Самодельный профилегиб – как сделать полезное приспособление своими руками? Профиль гиб своими руками чертежи
Профилегиб своими руками: чертежи, размеры, (35 фото)

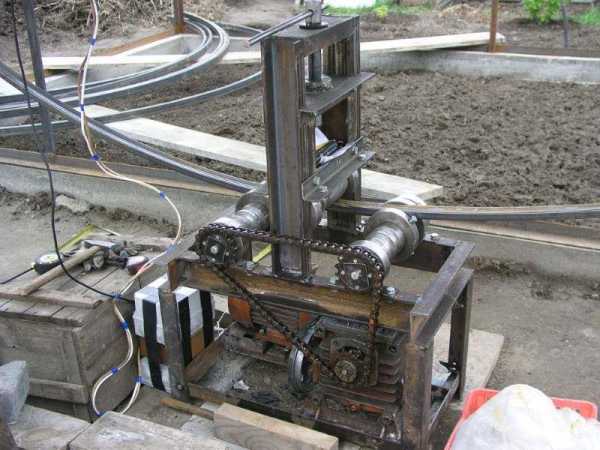
Самодельный станок для изгибания стальных профилей, профилегиб своими руками: чертежи и размеры приспособления.
Станок имеет конструкцию сделанную из швеллера и профтурбы с катком на шарнире и гидравлическим домкратом.








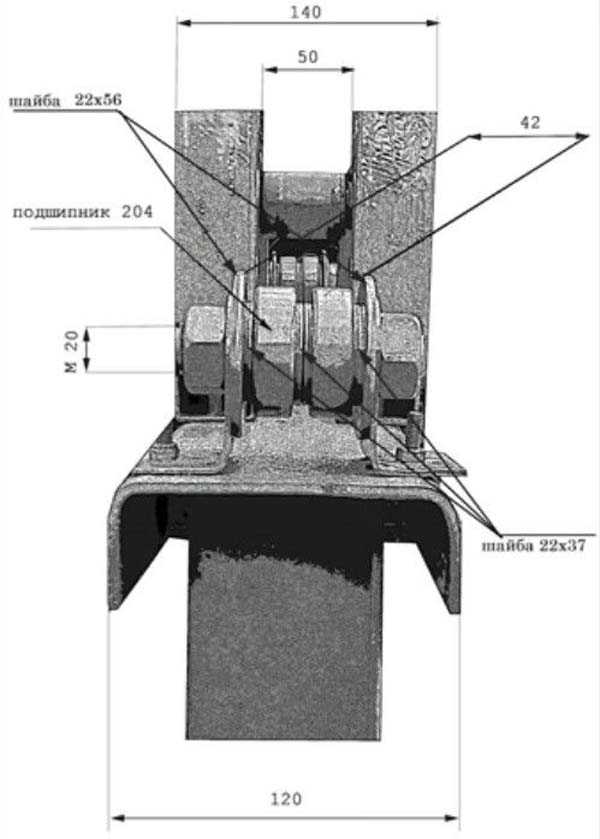
Внешнее кольцо подшипника в данной конструкции является прижимной поверхностью.
На фото показан протяжной вал, он выточен у токаря.

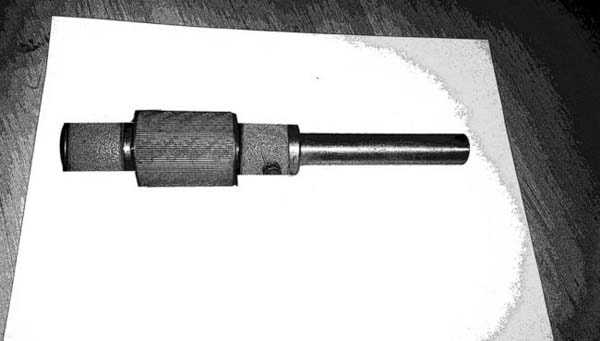
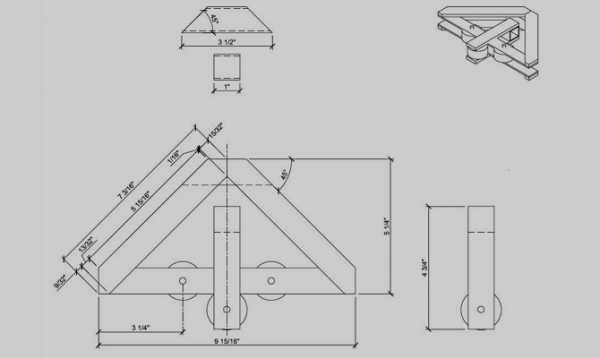
Размеры притяжного вала.
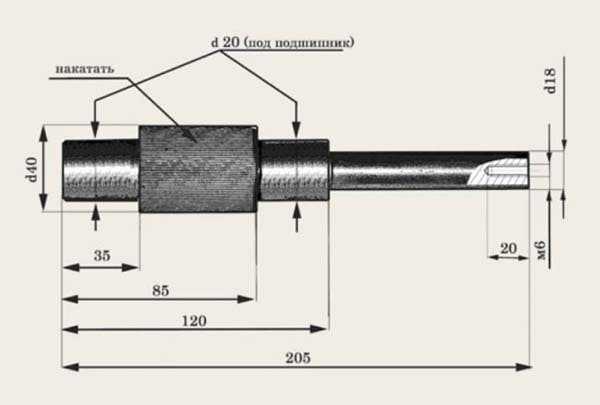

Понадобились четыре подшипника 204.


Использован гидравлический домкрат, метизы и крепежи, а также шпилька М20, шайбы 22 х 37 и 22 х 56 мм.



В этой конструкции шайбы выполняют функцию бортиков-ограничителей, при этом можно обойтись без боковых упоров.


При этом сохраняется возможность изменять геометрию прижимных роликов для различных профилей, для этого можно набрать несколько шайб.

Все готовые сваренные части станка соединяются между собой без сварки, с помощью болтов.


Процесс выгибания профиля довольно прост, с каждым проходом нужно немного поднять домкратом часть станка.








На фото: размеры станка профилегиба.
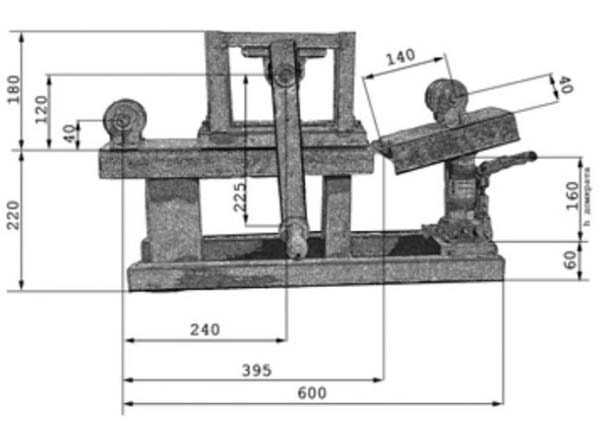

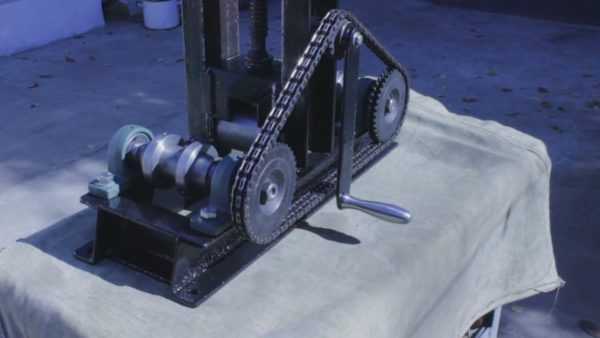
Вот такой станок профилегиб изготовил умелец своими руками.
 Автор самоделки: Evgenich.
Автор самоделки: Evgenich.
Популярные самоделки из этой рубрики
Отрезной станок своими руками...
Съемник тормозных барабанов самодельный...
Сверлильный станок из дрели...
Самодельный сверлильный станок из дрели...
Самодельная бетономешалка
Ямобур своими руками
Самодельный универсальный ключ для болгарки и дрел...
Самодельный домкрат своими руками...
Сверлильный станок из дрели своими руками...
Самодельный шлифовальный станок из двигателя от ст...
Отрезной станок из болгарки...
Бетономешалка самодельная: фото и описание констру...
sam-stroitel.com
Делаем профилегиб станок своими руками
Профилегибочный станок. Для чего он нужен?

Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).
Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа. Кстати, прокатывание заготовки позволяет без предварительного нагрева получить изделие сложной конфигурации, причём изгибы можно сделать под углом от 1° до 360° в произвольных плоскостях.

Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки

Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы

Электрический профилегиб с винтовой передачей. Недорого и функционально
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки

Ручной профилегиб. Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.
Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов

Конструкция простейшего профилегиба прокатного типа
Основными элементами профилегибочного станка являются валы, закреплённые на прочной металлической станине. При этом пара прокатных валиков отвечает за продольное перемещение заготовки, а подвижный ролик обеспечивает нажатие на деталь. В зависимости от конструкции агрегата, усилие прижима регулируют в широких пределах при помощи винтовой пары, домкрата или гидравлического механизма. Прокатные валики приводятся в действие при помощи электродвигателя или вручную. Последний вариант применяется на небольших приспособлениях и чаще всего повторяется умельцами в домашних условиях.
Кроме этого, существуют и другие конструкции профилегибов:
- агрегаты с левым подвижным роликом используют для получения спиралей. Чаще всего такие станки оснащаются ЧПУ и позволяют сгибать детали, точно контролируя градиент гибки;
- станки с подвижными нижними валами сгибают габаритные заготовки, поэтому оснащаются гидравлическим приводом. Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
- модели, в которых все ролики являются подвижными, представляют собой элиту профилегибочного оборудования и могут работать с деталями любой конфигурации и толщины.
Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.
Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать. Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
- уголки или профильные трубы для изготовления корпуса станка;
- швеллеры или металлопрофиль крупного сечения для основания станины;
- заготовки для изготовления валов и ролика;
- цепь;
- натяжитель цепи;
- приводные звёздочки;
- корпуса подшипников;
- подшипники;
- гидравлический домкрат или винтовая передача;
- ручка приводного вала;
- пружины — при использовании домкрата;
- болты и гайки.

Большинство деталей для изготовления самодельного профилегиба найдётся в каждом гараже
Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.

Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) — из старой сельхозтехники.
Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
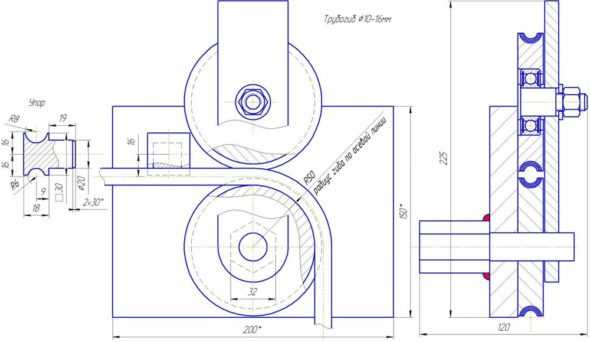
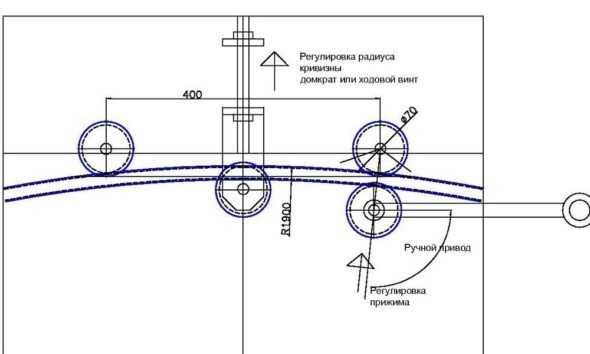
Чертёж трубогиба с радиальным воздействием на заготовку
Одна из конструкций позволяет выполнять радиальное сгибание прямоугольных профильных труб благодаря использованию двух роликов, один из которых является подвижным, а другой — опорным (направляющим). Деформация заготовки по нужному радиусу осуществляется нажатием и перемещением рабочего ролика вокруг направляющего. Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.

Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.

Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
- чтобы при сгибании габаритных заготовок профилегиб не опрокидывался, его станину делают устойчивой и массивной. Лучшим материалом для изготовления можно считать швеллер или двутавровую балку;
- вальцы станка должны иметь низкую шероховатость и повышенную твёрдость. Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;
- конструкция корпуса должна обеспечивать изменение расстояния между осями приводных валов. Увеличенная дистанция позволит прокатывать заготовки с большим поперечным сечением, тогда при уменьшении межосевого расстояния можно будет получать изгибы малого радиуса;
- рычаг привода должен обеспечивать лёгкость вращения при работе, поэтому его не следует делать слишком коротким.
Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся — подвижные элементы конструкции крепятся именно таким способом.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
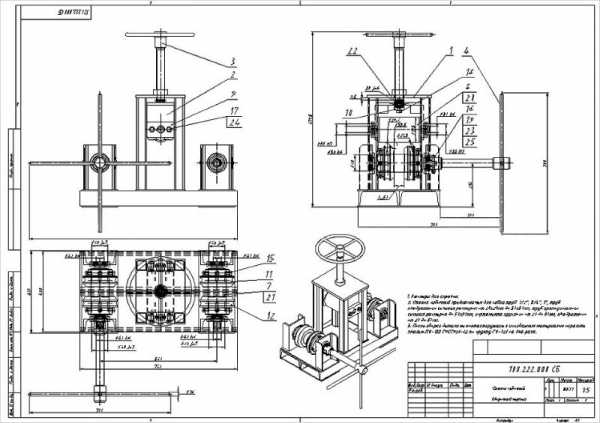
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
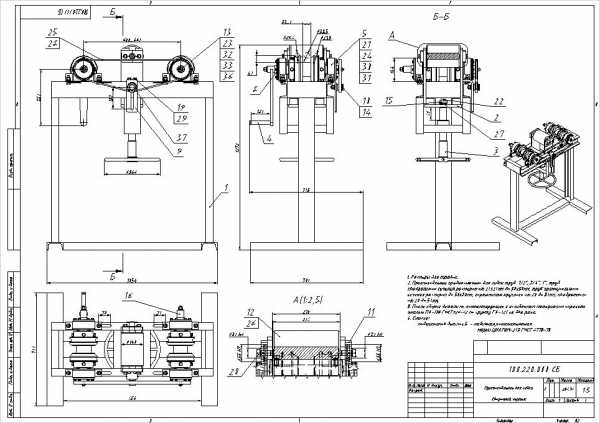
Чертёж профилегиба
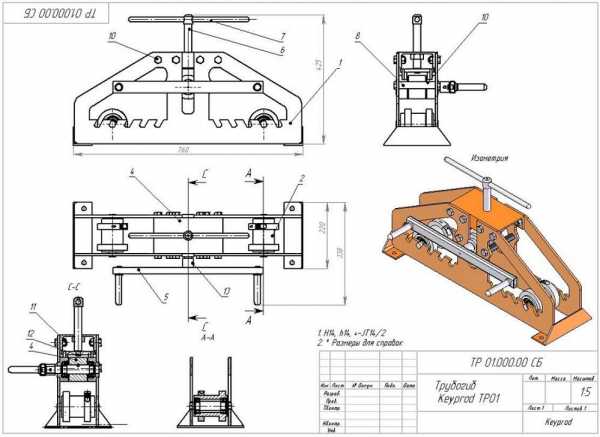
Чертёж профилегиба
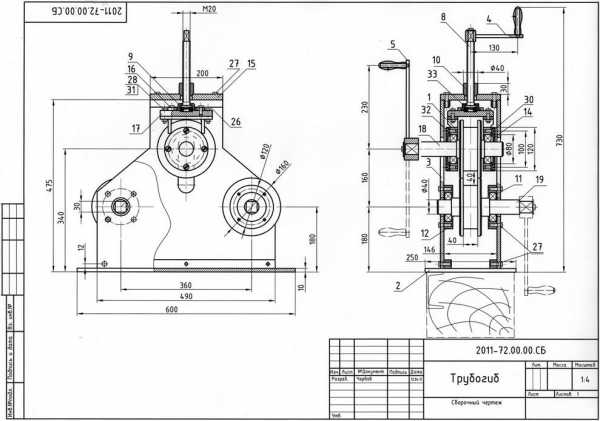
Чертёж профилегиба
Инструкция по сборке
- Изготовление приводных (опорных) валов и ролика. Эту работу лучше доверить токарю, после чего детали необходимо закалить.

