Сварка никеля (стр. 1 из 5). Сварка никеля
Сварка никеля | Инструмент, проверенный временем
Никель и его сплавы обладают весьма ценными свойствами, они коррозионно-стойкие, жаропрочные и жаростойкие, кроме того, у них высокие механические характеристики. Никель марки Н-1, содержащий 99,93 % Ni, подвергнутый отжигу после прокатки листов, имеет прочность <Ув до 420—530 МПа, 6=35— 45 %. Благодаря своим свойствам никель и его сплавы применяют в химической, нефтехимической промышленности, электронике, энергетике и в других отраслях. Кроме указанных выше свойств он имеет большое электрическое сопротивление, сохраняет высокую прочность и пластические свойства при низких температурах.
При сварке никеля и его сплавов вредное влияние на качество сварного шва оказывает присутствие в металле или в покрытии электродов серы и свинца. Сера активно соединяется с расплавленным никелем, образуя сульфид, который резко снижает пластичность никеля и его работоспособность при высоких температурах. Свинец также влияет на охрупчивание никеля и снижение его пластичности. Не следует допускать присутствия в никеле и его сплавах серы и свинца и требуется особенно тщательно очищать поверхность металла механическим путем и обезжириванием. Никель в расплавленном состоянии растворяет значительное количество газов (кислорода, азота, водорода), которые, выделяясь при кристаллизации, могут стать причиной пористости, поэтому необходима защита расплавляемого при сварке металла. Перед сваркой необходимо прокалить электрод и защищать шов поддувом защитного газа и другими способами.
Для ручной дуговой сварки никеля покрытыми электродами во всех положениях применяют электроды Н-10, Н-37, «Прогресс-50» ИМЕТ-10 и др., имеющие покрытие основного типа. Силу сварочного тока понижают до (20—35) d3 ввиду высокого электрического сопротивления никеля. Электрод держат перпендикулярно сварному соединению с небольшим наклоном до 20° в сторону сварки. Поперечные движения электрода должны быть небольшими. Вертикальные швы при толщине металла до 2,5—3 мм рекомендуется сваривать сверху вниз. Многослойные швы сваривают после охлаждения, тщательной очистки и обезжиривания каждого слоя перед наложением следующего. Шов делают с усилением, которое затем сошли — фовывают. Полезна несильная проковка шва.
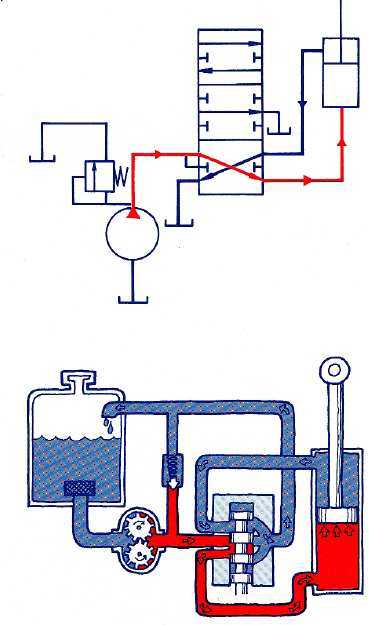
Ручная аргонодуговая сварка никеля и его сплавов обеспечивает высокое качество сварных соединений. Сварку ведут постоянным током прямой полярности с использованием серийных специализированных установок или источников питания постоянного тока, газовой аппаратуры и горелок для сварки в инертном газе. Используют вольфрамовые электроды диаметром 1,5—& мм марок ЭВЛ или ЭВИ. Ручную сварку предпочтительно применять при небольшой толщине деталей. Без разделки сваривают металл толщиной 2—4 мм, при большей толщине делают разделку. Присадочную проволоку применяют диаметром 1—3 мм. При многопроходной сварке последующие слои шва следует накладывать после полного охлаждения металла, зачистки от шлака и обезжиривания предыдущих слоев. Силу тока подбирают из расчета (40— 45)£?э. Аргон применяют высшего сорта, а со стороны подкладки делают поддув аргоном 1-го сорта (см. рис. 18.2).
hssco.ru
Газовая сварка никеля | Сварка и сварщик
Никель является тяжелым цветным металлом (его плотность 8,9 г/см3), обладающим хорошими антикоррозионными свойствами. Он используется в химической, пищевой и других отраслях промышленности. Технический никель в зависимости от его марки содержит 99,8-97,6% чистого никеля (Ni). Наиболее вредными примесями при сварке никеля являются сера (S) и свинец (Pb).
При газовой сварке никеля возникают трудности, связанные с образованием оксида никеля, который имеет температуру плавления выше, чем сам металл, а также с изменениями растворимости газов при остывании. Газовая сварка никеля применяется для деталей толщиной до 4 мм и небольших габаритов. Детали толщиной до 1,5 мм сваривают без присадки с отбортовкой кромок, толщиной до 4 мм - без разделки кромок. Перед сваркой детали скрепляют прихватками через 100-200 мм. Газовую сварку длинных швов ведут обратно-ступенчатым способом.
Сварочное пламя применяют нормальное или с небольшим избытком ацетилена, ацетилен перед сваркой должен быть осушен. Мощность сварочного пламени выбирают из расчета расхода ацетилена 140-200 дм3/ч на 1 мм толщины свариваемого металла. Присадочный металл выбирают близким по химическому составу к основному металлу. Желательно применение никелевой проволоки, легированной кремнием (Si), магнием (Мg) и титаном (Ti). Газовая сварка ведется восстановительной зоной, расстояние от конца ядра пламени до поверхности свариваемого металла 3-4 мм. При газовой сварке никеля рекомендуется применять правый способ сварки, диаметр присадочной проволоки выбирается равным половине толщины свариваемого металла.
