Содержание
Как варить полуавтоматом трубы — Полуавтоматическая сварка — MIG/MAG
#1
ovik
Отправлено 03 December 2013 07:52
Есть трубы разных диаметров(от 40 до 300мм), толщина стенки 3-6 мм(варим все без скоса кромок). так же имеется вращатель, пробуем варить трубы (стенка 3 мм) на режимах 25-30В , скорость проволоки 6 м в минуту (сварочник ewm taurus 451), то прожигаем, то получается тонкий отвратительный шов без провара(зависит от скорости вращателя). Подскажите можно и в один проход сварить трубу стенкой 3-5мм с полным проваром и на каких режимах, если нет, то на каком режиме корень шва а на каком 2 проход. Спасибо!!!
- Наверх
- Вставить ник
#2
МИХА75
Отправлено 03 December 2013 08:02
Есть трубы разных диаметров(от 40 до 300мм), толщина стенки 3-6 мм(варим все без скоса кромок).
так же имеется вращатель, пробуем варить трубы (стенка 3 мм) на режимах 25-30В , скорость проволоки 6 м в минуту (сварочник ewm taurus 451), то прожигаем, то получается тонкий отвратительный шов без провара(зависит от скорости вращателя). Подскажите можно и в один проход сварить трубу стенкой 3-5мм с полным проваром и на каких режимах, если нет, то на каком режиме корень шва а на каком 2 проход. Спасибо!!!
На вращателе ещё многое зависит от позиционирования (угол наклона,и положение относительно «зенита» верхней точки трубы) горелки….А об этом нет ни слова, и 25-30 вольт(размытое представление)- для каждого диаметра,разный режим.
//////До нашей эры,соблюдалось чувство меры….//////
- Наверх
- Вставить ник
#3
ovik
Отправлено 03 December 2013 08:09
Есть трубы разных диаметров(от 40 до 300мм), толщина стенки 3-6 мм(варим все без скоса кромок).
На вращателе ещё многое зависит от позиционирования (угол наклона,и положение относительно «зенита» верхней точки трубы) горелки….А об этом нет ни слова, и 25-30 вольт(размытое представление)- для каждого диаметра,разный режим.
 так же имеется вращатель, пробуем варить трубы (стенка 3 мм) на режимах 25-30В , скорость проволоки 6 м в минуту (сварочник ewm taurus 451), то прожигаем, то получается тонкий отвратительный шов без провара(зависит от скорости вращателя). Подскажите можно и в один проход сварить трубу стенкой 3-5мм с полным проваром и на каких режимах, если нет, то на каком режиме корень шва а на каком 2 проход. Спасибо!!!
так же имеется вращатель, пробуем варить трубы (стенка 3 мм) на режимах 25-30В , скорость проволоки 6 м в минуту (сварочник ewm taurus 451), то прожигаем, то получается тонкий отвратительный шов без провара(зависит от скорости вращателя). Подскажите можно и в один проход сварить трубу стенкой 3-5мм с полным проваром и на каких режимах, если нет, то на каком режиме корень шва а на каком 2 проход. Спасибо!!!Металл черняга, положение трубы горизонтальное, горелку хоть в каком положении можно расположить. мы варили диаметр 100мм, толщина 3мм, волтаж как писал 29В!
- Наверх
- Вставить ник
#4
МИХА75
Отправлено 03 December 2013 08:26
горелку хоть в каком положении можно расположить.

Я это понимаю,но как и,где вы располагаете её — для меня загадка.
У вас Таурус
, на какой программе варите и в какой защите?
//////До нашей эры,соблюдалось чувство меры….//////
- Наверх
- Вставить ник
#5
ovik
Отправлено 03 December 2013 08:31
горелку хоть в каком положении можно расположить.
Я это понимаю,но как и,где вы располагаете её для меня загадка.
У вас Таурусподающий Таурус 551.jpg, на какой программе варите и в какой защите?
варим газом евромикс, зачем вам в каком положении я варю, лучше дайте дельный совет в каком положении надо варить и как правильно на каких режимах! программу мы настраиваем сами, вольтаж и скорость подачи проволоки что ранее писал!
- Наверх
- Вставить ник
#6
МИХА75
Отправлено 03 December 2013 08:42
программу мы настраиваем сами, вольтаж и скорость подачи проволоки
вперёд к успеху
программа 180 (точнее на своей таблице смотри) для толщины 3мм, вольтаж и динамика дуги подстраивается индивидуально.
Чтоб все параметры выдать ,надо быть вашим технологом (или волшебником),но направление (в поиске истинны) я вам подкинул.
//////До нашей эры,соблюдалось чувство меры….//////
- Наверх
- Вставить ник
#7
МИХА75
Отправлено 03 December 2013 08:53
диаметр 100мм, толщина 3мм, волтаж как писал 29В
какие вы скорострельные,на диаметр 1000мм и стенку 30мм само то…
//////До нашей эры,соблюдалось чувство меры….//////
- Наверх
- Вставить ник
#8
МИХА75
Отправлено 03 December 2013 10:28
зачем вам в каком положении я варю
А это нужно для того,что бы вам ответ наиболее правильный дать. Всё достигается путём «проб и ошибок».
Всё достигается путём «проб и ошибок».
А это в довесок
прихватки должны быть подрезаны и зачищены…..
//////До нашей эры,соблюдалось чувство меры….//////
- Наверх
- Вставить ник
#9
ovik
Отправлено 03 December 2013 11:48
зачем вам в каком положении я варю
А это нужно для того,что бы вам ответ наиболее правильный дать.Всё достигается путём «проб и ошибок».
А это в довесок на вращателе2.JPG прихватки должны быть подрезаны защенны…
Нужен ли зазор? если да то какой? сколько проходов?
- Наверх
- Вставить ник
#10
МИХА75
Отправлено 03 December 2013 16:52
Нужен ли зазор? если да то какой? сколько проходов?
в посте #6 http://websvarka. ru/…3445#entry72095 на картинку клик (она увеличится) там и про зазор,и про притупление.Зазор+скорость вращения трубы,даёт необходимый провар. Число проходов так же зависит от скорости вращения и расположения горелки-это всё взаимосвязано (напряжение+скорость подачи проволоки+зазор+притупление+скорость вращения+позиционирование сварочной горелки — эти параметры изменяются в зависимости от того,что получается на пробнике).А для этого надо видеть,что получается.
ru/…3445#entry72095 на картинку клик (она увеличится) там и про зазор,и про притупление.Зазор+скорость вращения трубы,даёт необходимый провар. Число проходов так же зависит от скорости вращения и расположения горелки-это всё взаимосвязано (напряжение+скорость подачи проволоки+зазор+притупление+скорость вращения+позиционирование сварочной горелки — эти параметры изменяются в зависимости от того,что получается на пробнике).А для этого надо видеть,что получается.
Гадая на «кофейной гуще» я дал вам старт (с чего начать и при чём безвозмездно ) Смотрите внимательно на картинках ,там есть подсказки….
//////До нашей эры,соблюдалось чувство меры….//////
- Наверх
- Вставить ник
#11
ovik
Отправлено 04 December 2013 15:54
Нужен ли зазор? если да то какой? сколько проходов?
в посте #6 http://websvarka.
Гадая на «кофейной гуще» я дал вам старт (с чего начать и при чём безвозмездно ) Смотрите внимательно на картинках ,там есть подсказки….
 ru/…3445#entry72095 на картинку клик (она увеличится) там и про зазор,и про притупление.Зазор+скорость вращения трубы,даёт необходимый провар. Число проходов так же зависит от скорости вращения и расположения горелки-это всё взаимосвязано (напряжение+скорость подачи проволоки+зазор+притупление+скорость вращения+позиционирование сварочной горелки — эти параметры изменяются в зависимости от того,что получается на пробнике).А для этого надо видеть,что получается.
ru/…3445#entry72095 на картинку клик (она увеличится) там и про зазор,и про притупление.Зазор+скорость вращения трубы,даёт необходимый провар. Число проходов так же зависит от скорости вращения и расположения горелки-это всё взаимосвязано (напряжение+скорость подачи проволоки+зазор+притупление+скорость вращения+позиционирование сварочной горелки — эти параметры изменяются в зависимости от того,что получается на пробнике).А для этого надо видеть,что получается.Сегодня пробовал варить, то прожигаю, то усиление чуть ли не 10см, а проплава нету! горелку держу в ругах труба на вращателе крутиться. зазор ставил от 1мм до 3мм все равно нечего не выходит. забыл сфоткать, в след раз обязательно скину что у меня вышло. трубы идут на модульную котельную, давление до 16 атм. так что качество провара обязательно
- Наверх
- Вставить ник
#12
МИХА75
Отправлено 04 December 2013 16:12
трубы идут на модульную котельную, давление до 16 атм.
