Содержание
особенности, выбор присадки, подготовка и технология процесса
Медь как металл представляет собой мягкий, достаточно податливый материал. Для него характерен сравнительно простой процесс обработки путем переплавления из руды в металл, который в дальнейшем можно обрабатывать. Это свойство обусловило широкое распространение изделий из меди, однако, существенным образом затрудняет возможности сварки в связи с физико-химическими особенностями свойств.
Содержание
- 1 Особенности сварки меди аргонодуговым способом
- 2 Режимы сварки меди в аргоне
- 3 Выбор присадочных материалов
- 4 Технология сварки меди аргонодуговым способом
Особенности сварки меди аргонодуговым способом
Сама медь, так же, как и сплавы на ее основе, являются достаточно высокотеплопроводными материалами, которые, ко всему прочему, обладают также большой электропроводностью, а также высокой коррозионной стойкостью как при воздействии внешних факторов, так и относительно внутрикристаллической коррозии.
Точка плавления меди в ее чистом виде составляет 1083 °С, а в случае добавления различных легирующих химических соединений данный показатель может смещаться в одну или другую сторону.
Особенностью сварки медных изделий и деталей является высокая теплопроводность данного металла, что делает обязательным предварительный подогрев деталей перед началом сварки. Разогрев должен осуществляться до температуры от 350 до 600 °С. Подогрев осуществляется, как правило, с помощью газовой горелки.
Сварка осуществляется чаще всего с помощью аргонодугового способа путем использования неплавящегося электрода с постоянным током. В качестве присадочного материала используется пруток из чистой меди либо из ее сплавов. Это позволяет добиться максимального качества шва, а также его аккуратного внешнего вида.
В случае если материалы подобраны неправильно, медь в сварочной ванне начинает кипеть, что вызывает образование большого количества пор в полученном шве, а само соединение становится хрупким и может разрушиться в процессе эксплуатации.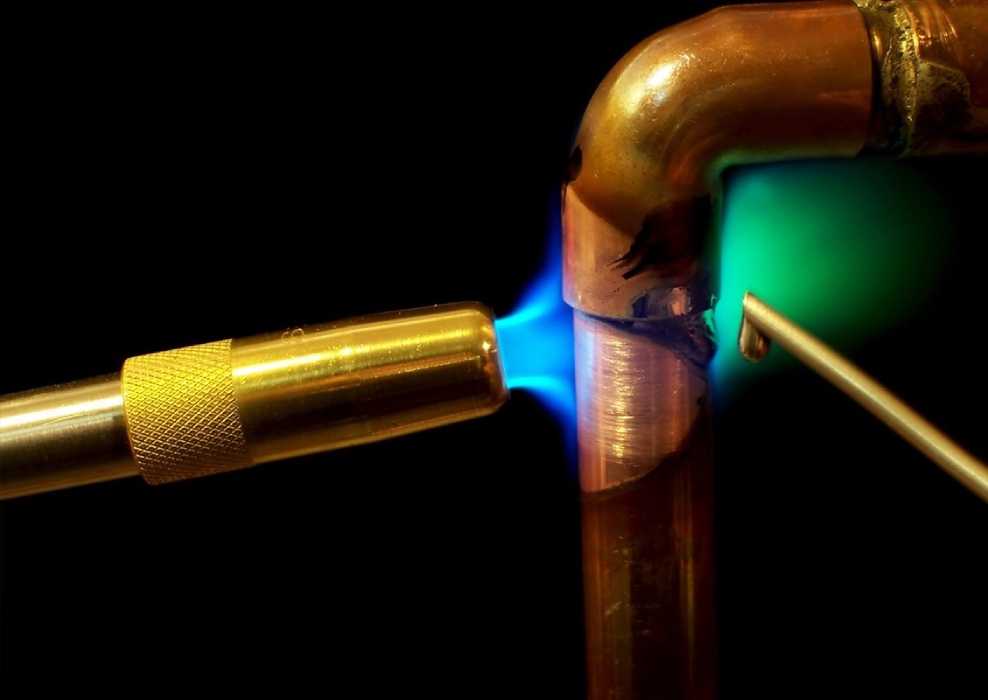
Режимы сварки меди в аргоне
Как и для других видов свариваемых материалов, режимы сварки следует подбирать исходя из качества деталей. Примерные варианты режимов опираются на толщину свариваемого металла, диаметр электродов, проволоки и выливаются в определенные показатели силы тока, измеряемой в амперах.
