каждую секунду. Алюминий обычно сваривают методом TIG на переменном токе. быстрый
Переключение полярности имеет эффект пескоструйной обработки, который разрушает поверхностные оксиды до
произвести чистый сварной шов. Недостатки сварки переменным током заключаются в том, что сварной шов не
проникают глубоко и оставляют на поверхности большой шарик.
Зачем использовать постоянный ток для алюминия
Проблема с
Сварка переменным током заключается в том, что ток не проникает глубоко в соединение и
получается неглубокий шов. Если вы соединяете алюминиевые детали толщиной ¼ дюйма
или более, переменный ток не обеспечит прочного сварного шва всего за один проход.
Для производства сильного
сварка толстого алюминия переменным током, сварка выполняется поэтапно. Ты
должны скосить края соединения, уложить корневой валик, затем вернуться с
один или несколько проходов заполняющих и накладных швов для получения прочного соединения. Это требует
три или четыре прохода сварщика до завершения соединения.
Обратная полярность
Сварка постоянным током не имеет этой проблемы. Вы можете получить хороший, глубокий сварной шов за один раз.
пройти с помощью сварки постоянным током. Это экономит время и обеспечивает более прочный сварной шов.
Сварка постоянным током также
полезен для устранения глубоких ям и выбоин в алюминии. Вы можете быстро заполнить
Вы можете быстро заполнить
полость с помощью сварки постоянным током и получить прочный шов, удерживающий заливку на месте. Один раз
отверстие заполнено, поверхность шлифуется шлифовальной машиной, и деталь
как новый. Это помогает исправить дорогие механически обработанные алюминиевые детали, которые стали
слегка поврежден.
Используйте подходящие материалы
Не все марки
алюминия подходит для сварки TIG на постоянном токе. Лучшие марки алюминия для этого
процесс 6061, 2219, и чистый алюминий (все в 1100 серии). Если
вы работаете с другими категориями алюминия, вам может понадобиться использовать переменный ток для
сделать сварку.
В дополнение к
при использовании правильного сорта алюминия важны правильные размеры. ОКРУГ КОЛУМБИЯ
сварка сильно нагревает заготовку. Если вы попытаетесь сварить тонким током
сток, он может перегреться и деформироваться. Сварка постоянным током лучше всего работает с кусками
толщиной не менее ¼ дюйма. Помимо проблемы коробления, преимущества сварки постоянным током
алюминий в любом случае не вступает в игру, пока не появится ваш запас. Придерживайтесь переменного тока для
Придерживайтесь переменного тока для
вещи вещи.
Оборудование для сварки алюминия постоянным током
Использование правильного оборудования важно для
с использованием постоянного тока для сварки алюминия методом TIG. Имея подходящие стержни, электрод,
и газ имеет большое значение в качестве сварки. Если вы не получите право
снасти, вы не сможете разработать хорошую лужу и применить удилище для покрытия
соединение.
Стержни
Стержни из чистого алюминия необходимы для сварки алюминия методом TIG на постоянном токе. 4043 работает лучше всего и дает чистый валик. Вы также можете использовать стержни 5356, но сварные швы, как правило, будут грубыми и не будут хорошо выглядеть. Не используйте стержни из сплавов или другие металлы для сварки постоянным током.
Электрод
Лучшими электродами для сварки ВИГ на постоянном токе являются стержни из вольфрама с содержанием 2 % лантана. У них есть синий наконечник. В отличие от сварки на переменном токе, для сварки на постоянном токе вам нужен острый кончик электрода. В наличии имеются предварительно заточенные стержни, либо их можно самостоятельно заточить болгаркой. Также подойдут стандартные вольфрамовые и торированные стержни.
В наличии имеются предварительно заточенные стержни, либо их можно самостоятельно заточить болгаркой. Также подойдут стандартные вольфрамовые и торированные стержни.
Из-за
высокая температура, связанная с сваркой алюминия TIG с использованием стандартного 1/16 дюйма
диаметр электрода может привести к перегреву электрода и загрязнению
сварка. Чтобы справиться с дополнительным нагревом, выберите электрод размером 3/32 дюйма немного большего размера.