Газовую сварку никеля можно вести без применения флюса, однако лучшие результаты достигаются с использованием флюсов. Флюс должен обладать температурой плавления более низкой, чем основной металл и улучшать жидкотекучесть жидкой ванны. При газовой сварке никеля нашли применение многокомпонентные флюсы, составы которых, %, приведены ниже:
| Компоненты | № флюса | ||
| 1 | 2 | 3 | |
| Бура прокаленная | 100 | 25 | 30 |
| Борная кислота | - | 75 | 50 |
| Хлористый натрий | - | - | 10 |
| Фтористый калий | - | - | 10 |
weldering.com
Сварка никеля
Министерство образования Российской федерации
Департамент образования и науки Пермской области
Профессиональное училище №52
Письменная дипломная работа
на тему: “Сварка никеля”
Выпускник: Березин В.А.
Специальность:
Электрогазосварщик
Группа №18
Преподаватель по спецтехнологии
Трутнева О.М.
Работа допущена к
защите с оценкой:
г. Пермь
Знакомство человека с никелем состоялось, по-видимому, задолго до н.э.. Древние китайцы, например, ещё в III веке до н.э. выполняли сплав никеля с медью и цинком – “Пактонг”, который пользовался спросом во многих странах. Бактрийцы же изготавливали из этого сплава монеты. Одна из таких монет, выпущенная в 235 году до н.э., хранится в Британском музее в Лондоне.
Как элемент никель был открыт 1751 году шведским химиком Кронстедтом, который обнаружил его в минерале никелине. Но тогда этот минерал назывался иначе – купферникель (“Медный дьявол”). Дело в том, что ещё в средние века саксонские рудокопы часто встречали минерал красноватого цвета. Из-за своей окраски камень был ошибочно принят ими за медную руду. Долго пытались металлурги выплавит из этой “медной руды” медь, но шансов на успех было едва ли больше, чем у алхимиков, надеявшихся при помощи “философского камня” получить золото из мочи животных.
Возможно, средневековым аспирантам удалось в дальнейшем научно обосновать эту смелую гипотезу. Во всяком случае, попыток получить из красноватого минерала медь больше уже не предпринимали. А чтобы и впредь никто не соблазнился этой пустой затеей, минерал решено было назвать “медным дьяволом”.
Кронстедт, вероятно, не был суеверным. Не убоявшись “дьявола”, он всё-таки сумел получить из купферникеля металл, но не медь, а какой-то новый элемент, который он и нарёк никелем.
Прошло ещё полвека, и немецкому химику Рихтеру удалось выделить из руды относительно чистый никель – серебристо-белый металл, с едва уловимым коричневым оттенком, очень ковкий и тягучий. Но о производстве никеля в промышленных масштабах тогда ещё и не было речи.
В 1865 году крупные месторождения никелевых руд были обнаружены в Новой Каледонии. Начальником горного департамента этой французской колонии незадолго до описываемых событий был назначен Жюль Гарнье, обладавший исключительной энергией и глубокими знаниями. Он тотчас развил бурную деятельность, надеясь найти на острове полезные ископаемые. Вскоре его поиски увенчались успехом: недра острова оказались богатыми никелем. В честь энергичного француза новокаледонский никель, содержащий минерал назвали Гарниеритом.
Спустя почти два десятилетия в Канаде при прокладке Тихоокеанской железной дороги рабочие наткнулись на громадные залежи медно-никелиевых руд.
Эти два открытия послужили мощным толчком к освоению промышленной добычи никеля. Приблизительно в те же годы было открыто и важное свойство этого элемента – улучшать качество стали. Правда, ещё в 1820 году знаменитый английский учёный Майкл Фарадей провёл несколько опытов по выплавке сталей, содержащих никель, но тогда они не смогли заинтересовать металлургов.
В конце прошлого века Обуховский завод (в Петербурге) получил ответственное задание военно-морского ведомства – освоить производство высококачественной корабельной брони.
Созданием новой отечественной брони занялся замечательный русский металлург и металловед А.А. Ржемотарский. Напряжённая работа вскоре была успешно завершена. Обуховский завод начал выпускать отличную десятидюймовую броню из никелевой стали.
В наши дни никелевую сталь используют в мирных целях. Из неё изготавливают хирургические инструменты, детали химической аппаратуры, предметы домашнего обихода.
Не менее важное “занятие” никеля – создание разнообразных сплавов с другими металлами. Ещё в начале XIX века металлургов и химиков охватила “эпидемия” поисков нового сплава, способного полностью заменить серебро для изготовления посуды и столовых приборов. В роли “вируса” выступала солидная премия, обещанная тому счастливчику, который сможет создать такой сплав. Вот тогда-то и вспомнили о древнем китайском сплаве. Почти одновременно различным учёным, взявшим за основу состав пактонга, удалось получить медно-никелевые сплавы, весьма сходные с серебром.
В 1926 году удалось создать медно-никелевый сплав, которому не была противопоказана морская служба. Теперь моряки могли быть твёрдо уверены, что трубки не подведут их в трудную минуту.
Сейчас число никелевых сплавов, находящих широкое применение в технике, в быту, в ювелирном деле, превысила 3000!
Из сплава на основе никеля (до 75 %) выполнены турбинные лопатки воздушного лайнера “ТУ-104”.
Несколько лет назад учёные создали новый сплав – никоси, названный так по первым слогам входящих в него компонентов: 94% никеля, 4% кольбата и 2% кремния (“силиция”). Испытания показали, что никоси поможет создать мощные источники ультразвука.
