Содержание
Сварка ПНД труб своими руками разными методами
Содержание
- Варианты установки
- Монтаж враструб
- Сварка экструдером
- Обзор цен
Монтаж канализационной системы выполняется с использованием специальных трубопроводов, которые могут быть выполнены из пластика, керамики или металла. Как и у многих пластмассовых отводов, сварка ПНД труб может выполняться при помощи термических инструментов или муфт для прессованного холодного крепления.
Варианты установки
Технологически можно соединить трубы ПНД без сварки либо используя специальный сварочный аппарат. У обеих методик есть свои достоинства и недостатки, рассмотрим преимущества каждого метода крепления.
Холодная сварка или прессовка является самым простым вариантом, это очень дешевый и доступный метод, который выполняется посредством использования специальных муфт. Такая технология используется в основном для трубопроводов больших диаметров – от 20 до 300 мм. Компрессионные фитинги под холодную сварку имеют следующие плюсы:
- Простота использования;
- Большой выбор размеров;
- Обеспечение плотного соединения с высокими показателями герметизации.


Но прессование преимущественно используется только для крепления ненапорных водопроводных соединений. У пластиковых труб относительно небольшая жесткость, за счет чего при сильном внутреннем давлении шов может просто разойтись, в отличие от сварочных креплений, которые считаются «мертвыми».
Классическая сварка, или как принято говорить, пайка труб ПНД может выполняться электромуфтовым методом либо для её осуществления используется определенный аппарат для сварки. Электромуфты представляют собой очень практичный метод соединения металлических газовых труб, а также пластиковых коммуникаций водоснабжения. На свободный участок отвода устанавливается муфта определенного диаметра, после чего в неё задвигается второй отрезок трубы. Такая пайка еще называется стыковая, из-за того, что для осуществления максимально прочного и плотного крепления нужно установить части трубопровода очень плотно с минимальным зазором.
Фото — фитинги
Муфтами удобно работать на больших диаметрах, но это не самое лучшее решение для отводов под умывальник или коммуникаций отопления. Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.
Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.
Фото — стыковая
Ручная пайка труб производится посредством использования паяльника, для неё требуется специальное оборудование для организации ПНД соединений. Для произведения таких работ очень важна температура нагревательных элементов и время выдержки. Обратите внимание, что эти параметры выбираются исходя из технических характеристик паяльного устройства, толщины ПНД и диаметра отводов.
Достоинства методики:
- Это наиболее долговечный и надежный вариант. За счет осуществления неразъемного крепления, может использоваться как для напорных ГБН, так и для ненапорных соединений запорной арматуры;
- Фланцевые соединения могут использоваться как при креплении наружной системы, так и при установке внутренних магистральных труб;
- Не требуется предварительное обучение. Вполне достаточно просмотреть видео и прочитать нормативы СНиП, где подробно указывается, как производить обрезку, установку и крепление.

Но к недостаткам относится то, что соединение при необходимости нельзя снять. Несмотря на все достоинства этого, иногда требуется открыть и прочистить трубу.
Монтаж враструб
Нужно отметить, что в отечественных документах Вы не найдете никаких стандартов для проведения растубной пайки. Она описывается только в европейских стандартах DVS 2207-15. Пошаговая инструкция, как провести сварку труб ПНД муфтами:
- Перед началом работы потребуется подготовить коммуникацию. Для этого наружная поверхность очищается от различных загрязнений: пыли, жира. Это можно сделать влажной тряпкой и спиртовым раствором или специальной смесью. Она продается в сантехнических магазинах;
- После приводится в порядок место стыка. От гладкости среза зависит плотность крепления. Следует пройтись по торцу трубы наждачной бумагой или зачистить её при помощи смятой газеты. После стык труб ПНД подрезается для образования фаски 1 мм на 45 градусов, это очень важно для плотного крепления;
Фото — стыковка
- Далее, нужно отводы установить в муфту. Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза). Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента;
Фото — соединение
- Предварительно прогретая насадка максимально быстро вдевается на коммуникацию, после чего в неё вставляется второй отвод;
- Продвигать отрезки нужно очень осторожно, но быстро, иначе можно перегреть полиэтилен. Если все делается правильно, то из-под муфты начнет выходить жидкая пластмасса.
 Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза). Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента;
Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза). Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента;После окончания нагрева и сварки нужно снять муфту и зафиксировать трубы на твердой поверхности.
Фланцами работать еще проще. Они представляют собой резьбовые соединения для установки. Соответственно, на одном конце коммуникации вырезается резьба, в которую вкручивается элемент, а уже на него надевается труба. Место стыка прогревается феном или муфтой.
Фото — фланец пнд
Сварка экструдером
Ручным феном или паяльником немного сложнее работать, т.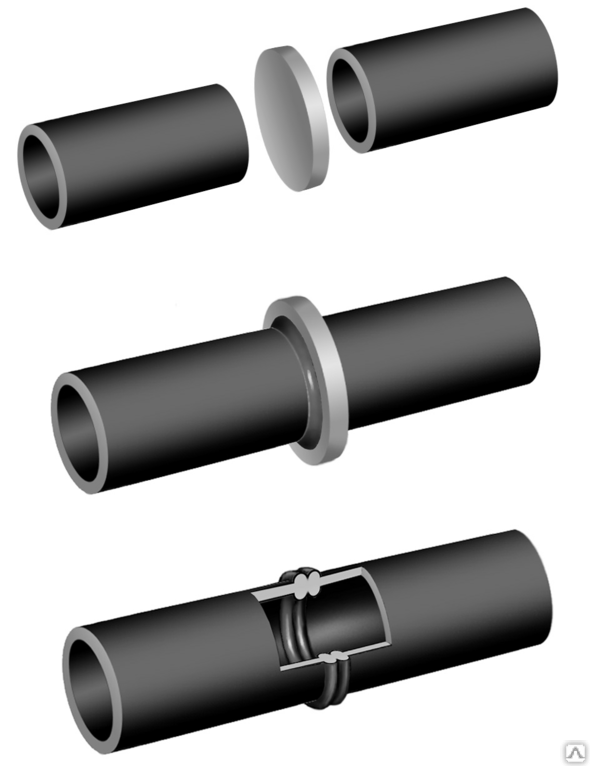 к. нужно дополнительно контролировать не только время прогрева, но и собственные движения. При неправильном осуществлении сварки можно нарушить целостность труб ПНД или испортить шов.
к. нужно дополнительно контролировать не только время прогрева, но и собственные движения. При неправильном осуществлении сварки можно нарушить целостность труб ПНД или испортить шов.
Фото — профессиональный инвертор
Пошаговая инструкция сварки при помощи инвертора:
- Нужно обрезать коммуникацию до определенного размера, обязательно зачистить торец;
- Температура для сварки ПНД – 260 градусов, на этот уровень устанавливается паяльник, одновременно устанавливаются и прогреваются сварочные насадки;
- Перед началом работы обязательно измеряется и отмечается нужная глубина установки, она должна составлять не менее 2 мм;
Фото — установка фитинга
- Самым сложным в этом процессе является момент, когда нужно зацентрировать фитинг и трубу в насадке. Профессиональный станок содержит в своей комплектации специальный центрирующий механизм, если его нет, то просто постарайтесь все сделать очень точно;
- После соединения задвигаются до отметки (не до стыка) и выдерживаются определенное время;
- По окончании работы аппарат выключается, а место сварки труб фиксируется для охлаждения.

Очень важно не передержать крепление, если слишком затянуть сварку, то ПНД станет очень тонким или произойдёт наплыв полиэтилена на внутренний диаметр. Чтобы контролировать этот момент используется специальная таблица:
| Наружный диаметр, мм | Сварной шов, мм | Нагрев, сек | Соединение, сек | Охлаждение, сек |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 32 | 50 | 12 | 8 |
Видео:Электромуфтовая сварка труб ПНД
 Инструкция (анимация)» src=»https://www.youtube.com/embed/-ZWVQ3XR_ao?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Инструкция (анимация)» src=»https://www.youtube.com/embed/-ZWVQ3XR_ao?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Обзор цен
Купить аппарат для сварки труб ПНД можно в любом городе, если цена не подходит, то сейчас многими компаниями предоставляется аренда оборудования. Рассмотрим стоимость модели V-Weld R063:
| Город | Цена, у. е. |
| Воронеж | 28 |
| Екатеринбург | 28 |
| Казань | 30 |
| Краснодар | 28 |
| Москва | 33 |
| Новосибирск | 30 |
| СПб | 33 |
Читайте также:
Муфты для соединения полиэтиленовых, пластиковых и стальных труб
Нормы ручной и автоматической сварки трубопроводов
Фитинги для труб ПНД — компрессионные, латунные: способы соединений
Сварка и монтаж труб ПНД своими руками (инструкция и видео) 2022
Трубы, изготовленные из полиэтилена ПНД, используются практически во всех современных коммуникационных системах, начиная с подачи воды и заканчивая газопроводами и каналами для протяжки кабеля. Они прочные, эластичные и износостойкие. Правильный монтаж трубопроводной системы из полиэтилена обеспечит ее надежность даже в местах стыков трубных отрезков, а знание того, как соединить трубы ПНД своими руками, сэкономит средства на их установку.