Изготовление валов и опорных колец придётся доверить токарю
Можно изготовить цилиндрические валики без проточек под профильные трубы. В таком случае на каждый вал изготавливают по два ограничительных кольца. Такие цилиндрические насадки устанавливают с учётом ширины заготовки и фиксируют при помощи болтов.
- Подшипники устанавливают в обоймы. Если нет возможности использовать заводские детали, то их можно также выточить на токарном станке.

Опоры валов с установленными подшипниками
- На валы примеряют звёздочки и определяют расположение шпоночных канавок. Пазы под шпонку можно нарезать при помощи дрели и напильника или дремеля.

Шпоночный паз можно сделать дрелью
- В ограничительных насадках сверлят отверстия и нарезают резьбу под зажимные болты.

Резьба для фиксации ограничительных колец
- Изготавливают площадку для установки прижимного ролика. Для этого берут толстую металлическую пластину или швеллер, в котором сверлят по две пары отверстий для крепления обойм с подшипниками. Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.

Опорная площадка верхнего ролика
- Прикручивают прижимной вал и приваривают к площадке проушины из гаек М8 для крепления пружин.
- При помощи сварочного оборудования изготавливают опорные ноги и станину. Особое внимание следует уделить той части корпуса, в которой будет находиться опорная площадка верхнего ролика. Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.

Станина с установленной площадкой верхнего ролика
- Площадку с установленным роликом подвешивают на пружинах к верхней поперечине станины.

Пружины дадут возможность приводить домкрат в начальное положение
- В опорной раме сверлят ряд отверстий, которые будут обеспечивать переменное расстояние между валами. Важно точно выдерживать расстояния, поскольку при смещении подшипниковых узлов перпендикулярность установки будет нарушена, вследствие чего заготовку будет зажимать в процессе прокатки.
- Устанавливают опорные валы. Монтируют ведомую и ведущую звёздочки и приводную цепь.

Монтаж приводных валов и звёздочек
- В опорной раме станины прорезают паз под натяжной ролик. Натяжитель устанавливают на станок и устраняют провисание цепи.

Натяжитель позволит избежать провисания цепи
- Из стального прутка диаметром 20 мм изготавливают ручку привода станка. На ту её часть, за которую держат рукой, монтируют отрезок металлической трубки, смещение которой ограничивают большой шайбой, приваренной к торцу ручки.

Правильно изготовленная ручка не будет натирать руки
- На верхнюю площадку устанавливают домкрат и фиксируют его при помощи болтов и гаек.

Установка домкрата — финальная стадия работы
- Проводят испытания станка на отрезке профильной трубы. Для этого заготовку укладывают на нижние валы и прижимают к ним при помощи домкрата. Вращением ручки устройство приводят в действие. Пробуют различное усилие прижатия и его влияние на радиус закругления детали.
После того как профилегибочный станок будет испробован, его следует очистить от ржавчины, обработать антикоррозионным составом и покрасить. Тем самым вы сможете защитить металл от влаги, а приспособление получит законченный, эстетичный вид.