 так что качество провара обязательно
так что качество провара обязательноТакие трубы сначала аргонят по корню.Полуавтоматом заполняют.
Сразу на раз полуавтоматом сложно,но можно.Тем более таким как у вас.
Валик большой (10мм это круто),провара нет — скорость вращателя большая и горелка близко к «зениту» находится (смещается в сторону вращения).Посмотрите на рисунки (ещё раз).
//////До нашей эры,соблюдалось чувство меры….//////
- Наверх
- Вставить ник
#13
ARGONIUS
Отправлено 04 December 2013 23:35
Проварить полуавтоматом за один проход трубу с формированием обратного валика? Лихо, однако.
Проще на самом деле мне кажется корень пройти рАДС, а заполнение-облицовку полуавтоматом.
http://argonius52. ru/
ru/
- Наверх
- Вставить ник
#14
WebWelder
Отправлено 05 December 2013 01:44
Я тут почитал что люди пишут интересно стало))) почему швы корневые «аргонят» на чернухе??? про корень ручником это тоже крутатень в условиях цеха еще)) учитывая что кпд ручника в разы ниже полуавтомата. это как можно давать размер зазора разделки не зная какого сечения сварочную проволоку используют??? и еще очень огромный момент в защите какого газа варим, какая динамика дуги, ампераж, ну вольтаж огромен это да тут уже написали про это)))
- Наверх
- Вставить ник
#15
AMBIVERT42
Отправлено 05 December 2013 03:40
почему швы корневые «аргонят» на чернухе???
Если варить покрытыми электродами,то вся шлаковая «шелуха» с обратного валика осыпется в трубу. В некоторых случаях,при сварке технологических трубопроводов и ёмкостей,это не есть хорошо.РАДС позволяет получить чистый обратный валик.Особенно,если выполняется газовая защита изнутри.
В некоторых случаях,при сварке технологических трубопроводов и ёмкостей,это не есть хорошо.РАДС позволяет получить чистый обратный валик.Особенно,если выполняется газовая защита изнутри.
- Наверх
- Вставить ник
#16
МИХА75
Отправлено 05 December 2013 08:21
Я тут почитал что люди пишут интересно стало)))
не внимательно читал.
Дополню
AMBIVERTа
аргонят(РАДС) ещё и для того чтоб с полуавтоматом не заморачиваться,(очень сложно настроится на сварку корня),а когда диаметр и толщины меняются (на дню по несколько раз)-это очень хлопотно.
А вот сварка полуавтоматом по заваренному (РАДС) корню,позволяет «пропускать через вращатель» несколько разных диаметров, с небольшим изменением только скорости вращения трубы. …
…
//////До нашей эры,соблюдалось чувство меры….//////
- Наверх
- Вставить ник
#17
ovik
Отправлено 05 December 2013 08:27
Я тут почитал что люди пишут интересно стало)))
не внимательно читал.
Дополню
AMBIVERTа
аргонят(РАДС) ещё и для того чтоб с полуавтоматом не заморачиваться,(очень сложно настроится на сварку корня),а когда диаметр и толщины меняются (на дню по несколько раз)-это очень хлопотно.
А вот сварка полуавтоматом по заваренному (РАДС) корню,позволяет «пропускать через вращатель» несколько разных диаметров, с небольшим изменением только скорости вращения трубы.
 …
…скажи пожалуйста вот при толщине стенки 3-4мм нужен зазор для РАДС? и на обычном режиме или импульсном лучше сварить?
- Наверх
- Вставить ник
#18
ARGONIUS
Отправлено 05 December 2013 09:11
Проходить рАДС корень это медленно, зато вопросов по качеству возникнуть практически не должно.
Итак, V-образная разделка, зазор 0-0,5 мм, присадка 1,6 мм, вольфрам 2,4 мм, заточен «в иглу», сопло N 6, газ 7 л/мин, ток подобрать (ориентировочно 48- 60 А если на линейном). С импульсом заморачиваться не стал, задув газа в трубу тоже ни к чему. Пару движений металлической щёткой по разделке с корнем, дальше заполнение-облицовка полуавтоматом, для проволоки 1,2 мм подача 4- 4,5 м/мин, напряжение 19-21 V (это если навскидку), а лучше подобрать на слух, я в крутилках на своём аппарате не особо уверен.
В сети где то видел ролик, как похожую задачу решают полуавтоматом, только там не таурус, а альфа-ку. Там в импульсных режимах варят и в три прохода, причём на каждый проход свой режим. Если у кого есть альфа-ку, можно бы конечно заморочиться, но гораздо дешевле любой недорогой аргонник DC+ имеющийся уже таурус. Любым евм-овским п/а заполненние-облицовку можно очень красиво и качественно заварить.
Вопрос адресовался не мне, но я бы варил приблизительно так.
http://argonius52.ru/
- Наверх
- Вставить ник
#19
МИХА75
Отправлено 05 December 2013 09:22
ovik,
А возможность РАДС имеется ?(не много запоздалый вопрос )
//////До нашей эры,соблюдалось чувство меры….//////
- Наверх
- Вставить ник
#20
ovik
Отправлено 05 December 2013 09:26
Проходить рАДС корень это медленно, зато вопросов по качеству возникнуть практически не должно.
Итак, V-образная разделка, зазор 0-0,5 мм, присадка 1,6 мм, вольфрам 2,4 мм, заточен «в иглу», сопло N 6, газ 7 л/мин, ток подобрать (ориентировочно 48- 60 А если на линейном). С импульсом заморачиваться не стал, задув газа в трубу тоже ни к чему. Пару движений металлической щёткой по разделке с корнем, дальше заполнение-облицовка полуавтоматом, для проволоки 1,2 мм подача 4- 4,5 м/мин, напряжение 19-21 V (это если навскидку), а лучше подобрать на слух, я в крутилках на своём аппарате не особо уверен.
В сети где то видел ролик, как похожую задачу решают полуавтоматом, только там не таурус, а альфа-ку. Там в импульсных режимах варят и в три прохода, причём на каждый проход свой режим. Если у кого есть альфа-ку, можно бы конечно заморочиться, но гораздо дешевле любой недорогой аргонник DC+ имеющийся уже таурус. Любым евм-овским п/а заполненние-облицовку можно очень красиво и качественно заварить.
Вопрос адресовался не мне, но я бы варил приблизительно так.

спасибо большое
ovik,
А возможность РАДС имеется ?(не много запоздалый вопрос )
имеется РАДС,сорри что не сообщил ранее, хотелось бы конечно без разделки кромок сваривать толщину 3-4мм. tig аппарат тоже евм тетрикс 300-2 есть 3 режима инпульсной сварки
tig аппарат тоже евм тетрикс 300-2 есть 3 режима инпульсной сварки
- Наверх
- Вставить ник
Как варить полуавтоматом трубы — Страница 2 — Полуавтоматическая сварка — MIG/MAG
#21
ARGONIUS
Отправлено 05 December 2013 09:45
ovik, без разделки красивый обратный валик вряд ли получится. В принципе можно попробовать дать зазор побольше , миллиметра 2 и взять 2 мм присадку и заморочиться с импульсным режимом.. например базовый ток 15 А- 0,5 сек, пиковый ток 110-120 А- 0,5 сек, и попытаться в таком режиме «продавить» ванну чуть пониже поверхности, чтоб обратный валик сформировался… Не уверен, надо по месту пробовать.
Разделка образовавшаяся правда будет неравномерной ширины, полуавтоматом «нарисовать» красивую облицовку чуть сложней будет. Словом не уверен, подбирать надо вживую.
Словом не уверен, подбирать надо вживую.
http://argonius52.ru/
- Наверх
- Вставить ник
#22
МИХА75
Отправлено 05 December 2013 09:52
3-4мм (и желательно без зазора-мечта сварщика)даже Тетриксу это сложная задача.Для гарантированного ровного обратного валика,притупление 2мм (стенку трубы в 3-4мм любой «болгаркой» обточить не долго),зазор чуть меньше присадки (чтоб она не проваливалась,а спокойно лежала в зазоре),а вот ток 90-100(А) на электрод 3мм.(Тут и 5А имеют значение,» больше току-меньше ям,и нет работы слесарям»,всё зависит от ваших скоростных качеств).