Они прочные, эластичные и износостойкие. Правильный монтаж трубопроводной системы из полиэтилена обеспечит ее надежность даже в местах стыков трубных отрезков, а знание того, как соединить трубы ПНД своими руками, сэкономит средства на их установку.
Виды трубопроводных систем из ПНД
Из полиэтилена низкого давления изготавливают трубы разного назначения, которые идут на монтаж следующих систем:
- Водопроводных,
- Газовых,
- Канализационных,
- Дренажных,
- Обсадных для устройства водяных скважин,
- Изоляционных для силового либо связного кабеля.
ВАЖНО! Труба ПНД может использоваться как для внутренних коммуникаций, так и для устройства внешних магистралей на открытых местах и под землей.
Установка трубы в систему
Трубы ПНД выпускаются мерными отрезками стандартной длины – по 6 и по 12 метров, а также в бухтах либо катушках большой длины – по 100-500 метров. В процессе их установки в систему в конкретном помещении обязательно потребуется выполнение следующих операций:
- Распил (разрез) полиэтиленовых труб под пайку либо фитинговое соединение. Эта операция должна проводиться очень аккуратно, чтобы срез получился максимально ровный, без трещин и заусенцев, перпендикулярный к поверхности трубы. Такой разрез может проводиться с помощью:
- Ручного либо электрического трубореза, которые справляются с трубами диаметром от 15-ти до 30-ти мм,
- Кругового резака для бытовых труб диаметрами от 15-ти до 160-ти мм,
- Так называемой «трубной гильотины», используемой для создания качественного разреза трубы от 63-х до 350-ти мм диаметром,
- Ленточной пилы, являющейся наиболее дорогим профессиональным инструментом и способной создавать чистые и ровные срезы труб диаметром до 1600 мм.
- Распрямление колец бухты в прямые отрезки потребуется при покупке большого метража трубы. Сложность состоит в том, что при выпрямлении трубы можно нечаянно повредить ее. Здесь нужно вспомнить, что материал трубы – ПНД, который является термопластичным полимером. Поэтому для небольшого изменения формы достаточно недолго подержать изделия в теплом месте (в отапливаемом помещении, на солнце) либо обдать их горячей водой. После этого они будут легко гнуться.
- Образование угла посредством сгибания прямых отрезков. В этом случае потребуется больший прогрев определенного участка, чем при распрямлении дуги. Для этого используют нагрев той же горячей водой, строительным феном либо простой газовой горелкой.
 Эта операция должна проводиться очень аккуратно, чтобы срез получился максимально ровный, без трещин и заусенцев, перпендикулярный к поверхности трубы. Такой разрез может проводиться с помощью:
Эта операция должна проводиться очень аккуратно, чтобы срез получился максимально ровный, без трещин и заусенцев, перпендикулярный к поверхности трубы. Такой разрез может проводиться с помощью: После этого они будут легко гнуться.
После этого они будут легко гнуться.ВНИМАНИЕ! Для сгиба трубы ПНД нагревать ее следует очень осторожно, так как при малом прогреве она может сломаться на сгибе, а слишком высокая температура может повредить ее.
Способы соединений
Способы соединения полиэтиленовых труб можно разделить на две основные группы: монтаж с помощью дополнительных деталей (муфт и фитингов) и прямая сварка стыков.
Сварка
Сварочные швы обеспечивают наиболее прочное неразъемное соединение с полной герметизацией стыков, выдерживающее нагрузки, аналогичные цельным поверхностям. Пайка применяется к трубам, диаметр которых превышает 50 мм, и требует наличия специального сварочного аппарата.
