Штангенциркуль: измеряем правильно. Как измерить шаг резьбы штангенциркулем
Как определить шаг резьбы: штангенциркулем, резьбомером
В современном мире большое распространение получили резьбовые соединения. Оно характеризуется высокой надежностью и практичностью в применении. Выделяют довольно большое количество различных параметров, которые могут использоваться для определения параметров рассматриваемого крепежного элемента. Наиболее важным можно назвать шаг. Он указывается практически на каждом чертеже и различной технической документации.

Как определить шаг резьбы
Понятие шага резьбы
Резьба применяется для соединения самых различных изделий. Для определения резьбы болта нужно рассматривать расстояние меду одноименными боковыми сторонами профиля. К особенностям этого понятия отнесем нижеприведенные моменты:
- Для определения основных параметров требуется провести измерение.
- Неточный результат можно определить при применении линейки.
- Для повышения точности измерений нужно проанализировать несколько нитей. Именно поэтому в зависимости от протяженности резьбовой поверхности проводится анализ от 10 до 20 витков.
- Рекомендуется проводить замеры в миллиметрах. В некоторых случаях число переводится в дюймы.
Параметры резьбы
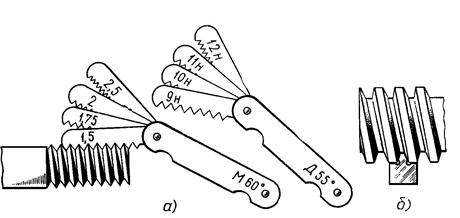
Расстояние между впадинами можно измерять при использовании специального инструмента. Резьбомер представлен сочетанием специальных стальных пластин, которые имеют специальные вырезы. На поверхности наносятся различные значения.
Способы измерения
Существует довольно большое количество различных способов определения шага резьбы. Все они характеризуются своими определенными особенностями, которые нужно учитывать. Распространенными способами можно назвать:
- Использование обычной линейки.
- Применение специального инструмента, который может применяться для определения рассматриваемого значения. Измеритель шага резьбы можно приобрести в специализированном магазине.
- Штангенциркуль является точным инструментом. Он применяется довольно часто по причине высокой точности и универсальности в применении.

Резьбомер
Все приведенные выше методы позволяют получить довольно точные данные. Проще всего провести измерения при применении инструмента, определяющего резьбу, но можно обойтись и обычным штангенциркулем.
Процесс измерения витков
При рассмотрении того, как определить шаг резьбы следует учитывать особенности выбранного метода. При использовании линейки достаточно:
- Замерить протяженность стержня, на который нанесли профиль. Стоит учитывать, что при замере всей длины стержня, а не только части можно определить более точный результат.
- Подсчитать количество витков.
- Провести замер глубины для определения основных параметров резьбового соединения.
Подобным образом можно определить лишь средний показатель. Если в процессе нарезания витков были допущены ошибки, то расстояние между ними может несколько отличаться.
Пример проведения замеров выглядит следующим образом:
- Отсчитывается 20 витков.
- Проводим замер протяженности стержня, к примеру, показатель составил 127 мм.
- Проводим деление 20 витков на протяженность стержня, в результате получаем показатель 6,35 мм. Он соответствует шагу расположения нитей в миллиметрах.
Для перевода в дюймы достаточно поделить вычисленное значение в миллиметрах на 25,4. В итоге получится результат 0,25 или ¼ дюйма. При самостоятельном замере может быть погрешность, поэтому результат округляется к приближенному стандартному значению.
В продаже можно встретить и специальные шаблоны, которые можно использовать для проверки особенностей резьбы. Подобная процедура достаточно проста в исполнении:
- Подбирается наиболее подходящий шаблон. В продаже можно встретить просто огромное количество специальных шаблонов, которые представлены пластиной с определенным профилем. Стоит подобный элемент не дорого, приобрести его можно в различных специализированных магазинах.
- Он прикладывается к поверхности для контроля основных показателей. Шаблон должен заходить без препятствий, и между пластиной с рабочей поверхностью не должно образовываться свободного пространства.
Если шаблон легко заходит в бороздки, то можно определить основные параметры поверхности.
Измерение шага резьбы линейкой и резьбомером
Кроме этого, можно провести измерения при применении штангенциркуля. Этот инструмент получил широкое распространение. Пошаговые действия выглядят следующим образом:
- Глубиномером устанавливается высота стержня.
- Следующий шаг заключается в подсчете количества витков. Сделать это достаточно сложно, можно использовать маркер для обозначения уже подсчитанных нитей профиля.
- Полученная информация позволяет рассчитать тангенса угла наклона.
Есть возможность определить рассматриваемый показатель при непосредственном измерении между смежными вершинами. Рекомендуется провести очистку поверхности. В противном случае получить точный результат практически невозможно.
Нюансы измерения
При применении штангенциркуля следует учитывать несколько рекомендаций. Примером назовем нижеприведенную информацию:
- Если между головкой и торцевой частью изделия есть плита, то в этом случае рекомендуется использовать основную измерительную шкалу и глубиномер. При подобном процессе можно получить показатели толщины шайбы, высоты головки, толщину промежуточного элемента. Подобные данные позволяют рассчитать основные параметры резьбового соединения.
- Точность полученных результатов можно существенно повысить путем очистки поверхности от различных загрязняющих веществ. Для этого можно использовать абразивный материал или специальные жидкости для удаления коррозии.
Провести рассматриваемую процедуру можно самостоятельно. Как правило, проблем при этом не возникает.
В заключение отметим, что производители указывают шаг и многие другие важные показатели. Как правило, они наносятся на головке или другом элементе.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
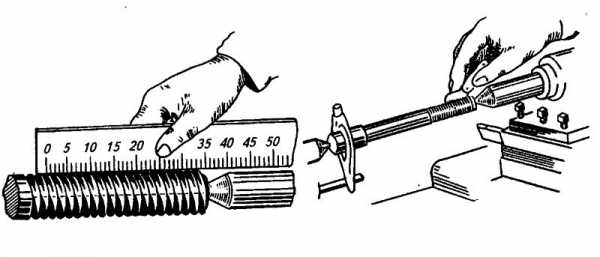
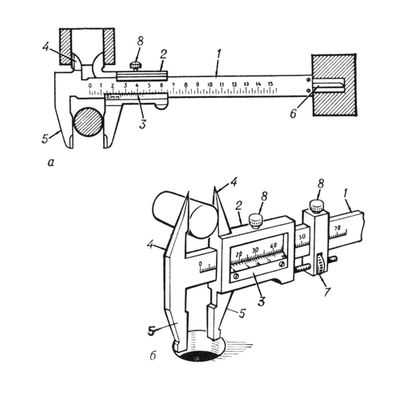
| Измерение шага резьбы. Для измерения шага резьбы применяют измерительную линейку и резьбомер. Измерение шага резьбы измерительной линейкой показано на рис. 197. Линейкой измеряют длину определенного количества витков, например десяти; разделив полученную длину на замеренное количество витков, находят размер одного шага. При измерении дюймовой резьбы определяют число витков, которое приходится на длину одного дюйма (приближенно равного 25.4 мм). Если на длине 1″ насчитывается 4 витка, то шаг равен 1/4″. Резьбомер (рис. 198) состоит из набора стальных пластинок, из которых каждыя снабжена вырезами, точно соответствующими профилю резьбы определенного шага. На каждой пластинке выбиты цифры, указывающие на шаг резьбы в миллиметрах или число витков, нарезанных на длине одного дюйма. При измерении шага прикладывают пластинку к проверяемой резьбе параллельно ее оси (рис. 198). Совпадение пластинки резьбомера проверяют на просвет. Измерение среднего диаметра резьбы. Точно измерить средний диаметр резьбы можно резьбовым микрометром (рис 199). Он отличается от микрометра для гладких деталей только тем, что вместо постоянных измерительных поверхностей имеет особые сменные измерительные наконечники 1 и 2. Наконечник 1 (рис. 199, б), снабженный конусом с углом, равным углу профиля резьбы, вставляют в отверстие микрометрического винта, наконечник 2, снабженный прорезью, — в пятку. При измерении резьбовой микрометр устанавливают так, чтобы конус входил в углубление резьбы, а измерительный наконечник с вырезом охватывал выступ резьбы (рис. 199, а). Отсчет по шкале микрометра показывает размер среднего диаметра резьбы. Резьбовые калибры. Наилучшим инструментом для контроля резьб являются резьбовые калибры — нормальные и предельные. Наружная резьба проверяется нормальным резьбовым кольцом (рис. 200), а внутренняя — нормальной резьбовой пробкой (рис. 201). Правый гладкий конец пробки служит для проверки диаметра отверстия под резьбу, а левый резьбовой конец — для проверки самой резьбы. Правильность резьбы нормальными калибрами определяют на ощупь по отсутствию качания и трудности свинчивания калибра и детали. Значительно более точна и производительна проверка резьбы предельными резьбовыми калибрами. Наружную резьбу проверяют предельными резьбовыми скобами. Такая скоба (рис. 202) имеет две пары роликов: передняя пара является проходной, а задняя — непроходной. Способ проверки резьбы предельной резьбовой скобой такой же, как и при проверке гладких размеров, т.