Сварка полуавтоматом: преимущества и недостатки. Фото сварка полуавтоматом. Сварка полуавтомат фото
80 фото элементов и параметров прибора
Выбирая сварочный полуавтомат для индивидуального использования, нужно обращать внимание на особенности каждого аппарата и принцип его работы. Полуавтоматическая сварка дает хороший ровный шов, почти не нуждающийся в дополнительной зачистке. Все полуавтоматы действуют при взаимодействии проволоки и газовой среды.

Фирмы – производители предоставляют в своих каталогах описание и фото сварочных полуавтоматов. Но выбрать наиболее подходящий к вашим требованиям, вы сможете, ознакомившись с типами аппаратов.
Краткое содержимое статьи:
Типы полуавтоматов для сварки
Каждый прибор для сварки имеет набор существенных характеристик. Вы можете подобрать аппарат для бытового, профессионального или полупрофессионального использования. По этой классификации полуавтоматы могут выдавать силу тока 200, 300 или больше 300 ампер.

Типы сварочных полуавтоматов в зависимости от источника питания:

Выпрямительные аппараты используются в промышленности, потому что довольно габаритные и тяжело поддаются транспортировке из-за большого веса.

Инверторные сварочные полуавтоматы. Оптимальны для сварки тонкого металла. Комплектация аппарата позволяет прогревать изделие перед работой. Проволока подается автоматически. Для сварки употребляют штучные покрытые электроды.

Преимуществом является использование разнообразных газов для защиты, чаще всего аргона. Готовый шов получается аккуратный и прочный. Преимуществом также является способность управления мощностью сварочного тока и простота розжига.

Трансформаторные приборы используют в профессиональной сварке, они более мощные и имеют небольшую транспортабельность.

Сварочные аппараты применяются для сварки самых различных изделий – в монтажных работах, в автомобилестроении, в производстве металлоконструкций и в других сферах. Использование инверторного бытового сварочного аппарата удобно для частного пользования.
Мощность аппаратов для сварки
Важным показателем работы сварочного прибора является его мощность. Следует помнить, что включаясь, аппарат расходует большее количество ампер, чем при последующей работе.

Мощность сварочных полуавтоматов обусловливает их продуктивность – менее мощные могут сваривать только изделия из тонких листов, более мощные способны сваривать толстые листы металла.

Достаточно важным показателем сварочных аппаратов становится возможность управления током и сам диапазон этой регулировки.

Оптимальный вариант для домашнего использования имеет плавное зажигание сварочной дуги, а также плавный финиш. Наличие режима два в четыре такта позволяет при долгом процессе сварки не держать выключатель горелки нажатым.

На что следует обратить внимание при выборе
Чтобы понять, какой сварочный полуавтомат выбрать для ваших условий, необходимо знать некоторые характеристики. Перед покупкой желательно уточнить особенные характеристики, способ работы и комплектацию.
Наличие внутренней системы подачи сварочной проволоки. Повышает долговечность прибора и оберегает проволоку от проникновения частиц пыли и грязи.
Система предохранения от короткого замыкания.

Универсальность сварки. Возможность сварки как электродами, так и сварочной проволокой значительно повышает удобство использования аппарата.

Степень автоматизации. Скорость подачи проволоки можно регулировать как вручную, так и с помощью автоматики.

Комплектация прибора. Если в наличии имеется еще один комплект наконечников контактов и другие сменные запчасти, то это повысит удобство и продолжительность эксплуатации.
Сварочные полуавтоматы фирмы Аврора
Фирма Aurora – китайский производитель полуавтоматов для сварки. Приборы представляют собой как аппараты для профессионального использования, так и любительские.

Представители этой фирмы, предназначенные для пользователей-любителей, представлены простыми аппаратами для сварки, не отличающимися высокой функциональностью, но имеющие максимальный ток.

Сварочный полуавтомат Аврора может иметь мощность 160, 180 и 200 ампер. Однако самая мощная модель имеет коэффициент ПВ 40%, при оптимальном значении в 60%.

Отсутствует возможность плавной регулировки скорости, имеется только переключатель двух режимов – «быстро» и «медленно», что удобно при сварке тонких металлов и помогает получить более ровный шов. Имеет фиксированное время финиша, равняющееся 1 секунде.

Большим плюсом является наличие облегченной системы заправки проволоки, позволяющая быстро протянуть сварочную проволоку на всю протяженность рукава.

Фото сварочного полуавтомата






































Инструменты из раздела:
zdesinstrument.ru
особенности выбора, характеристики и отзывы :: SYL.ru
Технологи автомобильной промышленности стараются разрабатывать все новые, более доступные по цене и организационным возможностям методы выполнения кузовного ремонта. Так сформировалось целое направление неразрушающих способов восстановления геометрии корпуса, которые может использовать практически любой автолюбитель в своем гараже. Но если дело касается серьезных повреждений, то без специального оборудования с глубоким вторжением в структуру металла не обойтись. Здесь-то как раз и пригодится сварочный полуавтомат. Для кузовных работ теоретически можно использовать и более традиционные подходы к расплаву металла наподобие газовых или дуговых аппаратов с ручным направлением, но практика давно доказала их низкую эффективность именно в сфере авторемонта.

Какие задачи позволит решить полуавтомат?
Автомобильные корпуса могут иметь разные характеристики, отличаясь по толщине, свойствам металла, геометрии и другим параметрам. Полуавтоматическое оборудование для сварочных операций позволит выполнять работы с тонкими и толстыми сплавами – соответственно, в диапазонах до 1 мм и более 4 мм. В зависимости от модели аппарата может предусматриваться и обработка участков толщиной более 10 мм. Самые распространенные элементы конструкции, которые подвергаются ремонту таким оборудованием, это крылья, пороги и лонжероны. Но чем полезен полуавтомат при кузовных работах с точки зрения эксплуатационных качеств? В первую очередь оптимизированным процессом самого производства работ. Отсутствие необходимости направления электрода, электронная регулировка параметров сварки, возможность применения бытовой сети на 220 В, и при этом физическая эргономика при осуществлении соединений – главные преимущества этого решения. Казалось бы, упрощенные версии сварочного оборудования должны ограничиваться по сферам применения, но кузовной ремонт предполагает выполнение работ с распространенными металлами, поэтому даже бюджетные полуавтоматы могут рассматриваться как универсальный инструментарий. В частности, их можно использовать для алюминия, никеля, титана и т. д.

