Содержание
Технология сварки нержавейки полуавтоматом
Содержание
- Полуавтомат для сварки нержавеющей стали
- Какой газ нужен для полуавтоматической сварки нержавейки
- Технология сварки нержавеющей стали полуавтоматом
Еще в начале прошлого столетия было случайно обнаружено, что при добавлении в низкоуглеродистую сталь небольшого количество хрома, появляется металл со способностью сопротивляться воздействию кислоты. С тех пор и появился металл, который сегодня известен как нержавейка.
Всего лишь такое небольшое изменение в составе стали привело к существенной трансформации свойств материала: низкой проводимости тока и теплоотдачи, а также способности быть нейтральными к воздействию большинства из известных химических веществ и воды. Но это также затруднило и обработку полученной стали.
Сварка нержавейки полуавтоматом является высокотехнологическим процессом, на результат которого влияет: тщательная подготовка, правильный выбор режима работ и расходных материалов.
Существует несколько способов сварки нержавеющей стали. Для этого используется:
- Электродная сварка.
- Аргонно-дуговая.
- Сварка нержавейки в среде углекислого газа полуавтоматом.
Способ сварки в среде углеродистого газа зарекомендовал себя как самый надежный и качественный метод обработки нержавеющей стали. Метод учитывает особенности строения металла, его химические свойства и структуру. Работы с полуавтоматом выполняются тремя разными способами. А именно:
- Короткой дугой.
- С применением струйного переноса.
- Импульсной сваркой.
Каждый из этих методов оправдывает себя при определенных ситуациях.
Возможна сварка нержавейки полуавтоматом без газа. Выполняется сварка без газа с помощью специальной порошковой проволоки. В результате получается качественный шов. Но недостатком способа является то, что шовный материал будет ржаветь с течением времени. Поэтому для работ с нержавейкой лучше использовать проволоку из такого же материала и с подачей углекислоты в сварную ванну. Соответственно полуавтомат для этих работ необходим с функцией MIG / MAG.
Соответственно полуавтомат для этих работ необходим с функцией MIG / MAG.
Сварка нержавеющей стали полуавтоматическим аппаратом является сложным высокотехнологическим процессом и требует определенных навыков и профильного образования. Для начинающих мастеров следует попробовать выполнить работы на отдельной черновой заготовке.
Какой газ нужен для полуавтоматической сварки нержавейки
Как уже отмечалось особенности сварки нержавейки таковы, что лучшие результаты достигаются благодаря использованию газов, создающих защитный слой во время горения проволоки. Такое «облако» необходимо, чтобы на плавящийся металл не воздействовал кислород. Защитный газ позволяет улучшить процесс сжигания проволоки и ее адгезии к обрабатываемому материалу.
При выполнении полуавтоматической сварки нержавеющей стали используют два рабочих состава газовой смеси.
- Аргон и углекислота – этот состав рекомендован для проведения промышленных работ с нержавеющей сталью. Газовая смесь позволяет улучшить качество сварного шва и обеспечивает хорошую растекаемость расплавленного металла. Соотношение газа 98% Аргон на 2% Углекислоты.
- В некоторых случаях рекомендуют заменить углекислоту, на чистый кислород. Это необходимо, прежде всего, для улучшения смачиваемости на концах обрабатываемого шва.
Использование сварочного аппарата полуавтомата для нержавеющей стали с использованием газа позволяет использовать специальную нержавеющую проволоку при проведении работ, что существенно улучшает внешний вид и качество изделия после обработки.
Технология сварки нержавеющей стали полуавтоматом
Суть технологии сводится к тому, чтобы обеспечить оптимальные условия для проведения сварных работ с учетом особенностей обрабатываемого материала. Газ для сварки нержавейки полуавтоматом позволяет добиться минимального разбрызгивания расплавленной проволоки и обеспечить защиту нержавейки по краям шва.
Каждый из способов выполнения работ имеет свои преимущества и особенности:
- С использованием короткой дуги – полуавтоматическая сварка нержавейки, в среде защитных газов, выполненная этим способом позволяет обеспечить необходимые условия для сваривания тонких листов материала. Преимуществом способа с короткой дугой является снижение вероятности прожигания нержавейки.
- Со струйным переносом – при этом способе рекомендовано использовать проволоку с флюсом (порошковую) без применения газа. Потребуется также использовать специальные головки на сварочный автомат.
