Шовная (роликовая) контактная электросварка. Сварка контактная роликовая
Что такое контактная шовная сварка?
Время чтения: ≈7 минут
Большинство более-менее опытных сварщиков слышало или даже применяло в своей практике контактную сварку. Возможно, это была точечная или рельефная сварка. Об этих технологиях наслышаны все, но немногие знают о такой разновидности контактной сварки как шовная сварка.

Контактная шовная сварка — что это такое? Чем она отличается от роликовой контактной сварки? Какие есть достоинства и недостатки у такой технологии соединения металлов? На эти, и многие другие вопросы мы ответим в небольшой статье.
Содержание статьи
Общая информация
Контактная шовная сварка — метод соединения металлов, разновидность контактной сварки. Суть метода заключается в использовании двух вращающихся роликов-электродов. Они формируют неразъемное соединение, состоящее из множества сварных точек. Точки могут частично перекрывать друг друга для большей герметизации шва.
Возможно, вы слышали также термин «контактная роликовая сварка». Многие новички часто спрашивают, чем роликовая сварка отличается от шовной. Ответ: ничем. Это одна и та же технология, которая имеет два названия. Поэтому допускаются оба. Можете называть такой метод как роликовым, так и шовным. Суть от этого не меняется.
Читайте также: Контактная стыковая сварка сопротивлением и оплавлением
Также существует конденсаторная контактная сварка, которую порой называют импульсной. Она считается разновидностью шовной (или роликовой) сварки. Выше мы упомянули, что при шовной сварке используются вращающиеся ролики-электроды. Это действительно так, но оборудование состоит не только из роликов, а еще из целого комплекса механизмов и систем. Поэтому такой аппарат принято называть станком для роликовой сварки.
Суть технологии крайне проста: металлическую деталь устанавливают между двумя роликами, которые затем прокатываются по металлу. При этом они не только сжимают, но и сваривают обе детали. Сварка осуществляется за счет прохождения тока через ролики и нагрева металла. Все это происходит одновременно. Как вы понимаете, с помощью такой технологии можно сварить только очень тонкие листы металла. Максимальная толщина, с которой справится станок — 3 миллиметра.Ролики, применяемые в станках для шовной сварки, не простые. Ведь они не просто прокатывают и сжимают металл, а еще и выступают в роли электродов. Поэтому необходимо правильно подбирать их. В продаже существуют ролики различных диаметров. Мы рекомендуем диаметр от 150 до 20 сантиметров. У роликов меньшего диаметра обычно больший износ и меньший срок службы. Также обратите внимание, из какого металла изготовлен ролик. Оптимальный материал — медь и различные типы бронзы.
Достоинства и недостатки
Качество швов при роликовой сварке удивит каждого, кто впервые сталкивается с этой технологией. При этом сама сварка высокопроизводительна. Данную технологию можно приспособить к конвейерному производству. Также нет необходимости использоваться в сварочном процессе защитный газ, флюс или присадочные материалы.
Контактная роликовая сварка— это всегда высокий уровень культуры труда. Рабочим не приходится использовать комплектующие, загрязняющие одежду и рабочую зону. А мы напомним вам, что культура производства — это не просто термин из СССР. Это правила, прописанные в ГОСТах, которые действуют до сих пор. И их необходимо соблюдать.
Среди недостатков разве что невозможность сварки любых металлов друг с другом, невозможность сварки деталей толще 3 миллиметров. Еще один минус — необходимость применения дорогостоящего оборудования.
Технология
Исходя из описания выше могло сложиться впечатление, что контактная шовная сварка — это дело одной минуты. Достаточно просто прокатать детали через два ролика и шов готов. Но это не совсем так. Существует три основных технологии формирования шва на роликовом станке: непрерывная, прерывистая и шаговая. Давайте рассмотрим их подробнее.
Непрерывная сварка
Непрерывная сварка — это то, что мы как раз и представляем, когда слышим о шовной сварке. Детали устанавливают между двумя роликами и прокатывают, одновременно с этим на металл воздействует сварочный ток. Ток подается непрерывно, отсюда и название технологии. Казалось бы, все просто. И данная технология наверняка применяется повсеместно.
Но нет. Непрерывная сварка — самая невостребованная и непопулярная разновидность шовной сварки. А все потому, что ролики-электроды часто перегреваются, соединение получается некачественным и такой метод подходит только для работы с деталями толщиной до 1 миллиметра.