Широкую известность никель приобрёл благодаря своей способности защищать металлы от окисления. Никелирование не только предохраняет изделия от коррозии, но и предаёт им красивый внешний вид. Весёлый блик кастрюль, кофейников и самоваров – всё это “проделки” никеля, тонким слоем которого покрыты многие предметы обихода.
Впервые попытку использовать этот металл в качестве покрытия предпринял в 1842 году немецкий учёный Бетгер. Однако ему не удалось добиться своей цели, так как никель, которым в то время располагала техника, содержал посторонние примеси, мешавшие гальваническим путём наносить покрытие. Тончайшая плёнка никеля надёжно охраняет сегодня железо, позволяя сберечь от коррозии огромные количества этого металла.
Работники пищевой промышленности знакомы с никелем по его соединению – карбонилу, который служит катализатором при производстве маргарина и майонеза.
В начале нашего века владелец Санкт-Петербургского свечного и стеаринового заводов некто Жуков начал варить мыло с применением какого-то вещества, секрет которого предприимчивый заводчик до конца своих дней хранил в строжайшей тайне. Только после его смерти выяснилось, что загадочным веществом был тетракарбонил никеля, при разложении которого выделяется высокодисперсный металлический никель. Он-то и оказывает сильное каталитическое действие на процесс отвердения жиров. С этим катализатором нужно быть осторожным: он очень токсичен – в пять раз токсичнее угарного газа.
Из соединений никеля важное значение имеет также его окись, используемая для изготовления щелочных железоникелевых аккумуляторов.
В периодической системе никель расположен рядом с железом и кобальтом. Будучи во многом сходными, эти элементы образуют так называемую триаду. Любопытно, что из 104 известных в настоящее время элементов при обычных условиях лишь члены железной природы обладают ферромагнитными свойствами. Эта “семейственность” доставляет много хлопот металлургам: отделить никель от кобальта – задача не из лёгких. Да и другая соседка никеля по таблице элементов – медь – тоже очень неохотно расстаётся с ним. В природе же и кобальт, и медь, как правило, сопутствуют никелю. Разделение этих элементов – сложный многостадийный процесс. Именно по этому никель считается одним из наиболее дорогих и дефицитных промышленных металлов.
В земной коре содержится 0,008% никеля. Не думайте, что это мало. Общее количество никеля оценивается приблизительно в 10
тонн.По разведанным запасам никеля наша страна занимает одно из первых мест в мире. Среди капиталистических стран ведущая роль в добыче никелевых руд принадлежит Канаде.
В отличие от Земли, где никель встречается лишь “в компании” с другими элементами, многие небесные тела располагают чистым никелем. Если бы вам удалось достать с неба звезду, вы возможно нашли бы на ней изотоп никеля – никель-80 (на Земле этот элемент существует в виде пяти более лёгких изотопов). Удельный вес земного никеля – 8,9 грамма на кубический сантиметр. На звёздах, где плотность материи очень велика (например, на белых карликах), 1 кубический сантиметр никеля весит тонны!
В довольно больших количествах космический никель попадает и на нашу планету. По подсчётам советских учёных, ежегодно на каждый квадратный километр мирового океана падает в виде метеоритов до 250 граммов никеля.
При сварке никеля возникают следующие затруднения:
· поглощение газов жидким металлом и резкое падение их растворимости при переходе металла в твёрдое состояние, что приводит к пористости шва. Поэтому лучше применять правую сварку, дающую замедленное охлаждение металла шва, что уменьшает пористость;
· образование тугоплавкой окиси никеля, имеющей температуру плавления 1650 - 1660°С. Удаление окисей осуществляется с помощью флюсов: плавленой буры; смеси из 25% буры и 75% борной кислоты; насыщенного раствора борной кислоты в спирте; смеси из 50% борной кислоты, 30% буры, 10% поваренной соли и 10% углекислого бария. Применяют и более сложные флюсы, содержащие, кроме буру и борной кислоты, хлористые соединения магния, марганца и лития, а также хлористый кобальт, феррованадий и титановый концентрат.
Газовой сваркой никель сваривается удовлетворительно. Листы толщиной до 1,5 мм свариваются без присадочного металла, с отбортовкой кромок на высоту (1 + 1,5) S, где S – толщина металла, мм. Листы толщиной до 4 мм свариваются встык без скоса кромок. Для больших толщин делают односторонний скос под углом 35-45°. Сварку внахлёстку не применяют ввиду значительных деформаций при нагревании листов. Листы перед сваркой скрепляют прихватками через каждые 100-200 мм. Сварку ведут отдельными участками обратноступенчатым способом.
Пламя не должно иметь избытка кислорода, который вызывает появление пор, а наплавленный металл получается хрупким. Допустимо применять пламя с небольшим избытком ацетилена. При сварке никеля мощность пламени берут 140-200 дм
/ч ацетилена, а при сварке монельметалла* - 100 дм/ч на 1 мм толщины металла. В качестве присадки применяют полоску из основного металла или проволоку такого же состава. Диаметр проволоки должен быть равен половине толщины свариваемого листа. Хорошие результаты даёт никелевая проволока, содержащая до 2% марганца и не более 0,2% кремния. Предел прочности сварного соединения 26-28 кгс/мм, угол загиба до 90°.mirznanii.com
Сварка никеля
Министерство образования Российской федерации
Департамент образования и науки Пермской области
Профессиональное училище №52
Письменная дипломная работа
на тему: “Сварка никеля”Выпускник: Березин В.А.