- Импульсный метод – из всех режимов сварки нержавеющей стали полуавтоматом, импульсный является наиболее точным и эффективным, так как является полностью контролируемым. Назван импульсный метод так потому, что проволока подается в ванну импульсно в виде небольших капель. У импульсного способа сварки нержавеющей стали имеются свои преимущества: полностью отсутствуют брызги, а также уменьшается расход проволоки.


Какой бы из методов проведения сварочных работ по нержавейке ни был выбран, перед началом потребуется выполнить следующие приготовления:
- Поверхность зачищается до блеска.
- Металл обезжиривается с помощью растворителя или ацетона.
- При подготовке необходимо обработать торцы, чтобы между ними осталось небольшое пространство.
Технология полуавтоматической сварки нержавейки учитывает особенности этого металла и позволяет выполнить работы таким образом, чтобы шов получился однородным и имел идентичные свойства.
Так как процесс работ: подбор мощности установки, выбор метода сварки, побор необходимых расходников достаточно сложен, рекомендуется, чтобы работы выполнял квалифицированный специалист, имеющий профильное образование и практику.
Можно ли варить нержавейку полуавтоматом?
Главная » Оборудование » Полуавтоматы » Технология сварки нержавейки полуавтоматом
0
Опубликовано: 20. 04.2017
04.2017
Сегодня, кроме полуавтоматов промышленного класса, появились полуавтоматические сварочные аппараты т.н. хобби-класса, позволяющие варить нержавейку полуавтоматом едва ли не в домашних условиях. К таким сварочным аппаратам хобби-класса относится, например, серия МДТ. Но, тем не менее, сварка нержавейки современным полуавтоматом по-прежнему остается сложным и ответственным процессом даже для опытного сварщика.
И эта сложность связана, во-первых, с различным химическим составом нержавеющих сплавов стали, а во-вторых, рядом характерных свойств нержавейки, которые ещё более усложняют сварочные работы.
Оглавление:
- Особые для сварщика свойства нержавеющей стали
- Низкая теплопроводность
- Небольшая температура плавления
- Высокий показатель теплового расширения
- Низкая электропроводность
- Особенности сварки нержавейки полуавтоматом в потоке аргона
- Технология сварки нержавейки полуавтоматом
- Завершение сварочных работ
Особые для сварщика свойства нержавеющей стали
Нержавеющая сталь обладает следующими свойствами, влияющие на процесс выполнения сварочных работ:
Низкая теплопроводность
Теплопроводность нержавеющей стали в 2 раза ниже, чем у низкоуглеродистых сплавов. Из-за этого происходит перегревание сварочной ванны и проплавление стали, что, в свою очередь, приводит к ухудшению антикоррозийных свойств нержавейки. Для предотвращение указанных негативных процессов рекомендуется уменьшать на 20% силу тока и применять средства принудительного охлаждения сварочной ванны.
Из-за этого происходит перегревание сварочной ванны и проплавление стали, что, в свою очередь, приводит к ухудшению антикоррозийных свойств нержавейки. Для предотвращение указанных негативных процессов рекомендуется уменьшать на 20% силу тока и применять средства принудительного охлаждения сварочной ванны.
Небольшая температура плавления
Небольшая температура плавления в сумме с низкой теплопроводностью приводит к образованию в сварочной ванне жидкого расплава с температурой свыше 500 градусов. В этих условиях начинает происходит межкристаллитная коррозия – образование карбидов железа и хрома. В дальнейшем в местах концентрации карбидов образуются микротрещины, в которые проникает вода, провоцируя коррозийные процессы.
Рецепт предотвращения межкристаллитной коррозии – это принудительное охлаждение сварочной ванны (водяное, струёй инертного газа и пр.).
Высокий показатель теплового расширения
В условиях низкой теплопроводимости данный фактор приводит к линейной усадке и термической деформации кристаллической структуру нержавеющей стали. Для предотвращения усадки между свариваемыми деталями оставляется достаточно широкий зазор, в который и будет расширяться перегретая нержавейка.
Для предотвращения усадки между свариваемыми деталями оставляется достаточно широкий зазор, в который и будет расширяться перегретая нержавейка.
Низкая электропроводность
По сравнению с другими сплавами железа нержавейку можно назвать изоляционными материалом, настолько слабо нержавеющая сталь проводит электрический ток. Из-за этого свойства происходит перегревание электродов в процессе сварочных работ, особенно, если они относятся к высоколегированным разновидностям, т.е., содержат большое количество никеля и хрома.