Вообще по корню под П/а очень много ,может подсказать BelaZZ, (заходит вечерами) он как раз занимался подобными работами.(Игорь подключайся)
//////До нашей эры,соблюдалось чувство меры. …//////
…//////
- Наверх
- Вставить ник
#23
WebWelder
Отправлено 05 December 2013 13:40
Я скажу Вам так — я свариваю за день по нескольку кольцевых соединений различных диаметров от 89 до 820 мм и толщин стали от 6 до 30 мм Таурусом и программа на корень одна и та же, я лишь могу менять давление в шов прибавляя вольтаж, а так же меняя динамику дуги, и зазор на кольцевом соединении под полуавтомат не менее 3 мм не зависимо от толщины свариваемого металла. Да и корень и заполнение выполняю проволокой 1.2 мм в сечении , мценская омедненка марку не вспомню)
- Наверх
- Вставить ник
#24
МИХА75
Отправлено 05 December 2013 14:03
Я скажу Вам так — я свариваю за день по нескольку кольцевых соединений различных диаметров от 89 до 820 мм и толщин стали от 6 до 30 мм Таурусом
Ну тогда в чём проблема то,предложи коллеге свой вариант,по настройкам помоги. Тем более источник такой же (в отличии от вас,Таурус от меня далеко и когда к нему доберусь неизвестно….).
Тем более источник такой же (в отличии от вас,Таурус от меня далеко и когда к нему доберусь неизвестно….).
//////До нашей эры,соблюдалось чувство меры….//////
- Наверх
- Вставить ник
#25
ovik
Отправлено 05 December 2013 14:31
Я скажу Вам так — я свариваю за день по нескольку кольцевых соединений различных диаметров от 89 до 820 мм и толщин стали от 6 до 30 мм Таурусом и программа на корень одна и та же, я лишь могу менять давление в шов прибавляя вольтаж, а так же меняя динамику дуги, и зазор на кольцевом соединении под полуавтомат не менее 3 мм не зависимо от толщины свариваемого металла. Да и корень и заполнение выполняю проволокой 1.
 2 мм в сечении , мценская омедненка марку не вспомню)
2 мм в сечении , мценская омедненка марку не вспомню) так значит зазор 3мм, проволока 1.2, вольтаж какой и скорость подачи проволоки? и если варишь тоже на вращателе то скорость вращения и как двигаешь горелкой. Я сам по себе теоретик, а не практик . Варю во второй раз полуавтоматом, не считая практики в колледже. Учился на техника сварочного производства. СПАСИБО!!!!
- Наверх
- Вставить ник
#26
BelaZZ
Отправлено 05 December 2013 17:47
Проходить рАДС корень это медленно
Раньше тоже так считал.Корень 108-й трубы проходится за пару минут.Если учесть сборку и разделку прихваток,то минут десять.Ручником это займёт гораздо больше времени и однозначно проиграет в качестве. 700-какая то труба занимала с перекантовкой минут 20.Многое зависит от сборки и подготовки. Кстати,полуавтоматом до этого варили стыки из этой плети,то израсходовали не один диск на исправление проблемных мест.Здесь уже правильно заметили,что если диаметры труб «гуляют»,то ПА замучаешься настраивать.К тому же,насколько я понял,технология сварки труб толком не отработана.Разделка,зазор,кол-во проходов — всё это только в уме,а на практике пытаются судьбу обмануть.
700-какая то труба занимала с перекантовкой минут 20.Многое зависит от сборки и подготовки. Кстати,полуавтоматом до этого варили стыки из этой плети,то израсходовали не один диск на исправление проблемных мест.Здесь уже правильно заметили,что если диаметры труб «гуляют»,то ПА замучаешься настраивать.К тому же,насколько я понял,технология сварки труб толком не отработана.Разделка,зазор,кол-во проходов — всё это только в уме,а на практике пытаются судьбу обмануть.
Если соберётесь варить корень ТИГом,то разделка кромок обязательна,зачистка околошовной зоны тоже и зазор необходим.Чем больше диаметр,тем больше зазор,потому как стягивает стык существенно.У меня присадка диаметром 2,4мм (на все случаи жизни,другой нет ),под неё я ставлю зазор до 100мм 3-3,2мм, на больших диаметрах 4 -5 мм.Вольфрам тоже 2,4мм,точу «на иглу».Импульсный режим не пользовал никогда (имею ввиду на трубе).
МИХА75, я только ТИГом на корне работаю (ну или РДС иногда) ,полуавтоматом только облицовкой занимался,да и то недолго.
- Наверх
- Вставить ник
#27
WebWelder
Отправлено 06 December 2013 00:43
На корне шва у меня стоит 207 программа, подача проволоки 4.1 м/с ампераж настраивается сам в зависимости от подачи , вольтаж так же, на вольтаже ставлю +0.3 — 0.4 , свариваю в среде аргона и углекислоты (собственно EWM предпочтительны к смесям) Еще один нюанс — чтобы получить обратный валик на этой чудо технике лично я сбавляю скорость подачи до 3.6 м/с динамику дуги делаю -10 (обычно все свариваю в нулях) и сопло держим как можно ближе к часу, да и вращение детали происходит против часовой стрелки и сварщик находится со стороны 15 00 дня, то есть свариваем в ручную как бы с верху вниз без колебаний сопла). Это по корню, скорость вращения детали строго на глаз у меня лично, но делаю всегда быстрее если что педалью торможусь))) Кстати на Таурусе на крышке которая прикрывает подающие ролики существует таблица программ. Все подробности сейчас расписать не смогу, программа заполнения и облицовки №9 кстати и на ней уже сам сварщик решает какую подачу ставить.
Все подробности сейчас расписать не смогу, программа заполнения и облицовки №9 кстати и на ней уже сам сварщик решает какую подачу ставить.
- Наверх
- Вставить ник
#28
ovik
Отправлено 06 December 2013 08:06
сегодня попробую все то, что предлагали мне, фото выложу по каждому варианту
- Наверх
- Вставить ник
#29
МИХА75
Отправлено 06 December 2013 08:56
ovik, фото таблицы (крупным планом) закинь и фото до сварки (собранный стык)….
//////До нашей эры,соблюдалось чувство меры. …//////
…//////
- Наверх
- Вставить ник
#30
ARGONIUS
Отправлено 07 December 2013 16:46
BelaZZ, Игорь, корень то я только рАДС и варил, надо мной трубники подшучивали, медленно мол
Так то на опыте и не знаю, быстрей ли оно, РДС трубу не варю.
http://argonius52.ru/
- Наверх
- Вставить ник
#31
МИХА75
Отправлено 07 December 2013 18:25
Дима скорость,это явление приходящее.На самом деле,с учётом последующей обработки корня после РДС,выходит побыстрее. Тут главное «поймать свою волну» (подобрать ток под зазор или зазор под ток).Например я,зазор делаю чуть меньше присадки или вровень с ней (правда пользоваться предпочитаю ф2мм и электродом 3мм)….Больше ток -быстрее скорость
Тут главное «поймать свою волну» (подобрать ток под зазор или зазор под ток).Например я,зазор делаю чуть меньше присадки или вровень с ней (правда пользоваться предпочитаю ф2мм и электродом 3мм)….Больше ток -быстрее скорость
А в этой теме проблема в другом.
Это полное отсутствие опыта в полуавтоматической сварке,отсутствие нормально проработанной технологии на предприятии,с кадрами тоже походу проблема (раз такое ответственное дело сваливают на новичка).
И что бы ovik,как то помочь:В первую очередь он должен нас тут своими фотками просто закидать,(пусть будут страшненькие швы,ничего смертельного).Хоть как то визуально и то легче помочь настроится,чем «гадая на кофейной гуще».Тем более нужно учитывать очень много параметров,причём даже таких банальных,как манипуляции горелкой.
WebWelder уже подсказал кое что,но этот список далеко не полный ( о нём так же информация скудна,хоть и делает вроде нечто подобные вещи,да и как у него это всё получается,кроме него никто не видел http://websvarka. ru/…hp?showforum=13 Как говорится «Добро пожаловать».
ru/…hp?showforum=13 Как говорится «Добро пожаловать».