Прерывистая сварка
А вот прерывистая сварка на деле оказалась самой популярной и востребованной. Здесь, как не трудно догадаться, детали все так же прокатываются между двумя роликами. Только ток поступает прерывисто. Чтобы соединение получилось герметичным необходимо грамотно настроить частоту импульсов тока и скорость вращения роликов. В идеале сварные точки должны немного перекрывать друг друга.
Шаговая сварка
Метод шаговой сварки заключается в том, что детали так же расположены между роликами, но во время подачи тока не используется прокатка. Т.е., деталь остается неподвижной, когда с помощью тока формируется сварочная точка. Затем деталь прокатывают на небольшое расстояние, чтобы сделать следующую точку.
Шаговая сварка используется редко. Но она просто незаменима, когда нужно сварить алюминий методом шовной сварки, поскольку нагрев металла будет незначительным. При шаговой сварке и ролики, и сама деталь практически не нагреваются. А при сварке алюминиевых сплавов это большое преимущество.
Вместо заключения
Контактная шовная сварка — это быстрый и простой метод соединения тонкостенных металлов. А благодаря разнообразию технологий можно сварить любой металл: от низколегированной стали до алюминиевых сплавов. Чтобы выполнить такую сварку качественно не обязательно обладать высокой квалификацией. Достаточно пройти короткое обучение и немного попрактиковаться.
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
контактная роликовая сварка — с русского на французский
См. также в других словарях:
СВАРКА ШОВНАЯ КОНТАКТНАЯ — [Reslstance seam welding; Seam welding] контактная сварка, при которой соединение свариваемых частей происходит между вращающимися дисковыми электродами, передающими усилие сжатия. Согласно ГОСТ 2601 84 недопустимо использовать термин: Роликовая… … Металлургический словарь
Контактная сварка — Автомат контактной точечной сварки в действии Контактная сварка процесс образования неразъёмного сварного соединения путём нагрева металла проход … Википедия
СВАРКА в судостроении — один из основных технологических процессов соединения деталей в современном судостроении и судоремонте. Наиболее распространены электросварка и ацетиленокислородная (газовая) Сварка. Способы электросварки Сварка плавлением и давлением. При Сварке … Морской энциклопедический справочник
Шовная контактная сварка — Конструктивные элементы сварных соединений, выполненных контактной шовной сваркой: s и s1 толщина детали; d расчетный диаметр литого ядра точки или ширина литой зоны шва; h и h2 величина проплавления; g и g1 глубина… … Википедия
шовная контактная сварка — шовная сварка Ндп. роликовая сварка Контактная сварка, при которой соединение свариваемых частей происходит между вращающимися дисковыми электродами, передающими усилие сжатия [ГОСТ 2601 84] [ГОСТ 22990 78] сварка контактная шовная Контактная… … Справочник технического переводчика
Шовная контактная сварка — 42. Шовная контактная сварка Контактная сварка, при которой соединение свариваемых частей происходит между вращающимися дисковыми электродами, передающими усилие сжатия Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 22990-78: Машины контактные. Термины и определения — Терминология ГОСТ 22990 78: Машины контактные. Термины и определения оригинал документа: 17. Автоматическая контактная машина Контактная машина, в которой загрузка свариваемых деталей, их сварка и съем осуществляются автоматически Определения… … Словарь-справочник терминов нормативно-технической документации
KUKA Systems — GmbH Тип Общество с ограниченной ответственностью Год основания 1898/2007 … Википедия
ISO 18594:2007 — изд.1 F TC 44/SC 6 Сварка контактная точечная, рельефная и роликовая. Метод определения переходного сопротивления алюминия и стали раздел 25.160.10 … Стандарты Международной организации по стандартизации (ИСО)
Шовная (роликовая) контактная электросварка. Сварка
Шовная (роликовая) контактная электросварка
Шовная (роликовая) сварка – разновидность контактной сварки, при которой заготовки соединяют прочно-плотным сварным швом, состоящим из ряда точек, перекрывающих друг друга. Электроды имеют вид роликов (дисков) диаметром – 400 мм. Форму рабочей поверхности выбирают в зависимости от толщины, формы и материала свариваемых заготовок. Ролики для сварки делают из токопроводящих материалов, с высокой теплопроводностью, например из меди или специальных сплавов.