После окрашивания станок приобретает законченный вид
Видео: самодельный профилегиб в действии
Изготовленный по нашей инструкции профилегибочный станок способен выполнять те же функции, что и промышленное оборудование. С той минуты, когда вы запустите аппарат, сгибание профильных труб при помощи физической силы и кустарных способов останется в прошлом. Скорость и качество изготовления металлоконструкций отныне переходит на новую ступень. Это тот уровень, при котором ваши изделия будет невозможно отличить от заводской продукции, та степень мастерства, когда построенные сооружения станут невольными свидетелями вашего умения и трудолюбия.
Благодаря разносторонним увлечениям пишу на разные темы, но самые любимые - техника, технологии и строительство. Возможно потому, что знаю множество нюансов в этих областях не только теоретически, вследствие учебы в техническом университете и аспирантуре, но и с практической стороны, так как стараюсь все делать своими руками. Оцените статью: Поделитесь с друзьями!postroika.biz
Как своими руками по чертежу с размерами сделать ручной профилегиб
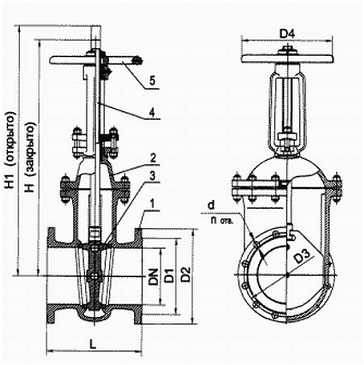
 Для равномерной гибки металлического проката с различным профилем сечения применяют профилегиб – станок с устройством из комплекта вальцов. От обычного трубогиба профилегибочный станок отличает возможность делать арочные заготовки из фасонного погонажа металлических профилей, например, тавра, двутавра, швеллера, уголка и других форм. Помимо этого, торцевая поверхность прижимающих вальцов отличается характерным сечением, которое применяется только для определенного вида проката.
Для равномерной гибки металлического проката с различным профилем сечения применяют профилегиб – станок с устройством из комплекта вальцов. От обычного трубогиба профилегибочный станок отличает возможность делать арочные заготовки из фасонного погонажа металлических профилей, например, тавра, двутавра, швеллера, уголка и других форм. Помимо этого, торцевая поверхность прижимающих вальцов отличается характерным сечением, которое применяется только для определенного вида проката.
Типы профилегибов
По способу осуществления прижима вальцов различают профилегибы:
- гидравлические станки;
- простые ручные приспособления.
По типу передвижения металлического профиля на вальцы профилегиба применяют:
- ручную подачу;
- подачу с электрическим приводом.
Гидравлический прижим обеспечивает прочное закрепление, что дает возможность изгибать профиль значительной толщины. В качестве примера можно привести профилегибы профессиональной сборки в условиях завода, которые работают с домкратами, создающими усилие свыше 8 тонн. Работа профилегибочных станков с любым способом подачи и закрепления вальцов является эффективной, отличие возникает только в целесообразности использования того или иного типа.
Принцип работы профилегиба
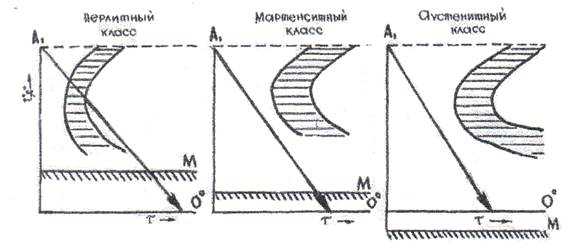
Работа заключается в механическом воздействии на металл для его холодной деформации. Разные станки воздействуют на профиль при помощи определенной направленности механического усилия:
 Вал для прижимания заготовки движется по направлению сверху вниз. Такое воздействие заложено в основе работы многих гибочных станков, применение силы домкрата в большинстве случаев не требуется.
Вал для прижимания заготовки движется по направлению сверху вниз. Такое воздействие заложено в основе работы многих гибочных станков, применение силы домкрата в большинстве случаев не требуется.- Прижимной вал профилегиба работает по направлению снизу вверх, и сила давления действует так же. Этот простой принцип работы применяется в устройствах с применением гидравлического домкрата. Характерно движение серединного вала, а самые боковые валы остаются стационарно неподвижными.
Работа профилегибочного станка по обоим принципам сама по себе является эффективной.
Конструкция самодельного гибочного станка на чертеже
Для изготовления профилегиба своими руками чертежи просто необходимы. Сборка станины и расположение валов нельзя сделать самому «на глазок», так как гибка профиля отличается тем, что нужно выдерживать размер, радиус. В неправильном расположении узлов кроется опасность выпуска бракованных арочных конструкций, которые придется еще раз пропускать через вальцы для исправления.
Помимо неправильного радиуса, есть опасность скручивания профиля, если продвижение заготовки не выровнено в одной плоскости. Как изготовить чертежи можно посмотреть на видео, но актуальным такое копирование будет только в случае:
- если чертежи предназначаются именно для гнутья того вида профиля, что требуется гнуть на самодельном станке, причем даже материал должен совпадать;
- если предлагаемая схема в интернете или другом информационном поле технически совершенна и будет работать, для этого следует досконально разобраться в конструкции или показать чертеж ручного профилегиба специалисту;
- если искомый чертеж содержит описание технологического процесса сборки, а изображения на чертеже имеют все размеры, сечения, диаметры, информацию о расположении узлов и деталей;
- если детали, заготовки и узлы чертежа имеются в свободной продаже, и не возникнет сложностей с их изготовлением или поиском аналогов для самодельного станка.
Изготовление самодельных схем
Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Вальцы или ролики, пропускающие профиль, должны иметь торцевые поверхности, повторяющие сечение профиля, который будет допущен к обработке гнутьем. Для некоторых профилей, например, уголок или усеченный тавр учитывается направление требуемого изгиба, например, в сторону полки или по внутреннему ребру жесткости. Некоторые специалисты при изгибании полого профиля наполняют его сыпучим материалом, песком, концы при этом закрывают заглушками. Эта процедура помогает избежать сминания или разрыва сечения при прохождении через вальцы.
С учетом типажа своего изгибаемого профиля
Рабочие поверхности вальцов, через которые проходит заготовка профиля в процессе изгибания, выполняются своими руками в полном соответствии с сечением проката. Для сложных конфигураций желательно повторить все мельчайшие элементы конструкционных особенностей. Выработаны стандартные формы торцевых поверхностей роликов для:
 трубы круглого или овального сечения, арматуры, прута – в форме желоба по диаметру профиля или круглой канавки по форме изделия;
трубы круглого или овального сечения, арматуры, прута – в форме желоба по диаметру профиля или круглой канавки по форме изделия;- квадратной или прямоугольной трубы — в виде правильного сечения соответствующей формы с размерами по внешним габаритам проката;
- уголка для гибки по наружной стороне (когда снаружи арки окажется внутренняя сторона уголка) – торец вальца делается плоским, предусмотрен удерживающий кант в виде борта;
- в предыдущем случае изгибающий и прижимающий элементы должны работать в паре, так, что борт первого четко прижимал металлическую полку к боковой поверхности другого;
- уголка, если гибка осуществляется по внутренней поверхности, тогда удерживающий борт располагается на опорном ролике, а изгибающий имеет плоский торец;
- швеллера, который гнется так же, как и уголок, для него применяется похожая система;
- двутавра – по принципу гладкой торцевой поверхности вальцов, и поперечным сечением, равным по размеру внутреннему габариту профиля, чтобы ролик при пропуске профиля проходил внутри проката.
Последовательность сборки профилегиба с ручной подачей
Этот станок после комплектации и запуска сможет изгибать трубы, у которых диаметр не более 60 мм.
Материалы для работы
Для устройства гибочного станка своими руками понадобятся:
 готовые подшипниковые узлы, в которых подшипники уже запрессованы;
готовые подшипниковые узлы, в которых подшипники уже запрессованы;- швеллер № 80;
- сталь полосовая толщиной 5 мм;
- стальной вал с диаметром 70 мм, понадобится три штуки;
- шестерни и цепь ГРМ от классического «жигуленка»;
- стальная арматура гладкого сечения;
- болты диаметром 20, длиной 60 см;
- гайки, болты, гроверные шайбы в ассортименте.
Изготовление станка
Первым этапом своими руками подготавливаем рамные заготовки, для этого из швеллера готовим два куска по 70 см и два – по 20 см, первые относят к продольным, а вторые к поперечным элементам. Торцы двух длинных заготовок отрезаем под углом в 70º. Чтобы разметить место под крепление болтов, прикладывают узлы подшипников к верху длинных кусков швеллера и делают отметки.
По отметкам работают пробойником, чтобы наметить точки сверления, затем дрелью сверлят отверстие насквозь. После этого приступают к изготовлению боковых креплений валов. Размеры крепежных деталей специально не указываются, они принимаются в зависимости от диаметра вала. Чтобы протянуть ось вала через крепление, в нем сверлят отверстие насквозь. Так как прижимной вал будет работать в конструкции с повышенной нагрузкой, то на месте крепления приваривают дополнительные вставки из полосовой стали, чтобы итоговая толщина металла получилась не менее десяти миллиметров.
Чтобы устроить верх прижимного узла своими руками, из остатков швеллера отрезают часть по размеру ширины вала, а его боковые части отпиливают под 45º. Из верха и двух кусков для боковой части делают рамку в виде буквы П для поддерживания вала.
Готовят направляющие полосы, по которым будет двигаться прижимной вал, для этого из швеллера отрезают стойки по полметра высотой, их требуется две штуки. К ним приваривают квадратные пластины из расчета свободного вхождения между стенок швеллера. Отступив от начала 1 сантиметр, делают отверстия для болтов, диаметр которых 12 миллиметров.
Далее формируют узел крепления подвижного вальца. Из пары ранее сделанных боковин и верхнего куска швеллера делают раму, где в процессе сборки вставляется вал. После этого переходят к сборке вертикальных стоек и рамы.
Основание станка собирают сваркой из ранее подготовленных поперечных и продольных заготовок. К нему присоединяют сваркой вертикальные полозья — направляющие, по которым будет осуществляться передвижение прижимного узла. Вверху прижимного устройства находят центр и делают отверстие 22 миллиметра, где будет стоять болт М20. Для свободного вращения болта в отверстии, но без возможности выхода наружу на конце его наваривают два утолщения.
Для направляющих конструируют верхнюю перекладину, отрезают швеллер по размеру, равному расстоянию между рельсами. Прикладывают его к направляющим и сверлят два отверстия по старым, которые уже есть. В центре перекладины делают отверстие, куда поверх приваривают гайку, в которую вставляется болт. Совмещая совпадающие отверстия перекладины и направляющих, крепят болтами верхнюю часть к вертикальным полозьям.
Переходят к креплению подшипниковых узлов поверх рамы на основании со вставленными в них валами. Их крепят чрез совпадающие отверстия с помощью гаек и болтов. Под гайки подкладывают гроверные шайбы.
Шестерни варят к валам, иногда делается более сложная конструкция, состоящая из ступицы, присоединенной сваркой в центре шестеренок под цепь. Диаметр ступицы равен этому размеру у шпинделя вала. Вал протачивается, а в ступице делается наплавленный участок. После этого шестерни ставят на шпиндели и притягивают их гайками – основной и контргайкой.
Ось с шестеренкой для ворота со стороны готовых уже шестеренок приваривают в середине вертикальной направляющей. Стараются расположить ось так, чтобы в цепи присутствовало натяжение, но ее легко было надеть и снять при необходимости. Изготавливая ворот для рук, берут отрезок полосовой стали по длине до 50 см, с одного бока ворота с помощью сварки присоединяют металлическую арматуру, служащую рукояткой. Друга сторона остается для крепления ступицы из трубного обрезка. Его наружный диаметр равен внутреннему диаметру у шестеренок.
Плотно надевают шестерню на ручку, а на ступицу рукоятки напрессовывают, используя для этого тиски, шестеренку для цепи. Для ускорения процесса прессовки шестеренку греют до 120ºС, после чего происходит температурное расширение и увеличивается посадочное отверстие. Остывшие детали суживаются и гарантируют плотное соединение.
Чтобы выполнить прижимной ворот, на окончании болта сверлят отверстие насквозь, куда вставляют обрезок арматуры для изготовления ручки ворота. Установка бокового ворота осуществляется на ранее присоединенную ось, где приварена ступица и затягивается двумя гайками. Цепь натягивается через все имеющиеся шестеренки. После полного окончания устройства гибочного станка его нужно покрасить для замедления окисления металла и предупреждения коррозии.
Что представляет собой профессиональное оборудование
 Для изготовления арочных заготовок из более мощного профиля и гибки проката на любые углы, требуется устроить профилегиб прокатного варианта. Он носит название трехроликового. Такой станок показан на фото.
Для изготовления арочных заготовок из более мощного профиля и гибки проката на любые углы, требуется устроить профилегиб прокатного варианта. Он носит название трехроликового. Такой станок показан на фото.
У этой конструкции присутствует на корпусе один центральный изгибающий валец, помимо него есть два опорных ролика. Иногда для этого не нужен корпус, так как крепление вальцов может быть организовано на сконструированной опорной поверхности любого типа или гибка может вестись в горизонтальной плоскости. Стационарно закрепленные опорные ролики не двигаются, перемещается только прижимной валец, на котором есть ручка для вращения во время работы и постепенного поджимания профиля.
Расстояние между шкивами выбирается расчетом приложенного усилия. Если расстояние увеличить, то уменьшится усилие для выгибания проката. При этом увеличится значение минимального радиуса. По технологии при выгибании профиля на концах заготовки остаются «мертвые» куски необработанного профиля. Их длина увеличится при отдалении роликов один от другого.
Материалом для изготовления профилегиба служит в основном металл, но есть и другие варианты. Например, если постоянно приходится иметь дело с мягкими цветными металлами, то самодельные ролики можно сделать даже из дерева, но идеально подходит прочная пластмасса. Но станки со съемными роликами под различное сечение профиля в обязательном порядке делаются из металла, такой вариант будет долго служить и пригодится в разных случаях.
instrument.guru
Профилегиб своими руками в домашних условиях: чертежи, фото, видео
Металлические профили сегодня получили самое широкое применение в строительстве. Очень часто встречается ситуация, когда нужно провести изменение формы применяемого профиля. Гибка профиля осуществляется с применением специального станка, промышленный вариант исполнения которого обходится довольно дорого. Именно поэтому многие рассматривают возможность изготовить профилегиб своими руками. Самодельное устройство будет обладать также привлекательными эксплуатационными качествами, может применяться при налаживании массового или серийного производства. Рассмотрим подробнее то как сделать профилегиб своими руками, что для этого требуется и многие другие моменты.