Особенности выбора
При своей специализированности полуавтоматы могут иметь разное исполнение и в плане технологического подхода к рабочему процессу. Это разделение проходит по возможностям использования защитной газовой среды, поддержке режимов сварки и допустимости применения порошковой самозащитной проволоки. Например, в вопросе о том, какой лучше сварочный полуавтомат выбрать для кузовных работ в мастерской, ориентироваться стоит как минимум на комбинированные модели с режимами MIG/MAG. Их наличие позволит работать с тонкими и толстыми листами корпуса, изготовленными из разных сплавов. Другое преимущество аппаратов этого типа заключается в продолжительном рабочем процесса. Из 10 мин непосредственно сварка может производиться 6 мин, а 4 мин займет отдых. Для сравнения, аналоги позволяют 1-2 мин выполнять рабочие операции и до 8 мин потребуют на отдых. Если же планируются редкие ремонтные мероприятия в своем гараже, то есть смысл ограничиться полуавтоматом с самозащитной проволокой без газовой среды. Такие модели отличаются высокой производительностью, но с качеством результата придется идти на компромисс.
Характеристики для подбора оборудования

Первоначально опираться следует на показатели мощности и силы тока. Они покажут, какой будет производительность оборудования, выносливость и надежность. Что касается мощностного потенциала, то он варьируется от 2,5 до 7,5 кВт в среднем. Причем основной диапазон находится в секторе до 4-5 кВт. Разве что в профессиональных средах задействуют модели на 7,5 кВт, а для ремонта в бытовых условиях можно ограничиться аппаратом на 3 кВт. Другой вопрос – как правильно выбрать сварочный полуавтомат для кузовных работ по силе тока? В данном случае следует сопоставлять рабочий показатель с конкретными задачами. Сила тока варьируется от 55 до 160 А. Модели до 100 А подходят для сварки участков кузова толщиной до 3 мм. Но если планируется выполнение сложных стыковых узлов толщиной порядка 8-10 мм, то минимальный показатель по этой характеристике должен составлять 140 А. На возможности сварки материалов с разными размерными параметрами влияет и диаметр проволоки. Он варьируется от 0,6 до 1 мм в среднем и по мере увеличения толщины расширяются возможности по сварке массивных элементов конструкции.
Что еще учесть в выборе?

Особое внимание следует обращать на функциональные компоненты – горелку и проволоку. Сварочная горелка предназначена для подачи газа, формирующего защитную зону. В этой части следует учитывать защищенность устройства от повышенных температур, брызг расплава и физических ударов. Некоторые аппараты комплектуются специальным пистолетом для подачи газа. Это решение удобно широкими возможностями направления, но одна из рук будет занята, что тоже не всегда допустимо. Не менее важно определиться и с характеристиками проволоки, с которой будет работать сварочный полуавтомат для кузовных работ. Какую выбрать? Расходники со сплошным сечением изготавливаются из алюминия, меди и стали. Они хороши минимальными выбросами расплава, стабильностью горения и относительно высоким качеством шва. Порошковая проволока скорее будет уместна для работ в особых условиях мастерской, когда нужно выполнить ремонт на специальных основах высокоуглеродистых сплавов.
Подготовка к работе
Перед началом ремонтных мероприятий следует проверить аппарат на работоспособность, а электросеть – на соответствие нагрузке. Как уже отмечалось, большинство полуавтоматов работают от 220 В с допуском небольшого отклонения. Сеть должна обеспечивать стабильные характеристики тока, после проверки которых можно подключать оборудование. Инверторный сварочный полуавтомат для кузовных работ в этом отношении наиболее надежен и способен работать даже в просаженных цепях, но и он будет неэффективен, если уровень напряжения находится ниже 150 В. И, независимо от типа оборудования, после подключения следует оценить качество его функционирования – рабочий процесс не должен сопровождаться вибрациями, треском и выпуском дыма до начала сварки.
Подключение газового баллона

Сразу надо отметить, что подобные ремонтные операции рекомендуется выполнять именно в защитной среде. Использовать сварочный полуавтомат для кузовных работ без газа допускается только в редких случаях, когда нужно реализовать небольшие соединения, скорректировать стыки и т. д. В таких ситуациях используется проволока с горелкой, имеющей средние рабочие показатели.
В остальных случаях не обойтись без монтажа редуктора от баллона с углекислым газом. Сам редуктор подключается к емкости гайкой с подходящим типоразмером. Чтобы исключить риск утечки, в комбинации с крепежной фурнитурой следует использовать и прокладку. Затем можно вводить в созданную инфраструктуру и сварочный полуавтомат для кузовных работ. Своими руками не составит труда соединить редуктор и аппарат с помощью специального шланга подачи газа. Подключение чаще всего осуществляется через штуцер, который дополнительно следует зафиксировать хомутами.
Регулировочные мероприятия
Первым делом регулируется напряжение. Его настройку выполняют посредством пластиковой гайки, установленной на катушке аппарата. Затем можно перейти к регулировке силы ролика, прижимающего проволоку к устройству подачи. В этой части главное, чтобы расходник проходил в канал шланга подводки даже при условии наличия прогибов. На заключительной стадии следует настроить полуавтомат сварочный для кузовных работ по объему подачи газа. Расход регулируется посредством вентиля, установленного на баллоне. Оптимальное его положение – поворот на 1-2 оборота.
Отзывы о производителях оборудования

Универсальным решением для бытового применения может стать «Энкор-140». Владельцы аппарата подчеркивают его эффективность в работе с инертными и активными газами, плавность регулировок и возможность обслуживанию низкоуглеродистых и нержавеющих сплавов. Если нужен полуавтомат сварочный для кузовных работ на открытом воздухе без применения защитного газа, то выбирать стоит Fubag TSMIG 180. Это мощное оборудование, которое и в мастерской, и в частном гараже проявляет себя с лучших сторон как в показателях качества шва, так и в скорости выполнения операции. Хорошие отзывы также получает комбинированный аппарат Blue Weld 152 и модель STURM AW97PA14, которую, в частности, хвалят за стабильность рабочего процесса даже в условиях резкого падения напряжения в сети.
Отзывы о полуавтоматической сварке кузова
Конечно, перед выбором конкретной модели будет нелишним убедиться, что данная технология ремонта в принципе годится для исправления дефектов автомобильного кузова. Мастера, которые используют данный подход, отмечают высокое качество результата. Подручными средствами добиться столь же надежного, плотного и внешне аккуратного стыка практически невозможно. Но обратной стороной такого ремонта будет сложность применения сварочного полуавтомат для кузовных работ. Отзывы подчеркивают, что контроль за техникой выполнения операции, постоянное управление характеристиками защитной среды и выдержка оптимальной длительности сеанса требуют наличия специальных навыков у исполнителя.
Заключение