| Режимы сварки меди в среде аргона | |||
| Толщина свариваемых деталей, мм | Диаметр электрода, мм | Диаметр присадочной проволоки, мм | Сила тока, А |
| Стыковые соединения, выполняемые на весу | |||
| 1,0 – 1,5 | 2 – 3 | 1,6 – 2,0 | 60 – 150 |
| 2,0 – 3,0 | 2 – 4 | 2,0 – 3,0 | 80 – 220 |
| 4,0 – 5,0 | 4 – 5 | 2,0 – 4,0 | 130 – 220 |
| 6,0 – 7,0 | 4 – 5 | 2,0 – 4,0 | 130 – 220 |
| 8,0 – 10,0 | 5 | 2,0 – 4,0 | 180 – 260 |
| Стыковые соединения, выполняемые на подкладке, и угловые соединения | |||
| 1,0 – 1,5 | 2 – 3 | 1,6 – 2,0 | 70 – 160 |
| 2,0 – 3,0 | 2 – 4 | 2,0 – 3,0 | 120 – 220 |
| 4,0 – 5,0 | 4 – 5 | 2,0 – 4,0 | 190 – 260 |
| 6,0 – 7,0 | 5 | 2,0 – 4,0 | 230 – 290 |
| 8,0 – 10,0 | 5 | 2,0 – 4,0 | 280 – 330 |
Расход аргона – 8-15 дм3/мин. | |||
Каждый режим тем не менее должен подбираться в соответствии с конкретными условиями сварки и проверяться на деталях, аналогичных по материалу изготовления тем деталям, на которых будет производиться основной процесс сварки.
Выбор присадочных материалов
Присадочные материалы, использующиеся для сварки медных деталей, должны выбираться на основании данных о физико-химических свойствах меди или ее сплавов, из которых изготовлены детали или изделия.
При осуществлении сварки следует обратить внимание на марку самой меди или сплава – она должна быть раскисленной или бескислородной, так как, в противном случае, во время сварочного процесса металл будет кипеть в сварочной ванне, в результате чего сварочный шов получится пористым и непрочным.
В качестве прутка или проволоки следует использовать такие материалы, которые позволят избежать кипения материала в шве: необходимо подобрать проволоку или пруток с содержанием в сплаве химических элементов, позволяющих вытеснить кислород из зоны сварочной ванны.
Примерная стоимость медной проволоки на Яндекс.маркет
Неплавящийся электрод выбирается только вольфрамовый, на конце которого должна быть заточка конической формы с небольшим притуплением. Такая форма позволит обеспечить стабильное горение дуги при осуществлении самого процесса сварки, что даст возможность сохранить температурный уровень сварочной зоны и не допустит быстрого остывания деталей до момента завершения шва.
Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Если говорить о защитном газе, который используется при сварке, то выбор такового зависит от условий сварки, в том числе от пространственного положения соединения. Аргон тяжелее воздуха, в частности, кислорода, и он оседает к земле под действием природных сил притяжения.
Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Если необходимо выполнить потолочные стыки, то потребуется замена аргона гелием, который легче воздуха, но также может выполнять защитные функции при выполнении сварочных работ.
Технология сварки меди аргонодуговым способом
С технологической точки зрения, сварка меди аргонодуговым способом, как и другой вид сварки, делится на три этапа:
- подготовительный. На этом этапе необходимо очистить свариваемые поверхности от окислов, загрязнений, обезжирить. После выполнения данных работ следует проверить их на чистоту и состояние и если потребуется, выполнить зачистку вручную или с помощью электроинструмента, после чего повторить процесс очищения от окислов и обезжиривания;
- собственно этап сварки;
- завершающий этап, на котором происходит проверка качества выполненного сварного соединения после зачистки от застывших капель расплавленного металла, а также визуальный контроль качества шва на предмет видимых пор.
На этапе собственно сварки следует выполнить следующие действия:
- если речь идет о ремонте какого-либо медного изделия, необходимо сделать прорезь вдоль возникшей трещины таким образом, чтобы края такой прорези выходили за пределы трещины.
 Это даст возможность избежать появления новых трещин за пределами отремонтированного участка;
Это даст возможность избежать появления новых трещин за пределами отремонтированного участка; - дуга зажигается только в разделе кромок, что позволит избежать прижогов металла, из которого изготовлено все изделие, и сократит зачищаемые участки;
- присадочную проволоку или пруток необходимо вести перед горелкой таким образом, чтобы они равномерно подавались в сварочную ванну;
- движения сварочной горелки должны быть максимально плавными и поддерживать постоянное расстояние от вольфрамового электрода до сварочной ванны;
- в зависимости от толщины деталей, подлежащих сварке, горелка может двигаться вдоль создаваемого шва различными способами: по прямой, если толщина деталей небольшая, либо зигзагообразно, если детали толстые. Если совершаются поперечные движения, это чревато увеличением глубины проплавления кромок и изменениями в формировании сварочного шва;
- если происходит сварка тонкостенных деталей, то, чтобы избежать прожогов металла, необходимо швы выполнять короткими, а между ними делать перерывы по времени для остывания металла;
- если детали собраны без зазора, возможно осуществлять сварку без использования проволоки или прутка. Однако в этом случае следует не перегревать металл, чтобы избежать проседания сварочной ванны вовнутрь;
- в момент окончания сварки необходимо отводить горелку плавно, удлиняя сварочную дугу, что позволит сократить кратер шва;
- если на аппарате имеется функция заваривания кратера шва, то возможно упрощение процесса окончания сварочных работ;
- после завершения сварки необходимо на какое-то время (до тридцати секунд) сохранить подачу защитного газа. Это позволит сохранить остывающий шов в облаке газовой защиты и избежать попадания продуктов окружающего воздуха в расплавленный металл, что сохранит качество шва.