Нынешнее поколение полуавтоматов ,таких как Таурус от ЕВМ и им подобных др.производителей по настоящему дают познать для себя «Сварочное волшебство»,с таким оборудованием возможно многое, что раньше казалось запредельным для «ручного пулемёта полуавтомата»….
Так что ovik ,WebWelder не стесняемся,опыт дело наживное и делится им не грех….
//////До нашей эры,соблюдалось чувство меры….//////
- Наверх
- Вставить ник
#32
psi
Отправлено 09 December 2013 16:47
на работе у нас CastoMIG 400c
у него регулируется ток ступенчато и корректировка скорость проволоки (вольтаж автомат)
так вот ток в 105-120 метраж 2,8-3,1 м/мин (все засвистит от скорости вращение сварка сверху вниз)
на толщину 3 мм зазор 2-3 мм за раз пройдете (только прихватки не забудьте)
в данной схеме показано как подбирать ток для всех положений ток при одном и том же токе с одинаковой формой и усилением шва
конкретно берете пластину ставите ее горизонтально и попер рисовать узор пока у вас примерно не будет шов равномерный сверху-вниз горизонт и снизу-верх.
и кстати купили себе в гараж picomig 300…вообще его самоподстройка во время сварки меня выносит, полного мануала нет…
Прикрепленные изображения
- Наверх
- Вставить ник
#33
ovik
Отправлено 10 December 2013 07:58
МИХА75, доброе утро, вчера я был на предприятии и сделал очень много фото,сейчас покажу мои не удачи: но это все мои лучшие неудачи! сейчас в след письме скину фотки что у меня получилось из лучших не неудач)
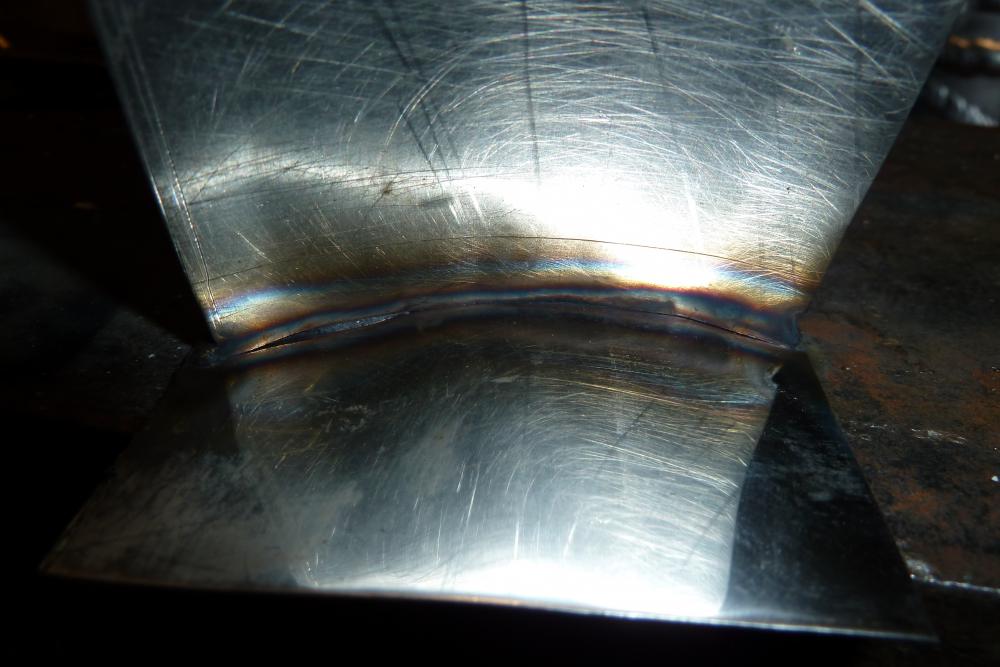
вот что вышло(начиная с фото с режимом), усиление меленькое и проплав везде есть, конечно в местах прихваток его нету, но это решаемо. Режим на аппарате сфоткал. Конечно хотелось бы лучше варить, чтоб шире шов был и проплава по более.
Прикрепленные изображения
- Наверх
- Вставить ник
#34
МИХА75
Отправлено 10 December 2013 08:14
Привет ovik, ну ничего страшного. А стыки как собирал,с каким зазором,фаску делал?
А стыки как собирал,с каким зазором,фаску делал?
Вот про этот стык
//////До нашей эры,соблюдалось чувство меры….//////
- Наверх
- Вставить ник
#35
ovik
Отправлено 10 December 2013 08:46
зазор где то 2.5 без разделки кромок варил с полным проплавом! вот хочется такой шов, только у меня не получается , прожигаю…
Прикрепленные изображения
- Наверх
- Вставить ник
#36
МИХА75
Отправлено 10 December 2013 09:17
Немного измени угол наклона горелки ,чуть побольше скорости вращения. Массу от источника лучше всего закрепить на трубе (исключит скачки напруги) кромки от ржи и прихватки зачисти.Под горелку можно подставку придумать (чтоб на весу её не держать).
Массу от источника лучше всего закрепить на трубе (исключит скачки напруги) кромки от ржи и прихватки зачисти.Под горелку можно подставку придумать (чтоб на весу её не держать).
На вращателе как регулировка скорости реализована? Есть возможность в руках «регулятор оборотов» держать?
//////До нашей эры,соблюдалось чувство меры….//////
- Наверх
- Вставить ник
#37
ovik
Отправлено 10 December 2013 09:21
Немного измени угол наклона горелки ,чуть побольше скорости вращения.Массу от источника лучше всего закрепить на трубе (исключит скачки напруги) кромки от ржи и прихватки зачисти.Под горелку можно подставку придумать (чтоб на весу её не держать).
На вращателе как регулировка скорости реализована? Есть возможность в руках «регулятор оборотов» держать?

я вчера сделал самодельную колонну, нефига не вышло труба не по центру оси находиться(( или вращатель гавно или руки у меня кривые. регулятор скорости вращения находиться за вращателем только и очень чувствительный регулятор сложно скорость поймать.
- Наверх
- Вставить ник
#38
МИХА75
Отправлено 10 December 2013 10:17
Обязательно надо патрон зажимной отрегулировать,чтобы по оси крутилась.С регулировкой понятно,но тоже надо в порядок приводить.На малых диаметрах труба быстро прогревается,поэтому желательно в процессе сварки немного увеличивать скорость вращения,когда регулятор в руке (или педаль) — это удобно. Про руки не «парься» сообща их настроим ….
Про руки не «парься» сообща их настроим ….
//////До нашей эры,соблюдалось чувство меры….//////
- Наверх
- Вставить ник
#39
ovik
Отправлено 10 December 2013 16:28
Обязательно надо патрон зажимной отрегулировать,чтобы по оси крутилась.С регулировкой понятно,но тоже надо в порядок приводить.На малых диаметрах труба быстро прогревается,поэтому желательно в процессе сварки немного увеличивать скорость вращения,когда регулятор в руке (или педаль) — это удобно.Про руки не «парься» сообща их настроим ….
спасибо я сегодня сварил 5 образцов и все идеальны)) теперь старую технологию заменим этой, что более быстрее и экономичнее РДС))
- Наверх
- Вставить ник
#40
WebWelder
Отправлено 12 December 2013 19:50
Обязательно центровать патрон вращятеля, как сказал МИХА75, обязательно отрепетировать пульт регулировки скорости (позови электриков пусть мучаются) чтобы все было плавно но и в меру быстро, к вращателю те же электрики пусть думают педель под ногу вкл вылк вращение патрона. обязательно купить осцеллятор (для сварки облицовки) и примастрячить для него штатив, что касаемо проплава слишком сильный обратный валик, больше скорости вращения давай. Программы подошли какие я говорил ???
обязательно купить осцеллятор (для сварки облицовки) и примастрячить для него штатив, что касаемо проплава слишком сильный обратный валик, больше скорости вращения давай. Программы подошли какие я говорил ???
- Наверх
- Вставить ник
Автоматизированные системы сварки труб | Нефтяное месторождение, трубопровод, атомная энергетика, завод по производству труб Red-D-Arc Welderentals
03 августа, 22, 21:48 ·
Оставить комментарий ·
Red-D-Arc
«Сварочные трубы» охватывает множество областей применения, от санитарных труб малого диаметра до сосудов высокого давления большого диаметра. Некоторые приложения более доступны для автоматизации, чем другие, но многие приложения, которые трудно автоматизировать, все же могут быть облегчены за счет некоторой механической интеграции в процесс сварки труб (механизация).