Данное оборудование все же нельзя назвать самым сложным в сегменте сварочной техники. Производители стремятся его упрощать, наделяя новыми и более эргономичными средствами управления. Какой сварочный полуавтомат выбрать для ремонта в бытовых условиях? Новичкам и просто домашним мастерам, которые нечасто сталкиваются с подобными задачами, желательно обращаться к моделям с электронным контролем. Это устройства, рабочие параметры которых можно настраивать через цифровые дисплеи. Но самое важное – это присутствие индикаторов систем защиты, которые при отклонении отдельных показателей от норматива подадут соответствующий сигнал пользователю.
www.syl.ru
Как работать сварочным полуавтоматом: виды, режимы, применение
 Среди достаточно большой разновидности аппаратов для сварки, недешевыми, но весьма практичными, удобными и многофункциональными являются сварочные полуавтоматы.Их положительной особенностью признана возможность без усиления дополнительными элементами качественно выполнять сварку, как цветного, так и черного металлов.
Среди достаточно большой разновидности аппаратов для сварки, недешевыми, но весьма практичными, удобными и многофункциональными являются сварочные полуавтоматы.Их положительной особенностью признана возможность без усиления дополнительными элементами качественно выполнять сварку, как цветного, так и черного металлов.
Сварка полуавтоматом осуществляется при помощи углекислого газа либо аргона. Считается, что полуавтоматическое оборудование весьма просто освоить даже новичку.
Принцип работы сварочного полуавтомата
 Выражаясь техническим языком, полуавтоматическая сварка – это процесс, проходящий в среде защищенных газов при помощи плавящейся проволоки. Последняя обязательно должна быть сплошной.
Выражаясь техническим языком, полуавтоматическая сварка – это процесс, проходящий в среде защищенных газов при помощи плавящейся проволоки. Последняя обязательно должна быть сплошной.
Углекислый или инертный газ должен поступать из газового редуктора (баллона для сварки полуавтоматом) во время работы бесперебойно, его количество дозируется автоматически или вручную.
Сопротивление электрода намного ниже сопротивления дуги, выделение тепловой энергии оплавляет поверхности, с которыми и проводится работа – металл и непосредственно электрод. Жидкая металлическая масса как бы «склеивает» две части, отчего получается крепкий шов, один из самых надежных.
Если рассказывать все о сварке полуавтоматом, то стоит упомянуть профессиональную классификацию, которая делит этот вид оборудования по трем основным принципам:
По материалу, используемой проволоки:
- Стальная сплошная.
- Алюминиевая сплошная.
- Универсальная, применяется при всех видах сварки.
По принципам защиты сварного шва:
- В среде защитных газов.
- В самозащитной среде, создаваемой порошковой проволокой.
Регулярно работаете с металлом в домашних условиях? Узнайте, какой лучше выбрать сварочный аппарат для дома, чтоб он был компактным и надёжным.
А если нужно просто соединить несколько мелких деталей, будет достаточно холодной сварки. Узнайте по ссылке, как работает холодная сварка.
По размерам и возможности перемещения:
- Стационарные. Это большие по габаритам и мощные сварочные полуавтоматы, используемые в работе промышленных предприятий и на заводах.
- Передвижные. Достаточно немаленькое сварочное оборудование, которое мобильно может быть перемещено из одного цеха в другой.
- Переносные. К этой категории относятся, в основном, те полуавтоматы, которые изготавливают для бытового использования.
Режимы сварки
 Режимы полуавтоматической сварки мастер выбирает, ориентируясь на толщину металла. Так, возможность сделать шов на металле, толщина которого от 0,5 до полутора миллиметров, осуществляется электродом с диаметром 6 миллиметров.
Режимы полуавтоматической сварки мастер выбирает, ориентируясь на толщину металла. Так, возможность сделать шов на металле, толщина которого от 0,5 до полутора миллиметров, осуществляется электродом с диаметром 6 миллиметров.
Работа с металлом более 5 миллиметров должна делаться, как минимум, в два этапа. Каждый из слоев нужно стараться накладывать строго друг на друга, тогда шов будет более качественным.
Минимальный расход газа при работе с самыми тонкими металлическими частями составляет от 5 до 7 литров в минуту. При работе таким оборудованием, железо, практически, не деформируется.
Это достигается за счет того, что зона теплового влияния необычайно узка, а скорость сварки полуавтоматом, напротив, очень высокая, что выгодно отличает данную технологию от плазменной или точечной сварки.
Как работать сварочным полуавтоматом
 Учитывая, что полуавтоматом можно заварить, как очень тонкий металл, до полу миллиметра, так и достаточно толстый, до 4 сантиметров, стоит знать, что существует несколько основных технологий полуавтоматической сварки.
Учитывая, что полуавтоматом можно заварить, как очень тонкий металл, до полу миллиметра, так и достаточно толстый, до 4 сантиметров, стоит знать, что существует несколько основных технологий полуавтоматической сварки.
Стыковая. Очень актуальна при ремонтных работах автомобилей, когда какая-либо деталь меняется частично. Важно, чтобы при соединении зазоры между деталями отсутствовали.
В таком случае, как работать сваркой полуавтоматом? Ответ – сварка встык – это соединение точечным сплошным швом. Применяется этот метод при ремонте наружных частей кузовов и требует достаточно высокой квалификации от работника.
Внахлест. Этот способ самый простой. На подготовленную поверхность кладется кусок металла. Его заваривают, скорее всего, методом точечной сварки. Допустимо работать и методом, при котором получается сплошной шов.
По готовым отверстиям. Готовую заплатку с просверленными дырками приваривают к нужной части поверхности. Соединение происходит по подготовленным отверстиям.
В любом случае, что нужно для сварки полуавтоматом? Сам полуавтомат. Защитная маска и перчатки, немного терпения и масса желания. Особенно все это пригодится, когда проводится сварка полуавтоматом вертикальных швов.
При выполнении таких работ, горячий металл стремится скатиться вниз, поэтому нужно выставлять более короткую дугу. Тогда благодаря силе натяжения, металлические капли будут быстрее переходить из электрода в шов. Важно отводить электрод от шва, давая капле застыть.
Работа с полуавтоматическим оборудованием
 Работа мастера при помощи полуавтоматического оборудования значительно облегчена. Поджиг дуги происходит быстро, не нужно постоянно менять электроды, нет необходимости затирать уже готовый шов от шлака.
Работа мастера при помощи полуавтоматического оборудования значительно облегчена. Поджиг дуги происходит быстро, не нужно постоянно менять электроды, нет необходимости затирать уже готовый шов от шлака.
Технология сварки полуавтоматом при помощи газа можно представить так:
- Созданное после включения полуавтомата напряжение проволоки (у нее стабильно одинаковая длина во время всего процесса) дает ей возможность пройти через газовое сопло.
- Происходит ее расплавление под действием электрической дуги.
- После чего осуществляется автоматическая подача тепловой энергии.
В отличие от классических трансформаторных аппаратов сварочный инвертор очень компактен, легок, и может подключаться к комнатной розетке. Читайте детальнее о преимуществах и использовании сварочных инверторов.
Сварка легкосплавных металлов, таких как алюминий, возможна не всеми аппаратами. Читайте подробнее тут, об особенностях сварки алюминия и других цветных металлов.
Для того чтоб защитить глаза во время сварки, рекомендуем использовать щиток сварщика хамелеон, детальнее по адресу.
Настройка работы аппарата
 Мастер сам выбирает, как работать полуавтоматической сваркой, а именно скорость работы и высоту шва.
Мастер сам выбирает, как работать полуавтоматической сваркой, а именно скорость работы и высоту шва.
Большинство профессионалов умеют проводить настройку полуавтомата для сварки на слух.
- Газ должен шипеть, но негромко, а однородно.
- При это газ должен обдувать, а не дуть.
- Чтобы дуга не обрывалась, нужно выставлять проволоку вперед.
- Металл шва не должен закипать.
Если настройка проведена правильно, то дуга горит ровно, а процесс проходит почти без брызг.
Техника сварки полуавтоматом без газа несколько отличается от описанной выше. И главное отличие в том, что во время работы необходимо применять порошковую проволоку.
Проволока изготавливается с добавлением марганца или кремния. Ее предназначение – самозащита оборудования. Именно этот металл при нагревании сгорает и образует защитную среду, в которой и происходит создание нужного шва.
Полуавтомат для автомобильной сварки
 Перечисленные выше принципы сварки полуавтоматом позволяют говорить об универсальности этого агрегата в нелегком деле ремонта автомобилей.
Перечисленные выше принципы сварки полуавтоматом позволяют говорить об универсальности этого агрегата в нелегком деле ремонта автомобилей.
Кузовная сварка должна проводиться как можно точнее и с меньшими потерями для общей плоскости всего металла. Поэтому заваривать металл при помощи полуавтоматов – дело наиболее благодарное из всех возможных принципов починки кузова.
Углекислый газ, который защищает завариваемую поверхность от кислорода и азота, имеет еще возможность и окислять металл. Дабы минимизировать этот процесс при кузовных работах, используют проволоку, которая содержит медь, а также кремний или марганец.
При сварке кузова, чтобы положительный результат после процесса держался как можно дольше, лучше всего использовать точечный метод проведения работ.
Современные полипропиленовые трубы для водопровода, можно проложить даже самостоятельно. Узнайте, как использовать сварочный аппарат для полипропилена, для соединения труб своими руками.
Во время проведения сварочных работ важно правильно подобрать подходящие расходные материалы. В этой странице описано как происходит сварка сварочной проволокой.
Хотите приобрести сварочный аппарат для работы с разными видами металлов? Тут размещена информация обо всех видах аппаратов для сварки металла.
Специалисты утверждают, что таким образом можно намного продлить жизнь металлу. Заваривание заплатками может происходить разными способами.
Вот один из них, при котором не сложно осуществить сварку полуавтоматом даже для начинающих:
- Очень тщательно зачистить ржавчину, можно даже до настоящих дыр.
- Обработать поверхность преобразователем ржавчины, желательно, чтобы он не содержал кислоты.
- Затем нанести антикоррозийный спрей или грунт.
- Сделать выкройку завариваемой дырки из плотного картона. Важно, чтобы она была с каждой стороны на несколько сантиметров больше завариваемой дырки.
- Вырезать из подходящего металла, кусок по выкройке.
- По периметру готовой металлической заплатки, отступив от края по 1 сантиметру, сделать отверстия, расстояния между ними должны быть в пределах полутора 0 двух сантиметров.
- Наложить заплатку поверх дыры в металле и работать полуавтоматом по дыркам.
Теоретически не нужно даже зачищать готовый шов, а после его остывания можно уже приступать и к покраске «зашитой» части.
Сварочный полуавтомат отнюдь недешевая, но чрезвычайно нужная и доступная в освоении вещь. Полуавтоматом можно заварить, практически, любой вид металла, в том числе и цинк, причем без повреждения поверхности. Он обладает свойствами хорошей, качественной работы даже на загрязненных частях.
Этот вид оборудования снабжен устройством для дуговой сварки, которая дает возможность качественного выполнения всех видов сварочных работ.
Защитная газовая среда даже при нагревании до больших температур электродов и непосредственно металлических частей защищает их от агрессивной внешней среды, что в разы повышает качество шва.
metallmaster.org
Фото сварка полуавтоматом. Сварочный полуавтомат: достоинства и недостатки
Сварочный полуавтомат: достоинства и недостатки
 Что такое сварочный полуавтомат. Чем он особенен и как работает? Каковы плюсы применения таких аппаратов? А минусы? Почему полуавтоматы применяют в автомастерских? Собственно, минусы – это лишь особенности конструкции.
Что такое сварочный полуавтомат. Чем он особенен и как работает? Каковы плюсы применения таких аппаратов? А минусы? Почему полуавтоматы применяют в автомастерских? Собственно, минусы – это лишь особенности конструкции.
Среди конструкций сварочных аппаратов особое место заняли полуавтоматы. Принцип работы, наперед заметим, у них тоже особый, что позволяет осуществлять довольно специфические сварочные работы. Доказательством незаменимости полуавтомата служит его применение в автомастерских (позже узнаем, почему).
Работает полуавтоматическая сварка следующим образом. Особый механизм подает особую же сварочную проволоку в специальную рабочую зону с газовой средой. В газе проволока расплавляется и направляется в сварочную ванну. Возле ванны газ вытесняет воздух, благодаря чему шов будет защищаться от кислородного воздействия. Из газов используются гелий, аргон, углекислый газ либо их комбинации, а диаметр сварочной проволоки обычно — 6…1,6 мм.
Сварочный полуавтомат является, по сути, оборудованием стационарным, его конструкцию составляют источник питания, представляющий собой инвертор либо сварочный выпрямитель, а также блок, подающий присадочную проволоку и система управления. Помимо этого, есть еще газовые баллоны, газоподающая оснастка и рукава с горелкой. Ток при работе используется постоянный. Режим работы такой системы регулируют посредством применения различных газовых смесей (или отдельных газов), а также типом присадки плюс меняют силу тока и скорость подачи проволоки.