 Это даст возможность избежать появления новых трещин за пределами отремонтированного участка;
Это даст возможность избежать появления новых трещин за пределами отремонтированного участка; Однако в этом случае следует не перегревать металл, чтобы избежать проседания сварочной ванны вовнутрь;
Однако в этом случае следует не перегревать металл, чтобы избежать проседания сварочной ванны вовнутрь;СВАРКА МЕДИ АРГОНОМ [особенности и видео-уроки]
Несмотря на то, что сварку меди можно произвести привычной ручной сваркой, с помощью металлических или угольных электродов, в последнее время, чаще всего используется — [высокоэффективная сварка меди аргоном].
Универсальная аргоновая сварка позволяет без проблем варить крупногабаритные и мелкие детали из меди.
Как известно, из-за высокой тепло- и электропроводимости, а также высокой стойкости к агрессивным средам и коррозии медь применяют в энергетическом и химическом машиностроении.
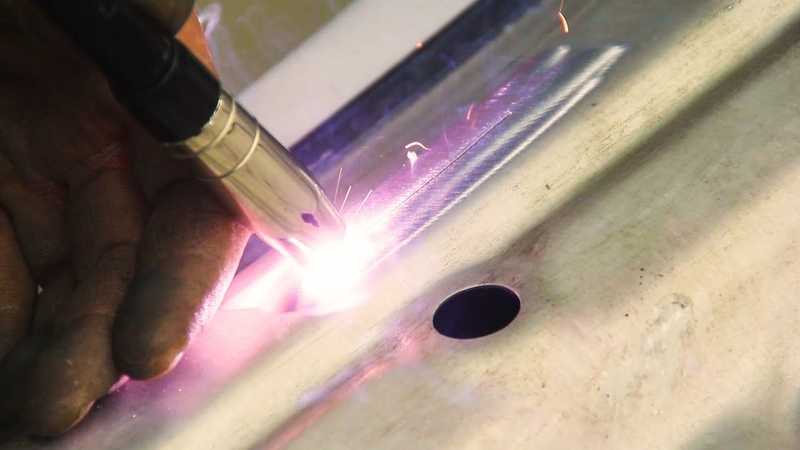
Фото процесса
А так как медь – очень хороший проводник, то и работа с ней требует довольно специфичного оборудования.
Сварка аргоном производится при прямой полярности и постоянном токе с помощью вольфрамового неплавящегося электрода. Температура аргонно-дуговой сварки должна достигать 300-400 градусов.
Прежде чем начать варить, дугу следует нагреть на графитовой или угольной пластинке. Не рекомендуется зажигать дугу сразу же на изделии, которое вы будете варить – это загрязнит электрод.
Необходимо помнить, что сварка меди аргоном осуществляется в вертикальном, потолочном или нижнем положениях.
Особенности работы с медью
Хотя сварку медных деталей можно производить с помощью специальных электродов, все-таки для этих целей лучше всего использовать неплавящиеся электроды из вольфрама.
Такие электроды хорошо «проваривают» швы, в отличие от сварки обычными электродами, они получаются прочными, ровными и чистыми.
Так как во время сварочных работ используется смесь газов: аргона и азота, то для безопасности сварка должна производиться только специально подготовленным сварщиком.
Вольфрамовые неплавящиеся электроды бывают нескольких видов: ЭВЛ и ЭВИ. ЭВЛ – это лаптанированные электроды, а ЭВИ – итерированные электроды.
Для сварки деталей из меди с помощью аргона используют именно итерированные электроды из вольфрама. Если толщина медных деталей свариваемых аргоном превышает 5 мм, то применяют обязательную разделку кромок.
Видео:
Без разделки кромок всю толщину металла невозможно будет прогреть, так как медь обладает высокой теплопроводностью.
Следует знать, что для металла толщиной 5 – 12 мм используют одностороннюю разделку, а если толщина металла больше указанной, то разделывают обе кромки обрабатываемой детали.
Качество сварного шва также зависит от примесей, содержащихся в меди – чем чище медь, тем качественней шов. Кроме вольфрамовых электродов, также используется еще и присадочная проволока.
Присадочная проволока изолирует свариваемые детали от кислорода, который все же попадает в область сварки.
Таблица режимов сварки меди
Материал присадочной проволоки непременно должен соответствовать составу того металла, который предполагается варить..
В качестве присадки можно взять медную проволоку, которая содержит большое количество марганца. С одной стороны марганец надежно связывает поступающий в область сварки кислород, но с другой – примеси марганца снижают прочность сварного шва.
Поэтому в качестве присадки лучше всего использовать проволоку с содержанием каких-либо редкоземельных материалов.
Такие материалы полностью удаляют из швов кислород, но при этом не остаются в составе шва, как примеси марганца.
К сожалению, присадочная проволока из редкоземельных материалов весьма дорога, из-за чего немногие решаются ее использовать, отдавая предпочтение недорогой медной проволоке.
Преимущества использования аргона при работе с медью
Как уже говорилось выше, сварка меди аргоном считается самой чистой. При такой ее разновидности — почти не выделяются пары оксидов.
Во время аргоновой сварки на пол не падают раскаленные искры, которые могли бы повредить полы и настенные покрытия.
Таким образом, сварку аргоном можно проводить даже в жилых помещениях, не боясь при этом что-либо испортить или испачкать.
Еще одно неоспоримое преимущество аргоновой сварки – это качество. При сварке меди аргоном шов получается чистым и аккуратным, без шлаков и подрезов.
