TIG-сварка: приниципы осуществления. Сварка тиг что это
Тиг сварка что это такое | Что
» Что
Что такое TIG, MIG-MAG, MMA сварка и как она расшифровывается
Из данной статьи вы узнаете, как расшифровываются TIG, MIG-MAG и MMA сварка, узнаем их основные отличия.
Помимо этого, в сваривании нет жестко установленной классификации, поэтому бывает трудно отличить методы сваривания. По этой причине большинство зарубежных производителей пользуются английским аббревиатурами, признанными общественностью. В данной статье мы рассмотрим TIG, MIG-MAG и MMA сваривание.
MMA-сварка – это ручное дуговое сваривание штучными электродами с нанесенным на них покрытием. Она используется для сваривания углеродистых, а также нержавеющих сталей. Углеродистые стали свариваются на постоянном и переменном токе, но нержавеющая сталь может свариваться только на постоянном токе.
Плюсами данного вида сваривания является возможность сваривания в любом пространственном положении, отсутствие газовых баллонов для сваривания и высокая экономичность сварочного процесса. Среди минусов стоит выделить низкую производительность и необходимость удаления шлака с деталей.
TIG-сваркой является ручное сваривание с использованием неплавящихся вольфрамовых электродов в среде защитного газа аргона. Данный метод сваривания на постоянном токе применяют для стальных деталей, а TIG на переменном – для алюминия и его сплавов.
Плюсами TIG-сваривания является отсутствие брызг металла, хорошее управление параметрами дуги, аккуратный сварочный шов и возможность сваривания деталей небольшой толщины. Минусами является наличие баллона для газа. низкая производительность и высокие требования по подбору оператора.
Сваривание MIG-MAG – это полуавтоматическая сварка электродной проволокой в среде инертного газа аргона. В некоторых случаях может применяться углекислый газ. Данный способ сваривания используется для сваривания сталей (в том числе нержавеющих), а также алюминиевых сплавов.
Плюсами MIG-MAG сваривания с газом является высокая производительность, небольшое количество дыма и отсутствие шлака, который требуется убирать со сварочного шва. Минусами является применение газового баллона и ограниченное применение на открытом воздухе.
Сваривание порошковой проволокой имеет такие преимущества, как отсутствие газовых баллонов, всегда готово к применению и прекрасно подходит для работ на открытом воздухе. Минусами является высокая стоимость порошковой проволоки и необходимость удаления шлаков с металла шва.
Стоит отметить, что пайка MIG позволяет работать при более низких температурах . чем при сваривании MIG. Это позволяет с меньшей степенью деформировать соединенные части. Материалы соединяются с помощью расплава материала припоя. Пайка MIG нашла широкое применение при кузовном ремонте. потому что цинковое покрытие стали при таком способе соединения металла не повреждается.
Аргонная TIG сварка