е. резьба должна свободно пройти через проходную сторону калибра, а не проходная сторона калибра должна задержать резьбу. Внутреннюю резьбу проверяют предельными резьбовыми пробками (рис. 203). Проходной конец пробки имеет длинную резьбу полного профиля; он должен полностью ввинчиваться в резьбовое отверстие по всех его длине. Непроходной конец имеет 2-3 витка срезанного профиля, он не должен ввинчиваться в измеряемое отверстие. Как гладкие, так и резьбовые предельные калибры применяют обычно при изготовлении большого количества одинаковых деталей и вообще в тех случаях, когда детали должны иметь точные размеры с определенными допусками. Измерение среднего и внутреннего диаметров резьбы. Иногда приходится измерять средний диаметр резьбы; в таких случаях применяют специальный кронциркуль (рис. 204) со сменными шариковыми наконечниками. Диаметр шариков выбирают по специальным таблицам в соответствии с типом и шагом резьбы. Ножки кронциркуля с шариковыми наконечниками сначала устанавливают по образцовой детали или резьбовому калибру. После этого сверяют снятый размер со средним диаметром нарезанной резьбы, прикладывая установленный кронциркуль шариковыми наконечниками к ее боковым поверхностям. Внутренний диаметр резьбы измеряют кронциркулем с острыми ножками (рис. 205). Как и в предыдущем случае, кронциркуль предварительно устанавливают на размер по штангенциркулю, образцовой детали или резьбовому калибру, затем сравнивают этот размер с внутренним диаметром нарезанной резьбы. Наружный диаметр резьбы болта измеряют штангенциркулем или микрометром. При этом необходимо следить за тем, чтобы измерительный инструмент был установлен перпендикулярно оси детали. |


| 9,3-9,7 | 8,5-8,9 | 28 | 1/8″ |
| 9,3-9,7 | 8,5-8,9 | 27 | 1/8″ |
| 9,7-9,9 | 8,2-8,6 | 1,5 | M10x1,5 |
| 10,9-11,1 | 9,7-10,0 | 20 |
Источник: http://www.hydrohouse.com.ua/kak-opredelit-tip-rezby-na-fitinge
Средства измерения резьб. Проволочки измерения резьбы

Средства измерения резьб. Проволочки измерения резьбы. 4.38/5 (87.50%) проголосовало 8
Приборы активного контроля.
Одним из наиболее прогрессивных методов контроля является активный. Наиболее рационально его применение в условиях массового и крупносерийного производства. Устройства активного контроля при определенном измерении размеров позволяют автоматически изменять ход технологического процесса и обеспечить заданную точность обработки.
Устройства активного контроля могут включаться в конце цикла обработки и по результатам измерения подавать команду на подналадку режущего инструмента (их называют подналадчиками) или производить проверку размеров изделия непосредственно в процессе обработки с целью регулирования величины перемещения, режимов резания и других параметров технологического процесса. Приборы активного контроля, регулирующие параметры технологических процессов, применяются в станках с программным управлением.
Для автоматического контроля и подналадки применяются приборы контактного и бесконтактного действия.
У приборов контактного действия наконечник находится в контакте с измеряемым изделием и может, срабатываясь, быть причиной погрешности прибора.
Для уменьшения такой возможности наконечники приборов активного контроля изготовляют из твердого сплава, алмазов, агатов или других особо твердых материалов.
Приборы для измерения резьб.
Основными контролирующими параметрами резьб являются наружный средний и внутренний диаметры, угол профиля и шаг. При измерении резьб применяются средства комплексного и поэлементного контроля.
Для комплексного контроля наружных метрических резьб применяются жесткие предельные калибры-кольца (ГОСТ 17763 — 72 и ГОСТ 17764 — 72) или резьбовые скобы.
Внутренние резьбы проверяются резьбовыми калибрами-пробками (ГОСТ 17756 — 72 и ГОСТ 17759 — 72). При пользовании резьбовыми калибрами-пробками и кольцами комплексным измерителем является проходной калибр.
Непроходной калибр применяется для измерения предельного размера среднего диаметра.
При поэлементном контроле наружный диаметр болта может проверяться любым измерительным средством, применяемым для контроля диаметра валов, а внутренний диаметр гайки – любым измерительным средством для контроля отверстий.
Для контроля среднего диаметра применяют контактный или бесконтактный методы. Контактный метод контроля основан на применении вставок в микрометр или трех проволочек.
Вставки резьбового микрометра.
Микрометр со вставками применяют при контроле среднего диаметра треугольной резьбы с углами профиля 60 и 55°.
Измерение производится в пределах от 0 до 350 мм, причем для каждого интервала в 25 мм применяются или отдельные микрометры, или специальные сменные пятки. Комплект вставок к микрометру состоит из двух вставок (рис.
1): призматической, которая устанавливается вместо пятки микрометра, и конусной, устанавливаемой в отверстие микрометрического винта.
Рис. 1. Вставки к резьбовому микрометру.
Микрометр оснащается пятью комплектами вставок, которые устанавливаются применительно к шагу проверяемой резьбы: 0,4 — 0,5; 0,6 — 0,8; 1 — 1,5; 1,75 — 2,5 и 3 — 4,5 мм.
Измерение резьбы методом трех проволочек.
При контроле среднего диаметра применяют комплект из трех проволочек одинакового диаметра. В процессе замера две проволочки устанавливают во впадины резьбы с одной стороны, а третью — в противоположную впадину.
Размер проволочек выбирается по специальной таблице в зависимости от шага и угла профиля резьбы. Идеальным размером для проволочек является диаметр d = tg α /2c, где cs шаг, а α /2 угол профиля проверяемой резьбы.
Измерения среднего диаметра резьбы.
В зависимости от требуемой точности при измерении проволочками используют микрометры или оптико-механические приборы, обеспечивающие более точные показания.
Если оси проволочек при измерении расположены вертикально, то проволочки подвешивают на кронштейне, укрепленном на применяемом приборе (рис. 2).
К проволочкам подводят измерительные поверхности и измеряют расстояние между выступающими точками трех проволочек, находящимися во впадинах резьбы, затем по формулам определяют средний диаметр.
Расчет среднего диаметра резьбы.
Средний диаметр резьбы с углом профиля 60°:
Dcp=M – 3d + 0.866s,
где M — размер, полученный в результате измерения, мм;
d — диаметр проволочки, мм;
s — шаг измеряемой резьбы, мм.
Если угол профиля составляет 55°, то средний диаметр цилиндрической резьбы:
Dcp=M – 3,165d + 0.9605s.
Рис. 2. Измерение резьбы с помощью трех проволочек.