Плюсами полуавтоматическая сварка обладает такими:
- Легкая и продуктивная сварка тонколистового металла – отлично подходит для автомастерских.
- Шов качественный, его можно делать очень длинным либо, наоборот, точечным.
- Возможность сваривать немало разнообразных материалов – нержавейку, алюминиевые сплавы, сталь легированную и прочее.
- Множество настроек и нужных регулировок. Удобно при разнообразных работах, так как такие у таких аппаратов можно гибко изменять параметры сварочного тока при различных работах.
- Высокая производительность.
Минусами, точнее, особенностями конструкции сварочных полуавтоматов являются:
- Высокая стоимость полуавтоматического оборудования, а также необходимых газов и расходных материалов (сложная конструкция и дорогостоящие компоненты).
- Подключение полуавтомата осуществимо лишь при наличии специальной трехфазной сети, а еще баллоны – это делает полуавтоматическую сварку практически всегда стационарным оборудованием.
- На улице полуавтоматом работать сложно – газовую среду надо защитить, иначе сдует ветром.
Но, как видим, полуавтоматы частенько незаменимы (еще раз просмотрите их достоинства). Поэтому определенная популярность им всегда присуща. А сейчас небольшое видео:
consultinfo.net
Как выполняется сварка полуавтоматом: советы по свариванию металла