Зачем автоматизировать?
Но автоматизация усложняет процесс сварки. Успешная автоматизация требует дополнительного оборудования, крепления и контроля производственных процессов (например, геометрия детали и подгонка). Короче говоря, автоматизация не обходится без затрат — материальных и нематериальных.
Успешная автоматизация требует дополнительного оборудования, крепления и контроля производственных процессов (например, геометрия детали и подгонка). Короче говоря, автоматизация не обходится без затрат — материальных и нематериальных.
Зачем автоматизировать?
Автоматизация:
- Помогает повысить производительность. Машины могут обеспечить более высокий фактор оператора (больше времени, затрачиваемого на сварку, по сравнению с временем, затрачиваемым на сварку) и обрабатывать более высокие скорости наплавки, чем даже специализированный сварщик, использующий ручной полуавтоматический процесс сварки.
- Помогает улучшить качество. Механизация контролирует мелкую моторику, необходимую для производства высококачественных сварных швов. Это означает, что усталость не влияет на качество сварки. Это также означает, что новые операторы смогут производить высококачественные сварные швы с высокой производительностью.
Как общие, так и специализированные методы механизации и автоматизации могут решить проблемы отрасли сварки труб в отношении первоначальных затрат и управления процессом, которые могут быть предоставлены.
Сварочное выкатывание
Выкатывание трубы — один из первых методов, обычно используемых для автоматизации процесса сварки, и это может значительно повысить производительность сварки. Типичные методы прокатки труб помещают трубу «в положение». Как и в случае сварки пластин, сварка в положении позволяет использовать высокопроизводительные параметры сварки, поскольку неблагоприятное влияние силы тяжести сведено к минимуму.
При оценке применения обратите внимание на соединения труба-фланец, труба-колено или прямые соединения труба-труба, которые могут быть выполнены в виде узлов. Определив эти узлы, рассмотрите следующее оборудование:
- Подставки для труб: Эквивалент домкратов для сварки малых и средних труб. Большинство подставок для труб имеют высоту примерно по пояс и регулируются вверх и вниз. Стенд включает в себя набор роликов, расстояние между которыми можно регулировать для размещения труб разных размеров. Некоторые клети для труб включают в себя приводной ролик, поэтому отдельный сварочный позиционер не требуется.
- Катки для труб: Обычно используются для прокатки труб большого диаметра и более тяжелых труб. Подобно стойкам для труб, каток для одинарных труб оснащен набором колес с регулируемой колесной базой. Два или более трубных ролика, по крайней мере, один из которых приводится в действие, необходимы для опускания сборки низко к земле.
 Некоторые клети для труб включают в себя приводной ролик, поэтому отдельный сварочный позиционер не требуется.
Некоторые клети для труб включают в себя приводной ролик, поэтому отдельный сварочный позиционер не требуется.
Достижение переплетения
Осцилляция, также известная как переплетение, — это широко используемый метод сварки для получения более широкой ширины наплавленного валика для охвата соединения, наплавки дополнительного металла за один проход или сочетания того и другого. Тем не менее, правильное плетение требует навыков для поддержания хорошего контура и согласованности бусинок. Но даже опытные операторы могут испытывать усталость при попытке максимизировать производительность сварки. Поэтому для воссоздания техники профессионального сварщика требуется прецизионное устройство для реализации осцилляции.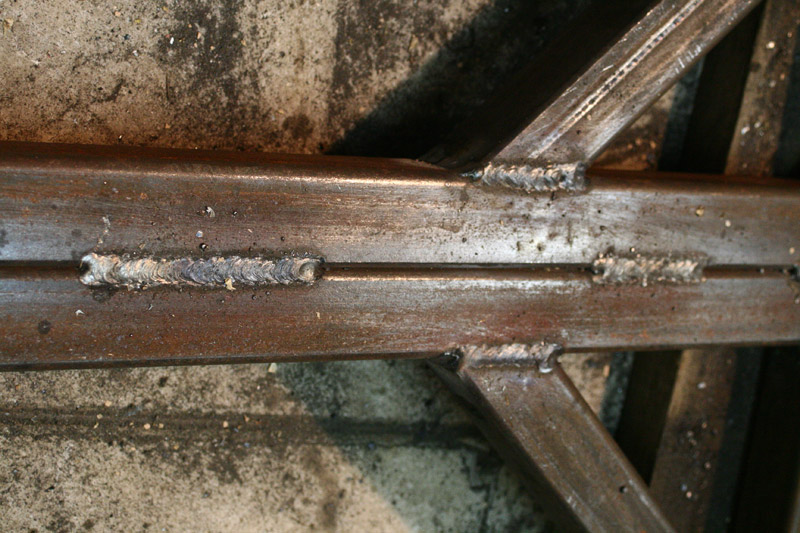
Технологическая трубная ячейка представляет собой готовое решение для некоторых сварных соединений труб, в котором реализованы как рабочее движение, так и дуговое движение для облегчения сварки на месте, но с ручной сваркой. Рабочее движение обеспечивается поворотным сварочным столом. Движение дуги обеспечивает осциллятор, специально разработанный для сварки. Механизм осциллятора крепится к сварочному манипулятору таким образом, что горелка поддерживается, когда она перемещается из стороны в сторону по сварному соединению. Осциллятор, манипулятор и элементы управления источником питания установлены в одном месте на сварочном манипуляторе вдали от сварного шва, что позволяет оператору сварки выполнять множество регулировок во время и между проходами сварки, не покидая пост управления.
Мелочи: орбитальная сварка
Орбитальная сварка — это настоящая автоматизация сварки; нажатием переключателя оператор может сплавить два отрезка трубки малого диаметра до уровня качества, подходящего для применения под давлением и в санитарных условиях. Кроме того, автоматизация привлекательна тем, что снижает риск переделок при работе с трубой/трубой малого диаметра, поскольку сварка становится все более сложной по мере уменьшения диаметра трубы/трубы.
Кроме того, автоматизация привлекательна тем, что снижает риск переделок при работе с трубой/трубой малого диаметра, поскольку сварка становится все более сложной по мере уменьшения диаметра трубы/трубы.
Один тип системы орбитальной сварки состоит из специализированного источника питания GTAW/TIG и нетрадиционной сварочной горелки, которая зажимает сварной шов. После зажима вокруг стыка сварочная головка внутри горелки совершает полный оборот вокруг сварного стыка, чтобы получить высококачественный автогенный шов в инертной атмосфере (обратите внимание, что в некоторых случаях может потребоваться внутренняя продувка защитным газом). некоторые приложения). Специализированный источник питания упрощает разработку высококачественной процедуры сварки, поскольку поставляется с предварительно загруженными параметрами (сила тока, скорость перемещения и т. д.), которые можно выбирать в зависимости от диаметра и толщины свариваемого материала.
Большое дело: наплавка
Использование сварочных процессов не ограничивается простым соединением двух заготовок. Например, при наплавке часто используются обычные процессы дуговой сварки для нанесения нержавеющей стали или никелевого сплава на поверхность более дешевого основного материала для улучшения общих характеристик компонента в агрессивных и/или высокотемпературных средах.
Например, при наплавке часто используются обычные процессы дуговой сварки для нанесения нержавеющей стали или никелевого сплава на поверхность более дешевого основного материала для улучшения общих характеристик компонента в агрессивных и/или высокотемпературных средах.
Некоторые системы поддерживают GMAW, SAW или GTAW. Независимо от используемого процесса, операция наплавки требует выполнения множества проходов внахлест, иногда через несколько слоев сварного шва. Процессы и параметры с низким разбавлением идеально подходят для сведения к минимуму количества слоев сварки, которые могут потребоваться. Red-D-Arc поставляет различные системы наплавки «под ключ», в которых автоматизация сочетается с технологией TIG с горячей проволокой. Эти системы позволяют использовать высокие скорости перемещения оболочки, разумные скорости осаждения и низкое разбавление.
Заключение
Несмотря на то, что не все операции можно легко автоматизировать или механизировать, разнообразие доступного оборудования делает его пригодным для многих случаев применения в области сварки труб. Некоторые варианты обеспечивают большую гибкость в том, как они могут быть реализованы, например, стойки для труб и ролики, которые могут работать с широким диапазоном диаметров труб.
Некоторые варианты обеспечивают большую гибкость в том, как они могут быть реализованы, например, стойки для труб и ролики, которые могут работать с широким диапазоном диаметров труб.