Бесконтактные методы контроля резьбы с помощью среднего диаметра резьбы основаны на трех проволочек, применении измерительных микроскопов с угломерными окулярными, головками, а также проекторов.
Индикаторные измерительные приборы.
Контроль точности шага резьбы и измерение угла профиля также осуществляется на измерительных микроскопах или проекторах.
Контроль среднего диаметра внутренней резьбы может выполняться индикаторными приборами с раздвижными полупробками, индикаторными приборами с раздвижными вставками, а также на горизонтальных оптиметрах с помощью измерительных дуг для внутреннего измерения, оснащенных шаровыми измерительными наконечниками.
На большинстве заводов при расточке отверстий для предварительных измерений пользуются пробками и штих-массами, а также штангенциркулем.
Установка резца для снятия стружки до требуемого размера производится по лимбу поперечного суппорта станка на основе показаний штангенциркуля.
При обработке отверстий по 2-му и 3-му классам точности такой общепринятый способ измерений связан с большими затратами времени на снятие пробных стружек, а зачастую и на излишние проходы.
Измерить размеры ряда детален в процессе обработки можно с помощью индикаторного приспособления (рис. 3), которое благодаря специальной конструкции упорной планки 1, позволяет установить в удобном месте, впереди поперечных салазок суппорта, держатель 3 индикатора 4.
При подаче поперечных салазок от себя штифт индикатора упирается в выступ планки 1. Винт 2 предохраняет индикатор от поломки. Это приспособление является универсальным, оно может быть применено как при расточке, так и при обточке.
Для обточки упорную планку и индикатор 3 поворачивают на 180°.
Рис. 3. Индикаторное приспособление для активного контроля размеров при обработке на токарном станке.
Практика показала, что применение индикаторов и установочных колец с номинальным размером обрабатываемого отверстия, а также применение индикаторного приспособления (рис. 3) позволяет уменьшить вспомогательное время и обеспечить высокую точность измерений внутренних размеров.
При обработке отверстий необходимо по индикатору настроить резец на снятие первой стружки с припуском 0,1 — 0,2 мм на сторону, заметить показание индикатора и снять первую стружку. После этого замерить полученный размер отверстия индикаторным прибором, настроенным по установочному кольцу, имеющему номинальный размер отверстия (при настройке индикаторный прибор устанавливается на ноль).
Измерив отверстие, определяют, какой слой металла нужно снять резцом для получения окончательного размера отверстия, и по индикатору устанавливают резец для расточки отверстия на чистовой размер. Такой способ измерений упрощает расточку отверстий по 2-му и 3-му классам точности, и он вполне доступен для рабочих невысокой квалификации.
При больших партиях деталей небольшой массы иногда целесообразно сначала провести предварительную расточку всей партии деталей с припуском 0,3 — 0,5 мм на диаметр и затем за один проход, применяя жесткий резец, провести чистовую расточку.
Учитывая, что резец в процессе работы изнашивается, вследствие чего размер отверстия уменьшается, во время обработки каждой последующей детали следует проверять индикатором для внутренних измерений действительный размер отверстия уже обработанной детали и, исходя из показаний индикатора, настраивать индикаторное устройство с учетом износа резца.
Преимущество работы с индикатором заключается еще и в том, что на его показания не влияет износ резьбы винта и гайки поперечного суппорта, тогда как показания лимба зависят от степени износа резьбы.
Следует отметить, что общепринятые способы расточки отверстий не обеспечивают высокой точности.
При обработке отверстия, диаметр которого меньше заданного, токарь не имеет точного представления о том, сколько сотых долей миллиметра нужно дополнительно снять для получения окончательного размера.
Поэтому он часто вынужден прибегать к добавочным проходам, что значительно увеличивает затраты времени на обработку и ухудшает качество.
Применение индикаторных приспособлений дает возможность работать уверенно и с большой точностью. Использование индикатора не исключает применения предельных калибров. Проверка отверстий предельным калибром является обязательной при окончательном контроле размера.
Источник: http://mechanicinfo.ru/sredstva-izmereniya-rezb-provolochki-izmereniya-rezby/
Большая Энциклопедия Нефти и Газа
Cтраница 1
| Профиль резьбы. [1] |
Определение шага резьбы, приведенное в ГОСТе 11708 — 66 как расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы, основано на чисто геометрическом подходе к этому параметру, не отражает его кинематической сущности, не увязано с процессом резьбообразования и эксплуатацией резьбовых сопряжений. Определение по ГОСТу также не учитывает внутришаговых погрешностей резьбы, которые всегда имеют место и оказывают существенное влияние на эксплуатационные качества резьбового сопряжения, а выявление этих погрешностей представляет наибольшую сложность при контроле резьб. [2]
Дляопределения шага резьбы пользуются резьбомерными шаблонами, которые выпускаются в виде набора. [3]
Приопределении шага резьбы из набора — шаблонов резьбомеров этих двух видов надо подобрать такой, у которого зубья плотно, без просвета входили бы во впадины резьбы. [4]
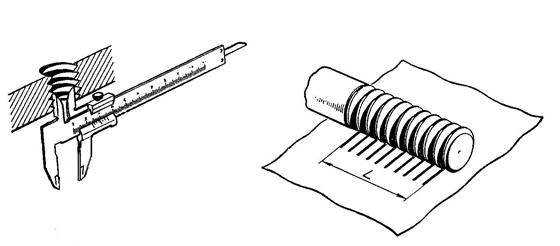
В отверстияхопределение шага резьбы этим способом возможно с помощью металлического или деревянного стержня, обернутого бумагой. [6]
Калибры дляопределения шага резьбы называют резьбомерами ( фиг. [7]
Резьбомеры дляопределения шага резьбы изготовляют по ГОСТу 519 — 41 наборами. [8]
Резьбовые шаблоны предназначаются дляопределения шага резьбы при отсутствии данных о шаге и профиле проверяемой резьбы. [9]
Резьбомеры служат для проверки иопределения шага резьбы болтов, гаек и других резьбовых изделий. Резьбомеры подобно щупам представляют собой набор стальных пластинок ( резьбовых шаблонов), на каждой из которых имеется гребенка с профилем зуба, CO-N ответствующим профилю дюймовой или метрической резьбы. Число ниток на один дюйм или шаг резьбы указано на каждой пластинке. [10]
| Определение шага ( а и числа витков ( б на 1 винтовой резьбы. [11] |
Значительно быстрее и с большей достоверностьюопределение шага резьбы производится при помощи резьбомера. [12]
Резьбомеры ( шаблоны резьбовые) применяют дляопределения шага резьбы. Их выпускают двумя наборами. [13]
| Калибровочный клин 8. РЕЗЬБОМЕР. [14] |
Резьбовые шаблоны являются сортирующим прикладным инструментом дляопределения шага резьбы изделия. [15]
Страницы: 1 2
Источник: http://www.ngpedia.ru/id215410p1.html
Практические советы — как правильно измерить крепеж

Это умение пригодится даже при оформлении заказа на закупку крепежей и правильные мерки избавят вас от необходимости делать возврат заказа и переплачивать.
Правильные и точные замеры крепежей полезно и нужно уметь делать в любом случае, если по роду занятий постоянно приходится сталкиваться с болтами и винтами.
Чтобы узнать точные размеры крепежа, прежде всего необходимо померить его длину. Болты, например, как и винты измеряются от основания шляпки (опорная поверхность) до конца стержня. А шплинты измеряют начиная у основания кольца и заканчивая концом короткой ветви. Но обо всем этом подробнее.
Все ниже упомянутые крепежные изделия соответствуют техническим критериям Государственных стандартов (ГОСТ).
Как определить длину болта?