TIG сварка
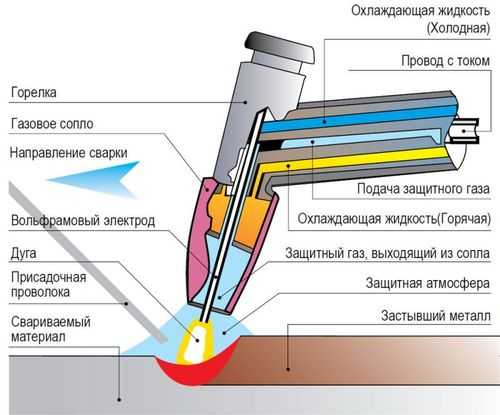
Аббревиатура TIG расшифровывается как Tungsten (вольфрам) Inert (инертный) Gas (газ). То есть, TIG сварка означает - сварка вольфрамовыми электродами в среде инертного газа. При этом металл (в виде прутка) для заполнения шва (если это необходимо) подается второй рукой. В качестве инертного газа чаще используется аргон, он защищает металл, разогретый дугой до высокой температуры, от газов воздуха - кислорода, азота, водяного пара. Инертный газ непрерывно подается в зону горения дуги. Выглядит это так:
Преимущества
Выбор и заточка вольфрамовых электродов
Другие варианты
Существуют и другие, менее распространенные электроды, например со смесью различных оксидов.
* - цифра в маркировке обозначает концентрацию оксида, и есть электроды с меньшими концентрациями, например WL-15 (золотистый), содержащий около 1,5% оксида лантана. Они имеют и другой цветовой код.
Технология TIG сварки
Tungsten Insert Gas — именно так расшифровывается аббревиатура TIG сварки. применяемой при сварке алюминия, меди, впрочем, как и множества других металлов и их сплавов.
Необходимость TIG сварки чрезвычайно велика, поскольку современные технологии подразумевают использование цветных металлов и сплавов в большом количестве, поскольку при соответствующих характеристиках, последние обладают значительно меньшим весом.
Технология TIG сварки достаточно проста — сваривание деталей производится в среде защитного газа (в частности аргона) неплавящимся электродом. Это наиболее распространенный метод TIG сварки, так называемая «аргонно-дуговая сварка». Процесс может происходить как с использованием присадочной проволоки, так и без использования последней.
Стоит заметить, что рассмотренная выше спецификация является только лишь одним вариантом. В качестве защитного газа при TIG сваривании деталей может использоваться гелий, азот или различные смеси газов, обладающие нейтральной реакцией в обычном состоянии.
Помимо того, что было указано выше, процесс TIG сварки может использовать и плавящийся электрод, а также плавящуюся присадочную проволоку, так же, как и обычная сварка полуавтоматом. Помимо всего вышесказанного, можно отметить ещё и атомно-водородную сварку, несколько связанную с процессом TIG по своей сущности.
Обычно, при описании процесса или аппаратов TIG сварки упоминается и тип используемого при этом тока, то есть постоянный (DC) или постоянный/переменный ток (AC/DC).
Сущность самого метода TIG сварки заключается в том, что в зону, предназначенную для сваривания деталей, начинает подаваться защитный газ. Причем газ должен подаваться постоянно, без перерывов, в противном случае получение качественного шва невозможно. Возникающая электрическая дуга плавит основной металл детали. При этом, если используется, например, вольфрамовый электрод, подается присадочная проволока, представляющая собой либо пруток, аналогичного свариваемой детали, материала, либо проволока. Пруток может вноситься в зону сварки вручную, проволока же — автоматически.
Газ в зону сварки подается обычно сверху, но при больших скоростях сварки, перенастраивается на боковую или концентрическую подачу двумя потоками. В последних случаях расход газа несколько выше.
TIG метод сварки достаточно широко применяется на производстве, особенно при сваривании тугоплавких металлов. В этом случае процесс идет с применением вольфрамового электрода. Его расходование, происходит из-за высокой ионизации в зоне образования дуги, вследствие чего он потихоньку уменьшается, вследствие оплавления. Расходу вольфрамового электрода способствуют и повышенные токи сварки, необходимые при сваривании достаточно толстых деталей.
На качество сварного шва значительную роль оказывают и применяемые защитные газы. Так аргон, имеет меньшую способность к ионизации, нежели гелий, образованная в защитной среде которого дуга горит более «мягко». Образующийся при этом шов получается более широким, но менее глубоким. Таким образом, гелий более пригоден при сваривании тонких деталей, не требующих высокого сварочного тока.
Видео руководство по TIG сварке (Ron Covell):
Видео TIG сварки аппаратом Контур ММА 160i:
Источники: http://3g-svarka.ru/rasshifrovka-tig-mig-mag-mma-svarka.php, http://tool-land.ru/argonnaya-tig-svarka.php, http://nanolife.info/svarochnye-tehnologii/153-tig-svarka-tehnologiya-video.html
Комментариев пока нет!restart24.ru
Tig-сварка: особенности применения
Аргонодуговая сварка tig (Tungsten Inert Gas), или же сварка неплавящимся электродом - это когда дуга загорается между электродом из вольфрама и свариваемыми деталями. Таким образом, в дуговом промежутке не происходит перенос расплавленного металла. Это позволяет облегчить горение электрической дуги и значительно увеличить ее стабильность. Кроме того, tig-сварка позволяет уменьшить потери на испарение, исключает возможное разбрызгивание металла и ограничивает воздействие газа из столба дуги на расплавленным металл. Вследствие этого качество сварного шва поднимается на новый, более совершенный уровень.

Tig-сварка бывает на переменном или на постоянном токе, причем, в случае последней используется только прямая полярность, то есть когда на клемму «плюс» подключаются свариваемые детали, а на клемму «минус» - неплавящийся электрод. Необходимость подключения именно таким способом обусловлена тем, что если поменять клеммы местами, то появляется вероятность перегрева тугоплавкого металла вольфрама и, следовательно, значительно снизится его стойкость. Помимо этого, может произойти выкрашивание или оплавление электрода, что приведет к неизбежным дефектам сварного шва.
Сварка tig подразумевает наличие следующих основных элементов в конструкции установки: источник питания переменного либо постоянного тока, стабилизатор дугового разряда, осциллятор, устройство регулирования величины тока, генератор токовых импульсов, газовый электромагнитный клапан, а также устройство для подавления составляющих тока.

