Мужики для вас. Самодельный станок для гибки металла. Станок для гибки жести своими руками
Мужики для вас. Самодельный станок для гибки металла
Июл 9 • Как... • 5320 Просмотров • Комментарии отключены
Наш сайт старается идти навстречу читателям и как показывает статистика, большинство читателей мужчины. Мы не претендуем на лавры сугубо специализированного сайта, нет, тематика наша исключительно развлекательная. Иногда, мы будем радовать вас определенными лайф-хаками, советами, рекомендациями, так сказать просвещать. Это полезно, не все же время давить лыбу и ржать как кони.Думаем многим мужчинам, будет полезна информация представленная ниже.
Несколько лет назад пришлось мне выбирать листогиб.Стоимость приличного мобильного станка (а нужен был листогиб, который в силах перемещать один человек) превышала пределы, казавшиеся мне разумными. Естественно, что сразу подумалось об изготовлении листогиба своими руками.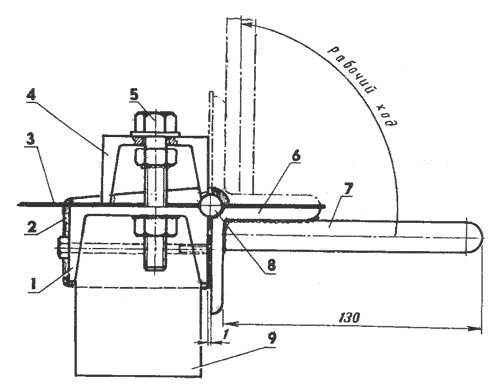
Как оказалось я не один такой – в сети есть много отчетов о самостоятельном создании листогибочного станка.Гибочные станки сделанные самостоятельно, в отличие от «заводских», имеют недостаточную жесткость поворотной балки. Поэтому сделанный самостоятельно листогибочный станок, не будет нормально гнуть заготовки длиной больше метра.Неподвижную балку решил изготовить из двутавра восьмидесятки.

К ней крепится на двух болтах восьмидесятый же уголок.
Этот уголок фиксирует заготовку во во время гибки. На двутавр, под уголок варятся три петли для стальных дверей. Ответные части петель варятся к еще одному уголку. Уголок, поворачиваясь на петлях, выполняет изгибание материала.
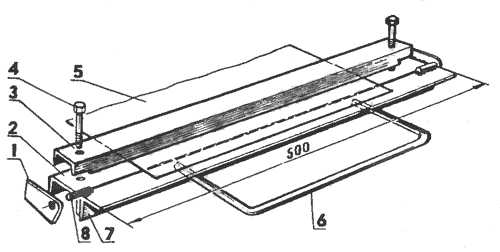
Поскольку нужно очень значительное усилие, к уголку приварены две 800-мм ручки из трубы. Листогиб прижимается к прочному столу двумя здоровенными струбцинами.Прижимной уголок поднимается или убирается.Кладем заготовку. Ставим уголок на место.Можно просто приподнять уголок, не снимая. Заготовка тогда просто протаскивается между уголком и двутавром. Тщательно выставляем вставленный лист по краю уголка (не сказал, что для повышения точности уголок надо заточить примерно на половину толщины),
пример работы самодельного листогиба
сильно завинчиваем болты крепления уголка и поворачиваем траверсу на тот угол, который мы хотим получить.пока я делал ремонт, «вылезло» только два недостатка.
Первая и главная — неудобная система прижима. Второй – можно гнуть только достаточно тонкий металл.Для этого станка максимальной толщиной, с которой можно работать (для стали), является 0,5 мм.
Похожие Записи
Об авторе: admin
« Загадки которые никто не разгадал PSY ЖИВ!!! »
vsegdavsem.ru
Станок для гибки листового металла своими руками
Листогибочный станок – инструмент, отличающийся своей достаточно простой конструкцией, что, впрочем, нисколько не мешает ему демонстрировать потрясающую продуктивность и эффективность при выполнении гибочных работ. Именно о том, как изготовить подобное приспособление своими руками и с минимальными финансовыми вложениями, мы с вами сегодня и поговорим.