Профилегиб своими руками
Технология изготовления профилегиба
Профилегибочный станок можно изготовить своими руками при применении подручных материалов. К особенностям изготавливаемой конструкции можно отнести следующие моменты:
- Массивная пластина может применяться в качестве основания. При создании простейшей конструкции на пластину наваривается два уголка, которые выступают в качестве направляющих. В интернете также можно встретить чертежи, которые предусматривают применение дерева. Стоит учитывать, что профилегиб с основанием из дерева не сможет выдержать серьезное механическое воздействие. Именно поэтому, если станок будет применяться для гибки стального профиля, то следует применять в качестве основного материала стальные пластины и уголки большего сечения.
- Проводится крепление вспомогательных роликов, которые предназначены для фиксирования заготовки. Рекомендуется проводить крепление роликов через болты, под которые в уголках создаются отверстия. За счет применения болтов можно будет регулировать расстояние между двумя роликами, изменяя радиус гибки. Наладка станка может проводиться в течение короткого промежутка времени.
- К нижней части применяемой пластины привариваются уголки. Они предназначены для существенного увеличения жесткости основания. Следует провести крепление уголков в месте концентрации нагрузки. К данным уголкам также проводится крепление элементов, которые будут применяться для фиксации устройства на основании.
- Для того чтобы изготовить профилегиб своими руками, к верхним направляющим приваривается пластина с отверстиями. Их диаметральный размер должен быть больше, чем сечение применяемого винта для передачи усилия.
- Проводится монтаж рабочего винта, через который передается усилие. Подобный элемент, сделанный своими руками, жестко соединяется с рабочим роликом, через который передается давление.
- В качестве привода применяется механизм, передающий физическое усилие. Примером можно назвать домкрат или редуктор. При создании ручки не стоит забывать о том, что при увеличении длины рукоятки существенно повышается передаваемое усилие. Это связано с тем, что рукоятка применяется в качестве рычага. Электрический профилегиб изготовить своим руками достаточно сложно, так как требуется провести установку электродвигателя и снизить количество оборотов, увеличив передаваемое усилие. Для этого также может устанавливаться понижающий редуктор.
- Как правило, изготавливаются ролики из подручных материала. Для этого используется труба определенного диаметра. Кроме этого, при изготовлении могут применять дерево. Стоит учитывать, что деревянные ролики рассчитаны на относительно невысокую нагрузку. Поэтому подобные профилегибы могут применяться для гибки профиля из цветных металлов.
 Чертеж профилегибочного станка
Чертеж профилегибочного станка 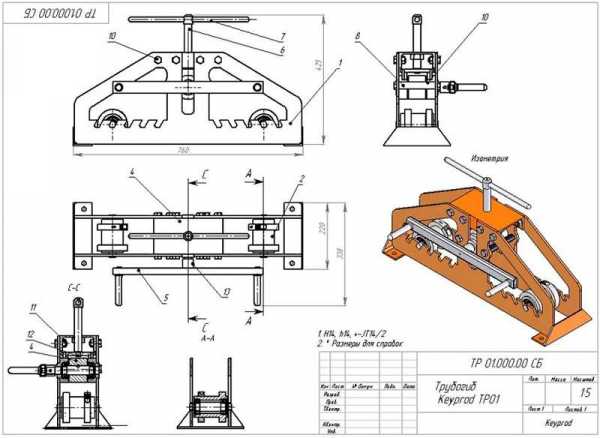 Схема профилегибочного станка
Схема профилегибочного станка 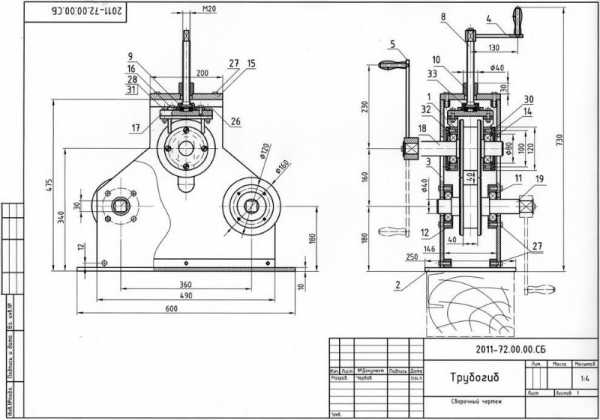 Чертеж профилегиба
Чертеж профилегиба Профилегиб своими руками, чертежи которого можно встретить в интернете, можно изготовить только при наличии определенных материалов и инструментов. После создания конструкции можно сделать пробную гибку, после чего отрегулировать положение всех элементов. Как только все элементы были отрегулированы можно провести укрепление конструкции.
Необходимые инструменты и материалы
Для изготовления рассматриваемого устройства требуются определенные материалы и инструменты:
- Ролики для профилегиба можно изготовить самостоятельно или приобрести. Как правило, при изготовлении роликов применяется сверхпрочная сталь, которая должна выдерживать давление. В качестве роликов могут использоваться валы. Ролики можно снять с других устройств.
- При изготовлении основания применяются пластины толщиной 5-8 мм. Они предназначены для принятия высокой нагрузки. Для усиления конструкции можно приобрести четыре уголка длиной 30 см.
- Усилие может передаваться при помощи специального механизма, к примеру, редуктора. Изготовить его своими руками достаточно сложно, но можно получить устройство из разбора. Кроме этого, большой популярностью пользуются устройство для гибки из домкрата.
Самодельный профилегиб
Создать станок своими руками можно исключительно при наличии определенных инструментов:
- Сварочного аппарата. Для того чтобы создать прочную конструкцию соединение отдельных элементов проводится при применении сварки. Этот метод соединения характеризуется высокой надежностью и прочностью.
- Болгарка. Для изменения длины и формы применяемых материалов применяется метод механической обработки. Работать с металлом можно при применении специальных кругов, предназначенных для работы со сталью.
- Различные измерительные приборы. Создаваемая конструкция должна иметь точные размеры, так как в противном случае получить изделие с требуемыми показателями будет невозможно.
- Напильники или шлифовальное оборудование. Стоит учитывать, что при резке могут образовываться заусенцы и другие дефекты, которые требуют обработки при применении специального инструмента.
Куда сложнее создать устройство с электрическим или гидравлическим приводом.
Конструкция профилегибочного станка
Самодельные гибочные станки могут изготавливаться только при применении чертежей. Подходящий чертеж профилегиба можно скачать в интернете. Рассмотрим устройство, которое предназначено для гибки заготовки прямоугольного или квадратного сечения.
Схема профилегиба своими руками имеет следующие особенности:
- Основным элементом конструкции можно назвать три ролика, размеры которых могут быть самыми различными. Расстояние между валами может быть самым различным, так как они применяются в качестве опоры. Третий валик применяется для передачи давления и формирования загиба.
- Третий валик имеет определенную свободу хода, который ограничивается специальными направляющими.
- Усилие передается через редуктор. За счет этого механизма небольшое усилие может применяться для гибки заготовок из различных металлов с разным показателем площади сечения.