С помощью аргона можно на малых токах варить даже тонколистовые 0,5 мм изделия из меди.
К тому же, аргоновая сварка позволяет работать со сложными металлами, которые не поддаются обычной сварке, а также восстанавливать прежний объем детали, наплавляя металл поверх нее.
Видео:
Если у вас есть определенные знания в этой области, то можете произвести все работы самостоятельно, но перед этим — рекомендуется посмотреть видео сварки меди аргоном и приобрести соответствующее оборудование.
Для домашнего использования идеально подойдет специальное многофункциональное оборудование.
Если же планируется больший объем сварочных работ, например, на производстве, то в данном случае потребуется приобрести несколько аппаратов, которые обладают разными функциональными возможностями.
Сварочная медь | Советы | Forster America
Медь — это мягкий цветной металл, который можно легко сгибать, резать, формовать и соединять с помощью нескольких сварочных процессов. Хотя он часто используется для изготовления декоративных бытовых и архитектурных предметов, он является отличным проводником электричества и тепла, поэтому широко используется в электротехнической промышленности, а медные трубы, клапаны и другие фитинги обычно используются для сантехники.
Поскольку медь является пластичной и очень ковкой, она также используется в качестве основного элемента в сотнях различных сплавов, включая латунь, бронзу и никель-медь. Наиболее распространенными легирующими элементами, используемыми для медных сплавов, являются алюминий, никель, цинк, олово и кремний.
Поскольку чистая медь слишком пластична, чтобы ее можно было успешно обрабатывать, в различные сплавы добавляют небольшие количества других элементов для улучшения обрабатываемости, а также для раскисления металла, повышения его устойчивости к коррозии, улучшения его механических свойств и улучшения его реакция на термическую обработку. Всего в продаже имеется более 300 медных сплавов.
Медь и большинство медных сплавов могут быть успешно соединены с помощью процессов сварки, пайки или пайки. Точный выбранный процесс во многом зависит от того, свариваете ли вы чистую медь или сплав. Если вы свариваете сплав, элементы сплава будут определять, какой процесс используется, а также все другие факторы, которые учитываются при сварке, включая используемый присадочный материал.
Конечно, для различных сварочных и связанных с ними процессов требуются разные инструменты и методы, и важно изучить навыки, необходимые для того, какой процесс вам нужно использовать.
Пайка , которая является одним из самых ранних методов, используемых для соединения металлов, включает нагрев присадочного металла (в виде присадочной проволоки), чтобы он расплавился и заполнил стыки. Мягкая пайка — это самый простой процесс, который обычно используется дома и вокруг него для ремонта небольших металлических предметов. Это также метод, используемый сантехниками для соединения и ремонта медных труб и медных фитингов.
Мягкая пайка — это самый простой процесс, который обычно используется дома и вокруг него для ремонта небольших металлических предметов. Это также метод, используемый сантехниками для соединения и ремонта медных труб и медных фитингов.
Можно использовать недорогой паяльник или паяльную лампу с подходящим флюсом для мягкой пайки. Твердая пайка включает в себя нагрев присадочных материалов до гораздо более высокой температуры, поэтому соединение будет намного прочнее, чем другие паяные соединения. Присадочный материал бывает разным и обычно содержит серебро, поэтому этот метод часто называют серебряной пайкой. Однако настоящая пайка выполняется при еще более высокой температуре.
Пайка по сути представляет собой метод, аналогичный пайке, и в нем используется тот же тип присадочного материала (проволока или прут для пайки), что и для пайки. Соединения должны быть очень плотными, чтобы капиллярное действие могло втягивать присадочный металл между соединяемыми кусками меди. Несмотря на то, что используемые температуры должны быть значительно выше, чем те, которые требуются для пайки, основной металл не должен нагреваться до точки плавления.
Несмотря на то, что используемые температуры должны быть значительно выше, чем те, которые требуются для пайки, основной металл не должен нагреваться до точки плавления.
Широко используемый для сантехнических работ, пайка также может использоваться для соединения различных типов металла, а также металлических заготовок различной толщины.
Сварка , или, точнее, дуговая сварка, включает ряд различных более специфических методов. Как правило, предпочтительны сварочные процессы, в которых используются защитные газы, хотя дуговая сварка в среде защитного газа (SMAW), которую также обычно называют ручной дуговой сваркой (MMA), может использоваться для некритичных применений. Это полезный метод для медных сплавов различной толщины, тем более что покрытые электроды для сварки медных сплавов с использованием SMAW доступны в широком диапазоне стандартных размеров.