Газ
Лучшим газом для сварки постоянным током является сверхчистый гелий. Он производит более горячую дугу, чем смеси гелия и аргона или чистый аргон. Высокая температура дуги помогает разрушить оксидный слой и создать сварной шов, который лучше держится. Дополнительная очистка от тепла важна для сварки постоянным током, потому что у вас нет очищающей способности, которую обеспечивает переменный ток.
Выбор
сверхчистый гелий по сравнению со стандартным гарантирует отсутствие примесей в
защитный газ. Даже небольшое количество кислорода, смешанного с гелием, может вызвать
окисление в сварном шве, что приводит к растрескиванию.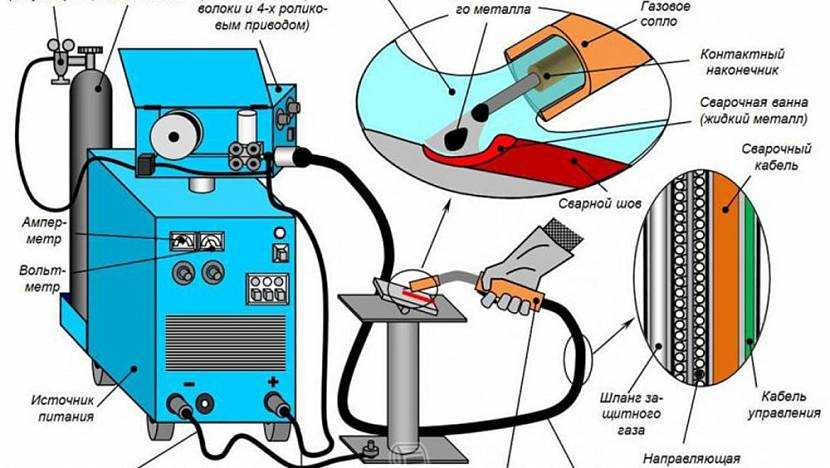
Настройка сварочного аппарата
Конечно, вам необходимо настроить постоянный ток сварочного аппарата. Ты
также необходимо изменить полярность сварочного аппарата, чтобы электрод был
положительная клемма, а поверхность сварного шва — отрицательная клемма. Задний ход
полярность создаст сварочную ванну под оксидированным слоем с плавающим оксидом
наверху. Обратитесь к руководству для вашего сварочного аппарата для рекомендуемой силы тока и других параметров.
настройки для сварки постоянным током.
Переменная сила тока
Вместо того, чтобы использовать одну и ту же силу тока для
весь сварной шов, настройте сварочный аппарат с контроллером на переменную силу тока. С
переменная сила тока, уровень мощности регулируется ножной педалью или ползунком
включить электродную горелку. Переменная сила тока очень важна для постоянного тока
сварка алюминия. Использование фиксированной силы тока может вызвать серьезные проблемы с вашим суставом.
Тепло быстро рассеивается через алюминий. К тому времени, как вы дойдете до конца соединения, материал уже нагрелся от сварного шва, и теплу больше некуда деваться. Это приводит к тому, что алюминий становится достаточно горячим, чтобы деформироваться или плавиться. Использование переменной силы тока позволяет уменьшить поступающее тепло, чтобы предотвратить повреждение от перегрева.
К тому времени, как вы дойдете до конца соединения, материал уже нагрелся от сварного шва, и теплу больше некуда деваться. Это приводит к тому, что алюминий становится достаточно горячим, чтобы деформироваться или плавиться. Использование переменной силы тока позволяет уменьшить поступающее тепло, чтобы предотвратить повреждение от перегрева.
Процесс сварки алюминия постоянным током
Чтобы получить хороший сварной шов с использованием постоянного тока на алюминии,
вам нужно следовать правильному процессу. Некоторые шаги такие же, как у вас
применяются для сварки переменным током, но некоторые отличаются. Обязательно относитесь к сварке постоянным током как к
свой процесс вместо того, чтобы пытаться использовать все шаги для сварки переменным током.
Сначала потренируйтесь
Прежде чем пытаться
сварить готовое изделие, потратьте несколько минут, чтобы попрактиковаться в сварке детали
лома алюминия. Сварка алюминия постоянным током отличается от сварки переменным током.