Особенности сварки нержавейки полуавтоматом в потоке аргона
Существуют несколько технологий проведения сварочных работ с нержавеющей сталью, например, с использованием специальной порошковой проволоки. Но у всех них существуют определённые недостатки. Так, сварочные швы, созданные с помощью порошковой проволоки, со временем растрескиваются.
Полуавтоматическая сварка нержавейки аргоном является наиболее эффективным и качественным способом термического соединения двух деталей из нержавеющей стали.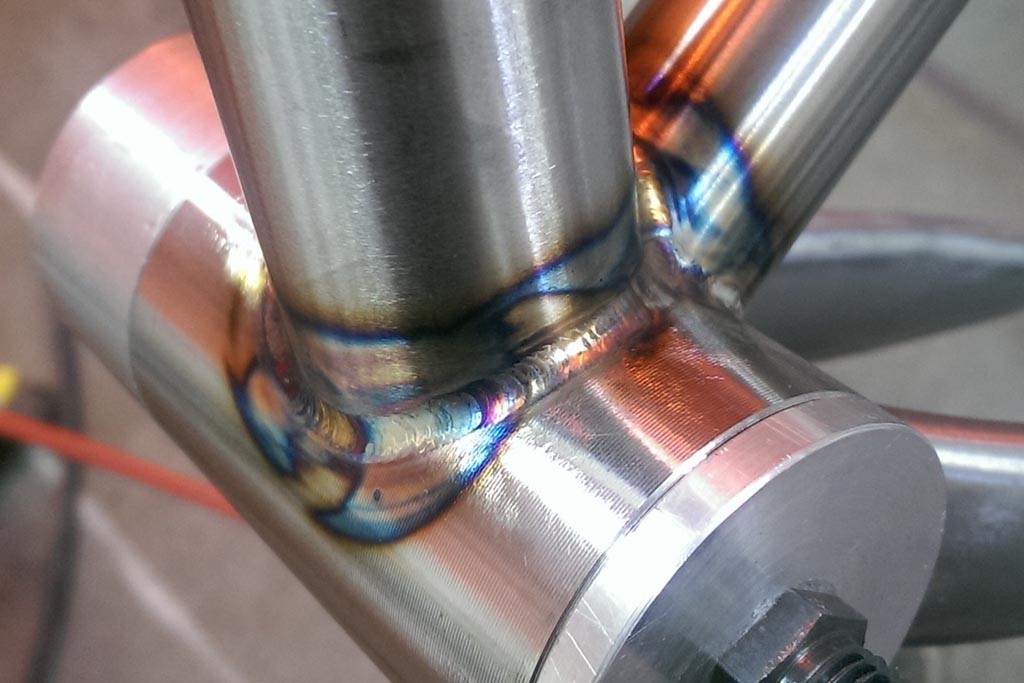 Для охлаждения сварочной ванны чаще всего применяется поток инертного газа аргона с добавлением углекислого газа.
Для охлаждения сварочной ванны чаще всего применяется поток инертного газа аргона с добавлением углекислого газа.
Обратите внимание, соотношение аргона и углекислого газа изменяется в зависимости от характера нержавеющих сплавов, с которыми производятся сварочные работы. Это соотношение регулируется при помощи двух баллонов с аргоном и с углекислым газом, у которых по-разному откручиваются вентили, добиваясь, тем самым, разного соотношения охлаждающей газовой смеси.
Для повышения качества и улучшения внешнего вида получаемого сварочного шва используется нержавеющая проволока из никелевого сплава, которая подаётся в зону сварки механическим способом.
Как и соотношение охлаждающей смеси, химический состав проволоки зависит от химического состава нержавеющих сплавов и особенностей выполнения сварочных работ.
Технология сварки нержавейки полуавтоматом
Итак, как варить нержавейку современным полуавтоматом? Данная процедура выполняется несколькими методами:
- Короткая дуга. Применяется для соединения тонколистных деталей.
- Струйный перенос. Применяется для соединения толстостенных деталей.
- Технология импульсной сварки. Широко применяется в промышленном производстве, поскольку отличается высокой скоростью выполнения сварочных работ при низком уровне энергопотребления.
 Применяется для соединения тонколистных деталей.