Конструкция профилегиба
Часть нагрузки через опоры передается на основание конструкции. Этот момент определяет то, что при изготовлении основания применяются самые прочные материалы.
Классификация профилегибов
Основным признаком классификации можно назвать тип установленного привода. Для того чтобы провести изменение формы металлического изделия требуется прикладывать достаточно большое усилие. По рассматриваемому критерию станки для гибки профиля делятся на несколько основных групп:
- гидравлические;
- электрические;
- ручные.
Кроме этого, основными показателями можно назвать:
- показатель усилия, прикладываемого к заготовке;
- размеры оборудования;
- степень мобильности оборудования;
- степень автоматизации работы устройства.
Рассмотрим наиболее распространенные разновидности гибочных станков подробнее.
Гидравлические станки
В промышленности большое распространение получили станки с гидравлическим приводом. Это связано с тем, что профилегиб гидравлический обладает высоким показателем эффективности. К особенностям подобного оборудования можно отнести нижеприведенные моменты:
- В большинстве случаев гибочное оборудование для профиля с гидравлическим приводом выполнено в стационарном виде. С помощью подобного станка можно проводить обработку профилей любого сечения и в любом количестве.
- Гидравлический привод не требует прикладывания физической силы. За счет чего существенно упрощается процесс обработки.
- При желании можно автоматизировать процесс изготовления изделий.
Однако, гидравлический профилегибочный станок изготовить своими руками практически невозможно. Это связано со сложностью конструкции. Рассматривая гидравлический привод, следует учитывать нижеприведенные моменты:
- Устройство должно быть постоянно подключено к источнику энергии.
- Следует проводить периодическое обслуживание профилегиба для увеличения срока службы.
- Стоимость создаваемого привода довольно велика, так как для создания высокого давления требуется специальное оборудование.
Сегодня в промышленности устанавливаются исключительно покупные гидравлические станки, так как они обладают высокой надежностью и эффективностью в применении.
Электрические профилегибы
Довольно большое распространение получили станки с электрическим приводом. За счет подачи энергии на электродвигатель создается крутящий момент, который через привод передается на рабочий орган. Профилегиб электрический характеризуется следующим образом:
- Оборудование более компактное, обладает высокой эффективностью. В сравнении с гидравлическим приводом электрический заменяет меньше места.
- Современный профилегиб с электроприводом позволяет проводить гибочные работы с высокой точностью. При этом заготовка обладает высокой прочностью.
- Электрический привод позволяет автоматизировать процесс производства. В продаже встречаются варианты исполнения полуавтоматического типа.
Электрический профилегибочный агрегат устанавливается в небольших мастерских, а также в быту. В отличии от гидравлического варианта исполнения, рассматриваемый предназначен для создания меньшего давления. Кроме этого, устройство зачастую не обладает защитой от перегрузки.
Ручные станки
Дешевле всего обходятся станки с ручным приводом. Это связано с простотой конструкции. Профилегиб ручной характеризуется следующим образом:
- Устройство обладает небольшими габаритами и простотой в эксплуатации. Ручные профилегибочные станки самые дешевые, а также их просто изготовить.
- Чаще всего рассматриваемое оборудование встречается в частных мастерских или гаражах.
- Стоит учитывать, что ручной профилегибочный станок может применяться для гибки труб небольшого диаметра. Это связано с тем, механический привод не может создавать сильное давление.
- При применении ручного профилегиба нельзя изготовить изделие, которое соответствует чертежу.

Самодельный ручной профилегиб
Механический привод получил довольно широкое распространение, так как он простой в изготовлении. Большая часть чертежей, которые предназначены для изготовления конструкций своими руками, связаны именно с профилегибами рассматриваемого типа.
Назначение профилегиба
Создать самодельный профилегиб относительно несложно, устройство предназначается для концентрации и передачи усилия. При применении гибочного станка можно проводить работы следующего типа:
- Гибка металлического профиля квадратного и прямоугольного сечения. Профиль может изготавливаться при применении различных металлов.
- Придание изогнутой формы трубам, которые изготавливаются из стали или цветных металлов.
- Гибка прудков различного сечения.
- Загибание различных видов проката: уголки, швеллеры и другие.
Большинство изготавливаемых моделей применяются для загиба заготовки с различными показателями. Кроме этого, многое оборудование применяется для изгиба профиля в холодном состоянии.
В заключение отметим, что для бытового применения можно изготовить профилегиб своими руками. Это связано с высокой стоимостью промышленных вариантов исполнения. Созданный станок может иметь относительно небольшие размеры, устанавливаться в небольшой мастерской. Большинство моделей может применяться для изгиба металлической заготовки в горизонтальной и вертикальной плоскостях.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Профилегиб своими руками – фото и принципы конструирования и сборки + Видео
Изготовить профилегиб своими руками сравнительно несложно, так как у этого оборудования достаточно простая конструкция. Причем сделать его можно даже по собственным чертежам и почти из любых подручных материалов. Главное – перед началом всех работ определиться с тем, для чего профилегиб будет использоваться и какая конструкция, исходя из этого, у него должна быть.
1 Нюансы изготовления профилегиба и разработки чертежа
Профилегиб, несмотря на простоту его конструкции, следует изготавливать по чертежу. Собранное на глазок и по принципу "примерно" устройство в лучшем случае будет работать не так, как от него требуется, а в худшем – вовсе не станет ничего гнуть.
Можно использовать чертежи, фото и видео, предлагаемые в интернете и других источниках информации, и даже полностью позаимствовать предлагаемые в них схемы профилегиба. Однако копирование один в один будет удачным только в том случае, если понравившаяся конструкция:
- Предназначена для гибки именно того профиля, который нужен (трубы, причем круглой либо прямоугольной, прутка, уголка или швеллера из определенного материала – стали или цветного мягкого металла), и с требуемыми размерами сечения, а также на необходимый угол.
- Не содержит технических ошибок – надо разобраться, будет ли она вообще работать.
- Имеет достаточно подробное описание, а если это ее чертеж, то он содержит все необходимые данные по размерам, материалу, креплению и взаимному расположению всех деталей и элементов, чтобы профилегиб действительно можно было собрать.
- При сборке не вызовет проблем с поиском и/или изготовлением необходимых деталей и комплектующих.
Чертеж профилегиба
Рекомендуем ознакомиться
Поэтому чаще всего самодельный профилегиб изготавливают по собственным чертежам, которые являются скорректированной версией какой-либо конструкции, взятой за основу. При разработке чертежей тоже надо учитывать все вышеуказанные моменты для уже готовых решений. Кроме того, необходимо исходить из доступности тех или иных материалов, комплектующих, а также возможности изготовить самому либо заказать нужные детали. Отправной точкой в конструировании и изготовлении профилегиба должно стать его назначение (п. 1 из вышеприведенных требований).
Изгибающий и опорные под профиль элементы устройства (у оборудования прокатного типа это ролики) должны быть изготовлены с учетом не только размеров, но и формы сечения обрабатываемого металлопроката. Для некоторых изделий (например, уголка) следует также принять во внимание направление изгибания (по внутренней либо по внешней стороне полок). От этого зависит качество обработки профилей, чтобы их не вело, не сминало и не рвало. В первую очередь эти моменты надо учитывать для изделий с большими размерами сечения, особенно стальных. Иначе их вообще будет трудно либо невозможно согнуть.
2 Разработка чертежа с учетом типа обрабатываемых профилей
Конечно, под профили из мягких металлов и с небольшими размерами сечения можно изготовить изгибающий и опорные элементы с плоской поверхностью. Но во всех остальных случаях – только под форму изделия. Поверхности (конструкция) опорных и изгибающего элементов должны быть для:
- Прутка, круглой либо овальной трубы – в виде желоба под соответствующий диаметр или форму изделия.
- Трубы с прямоугольным либо квадратным сечением. У опорных элементов – правильной прямоугольной формы под внешние габариты изделия, чтобы профиль помещался в них (с удерживающими бортиками). У изгибающего – плоская, с поперечным размером, который немного меньше наружного у обрабатываемого проката, чтоб прижимать последний к опорным элементам между их бортами, как показано на видео.
- Уголка. Если для гибки по наружной стороне полок (то есть когда у готового согнутого изделия внешней будет внутренняя поверхность уголка), то изгибающий элемент будет плоским, но с удерживающим бортиком, а опорные – просто гладкими. Причем изгибающий и опорные элементы должны располагаться с учетом толщины уголка и так, чтобы борт первого достаточно хорошо прижимал полку металлопроката к боковой поверхности вторых. Если гибка по внутренней стороне полок, то наоборот – с удерживающим бортиком должны быть опорные элементы, а изгибающий делаем с плоскими поверхностями.
- Швеллера – по тому же принципу, как и для уголка. Если гибка по наружной стороне изделия, то изгибающий элемент будет с 2-я удерживающими бортиками, а опорные – просто гладкими. Для гибки по внешней поверхности швеллера с бортами надо сделать опорные элементы.
- Двутавра – с плоскими рабочими поверхностями и поперечным размером, равным внутреннему габариту изделия, чтобы легко, но плотно заходить между его полок.
- Гибки швеллера либо двутавра поперек основания между полками. Опорный и изгибающий элементы делают с 2-я бортиками, между которыми должны плотно заходить полки изделия.

