Электроды для сварки уони 13 55. Сварка электродами уони
Сварка электродами УОНИ 13 55

Вопрос:
Вычитал в литературе, что УОНИ 13 55 — хорошие сварочные электроды, поэтому решил их купить и спалить, попробовать на практике, правду ли пишут? На деле же все пошло не так, как рисуют в теории. Поясните, пожалуйста, при сварке на обратной полярности, приходится добавлять ток более чем. А УОНИ все-равно залипает, и дуга обрывается. После нескольких попыток поджигаешь-таки снова дугу, проходишь десяток-два миллиметра и электрод снова тухнет. Никак не пойму, как работать этим «чудом», может быть нужно ток еще добавить? Металл шва радует качеством, хороший, шлакового мусора мало. Что я делаю не так?
Ответ:
Если вы только начинаете варить ручной дуговой сваркой, то данные электроды не очень подходят для учебы. Для работы с УОНИ нужна определенная сноровка. Попробуйте сначала варить МР-3 или АНО-21, как только начнет выходить ими, только тогда переходите на УОНИ 13 55 для ответственных конструкций.Вот несколько нюансов, которые могут вам помочь:• Некоторые производители могут выпускать просто-напросто некачественные электроды. Нужно приобрести и поварить электродами разных производителей, потом сами поймете, каким отдать предпочтение. Даже в одной упаковке один электрод может варить нормально, а другой – бракованный, не говоря уже о разных упаковках!• Обязательно перед работой электроды нужно просушить или, в крайнем случае, прокалить (читайте статью на эту тему)• Дело еще может быть в том, что выходной ток вашего инвертора может отличаться от того, который показывает индикатор или ручка плавной регулировки. Измерьте сварочный ток де-факто при помощи клещей.• Пробуйте сваривать без отрыва, уткнувшись в покрытие и поддерживая минимальную дугу.
- Варите углом назад, в таком случае шлак будет ложиться на уже заваренный участок
- В условиях низкого напряжения электросети или его просадках дешевый китайский аппарат не будут варить электродами с основной обмазкой. Решить проблему можно: а) подключив в схему дроссель;
б) купить профессиональный сварочник
в) найти хорошую электросеть.
- Не забывайте так же, что УОНИ 13 55 создавались для сварки особоответственных нагруженных металлоконструкций, которые собирают в цехе. Поэтому под них обязательна тщательная предварительная подготовка поверхности стальных заготовок. Загрязнения и коррозию, влагу они не переносят.
- Сварочного тока много давать не надо. То что хорошо для рутилового электрода, для основного применять нельзя. Форсирование процесса снизит качество шва.
При слишком большом токе тяжело контролировать сварочную ванну, испарение металла интенсивное, большое количество брызг. Увеличиваются коробления в следствии высокого термического влияния. При сварке потолка и прохождении вертикальных швов металл будет вытекать из ванны.
Ориентируйтесь на следующие режимы при сварке трехмиллиметровым электродом в зависимости от положения:
а) нижнее 80-100А
б) вертикальное 60-80А
в) потолочное 70-90А
Для электродов лосиноостровского завода ток давать чуть ниже указанного выше.
P.S УОНИ 13 55 можно взять с собой в магазин перед покупкой инвертора для его тестирования.
Сжечь электрод нужно не отрывая дугу полностью, подключив инвертор к удлинителю 30м сечением 1,5 кв.мм. Если дуга не погаснет, а электрод не прихватит к металлу, значит сварочник качественный.
• Побольше жгите основные электроды и со временем все у вас выйдет!

Вопрос:
Я человек в сварке новый, но пытливый. Никак не могу понять, из-за чего УОНИ не рекомендуют варить на прямой полярности? В интернете, в инструкциях и видеоуроках говорится прямо – не варят. Но, вот, недавно наткнулся на видео, на котором было наглядно показано, что разницы при сварке УОНИИ 13/55 на прямой и обратной полярности нет. Качество швов одинаковое в первом и втором случае, как при визуальном осмотре не зачищенных швов, так и после зачистки болгаркой с «волосатым» кругом. Так что, как то я не верю всем этим писателям. А вопрос, собственно, следующий:
Разъясните физику процесса, пожалуйста, как обоснование невозможности варить на прямой полярности электродами УОНИ.
Ответ:
На самом деле, фраза «Сварку электродами УОНИ 13/55 проводят на токе DC обратной полярности» не придумана любителями что-нибудь эдакое «запостить» на просторах сети интернет. Это рекомендация производителей, с которой вы может ознакомиться на соответствующих сайтах или, по приобретению, прочитать на упаковочной коробке.
Что происходит с УОНИ де-факто при сварке на прямой полярности?
Исходные условия: электроды прокалены, все как положено.
Результат: Дуга гаснет на первый взгляд беспричинно. Загорается только при касании еще не отвердевшего шлака. По- другому ее зажечь невозможно.
Электрод залипает, и флюсовое покрытие плавится с трудом. Дуга гаснет от того, что стержень электрода выгорает внутри не расплавившегося покрытия на пару миллиметров.
То есть, не хватает температуры для расплавления обмазки, защита сварочной ванны отсутствует.
При сварке на обратной полярности все по-другому.
Физику процесса де-юре вам подробно растолкуют, возможно, инженеры-технологи, занятые на электродных производствах… Здесь мы изложим вкратце свое видение процесса с точки зрения теории.
Для того, чтобы понять, что мешает варить электродами УОНИ на прямой полярности, нужно знать, как влияет выбор полярности на сварочный процесс.
.При соблюдении рекомендованной производителем обратной полярности на электроде мы получаем знак «плюс», на изделии знак «минус». Но, специфика физических процессов как раз и состоит в том, что при сварке на обратной полярности на электроде образуется анодное пятно, а на изделии -катодное. Соответственно, поток электронов направлен от катода к аноду и нагревается больше электрод. Возникает температура, достаточная для протекания нормального сварочного процесса . Чего в обычных условиях не наблюдается при сварке на прямой полярности.
Использование универсальных электродов позволяет обойти эту проблему.
svarka-master.ru
Сварка электродом «УОНИ-13/55»
Сварочные электроды марки «УОНИ-13/55» используются для ручной дуговой сварки. Сварка может осуществляться во всех пространственных положениях (кроме вертикального сверху вниз) постоянным током обратной полярности. На нашем сайте имеется описание и рассмотрены технические характеристики сварочных электродов «УОНИ-13/55». Сегодня расскажем о сварке этими электродами.
Что можно сваривать электродами «УОНИ-13/55»
Сварке подлежат ответственные конструкции из углеродистых и низколегированных сталей. К металлу сварных швов этих конструкций предъявляются повышенные требования по:
- пластичности;
- ударной вязкости.
К таким сталям относятся следующие марки: 10ХСН2Д, 48КС и др. Конструкции из такой стали могут эксплуатироваться при пониженных температурах и знакопеременных нагрузках. Возможна сварка указанных выше марок со следующими: БСт3, 09Г2, 10Г2С1Д-35, 10ХСНД, МС-1, Ст3с и т. п. Сварочные электроды «УОНИ-13/55» могут использоваться для сварки поковок из дисперсионно-упрочненных и углеродистых сталей.