Специальность: Электрогазосварщик Группа №18 Преподаватель по спецтехнологии Трутнева О.М. Работа допущена к защите с оценкой: г. Пермь Знакомство человека с никелем состоялось, по-видимому, задолго до н.э.. Древние китайцы, например, ещё в III веке до н.э. выполняли сплав никеля с медью и цинком – “Пактонг”, который пользовался спросом во многих странах. Бактрийцы же изготавливали из этого сплава монеты. Одна из таких монет, выпущенная в 235 году до н.э., хранится в Британском музее в Лондоне. Как элемент никель был открыт 1751 году шведским химиком Кронстедтом, который обнаружил его в минерале никелине. Но тогда этот минерал назывался иначе – купферникель (“Медный дьявол”). Дело в том, что ещё в средние века саксонские рудокопы часто встречали минерал красноватого цвета. Из-за своей окраски камень был ошибочно принят ими за медную руду. Долго пытались металлурги выплавит из этой “медной руды” медь, но шансов на успех было едва ли больше, чем у алхимиков, надеявшихся при помощи “философского камня” получить золото из мочи животных. Возможно, средневековым аспирантам удалось в дальнейшем научно обосновать эту смелую гипотезу. Во всяком случае, попыток получить из красноватого минерала медь больше уже не предпринимали. А чтобы и впредь никто не соблазнился этой пустой затеей, минерал решено было назвать “медным дьяволом”. Кронстедт, вероятно, не был суеверным. Не убоявшись “дьявола”, он всё-таки сумел получить из купферникеля металл, но не медь, а какой-то новый элемент, который он и нарёк никелем. Прошло ещё полвека, и немецкому химику Рихтеру удалось выделить из руды относительно чистый никель – серебристо-белый металл, с едва уловимым коричневым оттенком, очень ковкий и тягучий. Но о производстве никеля в промышленных масштабах тогда ещё и не было речи. В 1865 году крупные месторождения никелевых руд были обнаружены в Новой Каледонии. Начальником горного департамента этой французской колонии незадолго до описываемых событий был назначен Жюль Гарнье, обладавший исключительной энергией и глубокими знаниями. Он тотчас развил бурную деятельность, надеясь найти на острове полезные ископаемые. Вскоре его поиски увенчались успехом: недра острова оказались богатыми никелем. В честь энергичного француза новокаледонский никель, содержащий минерал назвали Гарниеритом. Спустя почти два десятилетия в Канаде при прокладке Тихоокеанской железной дороги рабочие наткнулись на громадные залежи медно-никелиевых руд. Эти два открытия послужили мощным толчком к освоению промышленной добычи никеля. Приблизительно в те же годы было открыто и важное свойство этого элемента – улучшать качество стали. Правда, ещё в 1820 году знаменитый английский учёный Майкл Фарадей провёл несколько опытов по выплавке сталей, содержащих никель, но тогда они не смогли заинтересовать металлургов. В конце прошлого века Обуховский завод (в Петербурге) получил ответственное задание военно-морского ведомства – освоить производство высококачественной корабельной брони. Созданием новой отечественной брони занялся замечательный русский металлург и металловед А.А. Ржемотарский. Напряжённая работа вскоре была успешно завершена. Обуховский завод начал выпускать отличную десятидюймовую броню из никелевой стали. В наши дни никелевую сталь используют в мирных целях. Из неё изготавливают хирургические инструменты, детали химической аппаратуры, предметы домашнего обихода. Не менее важное “занятие” никеля – создание разнообразных сплавов с другими металлами. Ещё в начале XIX века металлургов и химиков охватила “эпидемия” поисков нового сплава, способного полностью заменить серебро для изготовления посуды и столовых приборов. В роли “вируса” выступала солидная премия, обещанная тому счастливчику, который сможет создать такой сплав. Вот тогда-то и вспомнили о древнем китайском сплаве. Почти одновременно различным учёным, взявшим за основу состав пактонга, удалось получить медно-никелевые сплавы, весьма сходные с серебром. В 1926 году удалось создать медно-никелевый сплав, которому не была противопоказана морская служба. Теперь моряки могли быть твёрдо уверены, что трубки не подведут их в трудную минуту. Сейчас число никелевых сплавов, находящих широкое применение в технике, в быту, в ювелирном деле, превысила 3000! Из сплава на основе никеля (до 75 %) выполнены турбинные лопатки воздушного лайнера “ТУ-104”. Несколько лет назад учёные создали новый сплав – никоси, названный так по первым слогам входящих в него компонентов: 94% никеля, 4% кольбата и 2% кремния (“силиция”). Испытания показали, что никоси поможет создать мощные источники ультразвука. Широкую известность никель приобрёл благодаря своей способности защищать металлы от окисления. Никелирование не только предохраняет изделия от коррозии, но и предаёт им красивый внешний вид. Весёлый блик кастрюль, кофейников и самоваров – всё это “проделки” никеля, тонким слоем которого покрыты многие предметы обихода. Впервые попытку использовать этот металл в качестве покрытия предпринял в 1842 году немецкий учёный Бетгер. Однако ему не удалось добиться своей цели, так как никель, которым в то время располагала техника, содержал посторонние примеси, мешавшие гальваническим путём наносить покрытие. Тончайшая плёнка никеля надёжно охраняет сегодня железо, позволяя сберечь от коррозии огромные количества этого металла. Работники пищевой промышленности знакомы с никелем по его соединению – карбонилу, который служит катализатором при производстве маргарина и майонеза. В начале нашего века владелец Санкт-Петербургского свечного и стеаринового заводов некто Жуков начал варить мыло с применением какого-то вещества, секрет которого предприимчивый заводчик до конца своих дней хранил