Приспособление для гибки швеллера
Очевидно, что абсолютно универсальный профилегиб изготовить невозможно, он может быть пригоден для гибки определенных типов изделий и с достаточно узким диапазоном размеров их сечений. В случае сборки конструкции со сменными изгибающим и опорными элементами возможности самодельного станка значительно расширятся. Это и остальные, вышеприведенные нюансы необходимо предусмотреть еще при создании чертежей, которые следует сделать как можно более подробными (детализированными). Ниже приведены варианты возможных решений, на основе которых можно будет разработать собственную конструкцию, приспособленную для гибки конкретных профилей.
3 Самый простой профилегиб – приспособление шаблонного типа
Для изделий с относительно невысоким сопротивлением изгибу (например, стальных труб диаметром до 20 мм и другого металлопроката с аналогичными или меньшими прочностными характеристиками) можно сделать профилегиб шаблонного типа. Для него нужна опорная поверхность – слесарный либо иной стол, пол, стена, стальной каркас, как на фотографии, или даже ровное место на земельном участке, асфальте, бетонной площадке или плите.
В зависимости от этого шаблон, выполняющий роль изгибающего элемента, и опора будут изготовлены из досок либо стальных изделий (труб, скоб, уголка, швеллера или чего-то подобного). В любом случае шаблон надо сделать по форме требуемого изгиба профиля.

Шаблон изгибающего элемента профилегиба
Ширина его рабочей части должна быть немного больше поперечного размера обрабатываемого изделия. Если делать из досок, то последние сначала скрепляем между собой любым доступным способом – с помощью болтов, гвоздей, уголков, клея. Затем отпиливаем лишнее, формируя огибаемую поверхность. По ней и с радиусом ее закругления будет производиться гибка профиля. Готовый шаблон и упор из доски крепим к выбранному основанию. Между ними должно быть расстояние, равное наружному размеру изгибаемого профиля. Упор в процессе работы будет фиксировать один конец изделия, в то время как за другой его надо гнуть.
Остальные варианты шаблонного профилегиба аналогичны деревянному. Трубы, уголок, швеллер, скобы или что-то другое прикручиваются, привариваются, вкапываются, бетонируются в соответствующем выбранном основании с некоторым шагом по линии окружности с радиусом необходимой кривизны изгиба. Это будет шаблон. Рядом с ним крепим упор из такого же материала.
4 Как сделать профессиональное оборудование – прокатный вариант
Чтобы гнуть профили посерьезнее (с диаметрами или размерами сечения побольше) и на любые углы, необходимо сделать профилегиб прокатного типа. Его еще называют 3-ролиоковым. Такой профилегиб показан на видео. Состоит он корпуса и роликов: 2-х опорных и между ними 1-го изгибающего (прижимного). Может быть и другое исполнение. Ролики крепятся не в корпусе, а на подходящей опорной поверхности, горизонтальной либо вертикальной.

Профилегиб прокатного типа
У опорных роликов неподвижное крепление, а у прижимного – регулируемое, как на предлагаемом чертеже. Оно должно обеспечивать его перемещение относительно опорных роликов. Кроме того, на ось прижимного шкива необходимо закрепить ручку либо штурвал. Они необходимы, чтобы вращать его во время гибки, как показано на видео.
Принцип работы прокатного профилегиба следующий. Перед обработкой профиля прижимной ролик находится в верхнем положении. Изделие протягивается между ним и опорными шкивами. Прижимной ролик опускаем до упора и начинаем вращать, постепенно его поджимая. Изгибание происходит в результате многократной прокатки профиля между шкивами. При этом прижимной ролик периодически подтягивают, уменьшая тем самым радиус изгиба. Количество циклов прокатки зависит от гибкости профиля.
Расстояние между шкивами выбирается из следующих соображений. Чем оно больше, тем меньшее усилие потребуется приложить при изгибе профиля. Зато при этом также будут больше минимальный радиус изгибания и необработанные на концах изделия участки. Выбор материала корпуса и роликов профилегиба зависит от прочности (гибкости) обрабатываемых изделий. Если они тонкие и из цветных металлов, то подойдет даже дерево, но ролики лучше сделать из прочного пластика. Ну, а чтобы профилегиб, как говорится, сделать на все случаи жизни, он должен быть только из стальных деталей.
tutmet.ru
Самодельный ручной профилегиб своими руками: чертежи, фото, видео
Чтобы своими руками придать нужную форму металлическому профилю или трубе, можно воспользоваться различными приспособлениями. Самым удобным инструментом, который дает возможность самому сделать такую работу, является профилегиб.
Стоимость такого оборудования на современном рынке является достаточно высокой, поэтому приобрести его может позволить себе не каждый человек. Но при желании, наличии необходимых материалов, чертежей и знаний профилегибочный станок можно собрать и своими руками.
Чтобы получить возможность в домашних условиях самому сгибать профиль или трубы из металла, понадобиться ручной самодельный профилегиб. Такой станок дает возможность самому изогнуть профиль. Благодаря этому можно будет самостоятельно получать различные металлические заготовки с требуемой кривизной и контуром.
Выбор конструкции станка

Ручной профилегиб
Если с помощью гибочного станка для профиля будут проводиться большие объемы работ, то оптимальным вариантом будет приобретение профессионального оборудования, в котором присутствует множество дополнительных функций. А вот в случае проведения обычного сгибаний профиля или трубы будет достаточно и ручного оборудования, которое легко сделать своими руками.
Конструкция такого самодельного станка во многом будет зависеть от толщины трубы. В этом плане могут быть разные варианты.
Если диаметр обрабатываемой заготовки будет меньшим 20 мм, трубу или профиль можно согнуть и с применением бетонной плиты со штырями из прочного металла. В таком случае, проходя между ними, профиль или труба будет сгибаться на требуемый угол и в нужную сторону. В случае же превышения ее диаметра 25 миллиметров, понадобится разработать чертежи профилегибочного станка более сложной конструкции, и сделать по ним собственный станок.
Чертеж типового станка
Сейчас можно встретить немало конструкций ручных профилегибов, которые можно сделать из простых деталей своими руками и без наличия специальных навыков. Один из самых простых чертежей станка профилегибочного типа позволяет осуществлять радиальный загиб труб и прямоугольного профиля. Необходимость именно в таком загибе материала возникает наиболее часто.
Чертежи самодельного профилегиба
Принцип работы такого самодельного оборудования базируется на использовании трех роликов – двух опорных и основного рабочего. Именно этот рабочий ролик будет деформировать трубу в процессе работы самодельного оборудования.
Главный рабочий вал должен иметь небольшой свободный ход, который будут ограничивать параметры направляющих. Для изготовления таких элементов конструкции используются:
- стальные пластины толщиной до 8 миллиметров;
- одна большая пластина;
- стальной уголок длиной 30 см – таких элементов нужно 4;
- вспомогательные ролики.
К большой пластине прикрепляются вспомогательные ролики с использованием болтов, а с применением сварочного аппарата – уголки, что будут играть роль направляющих.
Чтобы повысить прочность и надежность основания, к его низу следует приварить два стальных уголка. Для усиления направляющих сверху к ним прикрепляется с помощью сварочного аппарата металлическая пластина с отверстием. Ее диаметр должен превышать сечение винта, который будет оказывать основную нагрузку на рабочий вал сделанного своими руками ручного профилегиба.
Чтобы снизить вероятность поломки резьбы винта или рабочей гайки при возникновении сильных нагрузок, рекомендуется использовать детали, которые имеют кинематическую резьбу прямоугольной или трапециевидной формы.
После завершения установки направляющих роликов гибочный станок будет готов к работе, и на нем своими руками трубам и прямоугольному профилю можно будет придавать любую конфигурацию.
Нагрев трубы для обработки на станке
При работе на таком ручном станке, который был сделан своими руками, трубу или профиль из металла в большинстве случаев нужно будет предварительно нагревать. В процессе нагревания материал может трескаться, выпучивать или сминаться. Чтобы предотвратить такие дефекты с трубой при обработке на самодельном профилегибочном станке ее нужно будет набивать речным кварцевым песком.
Перед тем, как наполнить трубу песком для придания ей нужной конфигурации на профилегибочном станке, одна ее сторона затыкается пробкой, длина которой должна составлять примерно в два раза больше, чем диаметр трубы.
После засыпания песка вторая сторона трубы также забивается пробкой. В ней должны быть проделаны отверстия, выводящие газы, которые образуются в процессе нагревания трубы. После этого на трубу в местах изгиба наносятся отметки с помощью обычного мела.