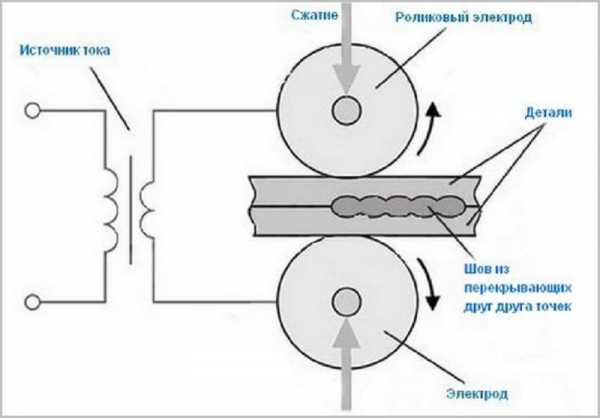
Схема шовной сварки изображена на рисунке 32.
В процессе шовной сварки (рис. 32) листовые заготовки 1 соединяют внахлестку, зажимают между роликами-электродами 2 и пропускают ток сварки от трансформатора 3. При движении роликов по заготовкам образуются перекрывающие друг друга точки, в результате чего образуется сплошной герметичный шов. Шовную сварку, так же как и точечную, можно получить при одностороннем и двухстороннем расположении электродов.
Циклограмма процесса шовной сварки бывает с прерывистым или с непрерывным включением тока.
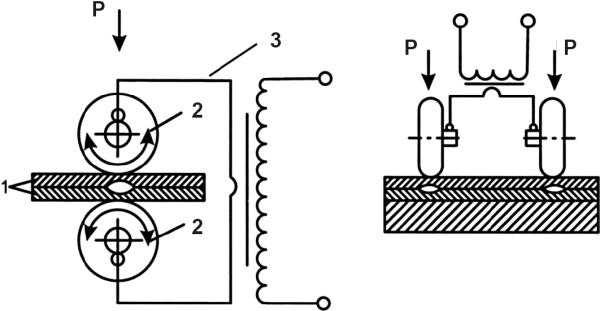
Рис. 32.
Схема шовной сварки и разрез сварного шва:
1 – заготовки; 2 – ролики;
3 – сварочный трансформатор;
Р – усилие сжатия
Толщины свариваемых листов металла составляют – 0,3 мм. Шовной сваркой выполняют те же типы сварных соединений, что и точечной сваркой, но используют для получения герметичных швов.
Шовную сварку применяют в массовом производстве для изготовления различных сосудов, баков и т. п.
Поделитесь на страничкеСледующая глава >
info.wikireading.ru
контактная роликовая сварка — с русского на немецкий
См. также в других словарях:
СВАРКА ШОВНАЯ КОНТАКТНАЯ — [Reslstance seam welding; Seam welding] контактная сварка, при которой соединение свариваемых частей происходит между вращающимися дисковыми электродами, передающими усилие сжатия. Согласно ГОСТ 2601 84 недопустимо использовать термин: Роликовая… … Металлургический словарь
Контактная сварка — Автомат контактной точечной сварки в действии Контактная сварка процесс образования неразъёмного сварного соединения путём нагрева металла проход … Википедия
СВАРКА в судостроении — один из основных технологических процессов соединения деталей в современном судостроении и судоремонте. Наиболее распространены электросварка и ацетиленокислородная (газовая) Сварка. Способы электросварки Сварка плавлением и давлением. При Сварке … Морской энциклопедический справочник
Шовная контактная сварка — Конструктивные элементы сварных соединений, выполненных контактной шовной сваркой: s и s1 толщина детали; d расчетный диаметр литого ядра точки или ширина литой зоны шва; h и h2 величина проплавления; g и g1 глубина… … Википедия
шовная контактная сварка — шовная сварка Ндп. роликовая сварка Контактная сварка, при которой соединение свариваемых частей происходит между вращающимися дисковыми электродами, передающими усилие сжатия [ГОСТ 2601 84] [ГОСТ 22990 78] сварка контактная шовная Контактная… … Справочник технического переводчика
Шовная контактная сварка — 42. Шовная контактная сварка Контактная сварка, при которой соединение свариваемых частей происходит между вращающимися дисковыми электродами, передающими усилие сжатия Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 22990-78: Машины контактные. Термины и определения — Терминология ГОСТ 22990 78: Машины контактные. Термины и определения оригинал документа: 17. Автоматическая контактная машина Контактная машина, в которой загрузка свариваемых деталей, их сварка и съем осуществляются автоматически Определения… … Словарь-справочник терминов нормативно-технической документации
KUKA Systems — GmbH Тип Общество с ограниченной ответственностью Год основания 1898/2007 … Википедия
ISO 18594:2007 — изд.1 F TC 44/SC 6 Сварка контактная точечная, рельефная и роликовая. Метод определения переходного сопротивления алюминия и стали раздел 25.160.10 … Стандарты Международной организации по стандартизации (ИСО)
translate.academic.ru
Роликовая контактная сварка - Большая Энциклопедия Нефти и Газа, статья, страница 1
Роликовая контактная сварка
Cтраница 1
Роликовая контактная сварка применяется в тех случаях, когда необходимо получить не только прочное, но и плотное соединение деталей между собой. При этом способе свариваемые детали накладываются внахлестку друг на друга и зажимаются роликовыми электродами ( фиг. [1]
Роликовую контактную сварку выполняют на электросварочной шовной машине АШП-25. На этой машине можно сваривать детали при шести различных режимах работы, так как роликовый электрод имеет шесть скоростей вращения. Это позволяет сваривать стальные листы различной толщины, не заменяя элементов оборудования. [2]