Сварка отрезков трубы ПНД может проводиться:
- Встык. В этом случае требуется особая ровность срезов и смещение их относительно друг друга не более чем на 10 % от толщины стенок трубы. Работа проходит последовательно:
- Срезы труб очищаются от всех загрязнений и обезжириваются (напр., спиртом или другими веществами),
- Оба торца нагреваются до вязкости полимера,
- Отрезки трубы соединяются с применением давления и фиксируются неподвижно до полного остывания. При этом нужно следить, чтобы шов получался ровным, без впадин и выступов для гарантии его надежности.
- С применением электросварной муфты. Здесь также потребуется аппарат для работы с такими муфтами, которые имеют встроенную спираль и могут быстро плавиться при ее нагреве:
- Очищенные и обезжиренные концы трубы закрепляются в муфте,
- Клеммы аппарата подсоединяются к выходам спирали до начала ее расплава,
- Труба фиксируется до полного остывания.
 В этом случае требуется особая ровность срезов и смещение их относительно друг друга не более чем на 10 % от толщины стенок трубы. Работа проходит последовательно:
В этом случае требуется особая ровность срезов и смещение их относительно друг друга не более чем на 10 % от толщины стенок трубы. Работа проходит последовательно:Как это делается смотрите на видео.
ВАЖНО! Сварные муфты обычно применяются в труднодоступных местах, где простая сварка затруднительна: при создании врезок либо ремонте уже смонтированных систем, в колодцах и т. п.
п.
Монтаж
Под прямым монтажом подразумевают создание разъемных соединений с помощью фитингов всех имеющихся видов: муфтовых, угловых отводов, тройников, разводных на 4 отрезка и т.п. Такие соединения обычно осуществляют в системах, где не требуется суперпрочности монтируемых стыков, либо на участках, где может потребоваться демонтаж и реконструкция (например, в частном доме для подключения внешней оросительной системы на летний период).
Бессварочный монтаж может проводиться следующими способами:
- Соединение труб с помощью устроенных на них раструбов, оснащенных уплотнительными кольцами, для которого достаточно просто приставить соответствующие элементы труб друг к другу и хорошо прижать.
- Фитинговое соединение компрессионными элементами проходит в несколько этапов:
- на срез трубы натягивается прижимная гайка;
- труба надевается на штуцер фитинга плотно до упора;
- прижимная гайка закручивается с помощью ключей.
Сварка и монтаж труб ПНД своими руками: технология работы
Полиэтилен низкого давления в рейтинге популярности среди материалов, применяемых для сборки трубопроводов, занимает лидирующие позиции. Секрет такой востребованности легко объясняется универсальностью применения и простотой монтажа полиэтиленовых труб.
Секрет такой востребованности легко объясняется универсальностью применения и простотой монтажа полиэтиленовых труб.
Но, как и с любым другим полимером, качественный монтаж труб ПНД своими руками возможен только при строгом соблюдении технологии. Мы расскажем, какие нюансы нужно учитывать при подборе элементов. Мы объясним, как правильно их сгибать и выпрямлять.
Содержание статьи:
- Эффективные методы для соединения HDPE Pipes
- Огромные методы подключения
- Butt Welding
- By Electrofusion Welding
- Снарядимые методы соединения
- Использование подгонки от HDPE
- Base Base Base Base Base Base Base Base Base Base Base Base Base Base Base Base Base Base Base Bas фланец
- Как согнуть или разогнуть изделие?
- Обзор методов наращивания труб
- Эффективные методы гибки заготовки
- Выводы и полезное видео по теме
Эффективные способы соединения труб ПНД
Технологически соединить трубы ПНД можно двумя основными способами — неразъемным и разъемным.
Первый включает в себя , второй реализуется без его использования.
Каждый способ крепления имеет свои преимущества и недостатки, поэтому оптимальный вариант соединения полимерных труб выбирается исходя из конкретных условий
Сварные неразъемные соединения обеспечивают максимальную герметизацию, что особенно важно при устройстве . Разъемные соединения просты в монтаже и позволяют в любой момент демонтировать трубопровод для перенастройки линии или дополнения ее новыми отводами.