Технология гибки и её особенности
В процессе гибки металла происходит сжатие его внутренних слоёв с одновременным растягиванием наружных, при этом прикладываемое напряжение превышает максимально допустимое для этого листового металла напряжение. Как результат – лист металла перегибается на заранее выбранный угол. Степень деформации материала зависит от различных факторов, в первую очередь это его толщина, скорость проведения операции и требуемый угол изгиба. Да и о пластичности металла забывать не стоит.
Хотелось бы обратить особое внимание, что гибка должна проводиться с полным соблюдением технологического процесса – малейшее отклонение может вызывать различные, в том числе и довольно существенные дефекты, сведя на нет все приложенные ранее усилия.
Материалы и инструменты
Для изготовления гибочного станка своими руками понадобится следующее:
- Сварочный агрегат;
- Стальная двутавровая балка;
- Уголок;
- Болты;
- Рукояти;
- Струбцины;
- Петли.
Изготовление станка своими руками – начальный этап
Самодельный гибочный станок включает в себя следующие узлы и компоненты (рис. 1):
- Основание;
- Прижим;
- Гайка-маховик;
- Обжимной пуансон с рычажной рукоятью;
- Струбцины, фиксирующие приспособление на верстаке.
Итак, чтобы сделать листогибочный агрегат своими руками следует в первую очередь озаботиться обустройством его основания, изготавливается которое из металлического швеллера №6,5 (можно и №8), длина которого не превышает 0,5 м (данный параметр можно подбирать по своему усмотрению).
Прижим, основу которого составляет уголок, позволяет сгибать листы на угол свыше 90°, что особенно актуально в ситуации, когда требуется фальцевое соединение листов. Конструкция самого прижима сварная, главный уголок под №5 усиливается посредством профиля из уголка №3. Для максимальной жёсткости толщина полок уголка должна быть не менее 5 мм. Длина прижима должна быть меньше основания примерно на 70 см, при этом на его торцах наваривают кронштейны из уголков №3, толщина стенки которых также составляет 5 мм (рис. 2).
Края уголка, особенно те, которые будут контактировать с металлом, зачищают напильником или же фрезеруют – так, чтобы они были параллельны основанию. Посредине каждого кронштейна высверливается отверстие на 8 мм.
Для обжимного пуансона используют уголок №5, который короче прижима на 10 см. Рычажную рукоять выгибают из прута арматуры, сечением 15 мм, придавая ей вид скобы, после чего сваривают с пуансоном. Из листа металла, толщина которого 5 мм, вырезают щёчки и высверливают в них отверстия на 10 мм.
С торцов рёбер пуансона убирают фаску – глубина 5 мм, длина 30 мм, что позволит установить стальные оси, выполненные из прута сечением в 10 мм. Направление привариваемых осей должно совпадать с ребром уголка. Подобные же фаски, но чуть больших размеров – длина 32 мм, глубина 6 мм, убирают и с рёбер основания.
Самодельный листогибочный станок – работы продолжаются
Продолжаем изготовление гибочного агрегата своими руками. Пришёл черёд предварительной сборки аппарата. Для этого пуансон и основание устанавливают в тисках, следя за тем, чтобы полка уголка и швеллера прибывали в единой плоскости по горизонтали. Оси пуансона дополняют щёчками, фиксируя их с помощью сварки или любым иным удобным способом.
Пробную гибку проводят на мягком листе металла (1 мм толщиной). Он укладывается на основание, а сверху его придавливают вальцы и прижим, прижимая к основе шпильками или струбцинами. В случае необходимости после пробных гибок проводят корректировку положения щёчек, после чего окончательно приваривают их на основание.
Через отверстия в кронштейнах высверливают отверстия на основании – сечение 8 мм, после чего нарезают в них резьбу М10. Отверстия в прижимах расширяют до 10 мм. Снизу в основание вкручивают болты, фиксируя их головки посредством сварки.
Основание с прижимом стягивается гайками М10 с подложенными под головки шайбами. Для обратного отжатия прижима используют предварительно одетые на болты пружины. Хотя и резиновые амортизаторы далеко не самый плохой выбор.