Применяется для соединения тонколистных деталей.Так, перед началом сварочных работ:
- Устанавливается обратная полярность;
- Устанавливается наклон электрона и угол подачи проволоки в зону сварочных работ. Так, например, при наклоне проволоки вперёд уменьшается глубина провара и увеличивается ширина сварочного шва. Такая комбинация применяется для варки тонколистных деталей;
- Устанавливается допустимый вылет проволоки. Обычно этот показатель ограничивается расстоянием в 12 мм;
- Устанавливается сила охлаждающего газового потока в диапазоне от 6 до 12 м3/мин. Если сила охлаждающего газового потока не будет установлена в указанных пределах, то в результате значительно ухудшится качество сварки;
- Определяется порядок работы осушителя, задача которого удалять из газовой смеси пары воды. Дело в том, что молекулы воды, попадая в сварочную ванну, вступает в реакцию с углекислотой и металлами, в результате чего последовательно образуется сначала углекислая кислота, а затем углекислые соли металлов. В качестве осушителя обычно применяется медный купорос, который за 20 минут до начала сварки нагревается до 200 градусов. Средний расход медного купороса – 100 грамма на 4 баллона газовой смеси;
- За защиты от брызг расплавленного металла к полуавтомату подключается ёмкость с водно-меловым раствором;
- Выставляются скорость и траектория движения. Полуавтоматическую сварку необходимо начинать хотя бы в 5 см от края детали, иначе существует риск образования т.н. водородных трещин.
 Если сила охлаждающего газового потока не будет установлена в указанных пределах, то в результате значительно ухудшится качество сварки;
Если сила охлаждающего газового потока не будет установлена в указанных пределах, то в результате значительно ухудшится качество сварки;Завершение сварочных работ
Сварка нержавейки полуавтоматом не гарантирует получение идеального результата. По окончанию сварочных работ по поверхности сваренных деталей возможно появление пузырей, которые следует сгладить молотком. Для этого необходимо нагреть горелкой пузырь и, аккуратно постукивая молотком, выпрямить его.
По окончанию сварочных работ по поверхности сваренных деталей возможно появление пузырей, которые следует сгладить молотком. Для этого необходимо нагреть горелкой пузырь и, аккуратно постукивая молотком, выпрямить его.
Сергей Одинцов
tweet
Автоматизированные сварочные системы | Проблемы сварки нержавеющей стали
Автоматизированные системы сварки + нержавеющая сталь
Нержавеющая сталь на протяжении многих лет набирает популярность в производственной отрасли. Это в основном связано с коррозионной стойкостью материала, прочностью и общей устойчивостью. От кухонных приборов, автомобильных изделий, медицинского оборудования и многого другого нержавеющая сталь встречается повсюду. Хотя этот металл, не требующий особого ухода, имеет много преимуществ, он может вызвать множество проблем и разочарований при сварке!
Сварка нержавеющей стали Краткие сведения:
Существуют сотни марок нержавеющей стали.
Наиболее часто используемая нержавеющая сталь включает 304 и 316.
- Нержавеющая сталь
наиболее известна своей коррозионной стойкостью, прочностью и обрабатываемостью.
- Нержавеющая сталь
имеет низкую восприимчивость к росту бактерий, что делает ее популярным выбором для пищевых продуктов и медицинских изделий.
Некоторые нержавеющие стали могут быть в 3-5 раз дороже, чем мягкая сталь.

Ключевым моментом является выбор правильной ручной или автоматической системы и процесса сварки. Читайте дальше, чтобы узнать об общих проблемах при сварке нержавеющей стали и советах по их преодолению.
Оксид хрома
Тонкий слой оксида хрома придает нержавеющей стали ее «нержавеющую» характеристику. Этот слой является одним из основных аттракторов, так как защищает материал от агрессивных сред. Задача при сварке нержавеющей стали состоит в том, чтобы избежать повреждения этого слоя брызгами или шлаком, так как это может привести к уязвимости конечного продукта. Очистка после сварки с помощью соответствующих инструментов необходима, чтобы избежать этой проблемы.
Задача при сварке нержавеющей стали состоит в том, чтобы избежать повреждения этого слоя брызгами или шлаком, так как это может привести к уязвимости конечного продукта. Очистка после сварки с помощью соответствующих инструментов необходима, чтобы избежать этой проблемы.
Вход температуры
Легирующий компонент нержавеющей стали проводит тепло гораздо медленнее, чем углеродистая сталь. Это означает, что тепло от дуги не будет так легко распределяться по материалу, что приведет к концентрации тепла в сварочной ванне. Это приведет к короблению, прожогу и окислению. Индикатором того, что для нержавеющей стали используется слишком много тепла, является то, что сварной шов начинает окрашиваться в цвета радуги. Хотя цвета могут выглядеть как произведение искусства, конечный продукт может не пройти проверку качества сварки.