Сварка полуавтоматом – один из самых удобных способов соединения металлических изделий, особенно для новичков. Полуавтоматическая дуговая сварка происходит за счет плавления электрода, который ведется автоматическим способом. Сейчас рассмотрим основные аспекты, как работает механизированное оборудование и как варить металл с помощью такого аппарата.
Содержание статьи
Типы полуавтоматического сварочного оборудования
Сварка полуавтомат делится на несколько видов, в зависимости от типа материала и перемещения по рабочему изделию. Основная характеристика:
- мобильность: переносные: передвижные и стационарные аппараты. Большое стационарное оборудование применяется в специализированных мастерских для выполнения больших объемов работы. Маленькие агрегаты отлично подходят для домашнего использования соединения небольших площадей изделий;
- защита шва: порошковой проволокой, флюсом, газом. При подаче проволоки, она плавится и образует защитный слой, который оберегает расплавленное железо от агрессивных факторов воздействия окружающей среды;
- тип электрода: стальной, алюминиевый, комбинированный.
Узнать больше о сварке электродами.
Полуавтоматическая сварка происходит за счет образования дуги, которая преобразовывает электроэнергию в тепловую посредством плавления основного сварочного элемента – электрода. Это специальная проволока, которая служит проводником энергии. Ее подача осуществляется автоматически с помощью медной катушки.
Сварочный полуавтомат может работать с газом и без газа. Первый тип применяется для соединения цветных металлов или легированных сталей. В качестве газа используется углекислота, которая подается к пистолету под делением из баллона.
Устройство аппарата
Перед тем, как приступать к разбору, как варить металл, необходимо разобраться в строении самого аппарата. При использовании полуавтомата в сварочных работах можно получить качественный и ровный шов, прикладывая при этом минимум усилий. Его можно происходить как ниточным, так и точечным способом, если нет полноценного доступа к свариваемым деталям. С учетом некоторых «пробелов» или зазоров, все равно получается прочное и долговечное соединения. Это объясняется свойствами оборудования, которое для этого используется. При использовании газа, он попадает в рабочую среду и защищает материал от окисления газов из внешней среды.
Полуавтоматический сварочный аппарат состоит из следующих деталей:
- Газовый баллон, в котором находится газ для защиты металла.
- Трубка для подачи газа – это приспособление, через который и подается газ в рабочую зону.
- Катушка для проволоки.
- Механизм для автоматической подачи проволоки может быть тянущим, толчковым или комбинированным, при котором подача осуществляется двумя приводами.
- Газовая горелка обеспечивает подачу газа в активную зону для защиты металла от внешней среды. Изоляционная рукоятка обеспечивает высокий уровень безопасности для мастера во время сплава материалов.
- Источник питания может быть нескольких видов – инвертор или трансформатор. Это зависит от габаритов и предполагаемой мощности аппарата.
- Блок управления.
- Газовая аппаратура для полуавтомата.
- Провод цепи управления.
Принцип работы данного аппарата заключается в следующем. Изначально важно правильно установить полярность в зависимости от технологии – с газом иле без. Затем необходимо установить катушку с проволокой и газовый баллон. После этого проводится настройка, то есть натягивается проволока, регулируется подача газа. Ток для сварки настраивается в процессе работы.
Технология сварки полуавтоматом
xn--90adflmiialse2m.xn--p1ai
Как выбрать сварочный полуавтомат: виды, характеристики, стоимость | 5domov.ru
Наиболее удобными и практичными аппаратами для сварки являются сварочные полуавтоматы. У таких агрегатов множество функций, с помощью которых достаточно просто осуществлять сварку цветных и черных металлов. Полуавтоматическую сварку легко освоить как профессионалам, так и новичкам.
Оглавление:
Виды сварочных полуавтоматов
Такое оборудование стоит недешево, поэтому следует правильно разобраться, какие бывают типы полуавтоматов и выбрать подходящий аппарат:
- По методу защищенности сварочных швов, которые создаются:
- сварка под слоем флюса – используются редко;
- сварка в защитных газах – самый распространенный вид;
- сварка с использованием порошковой проволоки – применяются вместе с защитными газами.
- По источнику питания:
- трансформаторный – имеют большой размер и массу, используется в стационарных местах работы;
- выпрямительный – достаточно крупные по размеру, потребляют много энергии, в основном применяются в стационарных условиях работы;
- инверторный – небольшие по размеру и весу, требуют немного мощности от источника питания, используются в быту, в домашних условиях.
- По количеству компонентов:
- однокорпусные – все необходимые детали располагаются в одном блоке;
- двухкорпусные – две части корпуса, в которых находятся нужные составляющие. В одной части содержится механизм подачи проволоки, сварочная горелка и пульт управления, в другой – источник сварочного тока, монитор управления и пускорегулирующая аппаратура.
- По способу перемещения на рабочем месте:
- стационарные – в основном, применяются на средних и крупных серийных производствах для сварки специализированных постов;
- передвижные – используются в домашних условиях, могут легко переноситься или перемещаться на колесиках.
- По способу подключения к электрической сети:
- однофазные – включаются в самую простую бытовую электрическую розетку;
- трёхфазные – подключаются с помощью специальных электрических разъёмов.
- По методу подводки электродной проволоки:
- толкающего типа – привод подачи выталкивает проволоку в устье сварочной горелки;
- тянущего типа – проволока тянется с катушки поверхности оборудования с помощью привода подачи, который находится в ручке горелки;
- тянуще-толкающего типа – совмещает в себе оба типа подачи проволоки.
- По числу роликов, которые доставляют проволоку:
- одна пара;
- две пары.
- По форме сварочного тока:
- постоянный;
- пульсирующий;
- импульсивный.
- По полярности подключения:
- прямая полярность – минус на электроде;
- обратная полярность – плюс на электроде.
Качество и скорость необходимой работы будет напрямую зависеть от правильно выбранного сварочного полуавтомата.
Характеристики сварочного полуавтомата
Сварочный полуавтомат изготовлен для выполнения сварки по дуге с использованием электрода в защитной среде. При помощи такой сварки возможно сделать ювелирную работу очень тонких металлов. Защита от ржавчины и качество шва с таким оборудованием увеличивается в несколько раз, а продуктивность работы возрастает.
В комплект одного хорошего сварочного аппарата должны входить:
- источник тока для сварки – выпрямитель или инвертор;
- механизм, подающий сварочную проволоку;
- сварочная горелка;
- провода и кабели, которые нужны для подключения к электрической сети;
- пакет сварочных кабелей – с держателем и с зажимом;
- рукав для присоединения защитного газа к источнику;
- баллон с газом для защиты – углекислый газ, аргон или гелий;
- терминал для управления оборудованием с регулирующей и контрольной аппаратурой.