Сварочные электроды «УОНИ-13/55» в упаковке.
Сварка электродами «УОНИ-13/55» углеродистых и низколегированных сталей
Перед сваркой необходимо:
- зачистить кромки металла;
- прокалить сварочные электроды при температуре Т = 250…300°С в течение 1 часа.
Сварка электродами «УОНИ-13/55» должна производиться постоянным током обратной полярности. При сварке допускаются следующие пространственные положения сварочного шва: 1,2,3,4,6.
Пространственное положение сварочного шва.
При сварке электродами «УОНИ-13/55», в зависимости от диаметра электрода и пространственного положения шва, рекомендуется устанавливать величины сварочного тока (А), указанные в таблице.
| Диаметр, мм/положение швов | Нижнее | Вертикальное | Потолочное |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | — |
Сварку толстых деталей (стыки рельсов, арматуры большого диаметра и т. п.) рекомендуется производить ванным способом в нижнем положении сварочного шва.
Допускается обычная дуговая сварка металлоконструкций и стержней арматуры. Такую сварку производят во всех указанных выше пространственных положениях шва постоянным током (при обратной полярности) на короткой дуге.
Как электродами «УОНИ-13/55» сваривать нержавейку
Нержавеющая сталь имеет ряд существенных отличий от углеродистых и низколегированных сталей. Если их не учитывать, то можно не только получить некачественный сварной шов, но и нержавейку лишить её антикоррозионных свойств. Почему это может произойти? Что бы были понятны дальнейшие рассуждения, рассмотрим особенности сварки нержавеющей стали.
Особенность сварки нержавеющей стали
Сварка нержавейки является трудной задачей, зависящей от многих факторов. Вызвано это тем, что в её состав входят элементы, увеличивающие её антикоррозионные свойства (хром, молибден, никель, марганец, титан и другие). Нержавейка, благодаря этим элементам, и согласно существующей классификации, относится к классу высоколегированных сталей.
На сварку нержавейки оказывают влияние некоторые свойства, присущие высоколегированным металлам:
- низкая теплопроводность. Она у высоколегированных сталей ниже в 2 раза по сравнению с низкоуглеродистыми металлами. Вследствие этого, нержавейку сваривают при пониженной величине сварочного тока;
- коэффициент линейного расширения превосходит аналогичный параметр других металлов. Поэтому, для избежания деформаций, оставляют достаточный зазор между толстыми свариваемыми деталями;
При сварке сталей, содержащих большое количество хрома, легированные металлы теряют свои антикоррозионные свойства. Объясняется это тем, что при температуре сварки, по краям металлических зерен, образуются карбид хрома и железа. Эти соединения способствуют проникновению коррозии в структуру металла. Такой процесс называется межкристаллической коррозией. Чтобы не допустить потери коррозионной стойкости, место сварки необходимо быстро охлаждать.
Оборудование и расходный материал для осуществления сварки нержавейки электродами «УОНИ-13/55»
Сварку целесообразно производить инвертором. Осуществление её при помощи выпрямителя может не обеспечивать устойчивой сварочной дуги. Рабочее место следует оборудовать для сварки постоянным током обратной полярности. Электроды необходимо выбирать, по-возможности, меньшего диаметра (что бы меньше нагревать металл). Подготовить медные подкладки для остывания металла.

Сварка нержавейки электродом «УОНИ-13/55».
Процесс сварки нержавеющей стали сварочными электродами «УОНИ-13/55»
Перед началом сварки поверхности свариваемых деталей или их кромки зачищаются стальной щеткой и промываются растворителем (ацетоном или бензином). С их помощью убираются жир и масло, которые снижают устойчивость дуги.
Сварной стык должен быть с зазором (у нержавеющей стали большой коэффициент температурного расширения), чтобы происходила свободная усадка.
Сила тока в инверторе при сварке нержавеющей стали электродами «УОНИ-13/55» должна быть снижена на 20% (по сравнению с аналогичной сваркой низколегированных сталей, значения величин токов которой указаны в таблице). Одна из причин снижения величины электрического тока указана выше. Кроме того, снижение величины этого параметра вызвано низкой теплопроводностью покрытия электродов. Использование сильного тока может привести к перегреву и разрушению их покрытия.
Следует, также, учитывать, что электроды «УОНИ-13/55» плавятся при сварке нержавейки быстрей, нежели при обработке нелегированных сталей.
Герметичность — это главный показатель сварного шва нержавейки. Ввиду плохой теплопроводности нержавеющей стали, в сварном шве могут образовываться, вызванные вскипанием металла, раковины и поры. Чтобы этого избежать, следует во время работы меньше проплавлять шов. Перегрев влияет, как было сказано выше, и на коррозионную стойкость деталей. С целью не допущения дефектов, необходимо производить их охлаждение. Для этого используют:
- медные подкладки;
- для аустенитной стали — воду.
При выполнении всех рекомендаций можно, при помощи сварочных электродов марки «УОНИ-13/55», получить сварочный шов деталей из нержавеющей стали приемлемого качества.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Как прокаливать сварочные электроды «УОНИ-13/55»
Продолжаем серию статей, посвящённых популярному сварочному электроду «УОНИ-13/55». Начнём с обзора статей на сайте, посвящённых этому расходному материалу.
Краткий обзор сайта
На сайте помещены следующие статьи, посвящённые сварочному электроду «УОНИ-13/55»:
В них вы найдёте много интересной и полезной информации:
- технические возможности сварочных электродов «УОНИ-13/55»;
- рекомендации о том, как этими электродами правильно производить сварку, в том числе деталей из нержавеющей стали;
- подробное описание конструкции этих расходных материалов.
Рекомендуем познакомиться с указанными статьями.
Покрытия сварочных электродов
Покрытия всех сварочных электродов (химический состав обмазки электродов «УОНИ-13/55» подробно рассмотрен в указанной выше статье) очень хорошо впитывают влагу (в том числе, из воздуха). После этого оно и, следовательно, электрод, в состав которого покрытие входит, теряют работоспособность (даже при сохранении приемлемого внешнего вида):
- они перестают плавиться;
- сварочная дуга практически не горит или горит неравномерно;
- сварочный шов получается с наплавками и трещинами;
- покрытие электродов начинает разрушаться и отваливаться кусками.
Для приведения сварочных электродов в рабочее состояние, необходимо, до начала работы, из них удалить влагу. В этом случае проводится прокаливание. Вот об этом мы сегодня и расскажем, акцентировав ваше внимание на сварочных электродах «УОНИ-13/55». Начнём с условий хранения, так как от правильной организации этого процесса зависит очень многое. Неправильное хранение сварочных электродов может свести на «нет» все усилия по прокаливанию и не дать возможности выполнить качественный сварочный шов.