Tig-сварка является наиболее универсальным видом соединения металлов, поскольку позволяет производить сварку самых различных материалов при любом положении в пространстве.
Высококачественный процесс сваривания деталей достигается за счет того, что на него затрачивается чуть больше времени, чем на любой другой вид сварки. В связи с этим tig-сварка используется лишь в том случае, когда качественные характеристики получаемого сварного шва имеют определяющее значение.
Отличительной особенностью этого вида сварки является и то, что чистый аргон применяется для соединения абсолютно любых материалов, в то время как при остальных типах сварки необходимо подбирать газ в соответствии со свариваемыми металлами.
Tig-сварка представляет собой достаточно сложный и кропотливый процесс. Поэтому для его проведения необходим специально обученный квалифицированный сварщик. Технологический процесс потребует от него достаточной сноровки, поскольку необходимо одной рукой обеспечивать достаточную и своевременную подачу присадочного материала, в то время как в другой руке будет находиться сварочная горелка.

При выборе сварочного аппарата подобного рода необходимо руководствоваться следующими соображениями:
Нужно определить мощность источника питания сварочного аппарата.
Оценить сложность и объем предстоящей работы.
Учитывать род потребляемого тока: постоянный или переменный.
Необходимо также знать, что некоторые сварочные аппараты могут использовать сразу и постоянный, и переменный ток. Это необходимо для сваривания разных материалов, например, алюминия и стали. Сварочные агрегаты обладают достаточно широким диапазоном величин тока от 3 до 500 А.
fb.ru
ТИГ сварка: что это такое?
ТИГ – сварка неплавящимся электродом в среде аргона с использованием присадочной проволоки. Назначение – изготовление изделий и конструкций из легированных и цветных металлов. Также этот способ позволяет сваривать металл малой толщины (менее 1 мм), применение присадочной проволоки при этом необязательно.
Технологические особенности ТИГ сварки
Основная особенность дуговой сварки в среде аргона – использование неплавящегося электрода, изготовленного из вольфрама или графита. Температура его плавления гораздо выше температуры, до которой он прогревается в процессе сварки. В качестве защитного газа используется аргон, обеспечивающий не только надежную защиту сварочной ванны от воздействия воздуха, но и стабильность горения дуги.
Присадочный материал может иметь вид проволоки, прутка или полос. При сварке в электрическую часть не включается, подается в зону дуги отдельно со стороны.
Техника TIG сварки:
- Длина дуги влияет на глубину проплавления. При уменьшении расстояния от электрода к поверхности свариваемой детали соединение получается наиболее качественным. При увеличении длины дуги – глубина проплавления уменьшается, а ширина шва увеличивается.
- Как правило, электрод ведется без поперечных колебаний вдоль оси соединения. Шов получается узким и эстетичным по внешнему виду.
- Присадочный материал в зону плавления подается очень плавно. В противном случае происходит разбрызгивание металла. В процессе сварки удерживается под небольшим углом впереди горелки.
- Заваривание кратера при окончании процесса не рекомендуется производить с помощью резкого отвода горелки. Это ведет к уменьшению количества подаваемого газа и ухудшению защиты сварочной ванны.
- Подача аргона включается за 15-20 секунд перед началом ТИГ сварки, а прекращается через 7-10 после окончания процесса.
- Перед началом сварки детали тщательно очищаются от окислов, масла и других загрязнений. Поверхность желательно обезжирить.
Плюсы и минусы аргонодуговой сварки
Основные преимущества процесса:
- Аргон является инертным газом, который на 38 % тяжелее воздуха. Благодаря этому он полностью вытесняет воздух из зоны сварки, что исключает контакт сварочной ванны с атмосферой. Это обеспечивает получение идеально чистого шва без шлаковой корки и различных дефектов (поры, оксидные и другие включения).
- Возможность соединения заготовок из различных сплавов алюминия, титана, меди, а также нержавейки и других металлов.
- Качественное формирование шва.
- Точное поддержание глубины проплавления, что особенно актуально при сварке тонколистового металла при условии одностороннего доступа к поверхности свариваемых деталей.
- Небольшой нагрев свариваемых деталей – исключает их деформацию.
- Минимальная зона термического влияния.
К недостаткам относится невысокая производительность ручного способа TIG сварки. Но с учетом повышенного качества сварных соединений, потери в скорости – допустимый ущерб.
samanka.ru
что это такое и обучащее видео
Сварка представляет собой процесс соединения деталей. Чаще всего этот метод используется для скрепления металлических конструкций, но иногда соединяют пластмассу, керамику. Высокая температура позволяет устанавливать очень крепкое сварное соединение.