Длину следующих болтов нужно измерять от головки (опорной поверхности) и конца фаски на резьбовом стержне:
— Болты, имеющие шестигранную головку и соответствующие характеристикам ГОСТ 7805-70, 7798-70, 15589-70, 10602-94;
— Болты, имеющие шестигранную уменьшенную опорную поверхность, соответствующие ГОСТ 7808-70, 7796-70, 15591-70;
— Болты высокой прочности, имеющие шестигранную головку и подходящие по ГОСТу 22353-77;
— Высокопрочные болты, имеющие шестигранную головку с увеличенным размером под ключ и соответствует стандартам ГОСТ Р 52644-2006;
— Болты, имеющие шестигранную головку и направляющий подголовок, стандартов ГОСТ 7811-70, 7795-70, 15590-70.
Для болтов, у которых уменьшенная шестигранная опорная поверхность для отверстий из-под развертки, и которые соответствуют ГОСТ 7817-80, длину измеряют от головки до цилиндрического укороченного окончания.
Как правильно измерить длину винта?
Для измерения длины винта действуют следующие правила: винт необходимо измерять от головки (опорной поверхности) и конца фаски на резьбовом стержне. Этот способ подходит для следующих винтов:
— Винты, у которых полукруглая головка и стандарты ГОСТ 17473-80;
— Винты, у которых полупотайная головка и технические характеристики соответствуют ГОСТу 17474-80, измерения осуществляются от основания сферы;
— Винты, у которых потайная головка и стандарты ГОСТ 17475-80, в этом случае измеряют длину всего изделия.
— Установочные винты, имеющие прямой шлиц и подходящие по стандартам ГОСТ 1476-93, 1477-93, 1478-93, 1479-93, учитывается длина всего изделия;
— Установочные винты, у которых есть шестигранное углубление под ключ и стандарты ГОСТ 8878-93, 11074-93, 11075-93, учитывается длина всего изделия.
Как определить точную длину шплинта?
Наиболее используемый шплинт – это шплинт, соответствующий техническим характеристикам ГОСТ 397-79. И измеряется длина в этом шплинте начиная с основания кольца и до окончания короткой ветви.
Как измерить шаг резьбы метиза?
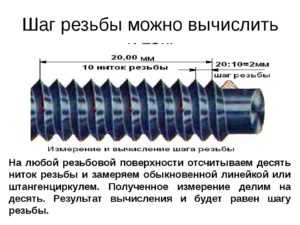
Прежде всего, следует помнить, что существует два стандарта резьбы: метрическая и дюймовая. Метрическая резьба крепежей измеряется просто. Достаточно вымерять длину 10 витков на стержне крепежа и разделить полученный результат на 10, в итоге и выйдет размер шага резьбы. Так же можно использовать предназначенный для этого инструмент – резьбомер метрический.
Чтобы вычислить дюймовую резьбу, необходимо посчитать сколько витков на стержне метиза в одном дюйме (1 дюйм = 25,4 мм), полученный результат и будет шаг дюймовой резьбы. Это можно сделать с помощью простой линейки.
Как и в случае с метрической резьбой, для измерения шага дюймовой резьбы есть инструмент резьбомер дюймовый.
Но следует учитывать, что дюймовая резьба может быть английской или американской, между ними есть существенная разница в угле профиля: английская – 55°, американская -60°.
Как сделать замеры дроби по фракциям колотой и литой ГОСТ 11964?
Условия измерения колотой и литой дроби, которая соответствует характеристикам ГОСТ 11964 кардинально отличаются от методов измерения других крепежей.
Сперва измеряется зерновой состав дроби. Дробь просеивается через несколько сит в ручную, поставленных в нисходящем порядке начиная с сита с большим размером ячеек. Номинальный размер ячеек в сите должен соответствовать номеру дроби (см. табл. 1 – для литой дроби, табл. 2 – для колотой). Это так же можно сделать с помощью специальных ситовых анализаторов.
Затем определяют плотность дроби.
Для этого берут навеску весом от 0,05 до 0,10 кг, пересыпают это всё в мерный цилиндр, подходящий по характеристикам ГОСТ 1770 І или ІІІ исполнения и объемом от 50 до 100 мл, в который до половины предварительно набрана дистиллированная вода. Плотность дроби будет равна отношению массы навески к приращению объема воды в мерной емкости после погружения навески и полного удаления воздуха.
Теперь вы сможете самостоятельно сделать замеры у наиболее популярных и распространенных метизов. Желаем удачи в работе!
Источник: https://krepzevs.com/a194442-prakticheskie-sovety-kak.html
Измерение
Определение резьбыДля определения неизвестной резьбы необходимы 2 параметра: шаг резьбы и диаметр внутренней или же внешней резьбы. Шаг резьбы это расстояние от профиля к профилю в мм у метрических резьб или число ниток на дюйм у дюймовых резьб.
Внешняя резьбаДля начала необходимо измерить штангенциркулем диаметр резьбы. На дигитальных штангенциркулях имеется возможность выбрать метрическое или дюймовое измерение. По диаметру Вы сможете определить вид резьбы: метрическая или дюймовая. Затем в дело идёт резьбовой шаблон. Здесь необходимо подобрать точный шаг резьбы.
Подбирайте шаблон до тех пор, пока один из его листов абсолютно точно совпадёт с профилем резьбы. Теперь Вы можете воспользоватся линейкой с данными по резьбам или же техническими таблицами. Для определения резьбы просто найдите измеренные данные на информационной резьбовой линейке или же в технических резьбовых таблицах.
На следующих страницах подробно описаны различные измерительные инструменты.
Внутренняя резьбаОпределить внешнию резьбу гораздо просто, чего не скажешь о внутренних резьбах. Если хочется сохранить деталь в целости и определить резьбу не ломая её, то ничего другого не остаётся как грубо замерять и пробовать.
Для этого Вам необходимо сделать следующее: при помощи штангенциркуля замерийте диаметр резьбы. Данный диаметр должен соответствовать исходному диаметру до нарезки резьбы. В примере мы рассмотрим диаметр 23 мм.
Формула для определения исходного отверстия следующая:
dk = D – P (Ø-отверстия = Ø-резьбы – шаг резьбы)или: Ø-резьбы = Ø-отверстия + шаг резьбы
Теперь найдите на информационной резьбовой линейке подходящий диаметр отверстия. Здесь необходимо заметить, что отверстия под резьбу чаще всего сверлятся большим диаметром чем положено.
После вычисления по данной формуле мы выходим на следующие метрические M 24 × 1 или M 25 × 2 и дюймовый размеры G 5/8 × 14 ниток на дюйм.
Ну и наконец методом подбора пробуем вкрутить в данное отверстие болты с вычислинными размерами.
Diesen Bereich können Sie inklusive detaillierter Produkttabellen komplett als PDF (3,6 MB) herunterladen (rechte Maustaste > „Speichern unter …“).
© GSR Gustav Stursberg GmbH
Источник: https://www.gsr-germany.de/ru/products/measuring/
__________________________________________novpedkolledg2.ru
резьбовых соединений, протекторов шин, линейных размеров
Штангенциркуль – удобный и простой в обращении измерительный инструмент. Грамотное его применение позволяет выполнять замеры линейных величин в различных ситуациях, и для разнообразных объектов, начиная от протектора шин, и заканчивая пластиковыми гибкими трубками. Как измерять штангенциркулем – примеры и последовательность – эти вопросы рассматриваются далее.
Принципы измерения
Замеры при конструировании и изготовлении резьбовых соединений
Соединение типа «болт-гайка» — одно из наиболее распространённых в механике. При разработке и изготовлении конструкций задача – как измерить болт штангенциркулем – часто представляет трудности.
Перед работами стоит вспомнить, что главными размерами болта /гайки являются длина изделия и диаметр резьбы. Стандартный болт любого исполнения в проведении таких измерений не нуждается. Иное дело, когда болт изготовлен в кустарных условиях, либо требуется замерить крепёжную деталь без демонтажа соединения. Здесь возможны следующие ситуации:
- Между головкой и противоположным торцом стержня имеется плоскость или деталь/плита, размеры которой не позволяют ввести измерительные губки штангенциркуля. В этом случае, используя основную измерительную шкалу и глубиномер (иногда именуемый «колумбиком»), определяют последовательно высоту головки, толщину шайбы (если есть), толщину промежуточного элемента и высоту выступающей с противоположной стороны соединения части детали. Полученный результат складывают, а затем по таблицам соответствия длин стержня и размеров «под ключ», которыми обладает болт, устанавливают типоразмер крепёжной детали.