Контейнер для хранения электродов.
Условия хранения
Всем известным и общепринятым требованием является условие хранения сварочных электродов в специально предназначенных для этого складах. Помещения этих складов обязательно должны быть сухими, имеющими отопление в холодное время года. В них должны поддерживаться следующие условия:
- температура воздуха Т ≥ 14 °С;
- постоянная относительная влажность воздуха φ ≤ 50 %.
Эти требования поддерживаются при помощи кондиционеров. Кроме того, часто складское помещение углубляется в землю и применяется качественная гидро- и теплоизоляция. В ряде случаев, строится специальная дренажная система в окружающей почве.
Температура прокалки сварочных электродов «УОНИ-13/55»
Главное назначение прокалки сварочных электродов — уменьшение количества влаги в их обмазке. О последствиях не выполнения этой операции мы рассказали выше.
Пример условий прокалки электродов на упаковке.
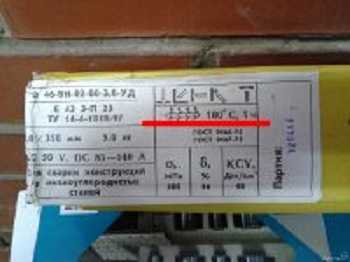
Каждая упаковка сварочных электродов («УОНИ-13/55» не являются исключением) должна быть снабжена «Инструкцией», в которой описывается режим прокаливания и технология проведения этой операции (температура, время и т. д.). Не соблюдение требований этого документа может привести к печальным последствиям. Если указанной «Инструкции» по каким-либо причинам у вас нет, то следует руководствоваться нашими рекомендациями.
Прокаливание сварочных электродов «УОНИ-13/55» следует производить непосредственно перед их использованием. Эта операция обеспечит стабильное горение сварочной дуги и, следовательно, высокое качество сварного шва. После прокаливания электроды должны быть либо использованы, либо возвращены на специализированный склад. Если время от прокаливания до начала использования сварочных электродов «УОНИ-13/55» превысило 8 часов, то их, во избежание проблем, следует прокалить повторно. Заметим, что суммарная длительность повторных прокалок сварочных электродов «УОНИ-13/55» не должна превышать четырех часов и допускается лишь трехразовое прокаливание. После выполнения указанного количества операций, они становятся непригодными к использованию. Это требование остаётся справедливым, даже если внешне покрытие осталось неизменным.
Прокалка сварочных электродов «УОНИ-13/55У» производится при температуре Т = 250…300 °С в течение одного часа. Прокаливать электроды следует в специальной печи для прокалки электродов, поместив их в специальные коробки.

Печь для прокалки электродов.
Оборудование для прокалки
На производстве для прокалки электродов применяется специальное оборудование:
- простая печь для сушки электродов. Она позволяет загружать 10…50 кг;
- электрошкаф с опцией сушки и микропроцессорным программируемым регулятором. В него можно загрузить 50…160 кг;
- термопенал — термос. В него помещается всего 5…10 кг.
В домашних условиях можно использовать электрический духовой шкаф («духовку»). При температуре Т = 180…250 °С сварочные электроды «УОНИ-13/55У» следует прокаливать в течение двух часов. Однако следует учитывать, что качество прокалки будет невысоким. При использовании бытового духового шкафа, не оснащённого вентиляционной системой, следует учитывать, что в процессе сушки его необходимо проветривать. Иначе, произойдет накопление влаги, которое вызовет повреждение покрытия сварочного электрода.
Обращаем внимание: пламенные печи для прокалки сварочных электродов «УОНИ-13/55» и других применять запрещается.
Печь для прокалки электродов ПСПЭ 20-400.
В заключение, предлагаем посмотреть видеоролик про печь для прокалки электродов «ПСПЭ-20/400».
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Электроды УОНИ
Главная страница » УОНИ
На данной странице подобраны марки электродов, начинающиеся с "УОНИ". Имейте, пожалуйста, в виду, что данное разделение на разделы сделано лишь для удобства поиска и классификации. Каждая отдельная марка, начинающаяся с символов "УОНИ", может иметь свои, отличающиеся от других марок, характеристики. Ссылки на страницы марок смотрите ниже.
Электроды УОНИ незаменимы для обеспечения качественной сваркиИз большого количества разновидностей сварочных электродов, которые призваны улучшить качество сварки, электроды УОНИ выделяются своими определенными особенностями. Все они используются для выполнения ручной дуговой сварки с использованием источника постоянного напряжения обратной полярности, при этом сварочные работы можно проводить и при низких температурах.
Электроды сварочные УОНИ выпускаются диаметром от 2-х до 5-ти мм, необходимо учитывать, что с увеличением применяемого диаметра электрода, увеличивается сила тока.
По своим характеристикам электроды УОНИ в целом достаточно схожи, и обеспечивают отличный результат. Они бывают нескольких видов:
УОНИ 13/45;УОНИ 13/55;УОНИ 13/65;УОНИ 13/85.
Некоторые особенности примененияСварочные электроды УОНИ 13/45 применяются для сваривания стали, литья и поковок, полученные при этом швы отличаются приемлемой ударной вязкостью и пластичностью. В отличие от других электродов в их состав входит никель и молибден.
Сварочные электроды УОНИ 13/55 применяются, как правило, для дуговой сварки тавровых и стыковых швов, поверхностей из высокоуглеродистых и низколегированных марок стали. Работать ими можно в любых плоскостях, за исключением направления сверху вниз при работе постоянным током обратной полярности. Эти электроды имеют основное покрытие, состоящее из марганца, кремния, серы, фосфора и углерода. Сварочный шов формируется с отличной стойкостью против образования трещин при кристаллизации и низким содержанием водорода.
Сварочные электроды УОНИ 13/65 также имеют основное покрытие и применяются для сварочных работ на конструкциях с повышенными требованиями. С данным типом электродов можно работать практически в любых положениях в пространстве при использовании постоянного тока обратной полярности. Качество сварного шва не отличается, практически, от других видов электродов УОНИ.
Сварочные электроды УОНИ 13/85 широко применяются при сварочных работах конструкций из легированных сталей повышенной и высокой прочности. Ими можно работать в любом пространственном положении.
weldelec.com
Электроды для сварки уони 13 55
Сварочные электроды УОНИ 13 55