Точечную и роликовую контактную сварку, при которой зоны максимального нагрева малодоступны для атмосферных газов, обычно производят без защитной среды. Стыковую сварку оплавлением некоторых тугоплавких металлов также иногда выполняют на воздухе; в этом случае роль защитных газов выполняют пары свариваемого металла, выделяющиеся в стыке. [3]
Машины роликовой контактной сварки с наружным водяным охлаждением роликов должны иметь корыто-поддон для сбора стекающей воды. [4]
Машины роликовой контактной сварки с наружным водяным охлаждением ролпков должны иметь корыто-поддон для сбора стекающей воды. [5]
В области роликовой контактной сварки улучшены серийные машины и аппаратура управления сварочным процессом. Созданы импульсные машины с шаговым перемещением деталей, облегчающие качественную сварку легких сплавов. Ряд предприятий разработал и внедрил специальные приспособления, позволяющие выполнять роликовую сварку любых криволинейных швов, практически неограниченной длины. Наличие таких приспособлений позволяет значительно расширить область применения этого вида сварки. [6]
Для соединения мембран применяют роликовую контактную сварку герметичным швом. Предварительно мембраны скрепляют точечной сваркой в 4 - 8 точках, расположенных симметрично по борту мембраны. [7]
Соединения листов, сваренных роликовой контактной сваркой, испытываются растяжением образцов, представленных на фиг. [8]
Герметизация мембранной оболочки грузового танка выполняется обычно роликовой контактной сваркой или сваркой трением. Стрелками показаны усилия, возникающие при их взаимодействии. [9]
Соединение внахлестку является основным видом соединений при точечной и роликовой контактной сварке. [10]
Одним из универсальных и надежных видов оборудования являются установки роликовой контактной сварки, применяемые для герметизации мегаллостеклянных и металлокерамических корпусов прямоугольной формы размером до 75 мм. [11]
В предлагаемом теплообменнике для снижения его стоимости путем применения роликовой контактной сварки для крепления ребер последние выполнены в виде спирали и имеют U-образную форму в сечении, перпендикулярном оси трубчатой поверхности. [12]
Одними из универсальных и надежных видов оборудования являются установки для роликовой контактной сварки, позволяющие герметизировать металлостеклянные и металлокерамиче-ские корпуса размерами до 75 мм. [13]
Виды контакта и сварки разнообразны и различаются формой получаемого сварного соединения; основными являются стыковая, точечная и роликовая контактная сварка. Сварочный ток может быть постоянным или переменным, нормальной, пониженной или повышенной частоты. [14]
Виды контактной сварки разнообразны и различаются формой получаемого сварного соединения; основными являются стыковая, точечная и - роликовая контактная сварка. Сварочный ток может быть постоянным или переменным, нормальной, пониженной или повышенной частоты. [15]
Страницы: 1 2
www.ngpedia.ru
Контактная сварка. Виды, типы, устройства и схемы контактной сварки.
Электрическая контактная сварка основана на принципе выделения тепла на участках электрической цепи, обладающих наибольшим сопротивлением, т.е. в месте стыка свариваемых деталей. Контактная сварка делится на стыковую, точечную и роликовую. На рис. 4.7 показаны разновидности контактной сварки.
Существуют два вида стыковой контактной сварки: сварка сопротивлением и сварка оплавлением. При стыковой сварке (рис. 4.7, а) свариваемые стержни 3 закрепляются в зажимах 2, которые являются электродами. Места соприкосновения свариваемых деталей имеют большое переходное сопротивление и при пропускании через них электрического тока нагреваются до температуры пластического состояния. Для повышения качества сварки, свариваемые детали прижимаются друг к другу силой F, благодаря перемещению подвижной плиты 4 со свариваемой деталью 3 к неподвижной плите 6. Ток получают от сварочного трансформатора 5. В месте сварки образуется шов 1.