Комплект сварочного полуавтомата
Самыми важными характеристиками сварочного полуавтомата являются:
- Максимальный ток. Этот параметр оказывает воздействие на диаметр применяемой проволоки и максимальную толщину свариваемого металла. В техническом документе изготовитель указывает необходимый ток для работы с каким-либо материалом.
- Параметры сети. В зависимости от напряжения можно использовать более мощные аппараты с дополнительными возможностями и функциями. Для обычного пользования дома достаточно напряжения 220 В.
- Продолжительность включения. Эта характеристика показывает сколько может работать сварочный полуавтомат беспрерывно. Чем выше этот параметр, тем дольше может работать аппарат. Для бытовых условий хватает 30%, а для профессиональных моделей – не менее 60%.

Схема сварочного полуавтомата
Производительность оборудования полностью соответствует потребляемой мощности. Величина напряжения холостого хода является различной на моделях сварочного полуавтомата. Диапазон выходного тока для всех режимов указывается отдельно. Масса аппарата и его размеры не сильно влияют на устройство.
Сварочный полуавтомат с газом
Сварка разнообразных изделий из меди, титана или стали сварочным аппаратом представляет собой процесс совмещения частей металла с помощью подачи проволоки к месту соединения. Вместе с этим процессом подаётся защитный газ. Этот газ гарантирует, что воздух не повлияет негативно на нагретый и расплавленный металл.
Сварка с использованием защитного газа не требует дополнительной покупки дорогостоящего оборудования. Ещё большим преимуществом является то, что работы с углекислым газом можно делать в любых местах без установки специального источника энергии.

При сварке с газом можно легко изменять мощность пламени для соединения разных материалов, отличающихся температурой плавления. Чугун, медь, свинец и латунь намного лучше, быстрее и крепче свариваются этим типом сварки. При соблюдении всех правил и инструкций швы получаются самыми качественными.
Данным видом сварки можно не только сваривать, но и резать, закалять разный металл. Сваривание может происходить в среде аргона, углекислого газа или другого инертного газа. Специальная проволока для сварки с газом содержит в себе марганец и кремний, которые защищают от негативного воздействия внешней среды.
Экономить время с такой сваркой просто, потому что электроды менять не нужно и швы после сварки не требуется очищать. При использовании чистого углекислого газа шов получится с чешуйчатым рельефом, а при добавлении аргона шов будет гладкий и ровный.
Сварочный полуавтомат без газа
Сваривание таким способом происходит с использованием проволоки-флюса, в которой располагается специальный порошок для сварки. По внешним признакам сварка с газом и без газа похожи из-за сгорания флюса с образованием облака из газа.
Основным преимуществом такого типа сваривания является отсутствие баллонов, которые находятся под давлением газа. Проволока для работы может быть из любого материала, всё зависит от свариваемого металла. После наложения одного шва необходимо сделать ещё один сверху, потому что из-за флюса может попасть шлак на шов. После этого может потребоваться дополнительная обработка.

Сварочный полуавтомат без газа
Работать с такой сваркой немного сложнее: подавать проволоку в область сварки следует с усилием, а на протяжении всей работы требуется следить за изгибами шлангов, полярностью и фазой операции.
Сварочный полуавтомат для дома
Для выбора сварочного полуавтомата необходимо определиться, как будет использоваться это устройство. Приобретать профессиональное дорогое оборудование для дома не имеет никакого смысла, поэтому следует остановиться на бытовых и полупрофессиональных. Бытовые аппараты отлично подойдут для однотипных и простых работ с одинаковыми металлами. Второй тип полуавтоматов хорошо впишется людям, которые проводят операции с разными по структуре и толщине материалами.

Большое значение имеет сварочный ток. Необходимо сразу определиться с какой толщиной металла придется работать. Соотношение силы тока и толщины:
- до 50 А – 1,5 мм;
- до 80 А – 2 мм;
- до 130 А – 3 мм;
- до 160 А – 4 мм;
- до 180 А – 5 мм.
Это средние величины, точное значение нужно узнавать по конкретному металлу. Требуется учитывать, что устройство не должно работать на максимальной мощности, потому что может быстро выйти из строя. Лучше всего брать сварочный полуавтомат с небольшим запасом. Если швы требуются аккуратные, то при выборе аппарата для дома следует обращать внимание на регулирование тока.
Питающее напряжение является одним из важнейших вопросов для сварочных работ. Для домашних операций идеально подойдет оборудование с однофазным подключением. Но очень часто в сети происходят скачки напряжения, из-за которых может выбираться электричество. Поэтому необходимо смотреть на отклонения по номиналу. Если скачки частые, то отклонение должно быть как можно большим.
Если финансы позволяют взять более дорогую модель, то следует брать инверторный полуавтомат. Он обладает дополнительными функциями, регулированием тока и стабильностью дуги.
Сварочный полуавтомат для автомобиля
Для ремонта автомобиля подходит простой сварочный аппарат с напряжением 220 В. Для более углубленной работы с машиной требуется мощный сварочный аппарат с 380 В. В таком случае, сварочный шов получится намного качественнее и прочнее.