и не так-то просто получить бусину с видом «стока десяти центов» хорошего TIG
сварка. Небольшая практика поможет вам почувствовать сварной шов и пройти долгий путь.
путь к симпатичному сварному шву на готовом изделии.
Get It Clean
Вы всегда должны
очистите металл, который вы свариваете, как можно лучше, прежде чем разжечь дугу. Этот
Этап особенно важен для сварки алюминия постоянным током. Температура плавления
оксид на поверхности намного выше, чем температура плавления алюминиевой основы
металл. Если вы попытаетесь сварить оксидированный алюминий, оксид загрязнит
сваривать и предотвращать его затвердевание. В результате получится некрасивая, ломкая бусина.
Алюминий должен
быть очищены независимо от того, какой процесс вы используете, но это особенно важно с
постоянный ток. Дуга при сварке алюминия переменным током обладает некоторой очищающей способностью. ОКРУГ КОЛУМБИЯ
не хватает этой моющей способности, поэтому вы должны сделать все идеально, прежде чем начать
сварка.
Начните с очистки
удалите краску, жир и масло салфеткой с растворителем. Обезжириватели удаляют масло и
жир, в то время как растворитель снимает краску. Ацетон удалит и то, и другое. Этот
шаг необходим для любого вида сварки и любого металла.
Следующий шаг к
Подготовка алюминия заключается в соскабливании оксидного слоя. Этот слой трудно
удалите, но вы должны снять как можно больше перед сваркой алюминия постоянным током.
Удаление скрабом
Один из способов удаления
оксидный слой — щетка из нержавеющей стали. Используйте щетку с тонкой щетиной и
это только для алюминия. Грубые щетинки царапают алюминий, а не
удаление оксидного слоя. Использование кисти с другими материалами может добавить
загрязнения на поверхность и ухудшить процесс сварки вместо
лучше.
Если вы чистите щеткой, трите металл, пока он не станет ярким и блестящим. Не торопитесь и снимите оксидный слой.
Лучшая уборка с помощью химии
Если у вас большой
работа, или оксидное покрытие является существенным, необходим химический очиститель. Используйте
Используйте
кислотной ванне или коммерческом чистящем средстве для алюминия, чтобы снять оксидный слой с поверхности.
поверхность вашей заготовки. Химические вещества, которые могут удалить оксид алюминия
противны, поэтому обязательно прочитайте и следуйте указаниям на этикетке и носите
надлежащее защитное снаряжение. Эти очистители удалят весь оксид с
поверхность, однако.
Не оставляйте это без внимания
Как только ваша поверхность
чистый, не забудьте сварить его в течение дня или около того; в противном случае кислород в
воздух вступает в реакцию с поверхностью и образует новый оксидный слой, который необходимо удалить. Если твой
деталь сидит слишком долго, очистите ее перед сваркой.
Когда ты
при очистке не забывайте о стержнях и электроде. Сварка постоянным током не имеет
естественный очищающий эффект, который дает сварка переменным током, поэтому все, что нужно
быть идеально чистым перед началом сварки.
Техника сварки алюминия постоянным током TIG
Техника
важно для большинства видов сварки. Вы должны скорректировать свой стиль работы, чтобы соответствовать
Вы должны скорректировать свой стиль работы, чтобы соответствовать
потребности металла, наполнителя и настройки, которые вы используете. сварка постоянным током
алюминий ничем не отличается. Несколько советов, которые помогут вам использовать постоянный ток для
Сварка алюминия TIG:
- Будьте в безопасности.
Как и другие виды сварки, сварка TIG включает в себя высокую температуру и интенсивное освещение. Делать
Обязательно наденьте сварочную маску, перчатки и одежду с длинными рукавами. - Используйте
Правильный метод резки. Плазменные резаки и высокоскоростные циркулярные пилы оставляют хороший
чистая поверхность для сварки. Избегайте низкоскоростных ленточных пил, которые могут размазывать загрязнения.
в разрез и избегайте кислородно-ацетиленовых горелок, которые приводят к окислению разреза.