Нагрев металла приводит к повышению его пластичности. В результате, под действием осевой силы происходит пластическая деформация. Микронеровности поверхности сминаются, пленки разрушаются, поверхностные атомы сближаются до расстояний, соизмеримых с параметром кристаллической решетки, что обеспечивает возможность образования межатомных связей.
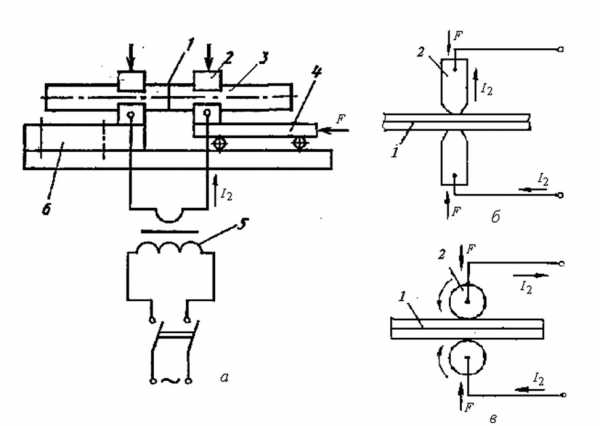
Рис. 4.7. Виды контактной сварки: а – стыковая; б – точечная; в – роликовая; 1 – сварочный шов; 2 – электрод; 3 – свариваемые детали; 4 – подвижная плита с перемещаемой деталью; 5 – сварочный трансформатор; 6 – неподвижная плита
При сварке сопротивлением заготовки сначала сжимают усилием, обеспечивающим образование физического контакта свариваемых поверхностей, а затем пропускают сварочный ток. После разогрева места сварки происходит осадка и образуется соединение в твердой фазе. Для обеспечения равномерного нагрева по всему сечению поверхности заготовок тщательно готовят. Необходимость обеспечения равномерного нагрева ограничивает возможность применения сварки сопротивлением только для деталей небольшого (площадью до 200 мм2) и простого сечения (круг, квадрат).
При сварке оплавлением свариваемые заготовки сближают при включенном сварочном трансформаторе. Касание поверхностей происходит по отдельным выступам. При этом на соприкасающихся выступах плотность тока настолько велика, что происходит мгновенное оплавление металла с образованием жидких перемычек, которые под действием паров металла разрушаются. Часть металла в виде искр выбрасывается из стыка. Вместе с жидким металлом выбрасываются загрязнения, которые присутствуют на поверхности заготовок. Продолжающееся сближение заготовок приводит к образованию новых перемычек и их оплавлению. Непрерывное образование и разрушение контактов перемычек между торцами приводит к образованию на торцах слоя жидкого металла.
Точечная сварка (рис. 4.7, б) заключается в местном нагреве до расплавления электрическим током двух или нескольких листов металла3, предварительно сжатых между медными электродами 2сварочной установки силой F.
После прогрева свариваемых деталей и отключения тока, расплавленный металл охлаждается и кристаллизуется, образуя точечное сварное соединение. Усилие с электродов снимается, и свариваемый металл перемещается на некоторое расстояние (шаг сварки). Сваривание повторяется. Таким образом, получается сварной шов 1. Точечная сварка может быть односторонней и двухсторонней. Разновидностью точечной сварки является рельефная сварка. В этом случае один из свариваемых листов имеет отштампованные выступы. Эти выступы обеспечивают высокую плотность тока и концентрированный нагрев в месте контакта, который приводит к плавлению металла и образованию сварных точек.
При роликовой сварке (рис. 4.7, в) токоподвод к месту нагрева свариваемых листов металла 3 осуществляется медными вращающимися роликами2, являющимися электродами. В зависимости от скорости вращения роликов и времени включения и отключения тока образуется сварной шов1 с заданным шагом, состоящий из ряда сваренных точек. Можно получить непрерывный шов. Шовную сварку можно осуществлять при одностороннем и двустороннем положении электродов. Шовную сварку выполняют с непрерывным включением тока и с прерывистым включением тока. Очень редко применяют прерывистое вращение роликов с остановкой их в момент включения сварочного тока.
Установки для точечной и роликовой сварки состоят из трансформатора и прерывателя тока. Они имеют электродвигательный или педальный привод механизма сжатия.