Измерение внутренний резьбы и оттиск ниток резьбы
- Неизвестен диаметр резьбы на болте. Перед замерами стоит вспомнить, что для стержневых деталей диаметр внешней резьбы определяется диаметром её выступов, а не впадин. Поэтому, установив по внешней шкале штангенциркуля требуемый размер, можно легко выяснить искомое значение измеряемой резьбы. Оно должно быть равным одному из стандартных значений первого (в крайнем случае – второго) ряда предпочтительных чисел. Точность существенно повысится, если замеряемый участок тщательно очистить от загрязнений и смазки. Если результат по каким-то причинам не вписывается в стандарт, глубиномером устанавливают глубину резьбы. Отняв удвоенное значение параметра от общего значения, можно проверить, не был ли применён б/у болт со срезанной частью профиля резьбы. Такое изделие следует заменить.
Измерение шага резьбы
- Измеряемый болт полностью «утоплен» в гайку, а разъединение конструкции нежелательно. Следует, используя внешнюю шкалу штангенциркуля, установить размеры головки – «под ключ» и диаметр окружности выступов. После чего, пользуясь измерительными таблицами определять типоразмер крепежа. Таким же образом производятся измерения и других крепёжных стандартизованных деталей – шпилек, винтов и т.д. Исключение составляют гайки. Здесь придётся воспользоваться внутренними губками. В некоторых инструментах при этом необходимо к полученному результату прибавить толщину самих губок (она указывается на штанге).
Измерение резьбомерами
- Как измерить шаг резьбы штангенциркулем? Для этого болт придётся вывернуть. Вначале глубиномером устанавливается высота стержня, а затем подсчитывается количество витков резьбы на нём. Разница даст значение тангенса угла наклона резьбы, т.е., отношение неизвестного шага к внешнему диаметру. Последний уже известен, так что выяснение шага резьбы сложностей уже не составляет. Можно определить шаг резьбы и прямым измерением расстояния между смежными вершинами, но это будет достаточно точно лишь для крепежа, полностью очищенного от загрязнений.
Замеры размеров рисунка на протекторах
Как измерить протектор шин, если необходимо оценить степень износа? Поможет глубиномер, которым выполняются измерения по всей образующей протектора шины. Следует учесть, что износ практически всегда неравномерен, и количество замеров должно быть не менее 3…5, причём на равномерно принятых для оценки участках протектора шины. Перед измерениями покрышку следует тщательно очистить от грязи, пыли и фрагментов мелких камней, застрявших внутри.

Измерение протектора шин цифровым глубомером
Иногда требуется решить задачу – как измерить протектор шин штангенциркулем, чтобы определить степень равномерности износа. Этим устанавливается износ шин протектора не только по глубине, но и по радиусу перехода от окружности выступов к окружности впадин. Поступают так. Измеряют глубину рисунка на новом протекторе шины, а затем — линейный размер визуально изменённой зоны на эксплуатировавшейся детали. Разница определит степень износа и поможет принять верное решение о замене колеса.
Все измерения производят глубиномером, который должен быть установлен строго перпендикулярно образующей протектора шины.

Измерение износ протектора колумбиком
Измерения диаметров
Как измерить диаметр штангенциркулем? Различают детали с постоянным и переменным по длине сечением. К последним относятся, в частности, арматурные стержни. Как измерить диаметр арматуры штангенциркулем? Всё зависит от арматурного профиля, который может быть:
- кольцевым;
- серповидным;
- смешанным.

Измерение внутреннего диаметра штангенциркулем
Проще всего замерять такие параметры арматуры во втором случае. Вначале внешними измерительными губками определяют высоту выступов профиля, а затем глубиномером – размер по впадине. Замеры необходимо производить в двух взаимно перпендикулярных направлениях, поскольку арматура, да ещё производимая не на специализированных предприятиях, часто имеет овальность сечения. После этого по таблицам стандартных арматурных профилей отыскивают максимально подходящее значение (особой точности здесь не требуется). Как измерить диаметр арматуры штангенциркулем, если она имеет другой тип профиля? Здесь вместо диаметра выступов определяют диаметр выступающей части серповидных насечек, а далее поступают так же, как и предыдущем случае.

Измерение наружного диаметра трубы
При измерении внутренних габаритов труб используют внутреннюю измерительную шкалу инструмента. Как измерить штангенциркулем толщину трубы, особенно, если зазор невелик? Достаточно вычислить разницу между внешним и внутренним диаметрами и разделить результат на два.
Измерения линейных размеров
Как измерить линейные размеры с помощью штангенциркуля? Всё зависит от материала детали/заготовки. Для жёстких элементов изделие плотно прижимается к какой-нибудь опорной плите, после чего внешними измерительными губками инструмента производят измерение. Предварительно следует установить пригодность имеющегося типа штангенциркуля работе. Например, основная измерительная шкала на штанге должна быть длиннее детали на менее, чем на 25…30 мм (с учётом собственной ширины губок). При использовании глубиномера эта величина ещё меньше, поскольку в расчёт следует принимать и длину рамки (для наиболее часто встречающихся инструментов 0-150 мм и точностью от 0,05 до 0,1 мм этот параметр принимается не менее 50 мм).
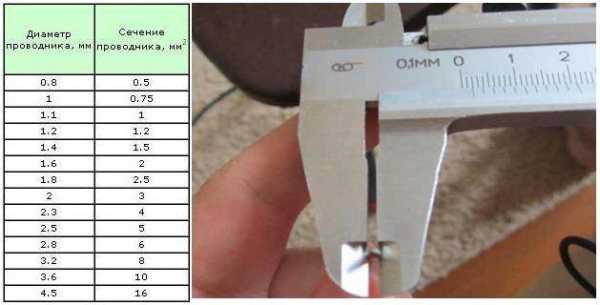
Как измерить штангенциркулем сечение провода? Неметаллические изделия гибки, а потому существенно искажают результат, полученный обычным способом. Поэтому в кембрик следует ввести жёсткую стальную деталь (винт, гвоздь, кусок прутка), после чего внешними губками определить диаметр сечения провода. Аналогично поступают, если требуется узнать внутренний размер провода.
Измерение диаметра провода
Вопрос – как измерить цепь штангенциркулем – часто задают велосипедисты, поскольку износ цепи, определяемый как расстояние между её смежными звеньями, позволяет принять решение о замене изделия. Наружное губки устанавливают на расстояние 119 мм и вводят в звено, после чего растягивают их в стороны, пока дальнейшее увеличение размера окажется невозможным (для облегчения работ цепь можно предварительно нагрузить растягивающим усилием). Отклонение от первоначального размера покажет фактический износ, который далее необходимо сравнить с максимально допустимым.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Как измерять штангенциркулем: примеры
Штангенциркуль относится к классу универсальных измерительных приборов высокой точности. Данное устройство предназначено для определения наружных и внутренних размеров небольших деталей, глубины отверстий и прочих параметров. Зная, как измерять штангенциркулем, можно легко установить линейные величины любых предметов, в том числе и резьбовых соединений на метизах. 
Особенности использования штангенциркуля
Удобство и простота использования этого инструмента обуславливают его широкое применение не только в производственной сфере, но и в домашних условиях. Существует три разновидности штангенциркулей: нониусные, циферблатные и цифровые, отличающиеся своей конструкцией. Наибольшей популярностью пользуется первый вариант. Такой инструмент имеет механическую структуру, поэтому ломаться там нечему. При аккуратном обращении (необходимо беречь прибор от деформаций и ржавчины) срок его эксплуатации практически не ограничен.