Сварочная маска
Для сварки используют электричество, газ, лазер. Сварку применяют на крупных производствах и в домашнем хозяйстве. Новейшие технологии дают возможность осуществлять сварное соединение в полевых условиях.
Тиг-сварка – что это?
Метод TIG (Тиг) – это ручное дуговое соединение при помощи неплавящегося электрода из вольфрама под действием инертного газа.
Принцип работы сварки
Для подпитки сварочной дуги нужен переменный ток, в связи с этим каждый используемый электрод является катодом или анодом.
Производители предлагают аппараты для Тиг-сварки различных типов
Переносные инверторы
Это самые простые в применении агрегаты. Результатов с переносной сваркой достичь несложно даже в домашних условиях. Аппарат полностью автоматизирован, его не придется долго настраивать.

Переносные инверторы
Сварочные швы получаются высокого качества. Подача газа автоматическая, это защищает швы и электроды от окисления.
Потребители отмечают выгодные свойства таких сварочных агрегатов, в частности, надежность и малый вес.
Промышленные инверторы
Очень мощные аппараты, которые используются на крупных производствах. Имеют ручной и автоматический режимы работы, возможность индивидуального изменения параметров.
Для любого материала каждый сварщик может настроить нужный параметр, технические свойства таких агрегатов на высоком уровне. Сварка в результате получается профессионально, без изъянов.
Современные станки имеют встроенную память, в которой можно сохранять настройки различных параметров.
Возможно подключение ручного или ножного управления. Ток может понижаться автоматически, в результате этого получаются идеальные швы. Стснки часто имеют пониженный режим потребления электричества, что имеет значение для больших предприятий.
Профессиональные инверторы
Профессиональное сварочное оборудование наиболее мощное, производители выполняют модели таких инверторов на колесах – для удобного перемещения. Такие машины используют в больших производственных цехах.

Профессиональное сварочное оборудование
В эксплуатации агрегат прост за счет автоматизированной системы управления. Также есть встроенное программирование заданий, цифровая индикация напряжения. Возможность подключения дистанционного управления системой. Все это обеспечивает безупречные результаты сварочных работ.
Тиг-сварка алюминия
Специалисты считают, что Тиг-сварка алюминия – это более удобный и эффективный метод. При работе с алюминием аргон вытесняет кислород и не дает металлу окисляться. Для сварки алюминия пользуются электродами из вольфрама. Сварщики используют специальную проволоку, которая плавится и формируется в виде сварного шва.

Сварка алюминия
Шов получается аккуратный и тонкий, что особо важно на сложных участках деталей.
Сначала поверхность изделий подготавливают: очищают, обезжиривают, просушивают. В противном случае соединение не будет прочным.
Работу проводят с большой скоростью, От этого улучшается качество и вид швов. Для сварочных работ с алюминием в домашних условиях выбирают оборудование не очень громоздкое и с небольшим потреблением электричества: Тиг 200 ACDC, Миг.
Инвертор Тиг 200 ACDC
Аппарат Тиг 200 способен работать с тонкими листами металла, не допуская прогара. Аппарат применяют при ремонте теплообменного оборудования, подходит для работы с нержавеющей сталью.

Имеет два режима работы – двухконтактный и четырехконтактный. Возможность поджигания дуги бесконтактным способом. Аппарат Тиг АС по своим качествам и характеристикам схож с Тиг 200.
Полуавтомат Миг
Сварка полуавтоматом Миг не требует больших навыков, с этим справляются даже новички. Соединение осуществляется с применением плавящегося электрода. Проволока подается на автомате, а горелка перемещается вручную.