Для изготовления крепёжных струбцин также используют уголок №3. С их конструкцией можно ознакомиться на рисунке 3. На зажимных винтах М10 устанавливают опорные накладки, а сами струбцины посредством сварки монтируются возле щёчек на полке основания.
Покупка или самостоятельное изготовление – что выбрать
Вот собственно и всё. Мы с вами разобрались, как изготовить гибочный станок своими руками. Но возникает вопрос, а не проще ли купить в магазине уже готовый аппарат? Давайте посмотрим. Практика показывает, что преимущества самодельного станка более чем очевидны – заводские модели в подавляющем большинстве случаев достаточно габаритны и способны гнуть листовой металл до 3 м шириной, стоимость подобных устройств весьма и весьма существенная, а механический привод, которым они преимущественно оснащены, совсем не подходит для тонкой работы. Другое дело привод гидравлического типа, хотя стоимость подобного оборудования столь велика, что его задействование даже при выполнении постоянных работ в малых объёмах является нецелесообразным.
Вот и получается, что кроме ручного привода для домашнего использования ничего и не остаётся. Он прост в устройстве и эксплуатации, затраты на его изготовление минимальны, сделать его вполне по силам самостоятельно и без задействования какого-либо специфического оборудования, при этом качество работы по многим параметрам ни в чём не уступает покупным моделям.
Самодельный листогибочный станок для окрашенной жести
Главная страница » Своими руками » Листогибочный станок своими руками » Самодельный листогибочный станок для окрашенной жести
Самодельный листогибочный станок для окрашенной жести призван обеспечить высокое качество и точность гибки металла, имеющего лакокрасочное покрытием. При этом продукция, изготовленная на этом оборудовании, должна иметь хороший (а если постараться, то и привлекательный) товарный вид. Сегодня мы расскажем о том, как изготовить столь полезный листогиб своими руками.
Конструкция листогиба
В статье «Простейший самодельный гибочный станок листового металла» мы рассказали о схеме, по которой работает ручной листогиб. В ней рассказывается о станке, который деформирует неокрашенную жесть и производит продукцию, к которой предъявляются крайне низкие требования.
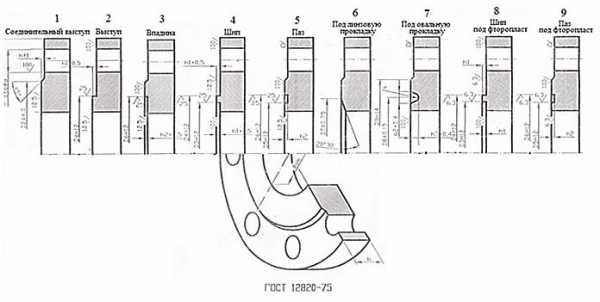
Схемы работы листогиба.
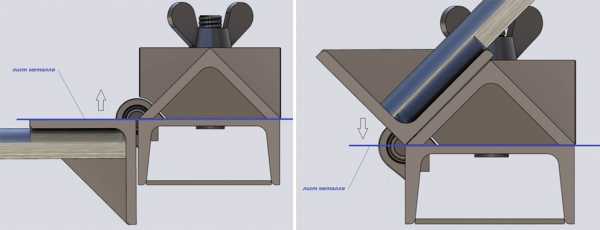
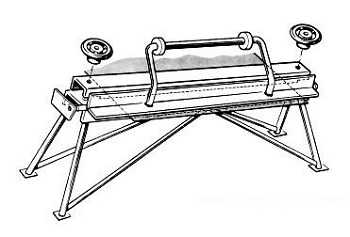
В настоящей статье мы расскажем, как изготовить самодельный листогибочный станок для окрашенной жести. Обработка жести с лакокрасочным покрытием должна производиться на более мощном оборудовании, которое обеспечивает, кроме того, ещё и более высокие точность и качество гиба. Конструкций самодельных станков, предназначенных для гибки окрашенного листового металла, интернет предлагает много. Мы расскажем ещё об одной.Листогиб, о котором мы будем рассказывать, схематически изображён на рисунке.