Измерять штангенциркулем как микрометром, то есть до десятых долей миллиметра, позволяет шкала Нониуса. В конструкции инструмента предусмотрена возможность фиксации измеряемого объекта как с наружной, так и с внутренней стороны, благодаря чему вероятность погрешности сводится к нулю.
Конструктивные элементы приборов
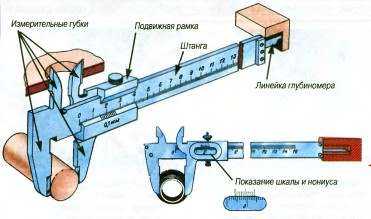
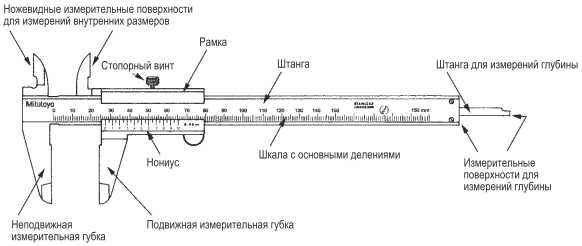
Чтобы понять, как измерять с помощью штангенциркуля, необходимо разобраться в его конструкции. Свое название инструмент получил в честь штанги, на которой располагается основная шкала. Дополнительной шкалой является нониус, предназначенный для определения десятых или сотых долей миллиметра при необходимости получения максимально точных результатов.
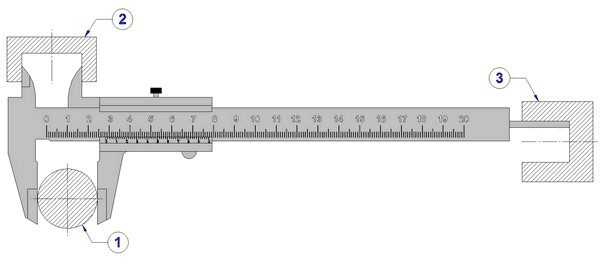
Конструкция механического нониусного штангенциркуля состоит из:
- штанги с основной шкалой;
- подвижной рамки со шкалой Нониуса;
- губок для измерения внутренних поверхностей;
- губок для измерения внешних поверхностей;
- линейки глубиномера;
- винта для фиксации рамки.
Некоторые модели имеют двойную шкалу, позволяющую измерять штангенциркулем как в миллиметрах, так и в дюймах. Остальные элементы конструкции, как правило, не имеют различий.
Как правильно измерять штангенциркулем наружные поверхности
Для получения точных данных о внешних размерных параметрах предмета, его необходимо зафиксировать с помощью нижних губок инструмента. Эта операция выполняется путем предварительного раздвижения губок на немного большее расстояние, чем размер измеряемой детали, и последующего их сдвигания до упора в поверхности изделия. После того, как нижние губки штангенциркуля будут надежно зафиксированы на наружных поверхностях, контрольная точка на подвижной шкале займет определенное положение на основной шкале и будет показывать размер детали.
Как измерить штангенциркулем внутренний диаметр детали
Перед выполнением данной операции элементы прибора сдвигают до упора, после чего губки для определения расстояния между внутренними поверхностями помещают в отверстие. Далее их разводят до упора в стенки и фиксируют в таком положении. Зная, как измерить диаметр штангенциркулем, можно замерить внутренние плоскости любой другой формы.
Определение глубины
Данная операция производится с помощью глубиномера. Торец штангенциркуля упирают в верхнюю часть детали, а глубиномер заводят в отверстие до упора. На основной шкале будет отображаться глубина измеряемого изделия.
Замер резьбовых соединений
Определение размеров внутренних и внешних поверхностей деталей – операция простая и многим знакомая еще со школьных уроков труда. А вот как измерить резьбу штангенциркулем, знает далеко не каждый.

Данная процедура может потребоваться в разных случаях, например, если болт нестандартный или необходимо измерить крепежную деталь без демонтажа резьбового соединения. Ниже приведены примеры, как измерять штангенциркулем болты и гайки в различных ситуациях.
- Определение длины болта, ввинченного в деталь. Эта операция выполняется с помощью глубиномера. Последовательно измеряется высота головки болта, толщина шайбы (при ее наличии), толщина промежуточной детали и высота части стержня болта, выступающей с обратной стороны детали. Полученные значения суммируют, после чего определяют типоразмер крепежного элемента с помощью специальных таблиц соответствия длин болтов и размеров их головок под ключ.
- Определение диаметра резьбы. Данный параметр измеряется по выступам, а не по канавкам резьбы. Между губками штангенциркуля помещается болт в вертикальном положении и выполняются замеры. Если полученный показатель не соответствует стандартным размерам, указанным в таблице, с помощью глубиномера измеряют глубину резьбы. После этого от первого результата отнимают удвоенное значение второго и таким образом выясняют, была ли срезана часть профиля резьбы. Поврежденные метизы подлежат замене.
- Измерение диаметра резьбы болта, полностью «утопленного» в деталь, без демонтажа соединения. Для этого используется внешняя шкала штангенциркуля, посредством которой устанавливаются размеры головки и диаметр окружности выступов. Далее деталь идентифицируется с помощью таблиц.
- Измерение шага резьбы. Используя штангенциркуль, определяют высоту стержня болта и его внешнего диаметра, после чего подсчитывают количество резьбовых витков на нем. Соотношение между этими показателями будет являться тангенсом угла наклона резьбы.
- Измерение диаметра резьбы гаек. Данная операция проводится с помощью внутренних губок штангенциркуля. При использовании некоторых моделей инструментов к полученному значению необходимо прибавить еще и толщину губок, которая указана на штанге.
Снятие показаний
Прежде всего следует отметить, что точность показаний зависит от чистоты поверхностей детали, поэтому, перед тем, как измерять штангенциркулем, необходимо удалять загрязнения и смазку с изделий.
Зафиксировав губки инструмента на детали, на основной шкале находят контрольный штрих, располагаемый слева в непосредственной близости от нулевого штриха нониуса. Это будет размер измеряемой поверхности в миллиметрах.
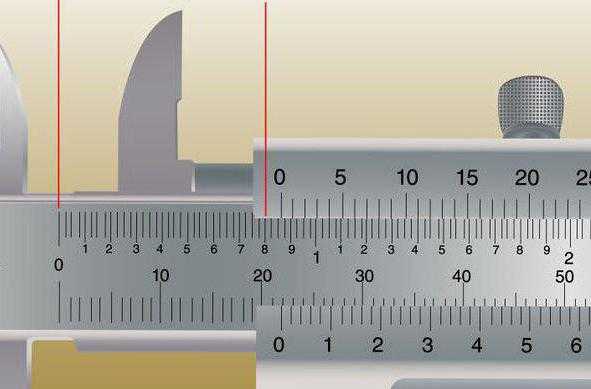
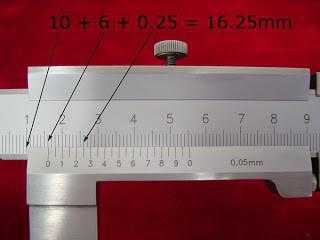
Далее считываются показания в долях миллиметра. Эта операция выполняется путем нахождения деления, ближайшего к нулевому штриху и совпадающего со штрихом на шкале штанги. В результате сложения его порядкового номера и цены деления нониуса вычисляется требуемый показатель. У наиболее популярных моделей штангенциркулей цена деления составляет 0,1 мм.
Полная величина показаний инструмента получается посредством суммирования результатов в целых миллиметрах и в долях миллиметра.
Правила эксплуатации штангенциркуля
Чтобы измерительный инструмент смог прослужить верой и правдой долгие годы, необходимо соблюдать несложные правила по его эксплуатации и хранению. Прежде всего следует избегать механических повреждений, которые могут возникнуть в результате падения или силового воздействия. Помимо этого, в процессе измерения деталей нельзя допускать перекоса губок штангенциркуля. Чтобы этого не произошло, их нужно зафиксировать в определенном положении на измеряемой детали с помощью стопорного винта.