Способы неразъемного соединения
Для соединения труб ПНД применяют два способа неразъемного соединения: сваркой встык и установкой электросварной муфты.
В любом случае при реализации этих методов к соединениям предъявляются следующие требования:
- Максимальный угол смещения свариваемых отрезков должен быть не более 10 % относительно толщины стенки соединяемых труб.
- Стыковый шов должен выполняться выше внешнего уровня поверхности смежных сегментов.
- Высота валика хорошо выполненного шва должна варьироваться в пределах 2,5-5 мм.

Оптимальное значение высоты ролика зависит от толщины стенки расплавленного продукта. На тонкостенных трубах (до 5 мм) она должна быть не более 2,5 мм. Если толщина стенки труб колеблется в пределах 6-20 мм, то высота валика должна быть не более 5 мм.
Сварка встык
Создание неразрывного соединения осуществляется путем размягчения материала до состояния вязкой субстанции с тем, чтобы произошло диффузное соединение его частей. Применяется для труб, имеющих толщину стенки более 5 мм.
Соединение встык с помощью сварочного аппарата применяют при устройстве трубопроводов, по которым необходимо транспортировать жидкость под высоким давлением
Способ соединения с помощью сварки применяют на прямых участках водопровода, который предполагается эксплуатировать под давлением. Только он позволяет получить герметичное соединение при диаметрах свыше 200 мм, поскольку не создает потери жесткости трубы, приводящей к деформации.
Прочная сварка труб ПНД своими руками осуществляется с помощью специального инструмента. Суть метода заключается в нагреве торцов состыкованных элементов до вязкого состояния с помощью нагревательного сопла. Размягченные концы просто соединяются друг с другом под давлением, после чего соединительному участку просто дают остыть.
Основная сложность при работе с оборудованием заключается в необходимости контролировать не только степень нагрева элементов, но и собственные движения тела, чтобы не испортить шов и не нарушить целостность труб
При выполнении сварочных работ важно выдерживать температурный режим нагревательных элементов.
Параметры времени выдержки и температуры нагревательных элементов определяются с учетом трех факторов:
- Толщина стенок трубопровода.
- Диаметр изгибов.
- Технические параметры паяльного аппарата.
Сварка труб – самый надежный и долговечный вариант. С его помощью можно создать цельное крепление, выдерживающее давление как безнапорное, так и напорное.
Основным преимуществом сварочных приспособлений является надежность, чего невозможно добиться методом холодной штамповки. К недостаткам метода сварки можно отнести только невозможность разборки стыка для обслуживания и очистки одной и той же трубы
Сварку выполняют в следующей последовательности:
- Коммуникации разрезаются на заданные размеры. Подровняйте параллельность плоскости торцов. Торцы зачищаются наждачной бумагой.
- Концы скошены шириной 2-3 мм. Место сварки тщательно зачищают и обрабатывают обезжиривающим составом.
- Паяльник настроен на отметку нагрева 260°. Пока он разогревается, сварочные сопла нанизываются и ждут, пока их степень нагрева не достигнет заданной температуры.
- С помощью центрирующего механизма штуцер и конец трубы углубляются в полость патрубка. Если в паяльнике не предусмотрен центрирующий механизм, соосность придется проверять «на глаз», делая стык максимально точным.
- Центральные элементы отводятся на указанный уровень, соединяясь под давлением, и выдерживают время, указанное в инструкции по оплавлению.
- После завершения работы устройство отодвигается в сторону и отключается от сети. Участок сварки без смещения и поворота фиксируется в заданном положении до полного остывания поверхности.

При сварке важно не передержать. Это может вызвать образование наплывов полиэтилена по внутреннему диаметру изделия.
Стол, который следует использовать для контроля процесса, чтобы получить максимально прочное соединение, но не перегревать пластик
Для надежного прилегания глубина установки должна быть около 2 мм. С учетом указанной глубины полученный шов будет иметь ровный презентабельный вид при той же высоте отступа.