Без подачи инертного газа сварку полуавтоматом проводить не рекомендуется, так как это уменьшает прочность шва – делает его пористым и проницаемым. Сильно разбрызгивается металл.
Метод Тиг-сварки требует профессионального подхода. Без основных знаний и навыков сварочные работы могут быть опасными.
metall.trubygid.ru
TIG сварка - Блог находчивого сварщика
В новом эпизоде «Время сварки@6 - TIG сварка нержавеющей стали для начинающих» вы узнаете основы сварки нержавеющей стали. Сначала узнайте простой способ, как определить, с каким материалом вы работаете: нержавеющая сталь или обычная сталь.
Зная марку материала, вы сможете выбрать правильный присадочный металл. Чтобы сделать это, вы можете скачать график выбора присадочного металла. Также в этом эпизоде вы увидите разницу сварки нержавеющей стали с продувкой с обратной стороны шва и без неё.
Добро пожаловать на «Время сварки»! Я мистер ТИГ.
Наш сегодняшний выпуск – это первое из серии видео, посвященных сварке нержавеющей стали. Итак, что такое нержавеющая сталь, и чем она отличается от обычной стали? По определению ясно, что она содержит в своем составе хром. Для получения нержавеющей стали берется обычная мягкая сталь и к ней добавляется около 12% хрома, вследствие чего она становится тверже и получает защиту от коррозии. С такой сталью даже проще работать, если вы, конечно, свариваете ее правильно.
При работе с нержавеющей сталью легко контролировать размер сварочной ванны, она очень хорошо просматривается, и вы всегда знаете, на какую глубину добавлять присадочный материал. Нужно сказать, что существует огромное количество видов нержавеющей стали. Мы составили специальную таблицу с рекомендациями по работе с каждым из них. Вот эта таблица. Я хочу выбрать несколько вариантов. Здесь целый список. Тут есть 304, 310, 316, 321 сталь. Эта таблица большая. Сейчас мы рассмотрим, как выбрать сталь для вашей работы. Начнем мы с самого распространенного варианта. Эту сталь обычно называют 304. Необходимо отметить, что в нашей таблице также представлены рекомендации по использованию присадочных металлов к каждому наименованию стали. Я выберу несколько вариантов. Мы будем сваривать нержавеющую сталь 304 с 304 . Таблица советует мне использовать материал 308L в качестве присадочного металла.
stainless_steel_welding_filler_metal_selection_chart.pdf
Кстати, вы также можете сваривать обычную сталь с нержавеющей. Просто посмотрите в таблицу, и увидите, какую использовать присадку. Так как это первое из этой серии видео, сегодня мы будем сваривать 304 сталь. Еще мы поговорим о том, как узнать, с нержавеющей ли сталью вы работаете. У вас может быть нержавеющая сталь, возможно это 304, но вы не уверены в этом на все 100 процентов. Хороший способ выяснить, нержавеющая ли у вас сталь – это проверить образец вашего металла на магнит.
У меня два образца. Один выглядит немного более блестящим, и, оттого, более похожим на нержавеющую сталь. Очень удобно проверять магнитом. Взять обычный магнит и посмотреть, притянет ли он образец. В данном случае магнит не притягивает. Это позволяет с большой вероятностью сказать, что здесь у нас нержавеющая сталь, в которой много хрома. Образец номер два может быть как нержавеющей, так и мягкой сталью. Давайте проверим. Итак, это обычная сталь. Это была быстрая проверка. Существует много других способов. Например, вы можете попробовать зачистить образцы, - наметанный глаз заметит разницу по искрам. Впрочем, магнит обычно является самым лучшим вариантом.
Один из моментов, на который мне нужно обратить внимание – это хром. После того, как вы приступите к работе, и у вас образуется сварочная ванна, что произойдет, если кислород попытается воздействовать с хромом? Вот наша TIGгорелка. На ней стоит газовая линза и вольфрамовый электрод, который выступает примерно на полсантиметра. Это будет нашим стандартом. Я также буду использовать хорошую газовую защиту. Материал установлен и закреплен по обоим концам. При сварке я буду постоянно добавлять присадочный металл. Закончив свою работу, я переверну деталь, и вы увидите глубину проплавления.
Если я буду использовать газовую защиту с обратной стороны шва или проведу продувку, то сварка с обратной стороны будет выглядеть просто замечательно. Если же вы не пользуетесь газовой защитой с обратной стороны, то вы обнаружите, что сварка идет тяжелее. На обратной стороне шва будут образовываться оксиды. Эти оксиды обязательно сократят срок службы вашей сварки. Если вы, к примеру, варите детали дорогой выхлопной системы гоночного автомобиля, то в этом случае ваша сварка прослужит намного меньше. Впрочем, как и во всех остальных случаях.
Итак, подведем итог: нержавеющая сталь – это отличный материал, который подходит для многих целей и является простым в работе. Сейчас мы приступим. Первую половину этой пластины я проварю без газовой защиты с обратной стороны шва, а вторую с защитой.
Итак. Дуга разгорается очень чисто. Вы видите эту ванну, она по-настоящему яркая. Я понемногу добавляю присадочный металл. Вижу, как ванна начинает проникать в металл. Напоминаю, что эта сварка производится без газовой защиты с обратной стороны. По всей вероятности, на обратной стороне будут оксиды. Немного позже я вам их покажу. Верхняя же сторона варится достаточно хорошо. Заканчиваю сварку. Сейчас я уменьшаю силу тока и проверяю, чтобы кратер был правильно заварен. Вот и все.
ОК, дуга разгорается, образовывается ванна. Отличная чистая сварка. В данном случае на обратной стороне производится поддув аргоном. Сварка выходит намного чище, и мне также намного легче ее контролировать. Я знаю, что в работе не будет никаких сюрпризов. Немного присадочного металла. Очень стабильная и яркая сварка. Скоро я закончу – надо сначала только убедиться, что я не сделаю кратер, и добавить немного еще присадочного металла в самом конце. Как вы видите, я использую диаметр присадочной проволоки 1,2 мм, материал 308L. Я прекращаю варить, уменьшая понемногу силу тока. Вот так.
Давайте посмотрим на то, что у нас получилось. Вот здесь мы добавляли присадочный металл. Мы использовали аргон и не использовали продувку. Вы наверно заметили, что здесь что-то вроде лини ожога. Грязной линии. Перейдем же к этой сварке. Мы использовали одновременно газ и продувку. Здесь тоже есть такая линия. Мы позже избавимся от нее. Сейчас мы просто сравниваем сварку с продувкой и без нее. Сейчас я переверну деталь, и вы сразу увидите разницу. Вот здесь много оксидов. Задняя сторона проварена плохо. Из-за этих оксидов хрома будут образовываться трещины. С такой сваркой вам не получить хорошего качества, не важно, варите ли вы выхлопную систему или что-то другое. Она просто не будет такой же долговечной как вот эта. Вы видите, что здесь мы получили отличное проплавление. Существует много видов продувки. Мы обсудим их в следующих выпусках.
Вот и все на сегодня. Спасибо за то, что смотрели «Время сварки». Я мистер ТИГ. Подписывайтесь на видеоканал – Смарт Техникс и следите за новыми роликами!
www.smart2tech.ru
TIG-сварка: приниципы осуществления :: SYL.ru
TIG-сварка осуществляется вручную при использовании аргона. Применяются электроды из вольфрама, не подверженные плавлению. При этом в случае надобности металлический прут для заполнения шва находится во второй руке. Подобный вид применим для деталей из стали. TIG-сварка алюминия и его сплавов также возможна.