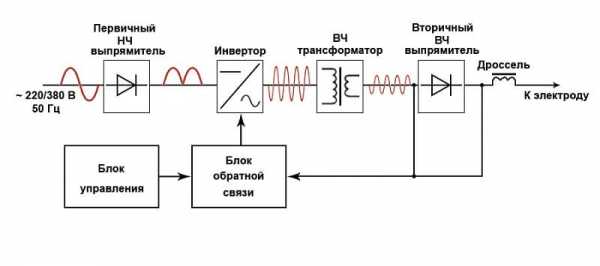
Профессиональная ручная электродуговая сварка требует применения узкоспециализированных видов электродной продукции для решения специальных задач, связанных с соединением металлов и специальных сталей. Условия возведения современных конструкций как промышленного, так и гражданского строительства требуют применения для сварки высокоэффективных и неприхотливых по своим качествам электродов. Одним из таких универсальных видов электросварочных электродов выступает марка УОНИ 13 и ее модификации, в том числе электроды УОНИ 13 55.

Сравнивая с другими, стоящими в массовом производстве электродами, марка УОНИ 13 55 обладает рядом преимуществ, имеющих большое развитие и применение в строительстве. Так, для возведения многоэтажных высотных зданий по монолитно-каркасной технологии большая роль отводится именно железобетонным конструкциям, монтируемым на арматурный каркас непосредственно на строительной площадке. И здесь не обойтись без универсального электрода, отвечающего наиболее важным запросам такого строительства:
- способность применения для конструкций из углеродистых и легированных сталей и сплавов;
- высокая механическая прочность соединительного шва;
- пластичность и вязкость металла сварного соединения;
- возможность работы с неподготовленными поверхностями;
- универсальность пространственного положения наложения шва.
Электроды УОНИ 13 55 основное назначение
Для данного типа сварочных электродов электродуговой сварки, основное применение ориентировано на соединение большинства видов сталей, в том числе и высокоуглеродистых видов и видов, содержащих незначительное количество углерода в своем составе в конструкционных и выдерживающих большие виды нагрузок.
Сварной шов, образуемый УОНИ 13 55 кроме всего прочего, имеет повышенную вязкость металла с его пластичностью, что обеспечивает отличные свойства сварного шва испытующего разные виды деформационных нагрузок.
Эти свойства швов сохраняются независимо от того в каких положениях проведено наложение соединения, верхнее, нижнее, вертикальное или наклонное, все эти положения одинаково формируют крепкое соединение.
Универсальность этой марки электрода, характеризует его как совместимого с трансформаторным сварочным переменного тока, так и с инвертором, имеющим постоянный сварочный ток. Единственной особенностью УОНИ 13 55 выступает необходимость работы в обратной полярности подключения сварочного прибора.
Особенности работ с электродами марки УОНИ 13 55
Универсальность пространственного положения наложения сварного шва для этого вида электрода достигается применением специального вида покрытия и специального состава металлического сердечника. Так, формируя слой металла, наплавляемого на поверхность соединения марка УОНИ 13 55 должна иметь максимальное содержание следующих компонентов в металле шва:

- углерод – не более чем 0,1%;
- марганец – допустимое количество не более 0,9%;
- кремниевых составляющих до 0,37%;
- максимально допустимое количество серы 0,3%;
- фосфор, не более 0,027%.
В процессе сварки сварочная ванна формируется в небольшом облаке защитного газа, это приводит к тому, что шов, формируется с очень большой пластичностью. Относительно легко поддается формированию, но при этом при остывании он обладает свойством высокой ударной вязкостью. Глубокое, однородное соединение, не содержащее раковин и трещин, имеет более длинный по времени процесс старения и образования механических и коррозионных повреждений.
Работа с электродами марки УОНИ 13 55 требует соблюдения некоторых специфических особенностей, при которых существенно повышается качество сварного соединения и удобство работы – начальный розжиг дуги проводится легко, последующие розжиги не требуют дополнительных усилий и проводятся при стабильной мощной сварочной дуге. Однако, такое удобство работы с данным видом сварочных электродов достигается прежде всего подготовкой электродов методом прокаливания. В течение 60 минут, электроды прокаливаются при температуре около 320 градусов. Такая подготовка к использованию позволяет получить инструмент готовый к работе, при этом температура непосредственно во время работы особой роли не играет, сварочная ванна формируется правильно, а металл практически не образует разбрызгивания. Прокаленные электроды в результате не образуют разнородного по составу слоя шлака, он отделяется легко, большими фрагментами.
Сфера применения
Универсальность использования и отличные качества результатов соединения позволяют применять сварочные электроды УОНИ 13 55 в местах ответственных работ, требующих надежности соединения и одновременно легкости их применения:

- сварка арматурного каркаса железобетонных изделий;
- ремонтные работы трубопроводов;
- герметизация порывов резервуаров;
- устранение трещин без сквозного дефекта металла;
- монтажные работы ответственных несущих конструкций
- наплавление слоя металла.
Расчет применения сварочных электродов этой марки, характеристики соединений которых позволяют брать в расчеты величину сопротивления на разрыв более 490 Н/мм2 делает их незаменимыми для напряженных конструктивных элементов. А ударная вязкость образуемого шва при расчетах определяется как 127,4 Дж/см2.

Во многом эффективность работы определяется соответствием сварочного тока диаметру электрода и тому, в какой плоскости будет располагаться свариваемый шов. Величина тока влияет и на другие показатели, например, на скорость наплавки металла и расходу электродов на эту операцию. Так для наплавки 1 кг соединительного шва при нормальной температуре воздуха понадобиться 1,65 кг электродов этой марки, при этом выход наплавленного металла составит около 93% от массы стержней.
Самым малым диаметром, выпускаемым промышленностью электродов УОНИ 13 55, является диаметр стержня 2 мм, далее размеры имеют следующие показатели – 2,5 мм, 3 мм,4 мм, 5 мм и 6 мм. Длина варьируется от 300 мм до 450 мм, шаг размерности составляет 50 мм.