Конденсаторная сварка представляет собой один из видов контактной сварки с использованием запасенной энергией. Энергия накапливается в конденсаторах при их зарядке от источника постоянного напряжения (выпрямителя), а затем в процессе разряда преобразуется в теплоту, используемую для сварки. Эта теплота выделяется в контакте между соединяемыми заготовками при протекании тока.
Существуют два вида конденсаторной сварки: бестрансформаторная и трансформаторная (рис. 4.8). При бестрансформаторной ударной сварке конденсатор подключен непосредственно к свариваемым заготовкам. Разряд конденсатора происходит в момент удара заготовки 3 по заготовке 4. Разряд оплавляет торцы заготовок, которые свариваются под действием усилия осадки.
При трансформаторной конденсаторной сварке конденсаторы С разряжаются на первичную обмотку сварочного трансформатора Т2, во вторичной цепи которого находятся предварительно сжатые между электродами заготовки. Бестрансформаторная сварка используется в основном для стыковой сварки, трансформаторная – для точечной и шовной.
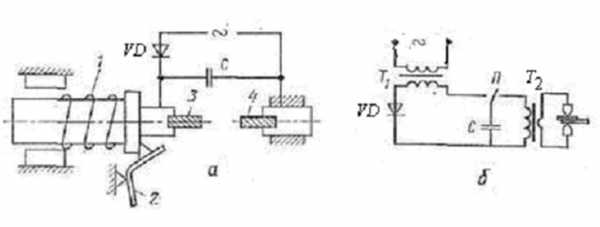
Рис. 4.8. Схемы конденсаторной сварки: а – бестрансформаторная с разрядом на изделие; б – сразрядом на первичную обмотку трансформатора; 1 – пружина; 2 – защелка; 3 и 4 – заготовки; С – конденсатор; VD – выпрямитель; Т1, Т2 – трансформатор
Преимуществами конденсаторной сварки являются: точная дозировка энергии (за счет изменения емкости конденсаторов и напряжения зарядки), малое время протекания тока (0,001-0,0001 с) при высокой плотности тока, возможность сварки материалов очень малых толщин (от нескольких микрометров до 1 мм), невысокая потребляемая мощность (0,2-2 кВА).
Автоматическая и полуавтоматическая дуговая электросварка применяются в основном на промышленных предприятиях, в том числе на предприятиях строительной техники.
www.eti.su
Точечная и роликовая сварка
Категория: Сварочные работы
Точечная и роликовая сварка
Точечная сварка. Сущность точечной сварки заключается в следующем. Если через два листа стали (рис. 1, а), уложенные внахлестку, и через сжимающие их два конусообразных медных электрода пропустить электрический ток большой силы, то стальные листы в точке прохождения электрического тока разогреются.
Рис. 1. Схема контактной сварки: а — точечной, б — роликовой; 1 — электроды, 2 — свариваемый материал
При достаточной силе тока температура нагрева будет настолько высока, что сталь в этом месте размягчится и начнет переходить в пластичное состояние. Если в этот момент выключить ток, не прекращая сжатия листов электродами, в этой точке стальные листы сварятся. Сваренное место имеет форму точки или кружка диаметром от 1 до 20 мм в зависимости от продолжительности нагрева и диаметра концов электродов.
Продолжительность сварки стали в одной точке очень незначительна, в час можно выполнить сварку в 3600 точках.
Передвигая листы стали, можно изготовить сварной точечный шов.
Преимущество точечной сварки перед ручной электродуговой заключается в том, что она пригодна для сварки тонких листов стали. Недостатком ее является то, что шов получается не сплошным и, следовательно, не вполне герметичным.
Для точечной сварки используют точечную сварочную машину ДТП-50.
Роликовая сварка. Для получения сплошного сварного шва применяют роликовую сварку, которая является разновидностью точечной. Листы стали зажимают между электродами (рис. 1, б), которые имеют вид дисков. Верхнему диску сообщается прерывистое движение, нижний поворачивается свободно. Сварка происходит с небольшими интервалами, так как ток пропускается только в момент движения электродов. Под действием электрического тока стальные листы между электродами нагреваются, размягчаются и свариваются. В следующий момент ток автоматически выключается для охлаждения шва и одновременно останавливается электрод. Затем цикл повторяется и таким образом получается непрерывный сварной шов.
Для роликовой сварки тонких листов применяется электросварочная шовная машина АШП-25. Машина имеет переключатель с шестью ступенями скорости подачи электрода и регулятор времени.
Сварочные работы - Точечная и роликовая сваркаgardenweb.ru