Компоновка листогиба (пуансон открыт).
Основанием предлагаемой конструкции служит, как самый жёсткий из доступных профилей, швеллер (№ 5…8). С верстаком, который является основанием, он связан двумя струбцинами. Изгибаемый лист окрашенного металла помещается между основанием и прижимом (швеллер № 5 — играет роль траверсы) и прижимается двумя гайками-маховиками. Такая конструкция гайки выбрана для того, чтобы необходимый (с достаточно большим усилием) прижим можно было осуществлять вручную, без применения инструмента. Сильный прижим необходим, что бы исключить перемещение листа металла во время гибки (под действием касательной составляющей основного усилия). Вместо гайги-маховика возможно применение гайки-барашка или других специальных гаек, которые окажутся у вас под руками.Гибка листа металла осуществляется под воздействием обжимного пуансона: в процессе его поворота от положения на предыдущем рисунке (пуансон открыт) до положения на следующем рисунке (пуансон закрыт).
Листогиб с основанием (пуансон закрыт).
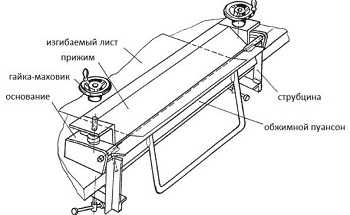
Для лучшего понимания конструкции приспособления и возможности создания эскизной конструкторской документации (далее — КД) под свои потребности, предлагаем вашему вниманию деталировку самодельного листогибочного станка для окрашенной жести.
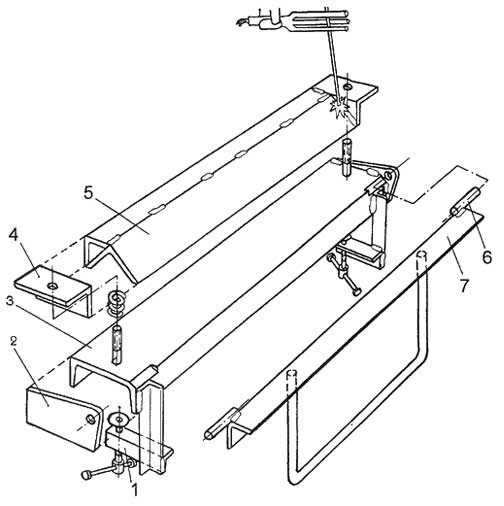
Деталировка листогиба.
Содержание деталировки самодельного листогибочного станка:1. Струбцина;2. Щека;3. Основание;4. Кронштейн;5. Прижим;6. Ось;7. Пуансон.Все детали и узлы должны изготавливаться из прочной стали толщиной 5…6 мм, ручка Ø 15…20 мм (рекомендуется из прочного, но лёгкого материала – своими руками поднимать будете).Отдельно остановимся на прижиме. Сторона, которой он прилегает к листу деформируемого металла, должна иметь отличную плоскостность (то есть, по-возможности, минимальное её численное значение). На это следует обращать внимание при выборе материала. Если совсем без изъянов выбрать профиль не удаётся, то следует произвести фрезерование рабочей поверхности.
Предотвращаем волнистость прижимной планки
Следует иметь в виду, что любой металл пластичен, и внутреннее напряжение в нём распределяется от точки приложения усилия (в нашем случае — это место установки ручки) к краю детали. Эпюра распределения напряжений внутри детали имеет приблизительно следующий вид (т. е. резко отличный от прямой линии. Левая ручка управления траверсой находится на эпюре справа, левый край траверсы — слева. У правой ручки — зеркальная картина.). В результате, траверса через некоторое время будет иметь волнистую рабочую поверхность.
Эпюра распределения напряжений в металле траверсы.