Применяется такой инертный газ, как аргон. Сварка TIG служит надежной защитой разогретого металла от кислорода, азота, водяного пара.
В редких случаях прибегают к использованию гелия, так как цена на него выше, и он расходуется в большем количестве. Показатель выделяемой энергии этого инертного газа в два раза больше, чем у аргона. Он проплавляет металл глубже, а сварка происходит быстрее.
Плюсы TIG-сварки
К преимуществам этого вида сварки можно отнести:
- чистоту и точность сварочного шва;
- широкий перечень свариваемых металлов: сталь, магний, медь, алюминий, бронза и др.;
- качественный контроль ванны для сварки и всего процесса в целом;
- отсутствие брызг и искр;
- на шве не образуется шлак;
- не задымляется воздух.
Отрицательные стороны сварки
TIG-сварка имеет и свои минусы:
- непременное выполнение работы опытным специалистом;
- низкий уровень производительности;
- наличие баллона с газом.
Как выбрать и заточить электроды из вольфрама
TIG-сварка предполагает использование электродов из вольфрама, которые различаются по размеру и составу. Данный металл обладает высоким уровнем плавления (3380 °C).
При покупке электродов будьте предельно внимательны, так как они могут иметь одинаковый состав легирующей добавки, но быть произведенными разными фирмами. Работа их может заметно отличаться. Немаловажными являются величина зерна, содержание и распределение оксида.
Обратите внимание и на заточку электродов. С течением времени она подвержена деформации, и форму кончиков нужно будет обновить. При постоянном токе применяется форма конуса, при переменной подаче – круглый наконечник.
Длина заточки отражается на глубине и ширине шва. Если она короткая, то глубина проплавления снижена.
Стабильность дуги также зависит от рисков при обработке концов. Для стабильности горения дуги они должны находиться только вдоль оси электрода, а их размер должен быть минимальным. Оптимальный вариант — отполировать электрод после его затачивания. Также горение дуги зависит от притупления на конце. Его диаметр берется в соответствии с диаметром электрода и силы подаваемого тока для сварки.
Основные правила выполнения сварки TIG
TIG-сварка осуществляется на чистой металлической поверхности. Следует устранить всю грязь и коррозию. Обеспечьте обезжиривание посредством ацетона или же другого растворителя.
Напряжение на дуге находится в прямой зависимости от ее длины. Рекомендуется вести сварку на короткой дуге. При ее удлинении увеличивается ширина шва, и уменьшается глубина плавления. Зона сварки защищена не в достаточной степени. Лучший показатель дуги составляет от 1,5 мм до 3 мм. При сваривании стыковых соединений вылет окончания электрода должен составлять от 3 до 5 мм, а угловых и тавровых – от 5 до 8 мм.
Распределение газа по сечению сопла должно быть одинаковым. С этой целью в горелке располагают газовые линзы, поддерживающие ламинарный поток. Если при сварке дует ветер или сквозит, то уровень защиты зависит от жесткости струи. Этот показатель находится в прямой зависимости от типа подаваемого газа и возрастает с увеличением скорости его выхода. При увеличении диаметра сопла следует повысить и расходование газа. Для того чтобы аргонодуговая сварка TIG отличалась высоким качеством, советуется подавать газ в большем количестве и увеличить диаметр сопла. Также следует приблизить горелку к свариваемой детали. Для оптимальной защищенности металла прибегают к использованию специальных приспособлений.