Защитными газами, обычно используемыми для сварки меди и медных сплавов, являются аргон и гелий или их смеси – для дуговой сварки металлическим электродом (GMAW), дуговой сварки вольфрамовым электродом (GTAW) или плазменной дуговой сварки (PAW), которые особенно популярен для сварки медных сплавов.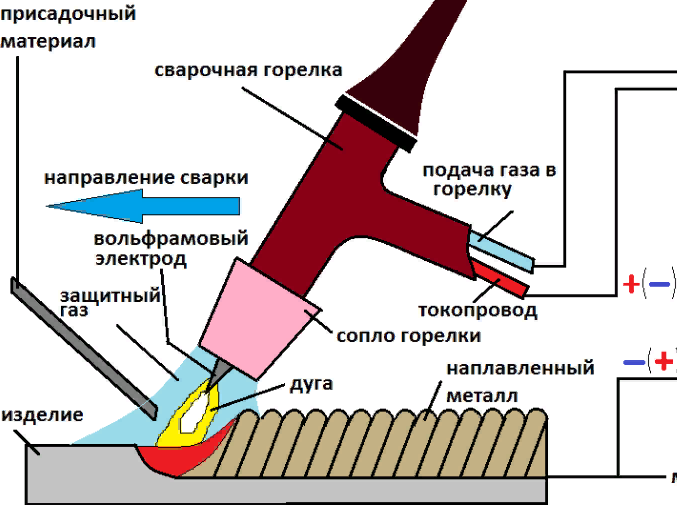
Как правило, аргон предпочтительнее, если медь или медный сплав свариваются вручную и либо имеют относительно низкую теплопроводность, либо имеют толщину менее 3,3 мм (0,13 дюйма). Гелий или смесь гелия (75 процентов) с аргоном предпочтительнее для машинной сварки тонких профилей или ручной сварки более толстых профилей. Эта смесь также рекомендуется для более толстого металла или меди, обладающей высокой теплопроводностью.
Другие полезные советы по дуговой сварке меди:
• По возможности используйте горизонтальное положение для дуговой сварки меди.
• GTAW и SMAW можно использовать для сварки в других положениях, в том числе над головой.
• При сварке в вертикальном и потолочном положениях с использованием импульсной мощности и электродов малого диаметра можно использовать GMAW с некоторыми медными сплавами.
• Термическое расширение меди и ее сплавов, а также ее более высокая теплопроводность приводят к большим деформациям сварного шва, чем при сварке низкоуглеродистой стали.
• Чтобы свести к минимуму деформацию и коробление, сварщики должны сосредоточиться на правильном процессе предварительного нагрева и прихваточных швов, а также на соблюдении правильной последовательности сварки.
Свойства меди и ее сплавов, которые следует учитывать при сварке
Какой бы процесс сварки ни использовался для соединения меди и ее сплавов, важно обратить внимание на свойства, которые отличают сварку меди от сварки углеродистых сталей. . Например, медь и медные сплавы в расплавленном состоянии очень жидкие и имеют:
• Высокая теплопроводность
• Высокая электропроводность
• Высокий коэффициент теплового расширения, который примерно на 50 процентов выше, чем у углеродистой стали
• Относительно низкая температура плавления
• Горячая короткая коррозия, в результате которой некоторые сплавы становятся хрупкими при высоких температурах
• Прочность, в основном обусловленная холодной обработкой
Температура плавления меди и ее сплавов сильно варьируется, но она по крайней мере на 1000 °F или 538 °C ниже, чем температура плавления углеродистой стали. Кроме того, медь не проявляет такого же теплового цвета, как при сварке стали, и когда она плавится, ее текучесть намного выше.
Кроме того, медь не проявляет такого же теплового цвета, как при сварке стали, и когда она плавится, ее текучесть намного выше.
Ассоциация развития меди (CDA) Inc., которая разработала систему обозначения сплавов, широко используемую в Северной Америке, располагает огромным объемом информации о сварке меди и медных сплавов для всех, кто хочет узнать больше.
Как сваривать медь — Сварочный центр
Материал с прекрасными проводящими свойствами, медь имеет широкий спектр применения. Основная причина этого заключается в том, что медь является хорошим проводником как тепла, так и электричества. Однако иногда это может затруднить сварку меди.
Медная руда была первой успешно выплавленной около пяти тысяч лет назад. Сегодня медь — это металл, который объединяет наш мир. Ладно, может быть, это немного преувеличение. Тем не менее, дело в том, что медь является невероятно важным металлом со многими приложениями, поэтому изучение сварки меди в ваших интересах.
О важности меди можно судить по ее мировому спросу. По данным Freedonia, ожидается, что мировой спрос на медь вырастет на 4,2% в текущем году и достигнет 36 миллионов метрических тонн на сумму более 260 миллиардов долларов. Freedonia также ожидает, что Индия станет самым быстрорастущим рынком сбыта меди к концу года, а Китай займет второе место. Что касается Соединенных Штатов, рост расходов на строительство, вероятно, приведет к увеличению спроса на медь в стране.
По данным Freedonia, ожидается, что мировой спрос на медь вырастет на 4,2% в текущем году и достигнет 36 миллионов метрических тонн на сумму более 260 миллиардов долларов. Freedonia также ожидает, что Индия станет самым быстрорастущим рынком сбыта меди к концу года, а Китай займет второе место. Что касается Соединенных Штатов, рост расходов на строительство, вероятно, приведет к увеличению спроса на медь в стране.
Не только Фридония ожидает роста спроса на медь в будущем; McKinsey также ожидает, что произойдет то же самое. Согласно отчету, опубликованному в Forbes, ожидается, что спрос на медь вырастет с 23,6 млн тонн в 2018 году до всего 30 млн тонн к 2027 году. Этому есть несколько причин, включая тепло- и электропроводность металла, ковкость, высокую пластичность и устойчивость к коррозии. Учитывая важность металла и его широкое применение, вам необходимо научиться сваривать медь. Мы будем учить вас этому здесь.