Другие системы, такие как Process Pipe Cell, поставляются под ключ. Хотя решения «под ключ» являются более сложными, они могут автоматизировать более значительную часть процесса сварки «из коробки». Свяжитесь с нами сегодня, чтобы поговорить с экспертами Red-D-Arc по автоматизации. Эта специализированная группа готова оценить потребности вашего применения в области сварки и помочь вам лучше понять потенциальные решения для вашего применения.
03 22 августа 21:35 ·
Оставить комментарий ·
Red-D-Arc
Инструменты, повышающие эффективность сварки труб
Открытие нового оборудования — отличный шаг к повышению эффективности работы. Однако первым шагом любого улучшения является изменение вашего представления о существующем процессе.
Что не работает в «старом способе» ведения дел? Как новое оборудование устраняет эти недостатки? В этой статье мы хотим поделиться не только инструментами, используемыми для повышения эффективности сварки труб, но и соображениями, которые необходимо учитывать в процессе сварки, прежде чем исследовать оборудование.
(далее…)
31 мая, 19 5:22 ·
Оставить комментарий ·
Колин Браун
На 19 часов быстрее, чем у конкурентов
Техас. Один из наших клиентов пытался нагреть трубу диаметром 42 дюйма с помощью грушевидных горелок, чтобы сварщики могли сваривать стыки. Наша команда увидела возможность создать решение, которое помогло бы нашему клиенту выполнить работу намного быстрее. Чтобы ускорить работу по обогреву в полевых условиях, мы собрали комплект, включающий систему индукционного нагрева Miller ProHeat 35, генератор мощностью 60 кВА и распределительный щит DP25.
Red-D-Arc предоставила надежное решение для индукционного нагрева RDA компании по строительству и обслуживанию трубопроводов в Хьюстоне, которой необходимо было поддерживать постоянную температуру для своих сварщиков при сварке соединений труб. Наш специалист по индукционному нагреву поставил нашему заказчику портативный комплект для индукционного нагрева, состоящий из генератора мощностью 60 кВА, системы индукционного нагрева Miller Pro-Heat 35 и распределительного щита DP25. В качестве экономичной альтернативы существующим пропановым горелкам индукционные нагреватели обеспечивают надежный нагрев, постоянный контроль температуры, увеличение времени сварки и повышение безопасности.
В качестве экономичной альтернативы существующим пропановым горелкам индукционные нагреватели обеспечивают надежный нагрев, постоянный контроль температуры, увеличение времени сварки и повышение безопасности.
С помощью этой установки мы смогли нагреть трубу до 250 градусов примерно за 5 минут. Наш клиент смог превзойти целевое время конкурентов более чем на 19 часов, и его попросили расценить другие работы по конвейеру для своего клиента. Излишне говорить, что они были довольны решением и возможностью дополнительной работы, которую оно создало.
(далее…)
31 мая, 19 4:51 ·
Оставить комментарий ·
Colin Brown
Плазменные резаки способны резать металлы простых и сложных форм, включая создание отверстий, скошенных кромок, строжку и маркировку. Плазменная резка является экономичной и практичной альтернативой газокислородной, лазерной и гидроабразивной резке и используется в промышленности, торговле и домашнем хозяйстве. Плазменные резаки используются во всех отраслях промышленности, включая обрабатывающую, фармацевтическую, нефтегазовую и военную промышленность.
Когда газ нагревается до чрезвычайно высоких температур, электроны в молекулах газа отрываются от ядра, превращая газ в плазму. Плазменная резка осуществляется путем направления плазменной струи через металл.
Преимущества и недостатки плазменной резки по сравнению с другими процессами резки:
(далее…)
29 апреля, 19 4:48 ·
Оставить комментарий ·
Colin Brown
Предварительная и послесварочная термообработка имеет решающее значение для многих сварочных операций. Без надлежащей термической обработки сварные швы и зоны термического влияния могут иметь нежелательные механические свойства. Что еще хуже, неадекватная термическая обработка может привести к трещинам и разрушению сварных швов. В то время как температура и время являются основными факторами при термообработке сварного шва, при выборе процесса также следует тщательно учитывать метод нагрева. Индукционный нагрев является одним из самых популярных видов термообработки, и это справедливо. Преимущества индукционного нагрева многочисленны, и у Red-D-Arc есть оборудование, необходимое для успешной реализации операции индукционного нагрева для ваших проектов.
(далее…)
18 октября, 18 15:12 ·
Оставить комментарий ·
Red-D-Arc Welderentals
Сварка труб малого диаметра может быть затруднена. Малые радиусы часто требуют от опытных сварщиков точных и изящных манипуляций с горелкой. Если сварщик недостаточно опытен, неправильные участки могут привести к ухудшению качества из-за силы тяжести, влияющей на сварочную ванну, и неэффективных углов горелки. Если сварка вне положения не может быть выполнена удовлетворительно, деталь должна быть повернута. Однако некоторые сборки нельзя поворачивать из-за ограничений по размеру или они могут вращаться не по центру. Если для деталей малого диаметра требуется механизированная сварка, не ищите ничего, кроме закрытых сварочных головок Axxair Orbital Fusion.
(далее…)
27 июня, 18 15:49 ·
Оставить комментарий ·
Red-D-Arc Welderentals
Метод, который вы выберете для сварки труб, зависит от места сварки, материалов и размера трубы.
Для сварки стальных труб на открытом воздухе (например, при прокладке труб в траншеях) наиболее распространена ручная дуговая сварка (РДС). Этот используемый метод является нисходящим с использованием целлюлозных электродов (также основные электроды используются для применений из стали с более высокой прочностью). За корневым проходом и горячим проходом следуют заполняющие проходы. Сварка завершается верхним проходом. Используются сварочные аппараты, оптимизированные для сварки под наклоном.
Этот используемый метод является нисходящим с использованием целлюлозных электродов (также основные электроды используются для применений из стали с более высокой прочностью). За корневым проходом и горячим проходом следуют заполняющие проходы. Сварка завершается верхним проходом. Используются сварочные аппараты, оптимизированные для сварки под наклоном.
Сварка труб меньшего размера
Для труб малого диаметра и короткой длины, которые могут свободно вращаться, труба вращается, пока сварочная горелка удерживается неподвижно. Используемые процессы: MIG (GMAW) и TIG (GTAW). В случае сварки TIG необходим механизм подачи проволоки. Технологическая ячейка лучше всего подходит для этого типа сварки.
Сварка больших труб
При сварке больших размеров труб сварка обычно выполняется с использованием орбитального процесса. Обычно используется MIG, но также может использоваться TIG с автоматической подачей присадочной проволоки. Орбитальный процесс с использованием сварочных аппаратов с закрытой головкой также используется в тех случаях, когда трубы меньшего размера не могут вращаться.
В настоящее время используется ряд передовых методов наплавки сварных швов труб. К ним относятся точно контролируемая передача короткого замыкания для корневого прохода (Miller — регулируемое наплавление металла), оптимизированная импульсная сварка (Miller — Pro-Pulse) и управление высокочастотной волной (Lincoln — перенос поверхностного натяжения) для ускорения и улучшения качества сварки. сварка труб.
Red-D-Arc предлагает в аренду широкий спектр оборудования для сварки труб, включая следующее:
- Аппараты для орбитальной сварки с закрытой головкой для труб малого диаметра
- Система для орбитальной сварки TIG для труб большего диаметра
- Система орбитальной сварки MIG
- Ячейка технологической трубы с колебательной сваркой открытой дугой
- Источники питания для сварки TIG и MIG, подходящие для моделей выше
- Пилы для резки и снятия фаски для труб диаметром до 12,75 дюйма (325 мм)
Ознакомьтесь со всем нашим ассортиментом оборудования для сварки труб, включая труборезы и станки для снятия фаски.
Подробнее об орбитальной сварке
04 апреля, 18 10:59 ·
Оставить комментарий ·
Джефф Кэмпбелл
Прекрасный день в Талсе
Прекрасный день в Талсе, Оклахома. – 4 апреля 2018 г.
Посетите стенд № 507 и ознакомьтесь с нашими системами орбитального TIG и индукционного нагрева. У нас есть прекрасно отремонтированный дизельный сварочный аппарат Red-D-Arc мощностью 300 ампер на продажу по специальной выставочной цене!
Не забудьте отсканировать значок для розыгрыша дронов PennWell!!
www.pipelineenergyexpo.com – 3-5 апреля 2018 г.