Чтобы металл шва не наполнялся кислородом или азотом, надо регулировать положение присадочного прута. Он должен находиться в зоне защитного газа. Для устранения металлических брызг его конец подается в ванну для сварки с плавностью. О степени проплавления говорит форма ванны металла. Показателем оптимальности процесса является ванна, которая вытянута по направлению сварки. Если работа выполнена недостаточно хорошо, то она приобретает форму овала или круга.
Сварка производится справа налево. Электрод должен быть расположен перпендикулярно к поверхности металла. А с присадочным материалом он располагается под углом. Прут для присадки перемещают впереди грелки без колебаний.
Если привариваются валики нижних швов в горизонтальном направлении, то присадочный прут принимает два направления: вниз или вдоль кромок. Процесс осуществляется таким образом, чтобы металл поступал в ванну одинаковыми порциями.
Зажигание дуги контактным и бесконтактным способом
Контактное зажигание дуги обеспечивает прикосновение электрода из вольфрама к изделию. При поднятии горелки происходит возбуждение дуги. Данный способ зажигания не подходит для такого процесса, как аргонная сварка TIG, так как на металле остаются вольфрамовые включения, приводящие к дефектам шва.

Бесконтактный способ зажигания осуществляется посредством генератора с высокой частотой. Сварочная дуга вызывается нажатием на кнопку горелки. Расстояние между изделием и электродом должно составлять от 1,5 мм до 3 мм.
Выбор аппарата для сварки TIG
При выборе аппарата для сварки TIG вы должны руководствоваться требуемой мощностью источника. Оцените объем работ с учетом прогноза на будущее.

Решите, нуждаетесь ли вы в переменном токе, или же для проведения сварки достаточно поступления постоянного.
Запомните, что сварка методом TIG алюминия и магния производится посредством переменного тока (AC). Для работ с нержавейкой и обычной сталью потребуется подача постоянного тока (DC). Если вам требуется варить разные металлы, то используют аппараты линейки AC/DC.