Различные методы сварки меди
Медь можно сваривать несколькими способами. Однако в этой статье мы обсудим только наиболее распространенные методы обучения сварке меди. К ним относятся дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) и ручная дуговая сварка металлическим электродом (MMAW). Ниже приводится объяснение каждого из них.
Однако в этой статье мы обсудим только наиболее распространенные методы обучения сварке меди. К ним относятся дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) и ручная дуговая сварка металлическим электродом (MMAW). Ниже приводится объяснение каждого из них.
Дуговая сварка металлическим газом (GMAW)
Дуговая сварка металлическим газом (GMAW), также называемая сваркой MIG, соответствует системе сварки SMAW. Это означает, что присадочный материал, используемый в этом методе сварки, представляет собой электрод. Однако между этими двумя методами есть разница; в то время как серия коротких стержней используется SMAW в качестве расходуемого электрода, метод GMAW автоматически подает непрерывную «проволоку» к сварочной горелке со скоростью, определяемой пользователем. Дополнительно имеется регулируемая настройка подачи защитного газа.
При использовании метода GMAW для сварки меди рекомендуется использовать медные электроды ERCu. Также рекомендуется использовать раскисленную медь Aufhauser; это медный сплав или присадочный материал с чистотой 985. Толщина медной секции, которую вам нужно сварить, определит необходимую газовую смесь. Как правило, аргон используется для толщины до 6 мм. Для большей толщины используется смесь гелия и аргона. В методе GMAW для сварки меди вам необходимо наносить присадочный металл с узким переплетением или стрингерными валиками; это можно сделать с помощью спрей-переноса.
Также рекомендуется использовать раскисленную медь Aufhauser; это медный сплав или присадочный материал с чистотой 985. Толщина медной секции, которую вам нужно сварить, определит необходимую газовую смесь. Как правило, аргон используется для толщины до 6 мм. Для большей толщины используется смесь гелия и аргона. В методе GMAW для сварки меди вам необходимо наносить присадочный металл с узким переплетением или стрингерными валиками; это можно сделать с помощью спрей-переноса.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), также называемая сваркой TIG, сваривает медь аналогично большинству процессов дуговой сварки; это означает, что GTAW включает в себя использование электрической дуги для нагрева и плавления как медной детали, так и присадочного материала.
По мере того как расплавленная сварочная ванна остывает и затвердевает, ее защищают от атмосферных воздействий путем подачи защитного газа, такого как аргон или гелий, на наконечник горелки. Хотя GTAW похож на многие процессы дуговой сварки, он не похож на методы дуговой сварки, при которых электрическая дуга передается на свариваемую медь с использованием плавящихся электродов.
Вместо этого в GTAW используется неплавящийся электрод для создания сварного соединения между заготовками; это можно сделать с наполнителем или без него. Кроме того, во многих других методах дуговой сварки присадочный материал используется в качестве электрода, несущего электрическую дугу к свариваемой меди. Однако в методе дуговой сварки вольфрамовым электродом в среде защитного газа используется отдельная присадочная проволока. Кроме того, при сварке меди методом GTAW совсем не обязательно вводить присадочный материал.
Методами GTAW можно успешно сваривать медные детали толщиной до 16 мм. В качестве наполнителя, рекомендуемого для этого метода, используется любой металл, имеющий состав, аналогичный основному металлу. Защитный газ аргон предпочтителен для медных профилей толщиной до 1,6 мм. Для заготовок, толщина которых превышает этот уровень, используется смесь гелия и аргона.
По сравнению с аргоном смесь гелия и аргона обеспечивает более высокую скорость перемещения и более глубокую перфорацию при одинаковом сварочном токе. Чтобы обеспечить свариваемой медной детали хорошие характеристики перфорации гелия вместе со свойствами стабильности аргоновой дуги, обычно используется смесь 25% Ar/75% He. Наконец, при выполнении этого метода на куске меди с узким переплетением или стрингерными валиками рекомендуется использовать предварительную сварку.
Ручная дуговая сварка металлическим электродом (MMAW)
Этот метод в основном используется для выполнения ремонтной или профилактической сварки меди и медных сплавов. Присадочным материалом, рекомендуемым для этого метода, является электрод ECuSn-C. Другой рекомендацией является использование положительного электрода постоянного тока (DC+) с методом стрингера. При использовании этого присадочного материала метод MMAW может помочь в следующем:
- Сварка меди с другими металлами
- Мелкий ремонт тонких медных деталей
- Сварные соединения с ограниченным доступом
Это три наиболее распространенных метода сварки меди. Теперь, когда у вас есть основная информация о каждом методе, вы можете выбрать технику/метод, наиболее подходящий для ваших нужд и выполняемой работы. Однако, независимо от выбранного вами метода сварки меди, вам необходимо выполнить несколько основных шагов, чтобы получить эффективный сварной шов. Мы обсудим эти шаги в следующем разделе.
Теперь, когда у вас есть основная информация о каждом методе, вы можете выбрать технику/метод, наиболее подходящий для ваших нужд и выполняемой работы. Однако, независимо от выбранного вами метода сварки меди, вам необходимо выполнить несколько основных шагов, чтобы получить эффективный сварной шов. Мы обсудим эти шаги в следующем разделе.