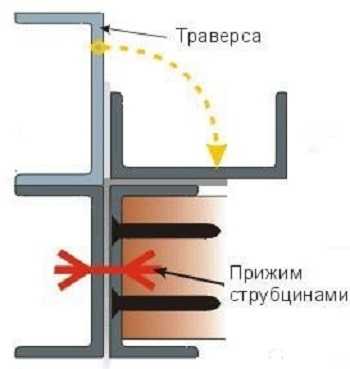
Поэтому, какой бы прочный профиль мы ни выбрали для траверсы, всё равно в процессе эксплуатации происходит её деформация в местах крепления ручек, так как там максимальные механические напряжения (о печальных последствиях этого явления — смотри выше). Чтобы свести деформацию к минимуму, следует профиль усиливать.Примеры конструктивного усиления профиля траверсы.

Конструкция усиления прижимной планки.

Усиление траверсы.
Изготовление самодельного листогибочного станка для окрашенной жести
В соответствии с разработанной эскизной КД, вы изготавливаете отдельные детали. Рекомендуем сразу снимать заусеницы (напильником или любым другим подручным инструментом) и, в технически обоснованных случаях, «заваливать» (просто притуплять) острые кромки (деталь должна иметь такой внешний вид, что бы «её было приятно взять в руки»).Далее, выполняем все необходимые сборочные операции. К станку, при желании, можно разработать и изготовить «персональное» основание, которое позволит эксплуатировать приспособление прямо на рабочем объекте.

Листогибочный станок для гиба покрашенных стальных листов.
Места сварки следует тщательно зачистить карщеткой и обязательно покрыть грунтом, так как металл здесь ослаблен и может быстро поржаветь. Вообще-то, рекомендуется покрыть грунтом всё приспособление.
Заключительные операции
Что бы листогибочным станком было приятно пользоваться, его следует покрасить. Этим вы, кроме эстетических характеристик, повысите его антикоррозионную защиту. Краску можно использовать пентафталевую типа «ПФ». Перед покраской, если вы по какой-то причине не осуществили грунтовку, не забудьте произвести очистку (в том числе и обезжиривание) всех металлических поверхностей.И заключительная операция – это смазка узлов трения. Можно использовать любую консистентную смазку (жировую, литол, солидол и т. п.). Желаем вам успехов!
Где купить
По поводу покупки готовых листогибов смотрите контакты продавцов на этой странице.
ipmet.ru
Листогибочный станок своими руками | Все обо всем, трэш, угар и хорошее настроение
Июл 1 • Есть мнение, Как... • 8108 Просмотров • Комментарии отключены
Несколько лет назад пришлось мне выбирать листогиб. Стоимость приличного мобильного станка (а нужен был листогиб, который в силах перемещать один человек) превышала пределы, казавшиеся мне разумными. Естественно, что сразу подумалось об изготовлении листогиба своими руками.
Как оказалось я не один такой – в сети есть много отчетов о самостоятельном создании листогиба.Общим недостатком всех предложенных вариантов является низкая жесткость готовой конструкции. Поэтому сделанный самостоятельно листогибочный станок, не будет нормально гнуть заготовки длиной больше метра. «Стол» станка решил сделать из двутавровой балки 80 мм.
На балку сверху, на болтах, сажается уголок того же размера.
Уголок играет роль прижима для фиксации заготовки.В качестве поворотных узлов выступали три здоровенных петли для стальной двери, приваренные к двутавру. Ответные части петель варятся к еще одному уголку. Этим уголком и производится гибка материала при его повороте.
Поскольку нужно очень значительное усилие, к уголку приварены две 800-мм ручки из трубы. Листогиб прижимается к прочному столу двумя здоровенными струбцинами. Отвинчиваем прижимной уголок.Укладываем заготовку. Сверху устанавливаем уголокМожно просто приподнять уголок, не снимая. Заготовка тогда просто протаскивается между уголком и двутавром.Далее, выровняв заготовку, затягиваем винты уголка.(забыл сказать, что прижимной край уголка неплохо бы с одной стороны заточить, но не более, чем на половину толщины),
как работает мой листогиб
тщательно затягиваем болты и поворотом траверсы гнем заготовку на нужный угол.пока я делал ремонт, «вылезло» только два недостатка.
Первый, это неудобный прижим.Второй недостаток это ограничение толщины изгибаемого металла.Реально можно работать со сталью не больше 0,5 мм.