Аппараты для сварки TIG обычно обладают диапазоном подаваемого тока от 150 до 500 А и могут функционировать от 3A. Их применяют для сварки и спаивания штучными электродами.
www.syl.ru
Виды сварки: MIG MAG TIG MMA
Сварка позволяет получить неразъемные соединения, отличающиеся исключительной прочностью. Данный показатель у шва должен быть не ниже основного материала, что достигается строгими требованиями к технологии и добавлением легирующих веществ. Кроме того, этот процесс характеризуется скоростью соединения, сложностью допустимой формы, возможностью контроля и варьирования базовых параметров. Наиболее динамично развивается в промышленном исполнении MIG/MAG сварка, но совершенствуются и прочие виды. Выбор конкретного подхода определяется рядом параметров:
- Материал соединяемых деталей.
- Производственные условия. MIG, MMA и TIG требуют различной организации и подготовки производства. Набор необходимого оборудования может варьироваться от простейшего источника тока до комплекта, включающего в себя механизм подачи с точной регулировкой и баллон со сжатым газом.
- Требования к качеству. MIG, MAG, MMA и TIG сварку не всегда стоит рассматривать, как взаимозаменяемые – у них отличающиеся возможности, в том числе, и в формообразовании сварного шва.
- Квалификация персонала. Наиболее доступны в этом MAG и MMA. Впрочем, РДС заметно труднее при повышенных требованиях и небольших размерах: катет, ширина, высота и пр.
- Ожидаемая производительность. Полуавтоматический и автоматический процесс оказывается гораздо быстрее, чем ручной. В зависимости от этого рассматриваются подходящие виды, и выбирается оптимальный из них.
MMA
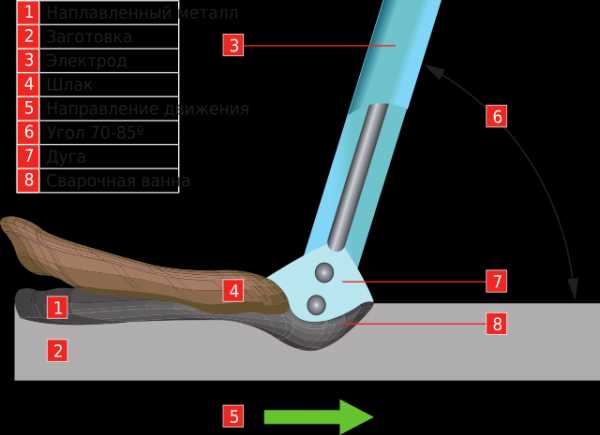 Схема mma технологии
Схема mma технологии
В нашей стране распространено определение ручная дуговая сварка (и сокращение РДС). Она дешевле и проще в организации производства и менее требовательна к оборудованию.
Соединение двух элементов при ММА происходит с помощью электрода – металлического стрежня, покрытого обмазкой, содержащей вещества способствующие поддержанию дуги, защите сварочной зоны, формированию шва с заданными свойствами. При подаче напряжения образуется стабильное замыкание между стержнем и заготовкой, приводящее к их взаимному расплавлению.
Сложность может доставить требование к квалификации сварщика. Чтобы получить аккуратный и надежный стык необходимо умение и долгий опыт.
Особое внимание в ММА уделяется состоянию электродов, которые не должны быть мокрыми или крошащимися. Не стоит пренебрегать предварительной сушкой и проверкой.
MIG/MAG
Схема mig/mag технологии
Вопрос о том, что такое MIG/MAG сварка не должен вводить в заблуждение, несмотря на непривычное обозначение.
Английское сокращение MIG/MAG (МИГ/МАГ) скрывает под собой хорошо знакомую полуавтоматическую сварку электродной проволокой в среде защитного газа.
Вместо стержня в качестве электрода выступает тонкая проволока, которая полуавтоматом подается в зону образования сварочного шва. Это компенсирует процесс расплавления и упрощает задачу исполнителя.
Проволока небольшого диаметра (от 0,8 до 3,0 мм) позволяет получить компактные размеры соединения в несколько миллиметров.
Принципиально MIG от MAG отличается типом защитного газа, который необходим для изоляции от окружающей среды с её высоким содержанием кислорода в воздухе. Окислительные процессы негативно сказываются на структуре путем образования межкристаллитной ржавчины. МИГ сварка предполагает использование инертного газа, которые сам не вступает ни в какие химические реакции, но благодаря сравнительно большому весу стремиться вниз, вытесняя воздух. Образуется локальный микроклимат, который показывает хорошие результаты.
MAG сварка же предполагает взаимодействие между естественной и создаваемой средой, сопровождающееся связыванием кислорода.
TIG
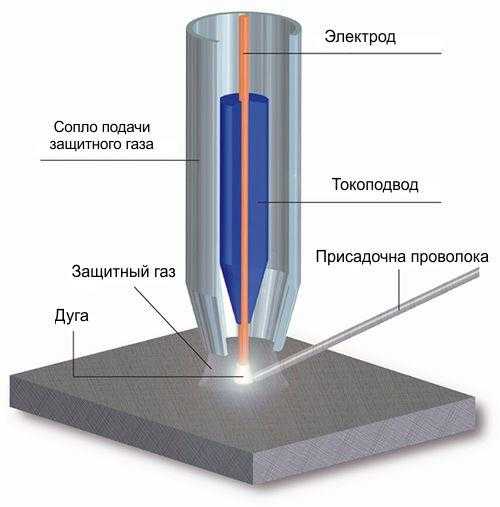 Схема tig технологии
Схема tig технологии
Расшифровка данной аббревиатуры приводит к сварке неплавящимся электродом в среде инертных газов. В качестве основного сварочного материала используются тонкие заточенные стержни вольфрама, обладающие достаточной стойкостью, чтобы не расплавляться при рабочих температурах. Проволока используется в качестве присадки, но её наличие не является непременным условием.
Защитная среда на основе аргона не только задает правильные литейные процессы, но и формирует зону расплавления, которая получается локальной и глубокой.
ТИГ требовательна к уровню сварщика и к оборудованию. Из-за минимального нагрева её обычно используют для работы с алюминием или тонколистовой нержавейкой. Это же касается и сварки MIG.
Flux
Из видов дуговой сварки помимо MIG MMA TIG ещё стоит упомянуть, протекающую под слоем флюса. То, что такое flux, предполагает немало вариантов. Объединяет все возможные материалы такие качества, как сыпучесть, возможность влиять на формирования шва на всех этапах переплавления (в том числе, и при неблагоприятных внешних условиях), способность к образованию монолитной корки после остывания. Использование флюса показывает очень хорошие результаты, но усложняет сам процесс и подразумевает дополнительные расходы. MIG, TIG и MAG оказываются экономичнее и проще в исполнении.
Поделись с друзьями
0
0
1
0
svarkalegko.com