в строжайшей тайне. Только после его смерти выяснилось, что загадочным веществом был тетракарбонил никеля, при разложении которого выделяется высокодисперсный металлический никель. Он-то и оказывает сильное каталитическое действие на процесс отвердения жиров. С этим катализатором нужно быть осторожным: он очень токсичен – в пять раз токсичнее угарного газа. Из соединений никеля важное значение имеет также его окись, используемая для изготовления щелочных железоникелевых аккумуляторов. В периодической системе никель расположен рядом с железом и кобальтом. Будучи во многом сходными, эти элементы образуют так называемую триаду. Любопытно, что из 104 известных в настоящее время элементов при обычных условиях лишь члены железной природы обладают ферромагнитными свойствами. Эта “семейственность” доставляет много хлопот металлургам: отделить никель от кобальта – задача не из лёгких. Да и другая соседка никеля по таблице элементов – медь – тоже очень неохотно расстаётся с ним. В природе же и кобальт, и медь, как правило, сопутствуют никелю. Разделение этих элементов – сложный многостадийный процесс. Именно по этому никель считается одним из наиболее дорогих и дефицитных промышленных металлов. В земной коре содержится 0,008% никеля. Не думайте, что это мало. Общее количество никеля оценивается приблизительно в 10 тонн. По разведанным запасам никеля наша страна занимает одно из первых мест в мире. Среди капиталистических стран ведущая роль в добыче никелевых руд принадлежит Канаде. В отличие от Земли, где никель встречается лишь “в компании” с другими элементами, многие небесные тела располагают чистым никелем. Если бы вам удалось достать с неба звезду, вы возможно нашли бы на ней изотоп никеля – никель-80 (на Земле этот элемент существует в виде пяти более лёгких изотопов). Удельный вес земного никеля – 8,9 грамма на кубический сантиметр. На звёздах, где плотность материи очень велика (например, на белых карликах), 1 кубический сантиметр никеля весит тонны! В довольно больших количествах космический никель попадает и на нашу планету. По подсчётам советских учёных, ежегодно на каждый квадратный километр мирового океана падает в виде метеоритов до 250 граммов никеля. При сварке никеля возникают следующие затруднения: · поглощение газов жидким металлом и резкое падение их растворимости при переходе металла в твёрдое состояние, что приводит к пористости шва. Поэтому лучше применять правую сварку, дающую замедленное охлаждение металла шва, что уменьшает пористость; · образование тугоплавкой окиси никеля, имеющей температуру плавления 1650 - 1660°С. Удаление окисей осуществляется с помощью флюсов: плавленой буры; смеси из 25% буры и 75% борной кислоты; насыщенного раствора борной кислоты в спирте; смеси из 50% борной кислоты, 30% буры, 10% поваренной соли и 10% углекислого бария. Применяют и более сложные флюсы, содержащие, кроме буру и борной кислоты, хлористые соединения магния, марганца и лития, а также хлористый кобальт, феррованадий и титановый концентрат. Газовой сваркой никель сваривается удовлетворительно. Листы толщиной до 1,5 мм свариваются без присадочного металла, с отбортовкой кромок на высоту (1 + 1,5) S, где S – толщина металла, мм. Листы толщиной до 4 мм свариваются встык без скоса кромок. Для больших толщин делают односторонний скос под углом 35-45°. Сварку внахлёстку не применяют ввиду значительных деформаций при нагревании листов. Листы перед сваркой скрепляют прихватками через каждые 100-200 мм. Сварку ведут отдельными участками обратноступенчатым способом. Пламя не должно иметь избытка кислорода, который вызывает появление пор, а наплавленный металл получается хрупким. Допустимо применять пламя с небольшим избытком ацетилена. При сварке никеля мощность пламени берут 140-200 дм/ч ацетилена, а при сварке монельметалла* - 100 дм/ч на 1 мм толщины металла. В качестве присадки применяют полоску из основного металла или проволоку такого же состава. Диаметр проволоки должен быть равен половине толщины свариваемого листа. Хорошие результаты даёт никелевая проволока, содержащая до 2% марганца и не более 0,2% кремния. Предел прочности сварного соединения 26-28 кгс/мм, угол загиба до 90°. Сварка нихрома (75-80% никель, 15-18% хрома, до 1,2-1,4% марганца), имеющего температуру плавления 1390°С и малую теплопроводность, затрудняется образованием тугоплавкой плёнки окиси хрома, которую удаляют механическим путём. Сварку следует вести с максимальной скоростью и без перерывов. Повторная и многослойная сварка вызывает трещины, рост зерна и межкристаллитную коррозию металла шва. Пламя должно иметь некоторый избыток ацетилена. Мощность пламени 50-70 дм/ч ацетилена на 1 мм толщины металла. Применяют флюс-пасту состава (%): буры 40; борной кислоты 50; хлористого натрия или фтористого калия 10; флюс разводят на воде. В качестве присадочного прутка применяют полоску из свариваемого металла шириной 3-4 мм или проволоку из нихрома ЭХН-80. После отжига сварное соединение имеет предел прочности 35-45 кгс/мм. Никель относится к переходным d-металлам, расположен в восьмой группе периодической системы элементов Д.