Основные этапы сварки меди
При самостоятельной сварке меди вам необходимо знать основные этапы эффективной сварки меди. Сварка меди своими руками состоит из 11 этапов. Выполняя эти шаги в следующем порядке, вы сможете получить чрезвычайно прочный медный сварной шов.
Обеспечьте безопасность
Если вы хотите сварить медь самостоятельно, первое, что вам нужно сделать, это обеспечить свою безопасность. Независимо от того, какой металл вы свариваете, перед началом сварки необходимо принять соответствующие меры предосторожности. Невыполнение этого требования может подвергнуть вас риску получения травмы.
Итак, какие возможные меры предосторожности вы можете предпринять, прежде чем приступить к сварке меди? Вам необходимо надеть защитное снаряжение, убедиться, что вокруг вас нет легковоспламеняющихся предметов, и работать в чистом месте или в месте, свободном от посторонних материалов.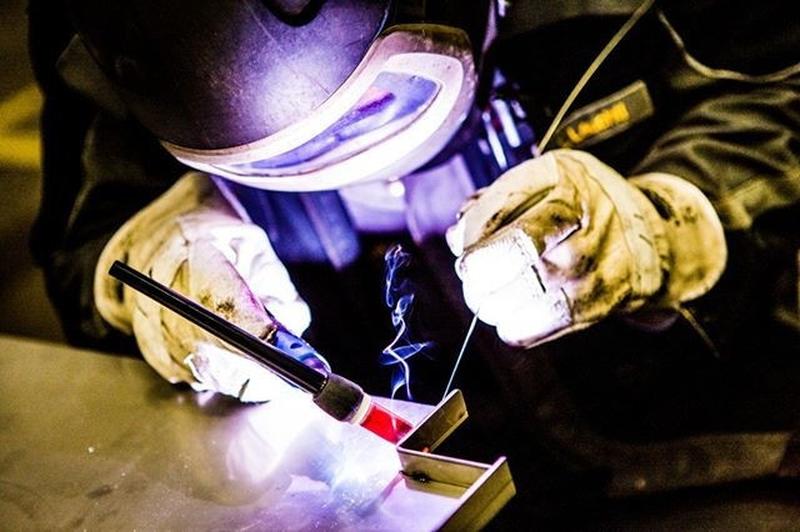 Соблюдение мер предосторожности особенно важно при сварке меди; это потому, что медь является чрезвычайно хорошим проводником электричества, и вы можете получить удар током, если возьмете металл голыми руками.
Соблюдение мер предосторожности особенно важно при сварке меди; это потому, что медь является чрезвычайно хорошим проводником электричества, и вы можете получить удар током, если возьмете металл голыми руками.
Помимо риска поражения электрическим током, сварка меди может привести к воздействию токсичных газов. Таким образом, вы не должны останавливаться на кожаных перчатках и защитной одежде, чтобы обеспечить свою безопасность при сварке меди. Вместо этого вы должны включить респираторную маску и защиту для глаз в свое защитное снаряжение.
Подготовка поверхности
Подготовка поверхности для сварки меди означает очистку зоны сварки от жира, масла, краски, грязи и других посторонних частиц перед началом сварки. Почему необходимо, чтобы в зоне сварки не было этих частиц? Потому что сварной шов может треснуть, если они смешаются с металлом. Кроме того, они могут содержать вредные химические вещества, такие как сера, фосфор и свинец.
Помимо зоны сварки, перед началом сварки следует очистить и медь. Как можно очистить зону сварки и медь? С помощью щетки из бронзовой проволоки и подходящего чистящего средства. Сначала проволочной щеткой, затем обезжирьте чистящим средством. Кроме того, обязательно удаляйте оксидную пленку, образующуюся во время сварки, с помощью проволочной щетки после наплавки каждого прохода.
Как можно очистить зону сварки и медь? С помощью щетки из бронзовой проволоки и подходящего чистящего средства. Сначала проволочной щеткой, затем обезжирьте чистящим средством. Кроме того, обязательно удаляйте оксидную пленку, образующуюся во время сварки, с помощью проволочной щетки после наплавки каждого прохода.
Предварительный нагрев
Почему так важно предварительно нагревать медь перед началом сварки? Потому что этот металл обладает высокой теплопроводностью. Это особенно важно, если толщина медного металла больше 0,01 дюйма. Вы должны предварительно подогреть все сегменты, которые необходимо сварить, равномерно.
Поскольку медь может быстро отводить тепло от сварного шва к окружающему его основному металлу, для сварки толстых медных профилей требуется сильный предварительный нагрев. Температура зависит от толщины металла и может находиться в диапазоне от 50° до 752°F. к меди. Если вы свариваете медь, а не медный сплав, вам необходимо выбрать подходящий предварительный подогрев для вашего применения. Вы должны обратить особое внимание на сварку меди, толщину ее основного металла, процесс сварки и даже общую массу сварного изделия.
Вы должны обратить особое внимание на сварку меди, толщину ее основного металла, процесс сварки и даже общую массу сварного изделия.