14 ноября, 17 14:46 ·
Оставить комментарий ·
Red-D-Arc Welderentals
Гость Блогер Катажина К.
Катажина имеет степень магистра материаловедения и работала в нефтегазовой промышленности на должностях, связанных с гидравликой, сваркой и модернизацией нефтяных вышек.
Нержавеющая сталь широко используется в нефтехимической промышленности благодаря ее высокой стойкости к суровым условиям. При сварке нержавеющих сталей мельчайшие детали имеют значение и влияют на качество сварки. Ниже приведены некоторые советы по сварке труб из нержавеющей стали, основанные на моем опыте ремонта нефтяной вышки:
При сварке нержавеющих сталей мельчайшие детали имеют значение и влияют на качество сварки. Ниже приведены некоторые советы по сварке труб из нержавеющей стали, основанные на моем опыте ремонта нефтяной вышки:
Во время проекта по ремонту нефтяной вышки, который включал сварку TIG дуплексной трубы из нержавеющей стали 2205, мы не смогли достичь требуемых свойств сварного шва. Несмотря на использование рекомендованного присадочного металла с более высоким содержанием никеля по сравнению с основным металлом и контроль межпроходной температуры, прочность сварного шва на растяжение все еще была слишком низкой. Чтобы достичь необходимого качества сварки, мы копнули глубже и нашли решение – (далее…)
18 октября, 17 16:39 ·
Оставить комментарий ·
Red-D-Arc Welderentals
«Подготовке следует уделять не меньше внимания, чем самой сварке»
Сварка труб используется во всем мире в различных отраслях промышленности. Трубы различных размеров и сортов материалов соединяются для производства компонентов различной формы и длины — от нескольких футов до многих миль. Несмотря на то, что большинство работ по сварке труб имеют индивидуальные спецификации, существуют некоторые фундаментальные аспекты сварки труб, которые объединяют сварщиков и инженеров-сварщиков в целях достижения высокого качества сварных швов труб.
Несмотря на то, что большинство работ по сварке труб имеют индивидуальные спецификации, существуют некоторые фундаментальные аспекты сварки труб, которые объединяют сварщиков и инженеров-сварщиков в целях достижения высокого качества сварных швов труб.
Выбор подходящего оборудования для сварки труб
Выбор оборудования является главным требованием для получения качественных сварных швов труб. Наивысшими приоритетами при выборе сварочного оборудования для сварки трубопроводов являются надежность, согласованность, точность и контроль процесса. Также очень важно, чтобы оборудование было простым в использовании, а элементы управления были интуитивно понятными. В дополнение к производительности оборудования, рабочая среда также должна быть ключевым фактором при выборе оборудования. Существуют конфигурации для сварки труб, предназначенные для сварки в открытом море, сварки удаленных наземных трубопроводов, общего использования в производственных цехах, а также автоматизированные системы для сварки труб, настроенные по индивидуальному заказу. Правильный выбор может быть непростой задачей — всегда полезно обратиться за советом к специалисту. Обязательно спросите о различных опциях, возможностях и ограничениях каждой системы. При сварке марок CRA (Corrosion Resistant Alloy) необходимо использовать продувку сварного шва, чтобы гарантировать коррозионную стойкость корневого шва. Важность этого не следует недооценивать.
Правильный выбор может быть непростой задачей — всегда полезно обратиться за советом к специалисту. Обязательно спросите о различных опциях, возможностях и ограничениях каждой системы. При сварке марок CRA (Corrosion Resistant Alloy) необходимо использовать продувку сварного шва, чтобы гарантировать коррозионную стойкость корневого шва. Важность этого не следует недооценивать.
(далее…)
23 июня, 17 15:22 ·
Оставить комментарий ·
Colin Brown
Red-D-Arc предлагает широкий ассортимент сварочного оборудования, разработанного специально для профессионалов в области сварки труб. Новейшее оборудование для сварки труб может повысить производительность и обеспечить высочайшее качество сварных швов. У нас есть обширный парк инновационных решений, таких как сварочная система Miller PipeWorx, аппарат для сварки труб с осциллирующей дугой Red-D-Arc, системы Bug-O, системы орбитальной сварки от Lincoln и Axxair, а также оборудование для подготовки концов труб от H&M и E. H. Часы.
H. Часы.
Посетите новый раздел «Сварка труб» на веб-сайте reddarc.com, чтобы узнать больше.
Другие статьи по орбитальной сварке
13 февраля, 17 13:11 ·
Оставить комментарий ·
Red-D-Arc Welderentals
Компания Red-D-Arc выпустила новый продукт, предназначенный для повышения производительности и эффективности сварки труб. Технологическая ячейка Red-D-Arc для труб с осциллирующей сварочной горелкой — это многофункциональная сварочная ячейка с двойным механизмом подачи проволоки.
Система проста в установке и эксплуатации, снижает количество ошибок оператора сварки, сокращает время сварки, увеличивает скорость наплавки, производительность и время горения дуги.
С системой можно использовать различные источники сварочного тока и механизмы подачи проволоки, включая системы Miller RMD PipeWorx 400 и Lincoln STT S350, S500 и S700 Power Wave, при этом все функции сварки управляются через удаленный интерфейс.
Корневые проходы можно выполнять вручную сплошной проволокой с использованием технологии RMD или STT (вместо ручного GTAW или SMAW), за которыми следуют горячие проходы и сквозные проходы сплошной проволокой или с порошковой проволокой) с помощью сварочного генератора помехового типа.
Выберите сварочный позиционер, сварочный патрон, набор токарных роликов или переднюю бабку в соответствии с вашими потребностями. Все функции позиционирования, включая манипулятор сварочной головки, осциллятор, сварочный позиционер и поворотные ролики, управляются с помощью единого элемента управления.
Свяжитесь с экспертом Red-D-Arc по автоматизации сварки, чтобы узнать больше или запросить демонстрацию: 1-866-733-3272 | Связаться с отделом продаж
Посмотреть больше сварочных поворотных столов, трубосварочных аппаратов и позиционеров для сварки труб
12 августа, 16 9:16 ·
Оставить комментарий ·
Red-D-Arc Welderentals
«Мы были рады возможности увидеть демонстрацию продукта для системы Red-D-Arc (Orbitalum). Машина оправдала возложенные на нее надежды, а техническая команда сыграла неоценимую роль»
— Роб Б. (покупатель)
Обновление : Red-D-Arc теперь предлагает оборудование для орбитальной сварки от Axxair.
Одному из наших клиентов, механическому цеху из Opelika, штат Алабама, требовалось решение для эффективной сварки труб и коленчатых секций из нержавеющей стали, способное выдержать гидростатические испытания давлением до 300 фунтов на квадратный дюйм. Потратив время на изучение их требований, специалисты филиала Red-D-Arc в Остелле, штат Джорджия, работали вместе с экспертами из Airgas, чтобы продемонстрировать, как закрытая система орбитальной сварки Orbitalum поможет решить их проблемы.
Специалист по сварке Red-D-Arc Грегори Беллами показал, как чрезвычайно узкая конструкция закрытой сварочной головки Orbiweld 76S идеально подходит для работы в условиях ограниченного пространства. Orbimat 76s был оснащен зажимными втулками (которые доступны для всех размеров труб), чтобы обеспечить точное соответствие и прочную фиксацию. Труба в этом приложении представляла собой трубу из нержавеющей стали диаметром 1,500 дюйма со стенкой 0,035 дюйма, диаметром трубы (прямая труба) и коленом из нержавеющей стали 180 градусов диаметром 1,500 дюйма. с .049″ стена. Когда сварка была завершена, сварные трубы прошли гидростатические испытания при давлении более 300 фунтов на квадратный дюйм.
с .049″ стена. Когда сварка была завершена, сварные трубы прошли гидростатические испытания при давлении более 300 фунтов на квадратный дюйм.
Выражаем благодарность Грегори Беллами и Робу Сторчу из Red-D-Arc, а также Уэйну Бламиру и Биллу Хаттеру из Airgas за их поддержку в еще одной успешной демонстрации клиентов по орбитальной сварке труб.