Практическое применение электродов УОНИ 13 55 зависит от диаметра и положения сварочного шва. Для диаметров 2 — 2,5 – 3 и 4 мм применяется все три положения, а вот для 5 и 6 мм это в основном только нижнее и вертикальное положение швов.
Величина сварочного тока для работы в нижнем положении несколько выше чем для остальных видов. Так, для вертикальных и потолочных видов сварочных работ электродов данной марки применим сварочный ток от 130 до 160 ампер, а вот для нижнего положения он определяется от 160 до 190 ампер у электродов диаметром 4 мм.
svarkagid.com
Сварка электродом «УОНИ-13/55»
Сварочные электроды марки «УОНИ-13/55» используются для ручной дуговой сварки. Сварка может осуществляться во всех пространственных положениях (кроме вертикального сверху вниз) постоянным током обратной полярности. На нашем сайте имеется описание и рассмотрены технические характеристики сварочных электродов «УОНИ-13/55». Сегодня расскажем о сварке этими электродами.
Сварке подлежат ответственные конструкции из углеродистых и низколегированных сталей. К металлу сварных швов этих конструкций предъявляются повышенные требования по:
- пластичности;
- ударной вязкости.
К таким сталям относятся следующие марки: 10ХСН2Д, 48КС и др. Конструкции из такой стали могут эксплуатироваться при пониженных температурах и знакопеременных нагрузках. Возможна сварка указанных выше марок со следующими: БСт3, 09Г2, 10Г2С1Д-35, 10ХСНД, МС-1, Ст3с и т. п. Сварочные электроды «УОНИ-13/55» могут использоваться для сварки поковок из дисперсионно-упрочненных и углеродистых сталей.

Сварочные электроды «УОНИ-13/55» в упаковке.
Сварка электродами «УОНИ-13/55» углеродистых и низколегированных сталей
Перед сваркой необходимо:
- зачистить кромки металла;
- прокалить сварочные электроды при температуре Т = 250…300°С в течение 1 часа.
Сварка электродами «УОНИ-13/55» должна производиться постоянным током обратной полярности. При сварке допускаются следующие пространственные положения сварочного шва: 1,2,3,4,6.
Пространственное положение сварочного шва.
При сварке электродами «УОНИ-13/55», в зависимости от диаметра электрода и пространственного положения шва, рекомендуется устанавливать величины сварочного тока (А), указанные в таблице.
| Диаметр, мм/положение швов | Нижнее | Вертикальное | Потолочное |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | — |
Сварку толстых деталей (стыки рельсов, арматуры большого диаметра и т. п.) рекомендуется производить ванным способом в нижнем положении сварочного шва.
Допускается обычная дуговая сварка металлоконструкций и стержней арматуры. Такую сварку производят во всех указанных выше пространственных положениях шва постоянным током (при обратной полярности) на короткой дуге.
Как электродами «УОНИ-13/55» сваривать нержавейку
Нержавеющая сталь имеет ряд существенных отличий от углеродистых и низколегированных сталей. Если их не учитывать, то можно не только получить некачественный сварной шов, но и нержавейку лишить её антикоррозионных свойств. Почему это может произойти? Что бы были понятны дальнейшие рассуждения, рассмотрим особенности сварки нержавеющей стали.
Особенность сварки нержавеющей стали
Сварка нержавейки является трудной задачей, зависящей от многих факторов. Вызвано это тем, что в её состав входят элементы, увеличивающие её антикоррозионные свойства (хром, молибден, никель, марганец, титан и другие). Нержавейка, благодаря этим элементам, и согласно существующей классификации, относится к классу высоколегированных сталей.
На сварку нержавейки оказывают влияние некоторые свойства, присущие высоколегированным металлам:
- низкая теплопроводность. Она у высоколегированных сталей ниже в 2 раза по сравнению с низкоуглеродистыми металлами. Вследствие этого, нержавейку сваривают при пониженной величине сварочного тока;
- коэффициент линейного расширения превосходит аналогичный параметр других металлов. Поэтому, для избежания деформаций, оставляют достаточный зазор между толстыми свариваемыми деталями;
При сварке сталей, содержащих большое количество хрома, легированные металлы теряют свои антикоррозионные свойства. Объясняется это тем, что при температуре сварки, по краям металлических зерен, образуются карбид хрома и железа. Эти соединения способствуют проникновению коррозии в структуру металла. Такой процесс называется межкристаллической коррозией. Чтобы не допустить потери коррозионной стойкости, место сварки необходимо быстро охлаждать.
Оборудование и расходный материал для осуществления сварки нержавейки электродами «УОНИ-13/55»
Сварку целесообразно производить инвертором. Осуществление её при помощи выпрямителя может не обеспечивать устойчивой сварочной дуги. Рабочее место следует оборудовать для сварки постоянным током обратной полярности. Электроды необходимо выбирать, по-возможности, меньшего диаметра (что бы меньше нагревать металл). Подготовить медные подкладки для остывания металла.