И. Менделеева и является одним из важных промышленных металлов. Чистый никель имеет высокую прочность и пластичность. Высокие пластические свойства никель сохраняет при низких температурах. При 20 К предел прочности никеля достигает 774 МПа, а относительное удлинение – 48%. Никель обладает высокой химической стойкостью. По сопротивляемости коррозии он превосходит медь и латунь, устойчив против коррозии в морской воде, в нейтральных и щелочных растворах солей, серной, азотной, соляной и угольной кислот. Достаточно стоек в разбавленных органических кислотах и исключительно стоек в щелочах любой концентрации. Температура плавления никеля 1 728 К, плотность 870 – 890 кг/м, коэффициент линейного расширения 13,3 * 10К. Никель широко применяется в химической промышленности для изготовления аппаратуры, в электронной промышленности для изготовления деталей электровакуумных приборов и внутриламповой арматуры (анодов, сеток, кернов оксидных катодов), а так же в других отраслях промышленности. Сложнолегированные никелевые жаропрочные сплавы являются основным конструкционным материалом современных газовых турбин, реактивных и ракетных двигателей, летательных аппаратов (диски, лопатки, роторы и др.). В электрохимической промышленности применяются сплавы никеля с медью и железом типа монель и константан для изготовления катодов. Особенности диффузионной сварки никеля и его сплавов определяются их свойствами и составом, в частности термодинамической прочностью окисной плёнки, сопротивлением ползучести и деформационной способностью металла. На чистом никеле при нагреве образуется только один окисел NIO, имеющий сравнительно высокую упругость диссоциации 1,3 * 10 - 1,3 * 10 Па при 1 273 – 1 373 К. Однако никель, как d–переходный металл, образует с кислородом устойчивый хемосорбированный комплекс. Удаление кислорода обусловлено его диффузией при сварке в глубь металла. Растворимость кислорода в никеле составляет 0,012% при 1 473 К и с понижением температуры увеличивается. Расчёты показывают, что длительность растворения окисной плёнки толщиной 0,005 мкм в никеле при температуре 1 173 – 1 473 К изменяется от нескольких секунд до десятых долей секунды. Поэтому окисная плёнка на никеле не вызывает особых затруднений пр сварке. Электротехнические никелевые сплавы типа монель и константан также образуют термодинамически непрочные окислы, близкие к никелю по другим свойствам, и их сварка существенно не отличается от сварки никеля. Жаропрочные никелевые сплавы являются сложнолегированными и имеют в своём составе хром, алюминий, титан, молибден, вольфрам, ниобий и другие элементы, обладающие большим сродством к кислороду и обеспечивающие высокую жаростойкость и жаропрочность. Именно эти свойства и затрудняют диффузионную сварку жаропрочных сплавов. Наличие весьма прочной и трудно удалимой окисной плёнки, богатый хромом, алюминием, титаном, препятствует диффузионной сварке. Удаление этих окислов из стыка связана с протеканием сложных окислительно-восстановительных процессов. Повышение жаропрочности и сопротивления ползучести за счёт молибдена, вольфрама и других элементов, подавляющих диффузионную подвижность атомов. Этим обусловлена также более высокая, чем у обычных сталей, температура рекристаллизации жаропрочных сплавов. Естественно, что получение сварных соединений способом, сущность которого заключается в использовании процессов диффузии и рекристаллизации, затруднено. Термодеформационное воздействие при диффузионной сварке жаропрочных сплавов должно быть более сильным, чем при сварке углеродистых и низколегированных сталей. За нижний предел температуры сварки принимают температуру начала развития процентов рекристаллизации и диффузии. Для большинства жаропрочных сплавов эта температура близка к 1 323 – 1 373 К. За верхний предел температуры сварки принимают температуру разупрочнения сплавов. При этом следует учитывать также возможность резкого падения пластичности сплавов с повышением температуры.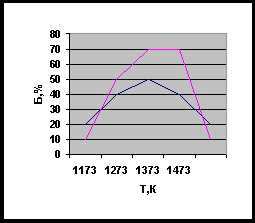 Приведена диаграмма технологической пластичности двух никелевых сплавов. Из диаграммы следует, что при 1 473 К происходит резкое падение пластичности сплавов. Если при диффузионной сварке жаропрочных сплавов в результате пластической деформации сжатия произойдёт течение металла, то в зоне соединения образуются трещины. Такое состояние возможно, несмотря на малые величины деформации при диффузионной сварке, так как с повышением температуры пластичность металла близка к нулю. Таким образом, верхний предел температуры сварки большинства жаропрочных сплавов не превышает 1 473 – 1 523 К. Остальные параметры режимов диффузионной сварки жаропрочных сплавов определяют так же, как и для других металлов, исходя из условий ползучести и диффузии.
Приведена диаграмма технологической пластичности двух никелевых сплавов. Из диаграммы следует, что при 1 473 К происходит резкое падение пластичности сплавов. Если при диффузионной сварке жаропрочных сплавов в результате пластической деформации сжатия произойдёт течение металла, то в зоне соединения образуются трещины. Такое состояние возможно, несмотря на малые величины деформации при диффузионной сварке, так как с повышением температуры пластичность металла близка к нулю. Таким образом, верхний предел температуры сварки большинства жаропрочных сплавов не превышает 1 473 – 1 523 К. Остальные параметры режимов диффузионной сварки жаропрочных сплавов определяют так же, как и для других металлов, исходя из условий ползучести и диффузии.www.coolreferat.com
Общие сведения и способы сварки никеля
Сварка никеля является одной из самых трудоемких видов сварок цветных металлов. Для того, чтобы понять процесс сварки никеля, необходимо знать физические и химические свойства этого металла, его природу и другие характеристики, которые и послужат основой для сварки. Итак, давайте посмотрим на никель поближе, а также на способы сварки, с помощью которых можно сваривать этот удивительный металл.
Никель имеет посредственно высокую температуру плавления – целых 1453°С, а его плотность равна 8,9 г/см3. Этот металл отлично противостоит коррозии на воздухе, а кроме того, он обладает отличной пластичностью и прочностью, обеспечивает надежную жаропрочность и имеет большое омическое сопротивление.