В дополнение к вышесказанному, еще одна важная вещь, которую нужно сделать, это максимально ограничить тепло в определенной области; это поможет вам убедиться, что не слишком большая часть материала находится в диапазоне температур, который приводит к потере пластичности. Кроме того, вы должны поддерживать температуру предварительного нагрева, пока соединение не будет сварено. После начала сварки тепло разогретой меди начинает рассеиваться, что снижает риск образования трещин.
Рассмотрение совместного проекта
Еще одним важным шагом в эффективной сварке меди является рассмотрение конструкции соединения. Что это влечет за собой? Во-первых, нужно учитывать расстояние между стыками. В идеале вы должны контролировать это расстояние в пределах определенных допусков, основанных на основном металле и используемом припое. Однако оптимальный зазор для швов составляет от 0,04 до 0,20 мм.
Другим важным моментом здесь является совместное перекрытие. Идеальный шов внахлест будет как минимум в три раза толще, чем самая тонкая часть, которую вам нужно соединить. Вы должны стараться использовать как можно меньше материала, так как это поможет вам достичь желаемой прочности.
Отрегулируйте пламя
Если вы хотите получить эффективную медную сварку, вы должны соответствующим образом отрегулировать пламя. Здесь лучше всего использовать нейтральное пламя. Что означает нейтральное пламя? Нейтральное пламя — это пламя, отрегулированное таким образом, чтобы одинаковые количества ацетилена и кислорода смешивались с одинаковой скоростью. Еще одна важная вещь, которую нужно сделать здесь, — это четкое определение белого внутреннего конуса и отсутствие дымки.
Удаление флюса
Если флюс был использован, его остатки необходимо удалить одним из следующих способов:
- Чистка проволокой и пропаривание
- Чистка проволочной щеткой и ополаскивание горячей водой
- Разведение в горячем растворе едкого натра
Если полностью не удалить флюс, то это может привести к ослаблению и даже выходу из строя соединения.
Выбор присадочного материала
Выбор правильного присадочного материала является одним из наиболее важных этапов эффективной сварки меди. Выбор правильного присадочного материала помогает при сварке медной детали, которая прочнее основного металла. Лучший или наиболее подходящий присадочный материал для сварки меди будет зависеть от устойчивости металла к коррозии, требуемой прочности соединения, рабочей температуры и связанных с этим затрат.
Для достижения наилучших результатов следует выбирать присадочный металл с содержанием кремния (Si) или марганца (Mn), действующих в качестве раскислителя. Это не зависит от того, используете ли вы метод GMAW, GTAW или MMAW для сварки меди.
Что касается присадочных материалов для сварки меди, наиболее рекомендуемыми и часто используемыми материалами являются ErCu и ErCuSi-A. Первый способствует текучести, так как содержит как Si, так и Mn с оловом (Sn). С другой стороны, вам следует использовать присадочный материал ErCuSi-A, если вы хотите сваривать P-окисленную медь; это также хороший вариант для сварки твердой меди, содержащей как Si, так и MN в качестве раскислителей.
Выберите подходящий защитный газ
Другим важным шагом в эффективной сварке меди является выбор подходящего защитного газа для сварки. Какие у вас есть варианты? Как правило, наиболее подходящими защитными газами для сварки меди являются гелий, аргон или их смесь.
Какой защитный газ лучше всего подходит для вас, зависит от толщины детали, над которой вы работаете. При этом защитный газ, который сегодня все чаще используется для сварки меди, на 100% состоит из гелия. Итак, вы хотите выбрать этот вариант, а не другие.
Выберите технику сварки
Мы уже рассмотрели три основных техники/метода, используемых для сварки меди. Основываясь на информации, предоставленной выше, вам необходимо выбрать метод сварки, который лучше всего подходит для выполнения сварочных работ. Другими словами, вам необходимо выбрать метод сварки, наиболее подходящий для вашего присадочного материала и области применения.
Обеспечение надлежащего использования тепла и газа при сварке
Если вы используете метод GTAW для сварки меди толщиной менее 2 мм, то в качестве защитного газа следует использовать аргон; вы должны использовать этот защитный газ с силой тока 160 ампер. Однако следует увеличивать уровень тока с увеличением толщины металла. Кроме того, предпочтительный защитный газ и температура предварительного нагрева зависят от метода сварки.
Однако следует увеличивать уровень тока с увеличением толщины металла. Кроме того, предпочтительный защитный газ и температура предварительного нагрева зависят от метода сварки.
Например, если вы используете метод GTAW для сварки меди толщиной 0,196 дюйма, вам необходимо поддерживать температуру предварительного нагрева 50°C при использовании смеси гелия и аргона с током до 300 ампер. .
С другой стороны, вам необходимо поддерживать температуру предварительного нагрева от 10 до 100°C при использовании аргона в качестве защитного газа с током 240 ампер, если вы используете дуговую сварку металлическим электродом (GMAW) для сварки меди.
Если вам нужны лучшие результаты и более быстрая сварка, мы рекомендуем вам 100% гелий. Этот защитный газ обеспечивает более высокий уровень нагрева и лучшее качество сварки, чем любой другой газ, независимо от того, используете ли вы метод GMAW, GTAW или MMAW.
Используйте правильное положение
Одиннадцатый и последний шаг в эффективной сварке меди — использование правильного положения для сварки.