Подробнее об орбитальной сварке
28 июля, 16 10:46 ·
Оставить комментарий ·
Джефф Кэмпбелл
Компании, занимающиеся сваркой труб, всегда ищут новые способы повышения производительности и заключения большего количества контрактов. В Red-D-Arc наша цель — предоставить наилучшие возможные решения для удовлетворения их потребностей. Недавно сотрудники нашего филиала Red-D-Arc в Лас-Вегасе продемонстрировали систему орбитальной сварки TIG Apex 2100. Демонстрация проводилась на 6,5-дюймовом отрезке трубы из углеродистой стали. Apex 2100 собирает данные о сварке в режиме реального времени и позволяет пользователю отслеживать, настраивать и контролировать параметры сварки на протяжении всего процесса. Компактный и легкий подвесной пульт позволяет удобно работать одной рукой, а простой интерфейс интуитивно понятен и прост в освоении операторами. Систему также легко обслуживать и обслуживать, что обеспечивает максимальное время безотказной работы и техническое обслуживание на месте.
Компактный и легкий подвесной пульт позволяет удобно работать одной рукой, а простой интерфейс интуитивно понятен и прост в освоении операторами. Систему также легко обслуживать и обслуживать, что обеспечивает максимальное время безотказной работы и техническое обслуживание на месте.
Наши специалисты могут провести демонстрацию этого и многих других видов оборудования для автоматизации сварки. Свяжитесь с нами сегодня, чтобы узнать о преимуществах, которые орбитальная сварка и другие системы автоматизации сварки могут принести вашему бизнесу.
Подробнее об орбитальной сварке
26 мая, 16 16:27 ·
Оставить комментарий ·
Джефф Кэмпбелл
«широко используется на ядерных установках и в подводных операциях из-за их возможности установки и эксплуатации роботов…»
Эта универсальная серия труборезов способна резать трубы диаметром от 2 до 24 дюймов и твердые материалы, изготовленные из таких материалов, как ковкий чугун, сталь, нержавеющая сталь, сплавы, детали из конструкционной стали и рельсы. Они обеспечивают быструю и точную холодную резку с квадратной поверхностью под прямым углом и могут быть установлены в любом положении. Поскольку гильотинные труборезные пилы настолько универсальны, их используют водные и газовые компании, атомная энергетика, нефтехимические предприятия, нефтеперерабатывающие заводы, а также для регулярного технического обслуживания предприятий. Э.Х. Гильотинные пилы Wachs полностью портативны и имеют прочную конструкцию, способную работать в сложных условиях. Они компактны, просты в эксплуатации и требуют минимального обслуживания. Точное управление кончиками пальцев позволяет оператору регулировать скорость пильного диска для получения оптимальных результатов. Эти труборезные станки широко используются на ядерных объектах и в подводных операциях благодаря возможности роботизированной установки и эксплуатации. Время установки не более трех минут. Эти пилы для резки труб были адаптированы для многих уникальных ситуаций и хорошо работают в неблагоприятных условиях.
Они обеспечивают быструю и точную холодную резку с квадратной поверхностью под прямым углом и могут быть установлены в любом положении. Поскольку гильотинные труборезные пилы настолько универсальны, их используют водные и газовые компании, атомная энергетика, нефтехимические предприятия, нефтеперерабатывающие заводы, а также для регулярного технического обслуживания предприятий. Э.Х. Гильотинные пилы Wachs полностью портативны и имеют прочную конструкцию, способную работать в сложных условиях. Они компактны, просты в эксплуатации и требуют минимального обслуживания. Точное управление кончиками пальцев позволяет оператору регулировать скорость пильного диска для получения оптимальных результатов. Эти труборезные станки широко используются на ядерных объектах и в подводных операциях благодаря возможности роботизированной установки и эксплуатации. Время установки не более трех минут. Эти пилы для резки труб были адаптированы для многих уникальных ситуаций и хорошо работают в неблагоприятных условиях.
Плюсы и минусы автоматизированной сварки
Для многих производителей ручная сварка по-прежнему остается лучшим методом для большинства производственных операций. Но автоматические сварочные системы могут обеспечить постепенное повышение качества, производительности и прибыльности, если все сделано правильно.
Многие производители сталкиваются с проблемами роста стоимости рабочей силы, нехватки квалифицированных кадров и глобальной конкуренции. Наиболее выгодно автоматизировать свои сварочные услуги, если качество сварки имеет решающее значение или если необходимо выполнять повторяющиеся сварные швы на идентичных деталях.
Предприятиям, производящим ограниченное количество продукции, обеспечивающей получение точных сварных швов, целесообразнее перейти на полуавтоматическую сварку.
Адаптация к полностью автоматизированной сварке потребует большего планирования и рассмотрения, если вы хотите, чтобы ваша продукция была эффективной, производительной, прибыльной и воспроизводимой.
Прежде чем решить, как вы хотите автоматизировать процесс сварки, ознакомьтесь с плюсами и минусами автоматизированной сварки, чтобы вы могли принимать более взвешенные решения на первом этапе.
Преимущества автоматизированной сварки
Автоматизация процессов сварки дает множество преимуществ. Ниже приведены четыре основных преимущества автоматизированной сварки.
Улучшенное качество сварных швов
При ручной сварке количество бракованных сварных швов увеличивается по мере того, как сварщики устают. Автоматизация размещения деталей и резака снизит вероятность человеческой ошибки и бракованных сварных швов.
Повышенная производительность
Полуавтоматическая сварочная машина, управляемая опытным оператором, производит как минимум в два раза больше продукции, чем два квалифицированных сварщика. Если квалифицированный сварщик попал в аварию и не может работать в течение дня, то у вашего бизнеса будет меньше дневной производительности. Квалифицированные операторы станков более доступны, чем группа опытных сварщиков.
Квалифицированные операторы станков более доступны, чем группа опытных сварщиков.
Сокращенные расходные материалы
Расходные материалы — это часть автоматизированных сварочных процессов, которую легко упустить из виду. Форсунки, контактные наконечники и газовые диффузоры могут существенно повлиять на производительность. Правильная стратегия использования расходных материалов и правильное сочетание для автоматизированной сварки помогают снизить затраты и повысить производительность.
Сокращение трудозатрат
Полуавтоматическая сварка требует минимального времени настройки и более высокой скорости сварки. Автоматизированная система сварки может легко затмить квалифицированного сварщика, поскольку она сводит к минимуму вероятность человеческих ошибок в процессе сварки.
Минусы автоматизированной сварки
Автоматизация сварки имеет и свои недостатки. Но любой недостаток можно превратить в возможности. Их следует распознать в тот момент, когда вы начнете автоматизировать свои сварочные процессы.
Более высокие первоначальные инвестиции
Одним из недостатков инвестирования в автоматизированное сварочное оборудование являются высокие капитальные затраты. Автоматизированные процессы сварки требуют более высоких первоначальных инвестиций, чем ручные процессы сварки.
Ручная сварка может быть более экономичной, но в долгосрочной перспективе она все равно может оказаться такой же дорогостоящей или даже дороже, чем автоматическая сварка. У вас будут затраты на рабочую силу, текущий ремонт, стоимость производственных отходов и непредвиденные чрезвычайные ситуации для вашего магазина и сотрудников.
Вы можете начать с более доступных полуавтоматических систем. Если вы ищете экономичное полуавтоматическое сварочное оборудование, Arcboss вас поддержит!
Гибкость
Около 90 процентов производственных компаний, не имеющих автоматизированных систем, считают отсутствие гибкости серьезной ошибкой. В то время как ручные сварщики могут удобно перемещаться от одной детали к другой, автоматические сварочные аппараты могут сосредоточиться только на ключевой нише в процессе сварки.
Одной из слабостей квалифицированного сварщика является его выносливость, позволяющая постоянно получать хорошие результаты в течение всего дня. В то время как автоматическим сварочным аппаратам не хватает гибкости. Мысль о полуавтоматической сварке компенсирует слабость как человека, так и машины.
Кроме того, такие инструменты, как сварочные позиционеры, сварочные вращатели и сварочные манипуляторы, могут обеспечить большую гибкость, поскольку они позволяют рабочему получать стабильно высококачественные результаты.
Автоматизация, заменяющая сварочные аппараты
Исследования показывают, что ИИ постепенно начинает влиять на сварочную отрасль. Некоторые даже говорят, что когда-нибудь роботы заменят людей, но это не обязательно так. Квалифицированный ручной сварщик может производить сварные швы замечательного качества с большей гибкостью.
Полуавтоматическая сварка является наиболее распространенной категорией автоматизации сварки, поскольку она объединяет возможности человека и машины, поскольку они дают более эффективные результаты, чем квалифицированный сварщик и точный робот.