Получить ровный шов без брызг поможет устройство со смесью аргона и углекислого газа в соотношении 80 на 20. Выбирать производителя необходимо из ведущих европейских производителей, вложенные средства оправдают себя на много лет.
Продолжительность включения требуется выбирать не менее 50%, а мощность должна быть не менее 150 А. В зависимости от работ следует делать выбор между механической и электрической подачей проволоки.
Советы по выбору сварочного полуавтомата
Перед приобретением устройства нужно:
- Определить через какую электрическую сеть будет осуществляться работа.
- Выяснить какого вида операции будут осуществляться на этом приборе.
- Изучить как происходит процесс сварки с помощью полуавтомата.
- Обратить внимание на производителя, отзывы о работе с ним.
Качество швов будет в 1,5-2 раза выше, если пользоваться зарубежными приборами. Но их цена превышает стоимость отечественных. Важно определить, что главнее лично для вас.
Стоимость сварочного полуавтомата
Цена сварочного автомата зависит от многих факторов. Самый простой вариант можно приобрести за 200$. Для дома стоимость самого дорогого устройства будет 400$. А вот профессиональное оборудование для сварки обойдется в 1500-5000$.
Чтобы правильно использовать сварочный полуавтомат необходимо изучить все инструкции и следовать простым правилам безопасности. Для начала следует научиться варить простые элементы, а с опытом переходить на более сложные конструкции.
Как выбрать сварочный полуавтомат: виды, характеристики, стоимость
5 (100%) 4 votes
5domov.ru
Сварочный полуавтомат: достоинства и недостатки
 Что такое сварочный полуавтомат. Чем он особенен и как работает? Каковы плюсы применения таких аппаратов? А минусы? Почему полуавтоматы применяют в автомастерских? Собственно, минусы – это лишь особенности конструкции.
Что такое сварочный полуавтомат. Чем он особенен и как работает? Каковы плюсы применения таких аппаратов? А минусы? Почему полуавтоматы применяют в автомастерских? Собственно, минусы – это лишь особенности конструкции.
Среди конструкций сварочных аппаратов особое место заняли полуавтоматы. Принцип работы, наперед заметим, у них тоже особый, что позволяет осуществлять довольно специфические сварочные работы. Доказательством незаменимости полуавтомата служит его применение в автомастерских (позже узнаем, почему).
Работает полуавтоматическая сварка следующим образом. Особый механизм подает особую же сварочную проволоку в специальную рабочую зону с газовой средой. В газе проволока расплавляется и направляется в сварочную ванну. Возле ванны газ вытесняет воздух, благодаря чему шов будет защищаться от кислородного воздействия. Из газов используются гелий, аргон, углекислый газ либо их комбинации, а диаметр сварочной проволоки обычно — 6…1,6 мм.
Сварочный полуавтомат является, по сути, оборудованием стационарным, его конструкцию составляют источник питания, представляющий собой инвертор либо сварочный выпрямитель, а также блок, подающий присадочную проволоку и система управления. Помимо этого, есть еще газовые баллоны, газоподающая оснастка и рукава с горелкой. Ток при работе используется постоянный. Режим работы такой системы регулируют посредством применения различных газовых смесей (или отдельных газов), а также типом присадки плюс меняют силу тока и скорость подачи проволоки.

Плюсами полуавтоматическая сварка обладает такими:
- Легкая и продуктивная сварка тонколистового металла – отлично подходит для автомастерских.
- Шов качественный, его можно делать очень длинным либо, наоборот, точечным.
- Возможность сваривать немало разнообразных материалов – нержавейку, алюминиевые сплавы, сталь легированную и прочее.
- Множество настроек и нужных регулировок. Удобно при разнообразных работах, так как такие у таких аппаратов можно гибко изменять параметры сварочного тока при различных работах.
- Высокая производительность.
Минусами, точнее, особенностями конструкции сварочных полуавтоматов являются:
- Высокая стоимость полуавтоматического оборудования, а также необходимых газов и расходных материалов (сложная конструкция и дорогостоящие компоненты).
- Подключение полуавтомата осуществимо лишь при наличии специальной трехфазной сети, а еще баллоны – это делает полуавтоматическую сварку практически всегда стационарным оборудованием.
- На улице полуавтоматом работать сложно – газовую среду надо защитить, иначе сдует ветром.
Но, как видим, полуавтоматы частенько незаменимы (еще раз просмотрите их достоинства). Поэтому определенная популярность им всегда присуща. А сейчас небольшое видео:
consultinfo.net
Сварочный полуавтомат от Владимира | Самодельные сварочные аппараты, полуавтоматы, схемы.
Схема полуавтомата любезно предоставленная посетителем сайта Владимиром.Изначально схема, по которой был собран полуавтомат на заводе:
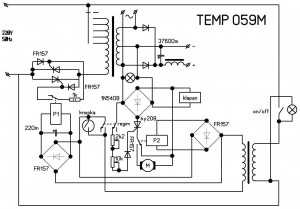 Эта схема уже с дополнительным трансформатором на блоке управления + куллер. У меня же полуавтомат был собран еще хуже- без этого. Все питалось только от силового трансформатора. Основным недостатком такой схемы было то что схема не была гальванически развязана по этому работала из первого дня ужасно и нестабильно. Постоянные рывки подачи проволоки, отгорание проволоки до зажигания дуги, набрызгивание шва. В общем пользоваться полуавтоматом было просто невозможно. Варить он не мог, скорее «кидал брызги». По этому пришлось весь полуавтомат перекопать вдоль и поперек.
Эта схема уже с дополнительным трансформатором на блоке управления + куллер. У меня же полуавтомат был собран еще хуже- без этого. Все питалось только от силового трансформатора. Основным недостатком такой схемы было то что схема не была гальванически развязана по этому работала из первого дня ужасно и нестабильно. Постоянные рывки подачи проволоки, отгорание проволоки до зажигания дуги, набрызгивание шва. В общем пользоваться полуавтоматом было просто невозможно. Варить он не мог, скорее «кидал брызги». По этому пришлось весь полуавтомат перекопать вдоль и поперек.
Окончательная схема по которой собирал полуавтомат:
Хочу поблагодарить автора сайта svapka.ru ! Почерпнул очень много нужной мне информации как по описанию так и сборке. По базовым схемам от рисовал подходящую для себя и начал сборку. Печатки схем, описание сборки дросселя, фото собранного полуавтомата прилагаю.
На блоке управления у меня стоит две релюшки, а не одна как на схеме. Объясняю почему. У меня было под рукой 2-е релюшки. Одна на 12в но маломощная и с 2-мя парами контактов. А вторая релюшка была мощная, на 4-е пары контактов но на 220в. По этому я 12-вольтовой релюшкой включаю вторую, та что на 220в. А она уже замыкает в свою очередь все что нужно: двигатель подачи проволоки, клапан, первичку через симистор.Полуавтомат на практике после обновления работает просто прекрасно! Дуга стабильна, только шипит, подача проволоки плавная, без скачков. =)
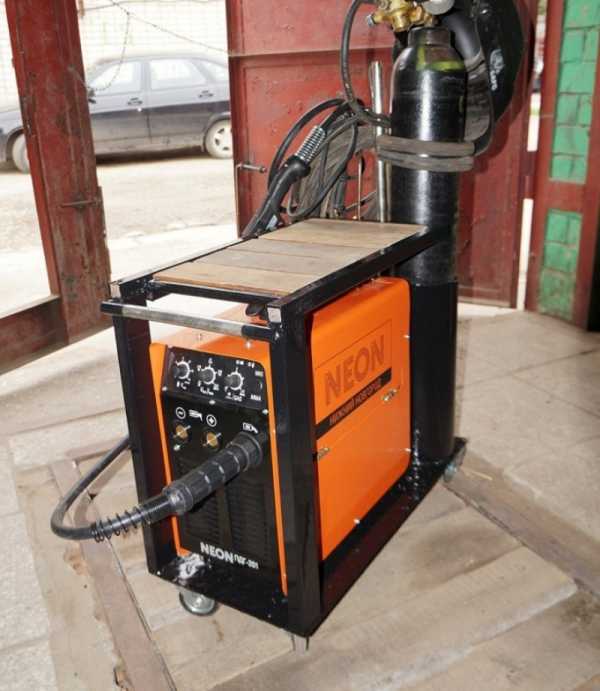
Внешний вид полуавтомата (фото кликабельно):