В нескольких словах о видах никеля. Как правило, в технике используется чистый никель, который имеет маркировку Н0, Н1-Н4. Также, широко используются никелевые сплавы, такие как медноникелевый сплав, никельхромный сплав, никельмолибденовый сплав и так далее.
Как правило, во время сварки никеля могут возникать некоторые трудности, связанные со склонностью металла шва, создавать поры и кристаллизационные трещинки. Причиной такого неприятного момента может быть большая растворимость газов в металлической ванной.
Ручная дуговая сварка металлическим электродом
Теперь, рассмотрим способы, при которых можно варить никель. Наиболее распространенным является ручная дуговая сварка с использованием металлических электродов. Такая сварка выполняется при постоянном токе обратной полярности, и дуга во время сварки должна быть короткой. Во время сварки, при помощи конца электрода делаются небольшие поступательно-возвратные движения. Они дают возможность избежать обрыва дуги. Во время смены электрода, или же при случайном ее обрыве, от кратера, отступают назад, на расстояние 5-6 мм, предварительно зачистив место от шлака.
Каждый последующий процесс сварки и создания шва, начинается после остывания предыдущего сварного шва, а также после его тщательной очистки от шлака или случайных брызг. Сварные швы, которые будут поддаваться воздействию агрессивной среды, наносят последними, и кратеры этих швов не должны совпадать с кратерами предыдущих швов.
Ручная аргонно-дуговая сварка никеля
Также, еще одним, пусть и менее распространенным способом, является сварка никеля при помощи аргонно-дуговой сварки. Так, никель или же его сплавы свариваются неплавящимся электродом из вольфрама, при постоянном токе прямой последовательности. Чтобы снизить количество пор в металле шва, к аргону прибавляют водород, а кроме того, устранить поры можно при помощи введения в состав ниобия, алюминия или кремния, которые могут вызывать газы.
www.vse-o-svarke.org
СВАРКА НИКЕЛЯ И ЕГО СПЛАВОВ
Никель и его сплавы (содержащие свыше 55% Ni) благодаря высокой коррозионной стойкости, жаропрочности и жаростойкости являются важнейшими конструкционными материалами, используемыми в химической и нефтяной промышленности, энергетике, электронике и других отраслях промышленности. Технический никель (Н-0, Н-1ц, Н-1, Н-2, Н-3 и Н-4) используют как
конструкционный материал и для изготовления сплавов на никелевой основе (медно-никелевые, никель-хромовые, ни — кель-молибденовые и др.).
Никель н его сплавы можно сваривать дуговой, газовой, электроннолучевой, диффузионной сваркой в зависимости от конкретных условий работы сварной конструкции.
Основные трудности при сварке никеля и его сплавов — высокая склонность к образованию пор и кристаллизационных трещин, связанная с резким изменением растворимости кислорода, азота и водорода при переходе металла из твердого в жидкое состояние с последующим образованием продуктов, нерастворимых в металле и способствующих в процессе кристаллизации образованию пор в металле шва. Азот, попадая в сварочную ванну, частично образует нестойкие нитриды типа NieN и частично — газовую фазу, также способствующую образованию пор. Поэтому технология сварки должна обеспечивать надежную защиту зоны сварки от атмосферного воздуха, хорошее раскисление сварочной ванны и дегазацию сварочной ванны. Эффективная мера предотвращения пористости — сварка короткой дугой (до 1,5 мм), при которой резко уменьшается подсос газов из атмосферы.
Высокая склонность металла к образованию кристаллизационных трещин связана с образованием по границам крупных зерен легкоплавких эвтектик типа Ni3S—Ni(7’„.1= 645 °С), Ni3P—Ni (7’п.1 = 880 °С). Для предотвращения возникновения таких трещин в основном металле и сварочных материалах ограничивают содержание вредных примесей и вводят элементы, связывающие серу в более тугоплавкие соединения (до 5% Мп и до 0,1% Mg).
Для ограничения роста зерна сварку ведут на ограниченной погонной энергии и вводят в небольшом количестве в металл шва модификаторы (титан, алюминий, молибден), измельчающие его структуру.
Ручную дуговую сварку применяют для листов толщиной свыше 1,5 мм и выполняют электродами с основным покрытием на постоянном токе обратной полярности.
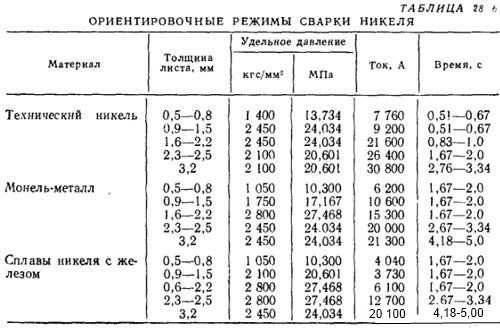
Для предупреждения перегрева электрода и снижения напряжений в сварном соединении при сварке используют ток, пониженный по сравнению с током для сварки стали (табл. 30).
Сварку по возможности необходимо вести в нижнем положении со скоростью примерно иа 15% меньше скорости сварки сталей. Поперечные колебания электрода не должны превышать трех диаметров электрода. При смене электрода или случайных
| Таблица 30. Режимы ручной сварки никелевых сплавов
|
обрывах дуги ее возбуждают, отступая на 5—6 мм от кратера назад на зачищенном от шлака шве. Рекомендуется вести сварку за один проход, зазор между кромками должен быть 2—3 мм. При больших толщинах, когда многопроходная сварка неизбежна, рекомендуется сваривать после остывания соединения и тщательной очистки предыдущего слоя от шлака и брызг.
С точки зрения эксплуатационных свойств большое значение имеет последующая обработка поверхности швов, так как подрезы, плохое формирование могут быть причиной возникновения коррозии, трещин и других дефектов.