Хранить прибор следует только в мягком чехле либо жестком футляре. Второй вариант предпочтительнее, так как сможет обеспечить защиту от случайных деформаций. Место для хранения штангенциркуля должно быть выбрано с таким учетом, чтобы туда не попадали опилки от разных материалов, пыль, вода, химические смеси и пр. Плюс к этому должна быть исключена угроза падения тяжелых предметов на инструмент.
После каждого использования штангенциркуля его необходимо тщательно протирать чистой мягкой ветошью.
Естественно, не следует забывать и о соблюдении правил безопасности при эксплуатации данного прибора. На первый взгляд он не несет никакой угрозы для здоровья, однако это не совсем так. Дело в том, что концы губок для измерения внутренних размеров достаточно острые, поэтому о них запросто можно пораниться при неаккуратном обращении. В остальном же инструмент полностью безопасен.
fb.ru
Как правильно измерять штангенциркулем
При выполнении любых столярных или слесарных работ нужно знать, как измерять штангенциркулем, а также уметь им пользоваться. Этот распространенный универсальный метрический инструмент применяется для снятия внутренних и внешних линейных размеров с детали. Штангенциркуль позволяет произвести измерение диаметров (внутренних и внешних) и глубину отверстия.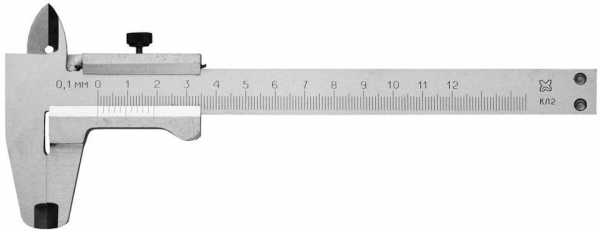
Конструктивные элементы приборов
Штангенциркуль устроен просто, работать им легко и удобно. Любая его модификация состоит из следующих конструктивных элементов:
- Измерительная линейка (штанга) — главная часть прибора, на верхней поверхности которого нанесена шкала разметки с градацией в 1 мм. Стандартная линейка имеет длину 150 мм. Этот показатель определяет максимально доступную величину измерения. Выпускаются приборы, имеющие более длинную штангу, для замеров больших деталей.
- Измерительная рамка — подвижный элемент прибора, перемещающийся по линейке. Внутри рамки размещена плоская пружина, которая плотно прижимает ее к штанге. На рамке имеется дополнительная измерительная шкала (нониус), по которой отсчитываются десятые или сотые доли миллиметра при совмещении с одним из штрихов основной шкалы. Нониусная шкала имеет 10 делений, ширина каждого -1,9 мм. В конструкции предусмотрен стопорный винт, который позволяет жестко фиксировать рамку.
- Неподвижные губки. Один элемент жестко прикреплен к штанге, другой закреплен на рамке и перемещаются вместе с ней. Рабочая поверхность внутри. Используются для наружных замеров.
- Подвижные губки. Рабочие элементы располагаются по тому же принципу, что большие неподвижные губки, но размещены по другую сторону линейки. Рабочая поверхность обращена наружу. Дополнительные губки применяются для внутренних замеров.
- Линейка глубиномера — выдвигающаяся планка, жестко соединенная с двигающейся рамкой.
Разновидности и маркировка
По конструкции и своему назначению штангенциркули бывают следующих видов:
- ШЦ-1. Рабочие губки размещены с 2 сторон. Применяется для проведения наружных и внутренних измерений. Оснащены стержнем для измерения уступов и глубин. Удобны для разметочных работ.
- ШЦ-2. Губки для внутренних и наружных замеров совмещены и имеют одинаковый размер. При этом плоские рабочие поверхности располагаются внутри, а цилиндрические повернуты наружу. С противоположной стороны от штанги находятся разметочные остро заточенные кромки. Дополнительно прибор оснащен рамкой микрометрической подачи, с помощью которой можно производить более точные измерения.
- ШЦ-3. Одностороннее размещение измерительных губок. Специфика этих моделей в том, что они предназначены для больших замеров.
Штангенциркули делятся по способу снятия результата замеров:
- Нониусные (ШЦ). Механический инструмент, в котором целые миллиметры отмечаются на основной шкале, а доли миллиметра отсчитываются с помощью нониусной шкалы.

- Циферблатные (ШЦК). Используется механический принцип замера. На подвижной рамке размещен циферблат, который соединяется со штангой с помощью зубчатой передачи. Миллиметры определяются по основной разметке, а доли по круговой шкале.
- Цифровые (ШЦЦ). На измерительной рамке размещен цифровой дисплей, который показывает результаты измерения. Электронный модуль имеет ряд удобных настроек.

Тип индикатора определяет, с какой точностью штангенциркуль снимает показания. Нониусные приборы считаются менее точными, но в использовании они просты и надежны. Циферблатный инструмент точнее и удобнее, но зубчатая рейка может загрязняться от деталей. Цифровой штангенциркуль позволяет производить замеры с высокой точностью, но зависит от температурных перепадов.
Правила эксплуатации штангенциркуля
Прежде чем приступать к замерам, нужно проверить инструмент. Для этого губки ШЦ сводят вместе и смотрят на просвет, нет ли между ними зазора. Нужно проверить и совпадение шкал на нуле. Прибор должен быть чистым, особенно подвижные части. Результат замера будет более точным, т. к. ржавчина и грязь сильно увеличивают погрешность измерения.
С помощью ШЦ можно определить размеры внешнего и внутреннего диаметра, толщину поверхности и глубину выемки или уступа. Во время проведения работ нужно знать, в каком положении должны находиться губки штангенциркуля при измерении и как правильно снять показания.
Как правильно измерять штангенциркулем наружные поверхности
Для снятия наружных размеров (толщины) нужно развести губки штангенциркуля, поместить между ними измеряемый предмет, затем сдвинуть губки и слегка сжать. Измерительные кромки должны располагаться параллельно поверхности заготовки. Деление на основной шкале штангенциркуля, совместившееся с нулевой риской дополнительной шкалы, будет обозначать целые миллиметры. Риска, которая на нониусе совпадет с риской на штанге, определяет десятые доли миллиметра.
Аналогичным образом измеряется внешний диаметр трубы, при этом губки должны касаться диаметрально противоположных точек на наружном диаметре изделия. Таким же образом измеряются и другие детали, имеющие круглое сечение: кабель, размер болта и пр.
Как измерить штангенциркулем внутренний диаметр детали
Для замера внутреннего диаметра требуется сдвинуть штанги губки в нулевое положение и ввести в отверстие параллельно измеряемой плоскости. Затем их нужно развести до упора, при этом стараясь добиться максимального значения показаний. Этим же способом штангенциркулем проверяют расстояние между параллельными плоскостями, только стараются получить минимальные показания шкалы. Диаметр отверстия от сверла небольшого диаметра замерить не удастся, все определяется толщиной губок.
Определение глубины
Воспользовавшись выдвижной линейкой глубиномера штангенциркуля можно замерить глубину отверстия или высоту уступа. Для этого выдвигают глубиномер и опускают его в отверстие до соприкосновения с дном. Он должен располагаться параллельно поверхностям объекта. Затем торец штанги прибора двигают обратно на измерительную планку до упора в верхний край измеряемой детали.
Замер резьбовых соединений
Штангенциркулем можно осуществлять замеры резьбовых соединений. Диаметры резьбы могут быть измерены по выступам. Болт зажимается между губок вертикально, затем снимаются показания.
Для того чтобы замерить штангелем шаг резьбы, нужно произвести замер внешнего диаметра и высоту стержня и подсчитать количество витков резьбы. Шаг резьбы получится в результате деления длины стержня на число витков. Используя функцию микроподачи (если она есть), можно замерить шаг измерительными губками штангенциркуля. Для этого они размещаются на одинаковых склонах.