«Дроссель 2-х обмоточный для полуавтомата» (на сердечниках ТС-180)by smex =)))) (solo-vladimir собака ukr.net) связь с автором.
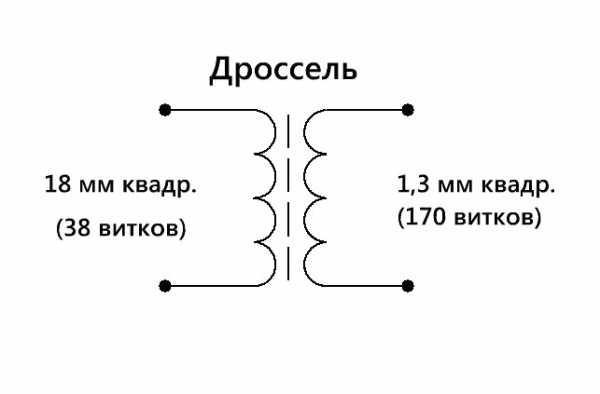
Нам понадобится:- Два сердечника (20х45мм) от 2-х трансформаторов ТС-180 (4-е подковы). Общее сечение сердечника выйдет у нас: 18 мм2.- Катушку изготавливаем из текстолита (толщину текстолита брал 1,5мм).
Сори, размеры забыл снять когда была еще в разобранном виде, но изготовить ее не сложно имея под рукой линейку и сердечники дросселя. Какой должен быть профиль деталей катушки, изображено на рисунке. Пилим!
- Немагнитный зазор между сердечниками, сделал 1,5мм (вырезал 4-е пятака с текстолита и наклеил на подковы сердечников).
- Провод:а) медный одножильный провод в лаке, сечением 1,3 мм2.б) медная шина сечением 18 мм2 (длина ее для намотки получилась около 12…13 метров!).По поводу вычисления сечения провода:Сечение жилы провода кабеля (площадь круга) легко вычислить по его диаметру. Достаточно величину диаметра жилы провода умножить саму на себя и на 0,785.
Пример: Есть провод диаметром 2 мм. Вычислим его сечение: 2 мм×2 мм×0,785=3,14 мм2. Такая точность вычисления не нужна и округлим значение до целого числа, сечение жилы диаметром 2 мм составляет 3 мм2. Диаметр проводника можно определить с помощью штангенциркуля с точностью до 0,1 мм или микрометра с точностью до 0,01 мм.Первая обмотка вышла: 3-и слоя, всего выходит 170 витков.Вторая обмотка медной шиной получилась: 4-е слоя, всего 38 витков (длина 12…13метров).Внимание! Литцендратом (пучок проводов вместо шины) лучше не мотать – он просто не влезет по виткам в данной конструкции так как довольно толстый получается, я отказался от этой идеи и поехал купил на «точке сдачи меди» медную шину! =))))- Крепление для стягивания сердечников дросселя: два болта М6 (длина 145мм), два п-образные металлические пластины для стягивания сердечников (длина пластинки: 160мм, ширина 46мм, высота загнутых по краям буртиков 10мм, толщина металла пластинок 1,5мм).На одной пластине с середины привариваем две гайки по краям в аккурат над отверстиями, стягиваем болтами к ним и болты будут торчать наружу еще где-то на 10…15мм, в будущем с их помощью прикрепим сам дроссель к корпусу сварочного полуавтомата, во как все продумано =)))
Готовый дроссель выглядит так:

Примечание:После каждого слоя меди проматываем дополнительно слой изоляции. Простую изоленту по типу пленочных ПВХ использовать нельзя! При нагреве дросселя она поплывет! Можно использовать тряпичные термоустойчивые. Изоляцию лично я брал трансформаторная специальная мягкая, термоустойчивая и очень липка. И в этом ее большой плюс, вся медь ложится на нее отлично, и нигде не будет гулять. Руки еле отрываешь от этой липкой изоляции при намотке. По текстуре очень похожа на бинт. Ею же так же изолируем медную шинку. Медную шину обматывал с перекрытием в 50% предыдущего витка (то есть получается толщина в два слоя изоляции на шине). Между первой и второй медными обмотками на катушке проматываем минимум 2…3 слоя изоляции. Всю намотку делаем очень плотной, подтягиваем и укладываем каждый виток с хорошим усилием что бы проволока не гуляла по каркасу! Иначе при работе дросселя будет вибрировать и быстро перетрется между витками изоляция- дальше последует неминуемый межвитковый пробой и выход из строя дросселя. По этому мотаем все с душой и с натягом и притягом! И витки все влезут лучше. После полной намотки первой обмотки+изоляции можно еще промотать простой ниткой всю изоляцию притягивая ее хорошо. Это улучшит результат по плотности. Толстую медную шинку мотать очень не просто по этому при работе лучше одеть рукавицы + запастись терпением! Она зараза будет упрямиться, но побороть ее можно однако! =) Мотнули виток, простукали со всех сторон легенько молотком, что бы плотно пристала к каркасу при намотке.(В середину катушки там где вставляются сердечники лучше вставить прямоугольный кусок деревяшки который плотно должен входить по отверстию- это для того что бы каркас катушки не лопнул и не повело его при намотке проводов).
Формула последовательности намотки:- Сначала мотаем: 1 слой изоляции на каркас.- Потом: 1-й слой провода 1,3 мм2.- Далее мотаем: 1 слой изоляции.- Далее мотаем: 2-й слой провода 1,3 мм2.- Далее мотаем: 1 слой изоляции.- Далее мотаем: 3-й слой провода 1,3 мм2.- Далее мотаем: 3 слоя изоляции! Поздравляю! 50% дросселя намотано! - Далее начинаем мотать: 1-й слой медной шины 18 мм2.- Далее: 1 слой изоляции.- Далее: 2-й слой медной шины 18 мм2.- Далее: 1 слой изоляции.- Далее: 3-й слой медной шины 18 мм2.- Далее: 1 слой изоляции.- Далее: 4-й слой медной шины 18 мм2.- Далее: 2…3 слоя изоляции. Дроссель намотан! Поздравляю! =)
Скачать печатные платы можно по этой ссылке.. Печатные платы полуавтомата от Владимира ( Количество скачиваний: 459 )
С наилучшими пожеланиями, Володя.
svapka.ru