Похожие Записи
Об авторе: admin
« Необычные банкноты Десятка самых известных книжных начал. »
vsegdavsem.ru
Гибочный станок своими руками
23 ноября 2015
Просмотров: 3504
Многие для гибки металлических листов часто сооружают гибочный станок своими руками. Часто основным материалом изготовления является металл. Поэтому нередко возникает необходимость согнуть заготовку. Приобретать подобное оборудование крайне невыгодно экономически, поскольку устройства довольно примитивные, а изготовители просят достаточно крупные суммы за свои изделия. Поэтому станок для гибки листового металла гораздо выгоднее изготовить самостоятельно, не тратя лишние финансовые средства. Самодельный станок позволит изготовить различные устройства из металла, которые могут потребоваться при строительстве дома, монтаже кровли или благоустройстве приусадебного участка. Далее будет описана технология изготовления такого станка в домашних условиях.

Гибочный станок используется для гибки металлических листов.
Описание и назначение
Устройства для изготовления гнутых деталей из листового металла, имеющие вспомогательную функцию порезки, применяют для изготовления полос из металла (они могут иметь различные габариты). Еще на подобном устройстве возможно изготовление различных металлопрофильных деталей. Самодельный станок для сгибания листов позволяет гнуть заготовки под любыми необходимыми углами, не нарушая поверхностей и защитных покрытий. При работе на подобном устройстве следует помнить, что стальные листы, а кроме этого, и медные, латунные, алюминиевые и железные, имеющие толщину от 0,8 мм и меньше, должны иметь ширину не менее 40 см, но не более 2,5 метра. При указанных размерах заготовки допустимая высота полки (для отгибания) должна составлять не более 2 см. Для порезки заготовок такой толщины их минимально допустимая ширина должна составлять 80 мм, а максимально допустимая — 40 см.
Сборка листогибочного станка.
Чтобы выполнять работы на листогибочном станке, у заготовок должны отсутствовать деформации на отгибаемых участках. Это позволяет изготавливать различные элементы и детали, которые по качеству исполнения не будут уступать образцам, изготовленных промышленно. При этом необходимо покрытие гибочного устройства силиконом или резиновой подложкой, тогда при выполнении работ на заготовках не будут портиться лакокрасочные и полимерные покрытия.
Грамотно собранный станок для сгибания позволит обеспечить высокое качество изгибов (без деформаций) заготовок, которые будут отвечать всем необходимым техническим параметрам.
Конструкция такого станка достаточно проста и функциональна. Главными элементами и деталями конструкции являются:
Деталировка листогибочного станка.
- Нож. Должен монтироваться на роликах, предназначен для порезки металлических листов и разделки металлических изделий. Такое приспособление должно быть изготовлено из стали с высокой твердостью (около 100 баллов по шкале Роквела). При такой прочности нож будет служить долго, при этом его будет трудно натачивать, однако это с лихвой компенсируется количеством погонных метров разделанного металла. Нож должен быть установлен на роликах с утяжелителем. Это позволит перемещать ролики с ножом, а не заготовку, что существенно упростит работу.
- Рабочая балка (стол). Она выполняет функцию рабочей поверхности, на которую кладут заготовку. Ширина балки может быть любой, в случае использования широких балок листогибочный станок может превратиться в полноценный верстак. При этом рекомендуется сделать покрытие балки из резины или силикона.
- Сгибатель металлических листов. Представляет собой конструкцию с рамой из дерева, у которой имеется утяжелитель.
- Подставки и упоры для предотвращения скольжения заготовки по рабочему (заднему) столу.
- Упоры для сгибания. Они задают ширину, под которой будет сгибаться заготовка. Ими также задается необходимый угол сгиба.
- Упоры для указания ширины разреза. Используются при разделке заготовок.
После того, как были рассмотрены конструктивные особенности станка, можно перейти к описанию принципа работы станка и типам конструкции.
Как работает такой станок — типы конструкций
Конструкция струбцин для крепления листозгиба.