Как правильно хранить инструмент
Штангенциркуль считается высокоточным метрическим инструментом, поэтому обращаться с ним нужно бережно. Хранить его необходимо в пластиковом или деревянном футляре. Допускается и мягкий чехол, но следует избегать случайных деформаций. Держать прибор нужно в сухом месте, где исключены случайные падения тяжелых предметов, а также загрязнение пылью, грязью, опилками прочим мусором. При соблюдении этих условий инструмент будет вам исправно служить многие годы.
instrumentyvdom.ru
Что мы знаем о метрической резьбе? | Техника и Интернет
Резьба — она подобна колесу, и сопровождает нас на каждом шагу. Куда бы мы ни устремили свой взгляд, нас окружают резьбы. Они есть в мебели, замках, дверях, кухонных комбайнах, в некоторой посуде, в ванной комнате, в туалете, в любом светильнике, и так далее…
Резьбы бывают: правые, левые, треугольные, круглые, трапециодальные, трапециодальные упорные, прямоугольные, ленточные, трубные цилиндрические, трубные конические, модульные, питчевые. В быту нас окружают множество разновидностей резьб: ленточные — на саморезах, круглые — на цоколях лампочек, трапециодальные — в силовых механизмах, треугольные — буквально везде, начиная от кухни и заканчивая автомобилем, в котором их десятки типоразмеров.
Наиболее распространенной крепежной резьбой в быту является резьба метрическая, имеющая треугольный профиль.
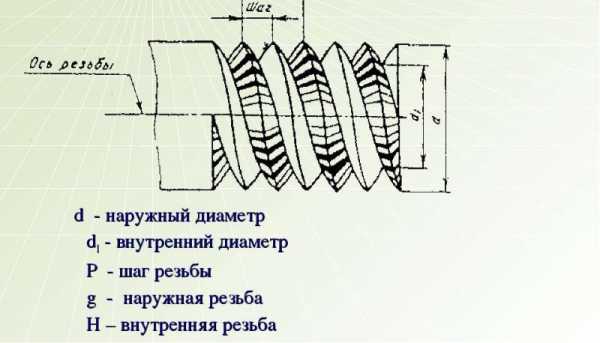
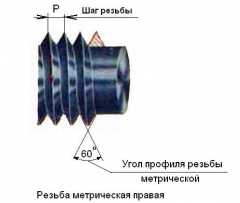 Такая резьба имеет угол профиля шестьдесят градусов. Единица измерения параметров резьбы — миллиметр. Обозначение такой резьбы состоит из буквы «М» и цифр. Например, М10 означает — резьба метрическая с диаметром стержня резьбы, равного 10 мм.
Такая резьба имеет угол профиля шестьдесят градусов. Единица измерения параметров резьбы — миллиметр. Обозначение такой резьбы состоит из буквы «М» и цифр. Например, М10 означает — резьба метрическая с диаметром стержня резьбы, равного 10 мм.
Если к такому обозначению добавлен знак «х» с цифрой, то следующей за знаком «х» цифрой обозначен шаг резьбы. Например, М10×1 означает — резьба метрическая диаметром 10 мм, имеющая шаг резьбы 1 мм. Крупные шаги не обозначают — они являются основными. Шаг резьбы измеряется расстоянием между вершинами двух соседних витков. Для измерения шага применяют специальные шаблоны, называемые резьбомерами.
В быту под рукой может не оказаться резьбомера. В таких случаях можно замерить шаг резьбы с помощью штангенциркуля, или, в худшем случае, линейки. Измерение шага лучше производить на резьбе болта, нежели гайки. Это связано с открытостью резьбы и возможностью прямого визуального контроля при проведении измерений. Для измерения надо отсчитать наибольшее число ниток и измерить расстояние между крайними вершинами витков резьбы по прямой линии. Я предпочитаю числа: 3, 5, 10. Связано это с простотой вычислений. Например, было замерено расстояние между десятью витками резьбы диаметра 16 мм, которое составило 20 мм. Чтобы узнать шаг резьбы, надо 20 мм разделить на 10 витков. Получим шаг резьбы, равный 2 мм.
Для чего нужно знать шаг резьбы? Естественно, для правильности выбора резьбонарезного инструмента или же сверла для сверления отверстия под резьбу.
Определение диаметра стержня производится проще, чем определеление диаметра отверстия под нарезание резьбы. Диаметр стержня обычно равен диаметру резьбы. Однако, поскольку при нарезании резьбы происходит вытягивание металла (увеличение первоначального диаметра при нарезке резьбы), то обычно диаметр стержня занижают от номинального значения на 1:5; 1:8 шага резьбы. Например, для нарезания резьбы М16 с шагом равным 2 мм предпочтительно, чтобы диаметр стержня находился в пределах: от 16−2:5=15,6 мм до 16−2:8=15,8 мм.
Как узнать диаметр отверстия под нарезаемую метрическую резьбу, если под рукой нет машиностроительного справочника с таблицами типоразмеров резьбы и рекомендуемыми диаметрами отверстий?
В таком случае воспользуемся приобретенными навыками измерения шага будущей резьбы и вычислим диаметр отверстия под нарезание резьбы метчиком.Итак, шаг резьбы мы замерили и вычислили — он равен 2 мм. Диаметр резьбы мы замерили ранее и знаем, что он равен 16 мм. Для определения диаметра отверстия достаточно от диаметра резьбы болта 16 мм вычесть шаг резьбы 2 мм. Результат вычитания будет равен 14 мм. Значит, диаметр отверстия под нарезание резьбы М16 с шагом 2 мм должен быть равен 14 мм.
Вот такая она — резьба метрическая. Естественно, о ней можно рассказать намного больше, чем рассказано в данной статье. Надеюсь, что эти сведения окажутся полезными людям, которые хотят освоить простейшие виды ремонта, иногда так необходимые в быту.
shkolazhizni.ru
GSR Gustav Stursberg GmbH :: Измерение
Определение резьбы Для определения неизвестной резьбы необходимы 2 параметра: шаг резьбы и диаметр внутренней или же внешней резьбы. Шаг резьбы это расстояние от профиля к профилю в мм у метрических резьб или число ниток на дюйм у дюймовых резьб.
Внешняя резьба Для начала необходимо измерить штангенциркулем диаметр резьбы. На дигитальных штангенциркулях имеется возможность выбрать метрическое или дюймовое измерение. По диаметру Вы сможете определить вид резьбы: метрическая или дюймовая. Затем в дело идёт резьбовой шаблон. Здесь необходимо подобрать точный шаг резьбы. Подбирайте шаблон до тех пор, пока один из его листов абсолютно точно совпадёт с профилем резьбы. Теперь Вы можете воспользоватся линейкой с данными по резьбам или же техническими таблицами. Для определения резьбы просто найдите измеренные данные на информационной резьбовой линейке или же в технических резьбовых таблицах. На следующих страницах подробно описаны различные измерительные инструменты.
Внутренняя резьба Определить внешнию резьбу гораздо просто, чего не скажешь о внутренних резьбах. Если хочется сохранить деталь в целости и определить резьбу не ломая её, то ничего другого не остаётся как грубо замерять и пробовать. Для этого Вам необходимо сделать следующее: при помощи штангенциркуля замерийте диаметр резьбы. Данный диаметр должен соответствовать исходному диаметру до нарезки резьбы. В примере мы рассмотрим диаметр 23 мм. Формула для определения исходного отверстия следующая:
dk = D – P (Ø-отверстия = Ø-резьбы – шаг резьбы)или: Ø-резьбы = Ø-отверстия + шаг резьбы
Теперь найдите на информационной резьбовой линейке подходящий диаметр отверстия. Здесь необходимо заметить, что отверстия под резьбу чаще всего сверлятся большим диаметром чем положено. После вычисления по данной формуле мы выходим на следующие метрические M 24 × 1 или M 25 × 2 и дюймовый размеры G 5/8 × 14 ниток на дюйм. Ну и наконец методом подбора пробуем вкрутить в данное отверстие болты с вычислинными размерами.
www.gsr-germany.de