Сварка нержавейки электродом «УОНИ-13/55».
Процесс сварки нержавеющей стали сварочными электродами «УОНИ-13/55»
Перед началом сварки поверхности свариваемых деталей или их кромки зачищаются стальной щеткой и промываются растворителем (ацетоном или бензином). С их помощью убираются жир и масло, которые снижают устойчивость дуги.
Сварной стык должен быть с зазором (у нержавеющей стали большой коэффициент температурного расширения), чтобы происходила свободная усадка.
Сила тока в инверторе при сварке нержавеющей стали электродами «УОНИ-13/55» должна быть снижена на 20% (по сравнению с аналогичной сваркой низколегированных сталей, значения величин токов которой указаны в таблице). Одна из причин снижения величины электрического тока указана выше. Кроме того, снижение величины этого параметра вызвано низкой теплопроводностью покрытия электродов. Использование сильного тока может привести к перегреву и разрушению их покрытия.
Следует, также, учитывать, что электроды «УОНИ-13/55» плавятся при сварке нержавейки быстрей, нежели при обработке нелегированных сталей.
Герметичность — это главный показатель сварного шва нержавейки. Ввиду плохой теплопроводности нержавеющей стали, в сварном шве могут образовываться, вызванные вскипанием металла, раковины и поры. Чтобы этого избежать, следует во время работы меньше проплавлять шов. Перегрев влияет, как было сказано выше, и на коррозионную стойкость деталей. С целью не допущения дефектов, необходимо производить их охлаждение. Для этого используют:
- медные подкладки;
- для аустенитной стали — воду.
При выполнении всех рекомендаций можно, при помощи сварочных электродов марки «УОНИ-13/55», получить сварочный шов деталей из нержавеющей стали приемлемого качества.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Характеристики электродов УОНИ 13/55
Электроды УОНИ 13 55 — одни из наиболее распространенных и часто используемых расходников при сварочных работах. С их помощью можно варить различные марки углеродистых и малолегированных сталей, создавая качественные и прочные соединения.
Но какие характеристики имеют электроды с этой маркировкой и как ими пользоваться? Об этом далее в нашей статье.
Оглавление
- 1 Общие характеристики
- 2 Расшифровки маркирования
- 3 Использование
Общие характеристики
Электроды УОНИ 13/55 имеют следующие технические характеристики. Относятся к классу покрытых плавящихся расходных материалов. Их принцип работы построен на расплавлении металла заготовок и самого стержня, что позволяет соединять заготовки.
Состоят такие расходники из стержня, в состав которого входят различные легирующие элементы (никель, магний, хром и прочие), а также обмазки, покрывающей его.
Обмазка на стержне служит как дополнительная присадка и обеспечивает сварочную ванну необходимой защитой от атмосферного воздуха.
Воздух, как известно, состоит из кислорода и других газов. Попадая в сварочную ванну, он вступает в реакцию с расплавом. Результатом таких реакций становиться образование окислов, шов будет более подверженным коррозии и быстрому разрушению.
Аббревиатура УОНИ 13 означает, что это универсальная обмазка научного исследовательского института под номером 13.
Покрытие таких электродов основное, подходит для сварки стали с низким процентным составом легирующих элементов, а также для углеродистой стали. Эти расходники используют при создании важных ответственных и несущих конструкций.
Расход на 1 килограмм наплавленного металла составляет 1,7 кг. При плавке материал стержней умеренно текучий. Их можно использовать в сваривании при температурах от ˗60 до + 40 градусов.
Расшифровки маркирования
При покупке можно по обозначениям на упаковке понять, что за расходники Вам предлагают и какими свойствами они обладают.
Электроды УОНИ 13 55 расшифровывают так. К примеру, что значит обозначение Э50А-УОНИ-13/55-4,0-УД?
Буква «Э» — сокращение того, что перед вами электрод для использования с оборудованием ручной дуговой сварки. Цифры, идущие после нее, указывают на пределы прочности полученного соединения при растяжении.
Сокращение в виде буквы «А» характеризует шов как более пластичный и стойкий к ударным нагрузкам.
Диаметр (номер) электрода указывают после цифр 13/55. То есть значение 4,0 указывает на наличие четвертого номера.
Буква «У» определяет возможные применения данной марки электродов — для углеродистой стали. В зависимости от назначения могут быть и такие марки, как
Л — для стали с легированными элементами.
Т — использовать при сварке сталей с термостойкими свойствами.
В — электроды для сварочных работ по высоколегированным маркам стали.
Н — Использовать для наплавки при ремонтных работах.
Последняя буква «Д» в сокращении означает соотношение покрытия и диаметра стержня. Д — это толстый слой обмазки, Тонкое покрытие маркируют литерой «М», среднее — «С», а очень толстую обмазку — «Г».
Есть и другие сокращения по международной классификации, описывающие физические свойства полученных швов.
Различные стержни по номерам отличаются и по длине. Чем больший диаметр, тем длиннее сам электрод. При толщине в 2 миллиметра — это 300 мм, а четверка или пятерка имеют стержень в 450 мм.
Преимущество расходников под маркировкой УОНИ 13/55 — в возможности применять для наложения всех типов швов: горизонтальных, вертикальных и потолочных.
Какие особенности использования в сварочных работах такого типа расходников и в какие режимы сварочного оборудования подходят?
Использование
Технологические особенности по использованию отличаются от других типов сварочных расходных материалов.
Основное покрытие стержня подразумевает настройку режима постоянного тока с обратной полярностью (минус на кабель держателя, плюс на массу).
Используя электроды УОНИ их желательно предварительно прокалить в индукционной печи с температурой в 250-300 градусов.
Кромки заготовок и поверхности перед сварочным процессом нужно хорошо подготовить и очистить от любых видов загрязнений (коррозии, окалины или машинного масла).
Стыки рельсов или арматуры нужно варить в горизонтальном положении. Однако, при невозможности такого расположения, допускается соединение в любом расположении шва (вертикальном или потолочном).
Для получения качественного соединения и во избежании не проваренных областей в теле шва, нужно выставить соответствующую силу тока. В таблице приведены основные показатели силы тока, которые желательно выставить в зависимости от пространственного положения швов.
А что Вы можете добавить к материалу этой статьи? Поделитесь своим опытом применения сварочных расходников УОНИ в домашней мастерской, насколько они эффективны? Оставьте свои комментарии в блоке обсуждения. В строительстве и в домашней мастерской такие электроды отлично подойдут для создания различных типов соединений. Однако в бытовых условиях несколько затрудняется использование расходников УОНИ 13/55, так как очень сложно организовать их прокаливание при нужных температурах. В других случаях их использование незаменимо, сварные швы получаются высокого качества, их можно наложить при ремонте резервуаров, различных герметичных емкостей или трубопроводов.
wikimetall.ru
Электроды УОНИ 13/55: технические характеристики и технология их использования
Сварочные работы часто приходится выполнять не только на каких-то предприятиях, но зачастую домашние мастера также берутся за это сложное дело. Но степень сложности сварки складывается из многих критериев, например, модель сварочного аппарата, которым пользуется домашний умелец.
 Но зная, что электрические сети очень часто работают нестабильно, то, соответственно, без инвертора при сварке никак не обойтись. Но работа такого сварочного аппарата невозможна, если не использовать электроды. Реализуются они как упаковками, так и поштучно. А вот состав их катодов стоит выбирать, опираясь на то, какую сталь вы собрались соединять.
Но зная, что электрические сети очень часто работают нестабильно, то, соответственно, без инвертора при сварке никак не обойтись. Но работа такого сварочного аппарата невозможна, если не использовать электроды. Реализуются они как упаковками, так и поштучно. А вот состав их катодов стоит выбирать, опираясь на то, какую сталь вы собрались соединять.
Как правильно выбрать электроды для сварки?
Для качественной работы сварочного аппарата необходимы электроды, которые производятся не только за рубежом. Сейчас на прилавках строительных магазинов имеется широкий выбор сварочных материалов отечественного производства.
Приобретая электроды, следует учитывать следующие их свойства:
-
 Состав покрытия.
Состав покрытия. - Расход.
- Коэффициент наплавки.
Катод играет важную роль в электроде, но существует и много других качеств, которые стоит учитывать. Так, при его покупке учитываются следующие факторы:
- Свойства.
- Диаметр соединяемого шва.
- Глубина проплавления.
Отправляясь в строительный магазин за электродами, стоит уже иметь представления о том, каково будет его назначение, то есть какие стали он должен соединять.
Основные марки
 Сварочный аппарат никак не может обойтись без электродов, но строительный мир настолько многообразен и разнообразен, что, порой, домашний умелец просто теряется в том, что же ему все-таки следует выбрать из всего перечня, который ему предлагается.
Сварочный аппарат никак не может обойтись без электродов, но строительный мир настолько многообразен и разнообразен, что, порой, домашний умелец просто теряется в том, что же ему все-таки следует выбрать из всего перечня, который ему предлагается.
Но хотелось бы обратить внимание на несколько марок, которые считаются лучшими среди всех. Прежде всего, это электроды марки УОНИ, которые уже давно доказали свое качество и о характеристиках которого будет рассказано чуть позже.
Второй тип электрода – МР3. Эта марка на сегодняшний день является очень распространенной. Ее чаще всего используют для того, чтобы осуществлять сварочные работы не самых ответственных конструкций, которые выполнены их углеродных сталей, а также они могут быть и низколегированные.
Основное преимущества данного электрода заключается в том, что электрическая дуга непрерывно горит, а, таким образом, идет равномерный провар соединяемого металла, а следовательно, и такая прочность всей работы. Для работы с такой маркой можно использовать как переменный, так и постоянный ток.
 Еще одна распространенная марка электродов – это ОК 46. Они непросто хороши для процесса сварки, но еще и обладают таким покрытием, как рутиловое. Поэтому и сварочный шов получается прочным и надежным, ведь он даже позволяет делать повторный розжиг самой электрической дуги. Но вот не каждую сварочную операцию можно выполнять с этим катодом, так как это лучше подходит для, например, прихватки металла или же для создания корневого шва.
Еще одна распространенная марка электродов – это ОК 46. Они непросто хороши для процесса сварки, но еще и обладают таким покрытием, как рутиловое. Поэтому и сварочный шов получается прочным и надежным, ведь он даже позволяет делать повторный розжиг самой электрической дуги. Но вот не каждую сварочную операцию можно выполнять с этим катодом, так как это лучше подходит для, например, прихватки металла или же для создания корневого шва.
Технические характеристики УОНИ 13/55
На сегодняшний день существует огромное множество марок электродов. Среди всех большей популярностью и своей работоспособностью отличаются электроды отечественного производства УОНИ. Данная аббревиатура обозначает — универсальная обмазка научно-исследовательского института.
Итак, марка УОНИ предназначена для того, чтобы осуществлять любые сварочные работы с конструкциями из металла качественно и поддерживая высокий уровень пластичности. Такие электроды можно использовать даже в самых суровых климатических условиях, где чаще всего произведение нормальных сварочных работ невозможно.
УОНИ уже много раз использовались при сварке самых серьезных конструкций и даже прошли первоначально ряд обязательных испытаний, доказав, что именно они помогают получить такой шов при сварке, который и пластичен, и имеет необходимую ударную вязкость.
Остановимся еще раз подробнее на том, каковы же все-таки технические параметры электрода УОНИ. У него основное покрытие и это играет важную роль. Коэффициентом наплавки является 3,5 г/А ч. Его расход невелик, так известно, что электродв УОНИ расходуются примерно один на килограмм того металла, который наплавлен, то есть получается в цифрах приблизительно 1,7 кг.
Существуют у таких электродов и свои преимущества перед остальными. Прежде всего шов получается очень качественным. Свойства этих швов таково, что на них не образуются даже кристаллические трещины, а также в них содержится довольно низкое содержание углерода.
Самым лучшим вариантом при работе с электродом является использование сварки на короткой дуге, где используется метод опирания. Он просто идеально подойдет даже для тех мест, где есть проблемы с энергоснабжением и оно не бывает стабильным.
Технология использования электродов УОНИ 13/55
Известно, что есть некоторые особенности в технологии использования данного электрода. Так, его стержнем является проволока из стали. Вторая особенность заключается в том, что изделие покрывается смесью, в состав которого входят карбонат и фтористые соединения. Они влияют на качество шва, а также на то, какие примеси будут в нем содержаться.
Электрод УОНИ 13/55 выполняет швы настолько качественно и надежно, что к ним нет никаких претензий. Так практически невозможно найти какие-либо неровности или задиры, или даже какое-либо вздутие, или трещины на поверхности.
Так как в самом покрытии электродов нет никаких включений из органики, то это позволяет их прокаливать до температуры выше трехсот градусов, но не более 450. Такое их свойство позволяет говорить о том, что они легко переносят влагу.
- Автор: Александр Романович Чернышов
stanok.guru
www.samsvar.ru
Сварочные электроды УОНИ 13 55