Для сварки никеля используют электроды Н-10, Н-37, «Прогресс-50» и др., изготовленные из никелевой проволоки НП1. В некоторых случаях для сварки никеля и медно-никелевых сплавов используют электроды с покрытием УОНИ-13/45. Для сварки хромоникелевых (ХН78Т) сплавов используют электроды ЦТ-28, а для сплавов типа ХН80ТБЮ — электроды ИМЕТ-4,
ИМЕТ-7, ИМЕТ-4П, ВЧ-2-6. Для снятия напряжений после сварки рекомендуется термообработка.
Ручную аргонодуговую сварку проводят постоянным током прямой полярности при надежной защите сварочной ванны от окисления струей аргона.
Предупреждение пористости при этом способе достигается добавкой к аргону до 20% водорода и введением в состав проволоки титана, алюминия, ниобия, которые связывают газы. Швы рекомендуется накладывать с минимальными поперечными колебаниями электрода, угол наклона горелки к оси шва должен быть 45—60°, вылет вольфрамового электрода 12—15 мм, присадочный материал подают под углом 20—30° к оси шва. Многослойное соединение выполняют после полного охлаждения металла, зачистки и обезжиривания предыдущих швов. Защита аргоном марки А рекомендуется при сварке никеля и его сплавов также со стороны подкладки.
Глава 9
hssco.ru
Сварка никеля | Инструмент, проверенный временем
Никель является тяжелым цветным металлом (его плотность — 8,9 г/см3), обладающим хорошими антикоррозионными свойствами.
Он используется в химической, пищевой и других отраслях промышленности. Технический никель в зависимости от его марки содержит 99,8—97,6% чистого никеля. Наиболее вредными примесями при сварке никеля являются сера и свинец.
При сварке никеля возникают трудности, связанные с образованием окиси никеля, которая имеет температуру плавления выше, чем сам металл, а также с изменениями растворимости газов при остывании.
Газовая сварка никеля применяется для деталей толщиной до 4 мм и небольших габаритов. Никель газовой сваркой сваривается удовлетворительно. Детали толщиной до 1,5 мм сваривают без присадка с отбортовкой кромок, толщиной до 4 мм — без разделки кромок.
Перед сваркой детали скрепляют прихватками через 100—200 мм. Сварку длинных швов ведут обратноступенчатым способом. Сварочное пламя применяют нормальное или с небольшим избытком ацетилена, ацетилен перед сваркой должен быть осушен. Мощность сварочного пламени выбирают из расчета расхода ацетилена 140—200 дм3/ч на 1 мм толщины свариваемого металла.
Присадочный металл выбирается близким по химическому составу к основному металлу. Желательно при-‘ менение никелевой проволоки легированной кремнием, марганцем и титаном.
Сварка ведется восстановительной зоной, расстояние от конца ядра пламени до поверхности свариваемого металла — 3—4 мм. При сварке никеля рекомендуется применять правый способ сварки, диаметр присадочной проволоки выбирается равным половине толщины свариваемого металла.
Газовую сварку никеля можно вести без применения флюса, однако лучшие результаты достигаются с использованием флюсов. Флюс должен обладать температурой плавления более низкой, чем основной металл и улучшать жидкотекучесть жидкой ванны. При газовой сварке никеля нашли применение многокомпонентные флюсы, составы которых (в %) приведены ниже:
| Компоненты | 1 | № флюса 2 | 3 |
| Бура прокаленная. . | . 100 | 25 | 30 |
| Борная кислота. . | . — | 75 | 50 |
| Хлористый натрий. . | — | — | 10 |
| Фтористый калий. . | — | — | 10 |
Кроме применения вышеуказанных флюсов сварку можно вести и с применением газообразного флюса БМ-1.
§ 66. Сварка свинца
Свинец — химически устойчивый металл с низкой механической прочностью, используется в химической промышленности для облицовки стальной аппаратуры и трубопроводов. Сварка свинца затруднена, так как сви
нец имеет низкую температуру плавления (327° С) и об разует тугоилавкю окись свинца (РЬО) с температурой плавления 850°С Низкая температура плавления и небольшая теплопроводность позволяют применять при газовой сварке свинца газы заменители ацетилена —■ пропан бутан, природный газ, городской газ, пары бензина и керосина
При газовой сварке свинца наибольшее распростра нение получили нахлестанные и стыковые соединения Листы толщиной до 1,5 мм сваривают встык без применения присадочного металла с отбортовкой кромок Перед сваркой свариваемые кромки тщательно зачищают до металлического блеска на ширину не менее 30 мм с обеих сторон шва Детали из свинца толщиной до 6 мм сваривают встык без разделки кромок, а свинец большей тотщины сваривают с разделкой кромок под углом 30— 35° с каждой стороны Мощность сварочного пламени выбирается из расчета расхода ацетилена 15—20 дм^/ч на 1 мм толщины свариваемого металла Сварку свинца можно выполнять в любом пространственном положении Присадочным материалом являются полоски свинца или свинцовая проволока, диаметр которой зависит от тот щнны свариваемого металла
Толщина свинца, vm 0,8 —1,2 1,5—2 0 2,5—3 0 4 0—8,0
Диаметр присадочной
проволоки, мм 3 6 8 10—12
Сварка свинца ведется левым способом В процессе сварки наконечник юрелкн должен быть наклонен к по верхности свариваемого металла под углом 45° Для удаления окисной пленки при сварке свинца рекомендуется применять флюс, состоящий из равных частей канифоли и стеарина Для предупреждения протекания металла при сварке свинца используют формирующие стальные подкладки
hssco.ru