поверхность. - Использовать
тугая дуга», «намного туже, чем при сварке алюминия переменным током. Жара
течет вверх от заготовки, а не вниз от электрода. Свести к минимуму
распространение дуги, чтобы максимально нагреть ванну. Держите кончик
электрод в пределах одной восьмой дюйма от поверхности. - Держите факел
под углом 90 градусов к заготовке и держите наконечник близко к поверхности. Этот
обеспечивает равномерную ванну и чистый сварной шов. Держите электрод в вертикальном положении
обеспечивает наилучшую газовую защиту сварного шва и обеспечивает лучший контроль
дуга. - Держите
глаз на кончике электрода. Сварка с обратной полярностью может закруглить кончик
электрод и вызвать распространение дуги. Если это произойдет, остановитесь и
повторно заточить наконечник. - Держите
стержень почти плоский. Ткните стержнем в лужу в середине дуги, затем потяните
его обратно. Вы можете получить чистый сварной шов, используя постоянный ток, но вы должны быть
осторожнее со стержнем. - Алюминий
плавится при гораздо более низкой температуре, чем оксидное покрытие. Обратная полярность
прогоняет тепло через металл и образует лужу под оксидом.
оксид всплывает на поверхность лужи; постарайтесь не потревожить его стержнем. Работа
под оксидным слоем. - Переместить
быстро, чтобы изделие не сильно нагревалось. Используйте переменный контроль, чтобы уменьшить
силу тока и предотвратить точечную коррозию, деформацию или плавление детали.
 Держите кончик
Держите кончик Работа
РаботаПозвольте мне помочь вам улучшить свои навыки сварки!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теории о сварке и соединении.
Когда использовать AC
Если ваша заготовка
очень грязный или окисленный, DC может быть не лучшим выбором. С тех пор
не обладает очищающей способностью переменного тока, постоянному току требуются чистые поверхности, чтобы получить
хороший сварной шов. Если вы работаете с деталями двигателя, имеющими углеродное покрытие, или
старые детали, которые сильно окислены, сварка переменным током может быть лучшим выбором.
Сварка постоянным током
также плохой выбор для соединения деталей из литого алюминия. Процесс литья
производит большее окисление поверхности, чем другие производственные процессы, такие как
механическая обработка. Поверхностный оксид затрудняет получение хорошего сварного шва, поэтому
Поверхностный оксид затрудняет получение хорошего сварного шва, поэтому
ток не подходит для сварки литых деталей.
Вы также должны
избегайте сварки алюминия постоянным током, если важен внешний вид сварного шва. это
труднее получить традиционную стопку десятицентовиков при сварке постоянным током, поэтому
придерживайтесь AC, если важен внешний вид окончательного сварного шва.
Лучшее из обоих миров
Для некоторых
проекты, использующие как переменный ток, так и постоянный ток, могут быть выигрышными. Для очень толстого материала вы можете
необходимо комбинировать приемы для получения наилучшего результата. Чтобы получить лучший сварной шов
толстого материала, используйте следующие шаги:
- Скосить
края соединяемых частей так, чтобы они соединялись в V-образной форме. - Сделать
корневой шарик с использованием постоянного тока. Это основной шов, который заполняет дно.
канала v. DC обеспечивает глубокое проплавление и прочную основу для сварного шва. - Почистите
очистите сварку, чтобы удалить как можно больше окисления и загрязнения. - Сделать
точечная сварка на переменном токе. Кондиционер удалит загрязнения с
поверхность корневого шва и кромки шва. AC также делает это
легче получить привлекательный сварочный шов, который выглядит как гладкая стопка десятицентовиков.
Переменный ток является стандартом для сварки TIG алюминия по уважительной причине. Он хорошо сочетает свойства алюминия и делает сварные швы красивыми. Однако сварка переменным током имеет свои ограничения. Когда вам нужно глубокое проникновение в толстый алюминий, постоянный ток лучше проникает и обеспечивает лучший сварной шов. Знание того, когда и как использовать постоянный ток для сварки алюминия, открывает новые возможности и позволяет решать задачи, с которыми не может справиться переменный ток.
Также ознакомьтесь с моей статьей о сварке алюминия методом MIG. Особенно для более толстых листов (> 4 мм) и высокой скорости наплавки лучше всего подходит сварка MIG.