Основной принцип устройства и функционирования станка прост. В процессе работы заготовку укладывают на задний стол и фиксируют ее в нужном положении. После фиксации устанавливают упоры для изгиба заготовки (при этом максимальный угол сгиба может составлять до 135 градусов). Далее устанавливаются упоры для разделки листа (если требуется). При этом максимальная толщина заготовки, которую возможно согнуть на таком станке, зависит от мощности гибочной рамы (балки) и утяжелителей на ней. Станок будет очень надежен, поскольку основным и единственным элементом, который обеспечивает движение прижимной рамы, будут петли. Длина обрабатываемых заготовок будет зависеть только от длины заднего стола и прижимной балки.
На данный момент есть несколько вариантом изготовления листогибочных станков, которые выпускаются промышленно: станки с ручным приводом, с механическим приводом, электроприводные, гидроприводные и пневмоприводные. Также условно их можно разбить на мобильные и стационарные. Независимо от типа привода, такие станки работают с листовой сталью, а толщина обрабатываемых заготовок определяется мощностью привода. Некоторые делят устройства и по типу способа сгибания материала. Различают 3 вида: поворотные, прессами и смещаемыми. Первые оснащаются специальной балкой для сгибания, вторые — прижимом и пуансоном, третьи имеют валки (для них толщина заготовки ограничена 3 мм). Большая часть выпускаемых агрегатов оснащается ножом для порезки заготовки. Механические приспособления приводятся в работу маховиком, электрические — электродвигателем с редуктором, гидравлические — насосом. У пневматических станков в качестве привода используется компрессор.
Собираем листогибочный станок
Работы по изготовлению листогибочного станка начинают с составления схемы. Чтобы собрать это устройство, необходимо заранее приобрести и изготовить все необходимые элементы и детали. Сначала заготавливают 2 куска швеллера №5, 6 одинаковой длины (швеллер должен иметь прямолинейные кромки). Из этих заготовок будут изготавливать металлическое основание, для него рекомендуется использовать швеллер № 6 в качестве основания и №5 для изготовления прижима. Длина отрезков должна отвечать длине заготовок, которые планируется обрабатывать. Рекомендованная рабочая длина участка должна составлять полметра, такой длины достаточно для изготовления большей части необходимых в быту деталей и элементов.
После заготовки отрезков из швеллера нужной длины на прижимном швеллере делаются отверстия (2 или 4) диаметром около 9 мм. Ближайшее к концу швеллера отверстие располагается в 3 см. Важно, чтобы прижимающее устройство было сделано короче, чем основание примерно на 5-10 см. Пуансон для обжима изготавливается из уголка, обладающего большей толщиной профиля. Ручку для рычага рекомендуется изготовить из арматуры или бруса. При этом арматура должна быть сечением 15 мм, брус — минимум 50х50, а форма ручки должна быть «П»-образной. Ее необходимо соединить с уголком (сваркой или прикрепить болтами).
Далее изготавливаются щечки. Их делают из катаной стали, толщина должна быть примерно 5 мм. Они должны иметь фаски, их толщина должна составлять около 0,6 см, длина — порядка 3-3,3 см (ребра основания). Торцы пуансона также делаются с фасками, их глубина составляет 0,5 см, а длина — 3 см. Их снимают с пуансона для обеспечения установки осей. Последние делают из металлических прутов диаметром 1 см. Их закрепляют сваркой, обеспечивая параллельность линий осей относительно ребрам уголка. Готовую конструкцию с пуансоном соединяют с использованием тисков, чтобы свободная полка уголков была расположена в той же горизонтальной плоскости, что и свободная швеллерная полка.
После изготовления устройства для сгибания листов рекомендуется осуществить пробные манипуляции с какой-либо заготовкой (можно взять лист до 1,5 мм из мягкой стали).
В заключение
Несмотря на то, что подобный станок является простым в эксплуатации, крайне важно не забывать правила техники безопасности и соблюдать их неукоснительно. В противном случае можно получить травмы.
Автор:
Иван Иванов
Поделись статьей:
Оцените статью:
Загрузка...Похожие статьи
masterinstrumenta.ru