GMAW по сравнению с GTAW
Исторически дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) была предпочтительным методом для работы с нержавеющими сталями. Однако по мере развития технологий дуговая сварка металлическим газом (GMAW) стала более стандартом. Это связано с использованием полуавтоматического сварочного оборудования в сочетании с современными средствами управления, которые обеспечивают высокую скорость наплавки, регулируют подачу тепла и улучшают стабильность. Свяжитесь с Bancroft Engineering, чтобы обсудить многочисленные преимущества автоматизации сварки нержавеющей стали.
Однако по мере развития технологий дуговая сварка металлическим газом (GMAW) стала более стандартом. Это связано с использованием полуавтоматического сварочного оборудования в сочетании с современными средствами управления, которые обеспечивают высокую скорость наплавки, регулируют подачу тепла и улучшают стабильность. Свяжитесь с Bancroft Engineering, чтобы обсудить многочисленные преимущества автоматизации сварки нержавеющей стали.
Окончательная обработка
Нержавеющая сталь требует специальной обработки после завершения сварки. Не делайте ошибку, используя стальные щетки или полировальные круги, которые ранее использовались для обработки углеродистой стали — это повредит защитный оксидный слой. Независимо от того, нужна ли вам матовая, матовая или зеркальная поверхность, важно использовать специальные инструменты для обработки нержавеющей стали, такие как диски для отделки, ремни и другие инструменты./1b5110983168889.s.siteapi.org/img/8c023344c01021e5a5bc469c69ddb46d43f39375.jpeg)
Автоматизированные системы сварки + нержавеющая сталь
Умение сваривать нержавеющую сталь является жизненно важной частью производства. Bancroft Engineering имеет многолетний опыт создания автоматизированных сварочных систем для сварки нержавеющей стали. Мы можем помочь вам оптимизировать ваше производственное оборудование и значительно улучшить сварку! Готовы к обновлению? Позвоните нам сегодня по телефону 262-786-1880 или напишите по электронной почте: [email protected]
3 Общие методы сварки нержавеющей стали
Процесс сварки нержавеющей стали зависит от толщины и отделки материала, а также от использования готового продукта. Хотя существует множество методов сварки нержавеющей стали, есть три, которые чаще всего используются сварщиками в Соединенных Штатах. Этими методами сварки нержавеющей стали являются сварка TIG, сварка сопротивлением и сварка MIG.
Это сварка TIG, сварка сопротивлением и сварка MIG. Продолжайте читать, чтобы узнать больше о каждом из них.
1. Сварка ВИГ или дуговая сварка вольфрамовым электродом в газе
Предлагая высокое качество, универсальность и долговечность, ВИГ является наиболее часто используемым процессом сварки нержавеющей стали. Этот процесс сварки создает низкое тепловложение, что делает его идеальным для тонкого материала. Газообразный аргон часто смешивают с другими газами, в зависимости от потребностей конкретного проекта, включая гелий, водород и азот. Чтобы предотвратить окисление и повысить устойчивость к коррозии, можно использовать процесс односторонней сварки, создавая защиту инертным защитным газом между внутренними и внешними сварными швами.
2. Сварка сопротивлением или точечная сварка
Сварка сопротивлением или точечная сварка, как ее часто называют, является одним из самых экономичных видов сварки. Оборудование для контактной сварки (RW) невероятно универсально, что означает, что его можно использовать как в небольших, так и в крупных проектах.
RW использует электрический ток для нагрева потертых металлических краев и герметизации их вместе. Этот тип сварки исключительно производительен для металла с низкой температурой плавления, поскольку его можно настроить таким образом, чтобы предотвратить деформацию металла.
3. Сварка МИГ или газовая сварка АС
Сварка МИГ представляет собой полуавтоматический процесс, который при правильном выполнении обеспечивает прочное соединение двух кусков нержавеющей стали. В этом процессе используется защитный газ, богатый аргоном, и сплошной проволочный электрод.
Сварка MIG популярна, потому что она позволяет сварщику использовать импульсный источник тока, что упрощает сварку труднодоступных мест на сложных объектах из нержавеющей стали. Смеси других газов, в том числе с гелием, кислородом и углекислым газом, часто используются для стабилизации дуги и улучшения качества сварного шва.
Какой метод сварки нержавеющей стали лучше?
Выбор правильного метода сварки нержавеющей стали действительно зависит от качества, которое вы ищете.