Профессиональная ручная электродуговая сварка требует применения узкоспециализированных видов электродной продукции для решения специальных задач, связанных с соединением металлов и специальных сталей. Условия возведения современных конструкций как промышленного, так и гражданского строительства требуют применения для сварки высокоэффективных и неприхотливых по своим качествам электродов. Одним из таких универсальных видов электросварочных электродов выступает марка УОНИ 13 и ее модификации, в том числе электроды УОНИ 13 55.

Сравнивая с другими, стоящими в массовом производстве электродами, марка УОНИ 13 55 обладает рядом преимуществ, имеющих большое развитие и применение в строительстве. Так, для возведения многоэтажных высотных зданий по монолитно-каркасной технологии большая роль отводится именно железобетонным конструкциям, монтируемым на арматурный каркас непосредственно на строительной площадке. И здесь не обойтись без универсального электрода, отвечающего наиболее важным запросам такого строительства:
- способность применения для конструкций из углеродистых и легированных сталей и сплавов;
- высокая механическая прочность соединительного шва;
- пластичность и вязкость металла сварного соединения;
- возможность работы с неподготовленными поверхностями;
- универсальность пространственного положения наложения шва.
Электроды УОНИ 13 55 основное назначение
Для данного типа сварочных электродов электродуговой сварки, основное применение ориентировано на соединение большинства видов сталей, в том числе и высокоуглеродистых видов и видов, содержащих незначительное количество углерода в своем составе в конструкционных и выдерживающих большие виды нагрузок.
Сварной шов, образуемый УОНИ 13 55 кроме всего прочего, имеет повышенную вязкость металла с его пластичностью, что обеспечивает отличные свойства сварного шва испытующего разные виды деформационных нагрузок.
Эти свойства швов сохраняются независимо от того в каких положениях проведено наложение соединения, верхнее, нижнее, вертикальное или наклонное, все эти положения одинаково формируют крепкое соединение.
Универсальность этой марки электрода, характеризует его как совместимого с трансформаторным сварочным переменного тока, так и с инвертором, имеющим постоянный сварочный ток. Единственной особенностью УОНИ 13 55 выступает необходимость работы в обратной полярности подключения сварочного прибора.
Особенности работ с электродами марки УОНИ 13 55
Универсальность пространственного положения наложения сварного шва для этого вида электрода достигается применением специального вида покрытия и специального состава металлического сердечника. Так, формируя слой металла, наплавляемого на поверхность соединения марка УОНИ 13 55 должна иметь максимальное содержание следующих компонентов в металле шва:

- углерод – не более чем 0,1%;
- марганец – допустимое количество не более 0,9%;
- кремниевых составляющих до 0,37%;
- максимально допустимое количество серы 0,3%;
- фосфор, не более 0,027%.
В процессе сварки сварочная ванна формируется в небольшом облаке защитного газа, это приводит к тому, что шов, формируется с очень большой пластичностью. Относительно легко поддается формированию, но при этом при остывании он обладает свойством высокой ударной вязкостью. Глубокое, однородное соединение, не содержащее раковин и трещин, имеет более длинный по времени процесс старения и образования механических и коррозионных повреждений.
Работа с электродами марки УОНИ 13 55 требует соблюдения некоторых специфических особенностей, при которых существенно повышается качество сварного соединения и удобство работы – начальный розжиг дуги проводится легко, последующие розжиги не требуют дополнительных усилий и проводятся при стабильной мощной сварочной дуге. Однако, такое удобство работы с данным видом сварочных электродов достигается прежде всего подготовкой электродов методом прокаливания. В течение 60 минут, электроды прокаливаются при температуре около 320 градусов. Такая подготовка к использованию позволяет получить инструмент готовый к работе, при этом температура непосредственно во время работы особой роли не играет, сварочная ванна формируется правильно, а металл практически не образует разбрызгивания. Прокаленные электроды в результате не образуют разнородного по составу слоя шлака, он отделяется легко, большими фрагментами.
Сфера применения
Универсальность использования и отличные качества результатов соединения позволяют применять сварочные электроды УОНИ 13 55 в местах ответственных работ, требующих надежности соединения и одновременно легкости их применения:

- сварка арматурного каркаса железобетонных изделий;
- ремонтные работы трубопроводов;
- герметизация порывов резервуаров;
- устранение трещин без сквозного дефекта металла;
- монтажные работы ответственных несущих конструкций
- наплавление слоя металла.
Расчет применения сварочных электродов этой марки, характеристики соединений которых позволяют брать в расчеты величину сопротивления на разрыв более 490 Н/мм2 делает их незаменимыми для напряженных конструктивных элементов. А ударная вязкость образуемого шва при расчетах определяется как 127,4 Дж/см2.

Во многом эффективность работы определяется соответствием сварочного тока диаметру электрода и тому, в какой плоскости будет располагаться свариваемый шов. Величина тока влияет и на другие показатели, например, на скорость наплавки металла и расходу электродов на эту операцию. Так для наплавки 1 кг соединительного шва при нормальной температуре воздуха понадобиться 1,65 кг электродов этой марки, при этом выход наплавленного металла составит около 93% от массы стержней.
Самым малым диаметром, выпускаемым промышленностью электродов УОНИ 13 55, является диаметр стержня 2 мм, далее размеры имеют следующие показатели – 2,5 мм, 3 мм,4 мм, 5 мм и 6 мм. Длина варьируется от 300 мм до 450 мм, шаг размерности составляет 50 мм.

Практическое применение электродов УОНИ 13 55 зависит от диаметра и положения сварочного шва. Для диаметров 2 — 2,5 – 3 и 4 мм применяется все три положения, а вот для 5 и 6 мм это в основном только нижнее и вертикальное положение швов.
Величина сварочного тока для работы в нижнем положении несколько выше чем для остальных видов. Так, для вертикальных и потолочных видов сварочных работ электродов данной марки применим сварочный ток от 130 до 160 ампер, а вот для нижнего положения он определяется от 160 до 190 ампер у электродов диаметром 4 мм.
svarkagid.com
Видео сварка электродами уони
Новости
Где купить объектив на телефонМногие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях. Вероятно, многие профессиональные фотографы бы с этим
Растения животные птицы в Ставрополе, продажа растения животные птицы в Ставрополе, продам или куплю растения животные птицы на stavropol.avizinfo.ru - Бесплатные объявления Ставрополь Страница номер 6-1 пропала собака такса пропала такса , кобель, коричневый, район улицы дзержинского.просим вернуть, вознаграждение гарантируем. тел.90-90-58, 89283041649.очень скучаем. -- саженцы туи, тисса вРемонт в Ставрополе, предлагаю ремонт в Ставрополе, предлагаю услуги или ищу ремонт на stavropol.avizinfo.ru - Бесплатные объявления Ставрополь Демонтаж / Грузчики / Вывоз Мусора Демонтируем баню, сарай, старый дом и другие ветхие сооружения Демонтируем своей техникой, инструментами бревенчатые, брусовые дома с вывозом мусора. Снятие ... -- РемонтСтатьи - Надувные лодки Стрим Надувные лодки Стрим производятся в Санкт-Петербурге из высококачественного ПВХ, с использованием фурнитуры известных мировых производителей. Все лодки прошли необходимые испытания и имеют сертификаты.Керамічна плитка Якщо ви вирішили зробити ремонт дому або квартири , у вас є декілька варіантів якими матеріалами це зробити . Але ось декілька речей які відрізняють від інших матеріалів керамічну плитку . КерамічнаКпд 400 Благодаря стремительному развитию технического прогресса в строительстве, специализированный рынок материалов сегодня предлагает множество удобных в реализации, недорогих и надежных решений, которыеЭтикетировочное оборудование: машины и автоматы Удивительно- как много надо всяких мелочей при открытии своего предприятия. Если Вы производите соки, воду или что-то похожее - Вам нужны этикетки и способ их крепления. Есть и такая площадка, где представленаВальцовка металла Уже на протяжении нескольких десятков лет, для придания металлическому, резиновому или пластмассовому изделию цилиндрической формы применяется технология вальцовки. Заключается она в том, что с помощьюТумбы инструментальные Тумбочка своими руками довольно часто изготавливается, но это понятие является весьма многообразным. В качестве данного предмета мебели может выступить изделие, которое будет стоять у кровати, другойПечать на баннере Печать на баннере – так чаще всего называют услугу по широкоформатной или интерьерной печати на баннерной ткани. В готовом виде баннер является одним из видов не световых рекламных вывесок, изготовленныхk-svarka.com