Сгибание профиля на станке
Если в процессе работы на сделанном своими руками профилегибочном станке трубу нужно будет сгибать на угол 90 градусов, ее нужно нагревать с интервалом в шесть диаметров этой трубы, при сгибании на 60 градусов – на четыре диаметра, на 45 – три диаметра.
Прекращать нагрев материала необходимо сразу же после того, как с его поверхности слетит окалина; это – надежный признак хорошего прогревания заготовки. Образование искр на материалы – признак его перегревания.
Сгибание материала необходимо осуществлять на станке за один раз после первого нагревания. В противном же случае, при нескольких нагреваниях, структура материала может ухудшаться, что скажется на дальнейшем использовании.
Таблица изгиба труб в зависимости от нагрева
90 – время нагрева = диаметр заготовки Х 6.
60 – время нагрева = диаметр заготовки Х 4.
45 – время нагрева = диаметр заготовки Х 3.
Преимущества использования ручного станка
Необходимо помнить, что собранный ручной профилегиб своими руками должен иметь шаблон, с которым получить необходимую конфигурацию материала будет намного легче, чем при его отсутствии.
Таким образом, в собственноручном изготовлении такого станка нет ничего сложно, для этого даже не нужно иметь никаких специальных материалов или навыков. Воспользовавшись вышеприведенными советами, каждый желающий сможет самостоятельно сделать ручной станок-профилегиб для придания металлическим трубам или профилю нужной формы. Его использование избавит от проблем со сгибанием профиля и труб, а также от необходимости значительных материальных затрат на приобретение специального дорогостоящего оборудования для такой их обработки.
Станки профилегибы — примеры чертежей
stanokgid.ru
| Иллюстрация | Описание действий |
 | Подготавливаем материалы. Чтобы собрать самодельный профилегиб, потребуется:
|
 | Подготавливаем элементы рамы. Режем швеллер на 4 продольные части, 2 из которых длиной 70 см, и 2 поперечные части по 20 см. Два длинных продольных куска, как показано на фото, обрезаем по торцам под углом 70°. |
 | Размечаем и сверлим отверстия под подшипниковые узлы. К верхней части продольных швеллеров прикладываем подшипниковые узлы и размечаем место под болтовое крепление. Пробойником, как показано на фото, накерниваем место под сверление, а затем делаем сквозные отверстия. |
 | Изготавливаем боковые крепления для прижимного вала. Боковые крепления как показано на фото, делаем из швеллера. Размеры крепления не указаны специально, так как они подбираются в соответствии с тем валом, который есть в наличии. Под ось вала в креплениях высверливаются сквозные отверстия. На прижимной вал будет оказываться существенная нагрузка, место отверстия укрепляем вставками из стальной полосы, так чтобы толщина металла в этом месте была не менее 10 мм. |
 | Изготавливаем верхнюю часть прижимного узла. Из того же швеллера режем кусок по ширине вала и, как показано на фото, обрезаем его боковины под углом 45°. В итоге, из двух боковин и верхней части можно сложить П-образную рамку, которая будет удерживать вал. |
 | Подготавливаем направляющие для прижимного узла. Из швеллера нарезаем две стойки высотой 500 мм. |
 | Ввариваем пластины для болтового соединения. Нарезаем из стальной полосы две пластины, так, чтобы они свободно входили в полость швеллера. В каждой пластине с отступом в 10 мм от края сверлим отверстия под болты с диаметром 12 мм. Подготовленные пластины вставляются с края швеллеров и привариваются. |
 | Собираем прижимной узел с подвижным роликом. Из двух ранее надрезанных боковин и верхней части свариваем единый узел, в который в ходе сборки вставляем вал. |
 | Собираем раму и вертикальные стойки. Из ранее нарезанных продольных и поперечных частей собираем и свариваем основание трубогиба. К основанию привариваем вертикальные направляющие, по которым будет передвигаться прижимной узел. |
 | Крепим болт. В верхней части прижимного узла размечаем центр, по которому сверлим отверстие диаметром 22 мм. В отверстие пропускаем болт М20. На конце болта навариваем два наплава, так, чтобы болт свободно прокручивался в отверстии, но из него не выходил. |
 | Изготавливаем верхнюю перекладину для направляющих. Отрезаем кусок швеллера по размеру расстояния между направляющими. По краям сверлим по два отверстия, которые должны совпасть с отверстиями уже просверленными в направляющих. По центру сверлится отверстие, поверх которого наваривается гайка для болта. |
 | Крепим верхнюю перекладину болтами. В отверстия в верхней перекладине и в направляющих вставляем по два болта, которые затягиваем гайками через гроверные шайбы. |
 | Крепим подшипниковые узлы. Поверх основания рамы прикладываем подшипниковые узлы с уложенными в них валами. Подшипниковые узлы, через совпавшие отверстия, крепим болтами и гайками. Гайки затягиваем, предварительно установив гроверные шайбы. |
 | Привариваем ступицу к шестеренкам. По центру шестеренок под цепь ГРМ наваривается ступица, по диаметру соответствующая шпинделю вала. В ступице делается наплавка, а на валу проточка. Это сложная конструкция и, если захотите ее упростить, шестерни можно просто приварить к валам. |
 | Устанавливаем шестерни на валы. Одеваем шестерни на шпиндели и затягиваем двумя гайками — одна основная, а другая контрящая. |
 | Привариваем ось под ворот. Посредине вертикально расположенной направляющей, со стороны уже установленных шестерёнок, приваривается ось для ворота с шестерёнкой. Расположение оси на направляющей определяется таким образом, чтобы цепь была натянута, но в то же время ее можно было накинуть, а при необходимости — снять. |
 | Делаем ворот. Отрезаем кусок полосы длиной 40-50 см. С одного края ворота привариваем металлический пруток, который будет ручкой. С другой стороны, навариваем ступицу из обрезка трубы. Внешний диаметр трубы должен соответствовать внутреннему диаметру заготовленных шестерёнок. |
 | Напрессовываем шестерню на рукоятку. На ступицу рукоятки, с помощью тисков, напрессовываем шестерню для цепи ГРМ. Чтобы напрессовка прошла быстрее и проще, шестерню нужно нагреть как минимум до 120 градусов. В итоге посадочное отверстие расширится. После того, как деталь остынет, она плотно обхватит ступицу. |
 | Делаем ворот для прижимного узла. На конце болта высверливается сквозное отверстие. В отверстие просовывается обрезок прутка, чтобы получилась рукоять. |
 | Установка бокового ворота. На предварительно приваренную ось крепим ступицу ворота и затягиваем первой и контрящей гайками. Через все три шестерни накидывается цепь. |
 | Покраска. После изготовления профилегиба, детали, которые не будут подвергаться трению во время работы, можно окрасить, чтобы замедлить коррозию. |
kursremonta.ru