Следующая подборка фото ознакомит Вас с этапами стыковой сварки труб ПНД:
Фотогалерея
Фото
Ослабив фиксирующие хомуты центратора, заводим в них трубы ПНД. Выровнять и зафиксировать
Концы труб очистить от пыли и загрязнений, обезжирить спиртом, убрать пластиковую стружку. Ставим стусло на станину и вырезаем соединяемые элементы
Устанавливаем нагревательный элемент на подготовленный к соединению стык, включаем гидравлику, чтобы подвести концы к нагревательному устройству. Выставляем необходимую температуру, начинаем сварку
Выставляем необходимую температуру, начинаем сварку
По завершению шовной сварки ставим таймер ожидания остывания полиэтилена. Для получения прочного соединения ему необходимо не менее 7 минут. Затем отключить давление и выпустить сварную трубу
Этап 1: Установка сварных труб в центратор
Этап 2: Подготовка торцов труб с забоем
Этап 3: Установка нагревательного элемента
Этап 4: Ожидание охлаждения полиэтилена
Электромуфтовой сваркой
При реализации данного способа неразрывного соединения применяют электромуфтовую сварку или электросварку фитингов.
Используемый для этой цели одноразовый рукав изготовлен из того же материала, что и трубы, но дополнительно оснащен встроенным нагревательным элементом
Этот метод эффективен при работе в ограниченном пространстве. Например, при выполнении ремонтных работ в колодцах или когда нужно сделать врезки в ранее соединенные трубы.
Единых стандартов на раструбную сварку в отечественных нормативных документах нет. Эта технология чаще используется в европейских странах и регулируется стандартами DVS-220715.
Эта технология чаще используется в европейских странах и регулируется стандартами DVS-220715.
Фотогалерея
Фото
Установка электродов для электромуфтовой сварки
Быстрый ремонт муфты
Автоматизация процесса сварки труб ПНД
Область применения электромуфтовой сварки
Технология соединения труб ПНД с применением муфт включает ряд основных этапов:
- Подготовка места для общения. Наружная поверхность выпускного отверстия очищается от жира и пыли. Для этого используются мыльные и спиртовые растворы, представленные в широком ассортименте в строительных магазинах.
- Обработка швов. Плотность крепления напрямую зависит от того, насколько ровно выполнен срез. Для получения идеально гладкой поверхности торец трубы затирают кусочком мелкозернистой наждачной бумаги.
- Снятие фаски . Стык метчика срезан под углом 45°. Скос позволит обеспечить максимально плотное прилегание элементов и их крепление.
- Муфта в сборе. Муфта подключена к источнику питания. После ее нагрева до заданной температуры одну сторону (оправку) рукава надевают на трубу, а второй конец (рукав) присоединяют к выходу второй трубы.

Ключевым условием выполнения электромуфтовой сварки является обеспечение неподвижности деталей в момент нагрева и затвердевания. осторожно, чтобы не перегреть полиэтилен.
На конце муфты углубляют второй отрезок трубы, максимально плотно маркируя части трубопровода, чтобы получился минимальный зазор
При заглублении отрезков в полость муфты будьте готовы к постепенному выходу жидкого пластика из-под него. После завершения работ остается только снять муфту, а подсоединенный трубопровод уложить на твердую поверхность, чтобы зафиксировать в нужном положении.
После застывания расплава в месте соединения будет виден обжимной хомут, который плотно прилегает к трубе.
Но выбирая этот способ, стоит учитывать, что пластиковые трубы не отличаются высокой жесткостью. А потому при сильном внутреннем давлении созданный шов может просто разойтись. Муфтовое соединение – не лучшее решение для обустройства отопительных коммуникаций и создания ответвлений под умывальник.
А потому при сильном внутреннем давлении созданный шов может просто разойтись. Муфтовое соединение – не лучшее решение для обустройства отопительных коммуникаций и создания ответвлений под умывальник.
Оценка сильных и слабых сторон различных Статья посвящена содержанию, с которым советуем ознакомиться.
Способы разъемного соединения
Если рассматривать варианты разъемных соединений, то они реализуются с использованием фланцев и компрессионных фитингов. При строгом соблюдении монтажа они получаются такими же надежными, как и те, которые создаются с помощью сварочного аппарата.
Фотогалерея
Фото
Трубы ПНД и изготовленные для них соединительные элементы — лучший способ сборки летнего водопровода для дачи
Трубы ПНД поставляются в бухтах, что значительно облегчает транспортировку материала на объект объект и его хранение перед сборкой системы
Ассортимент сортового проката из ПНД включает трубы для перекачки воды технических и питьевых категорий, стоков и других сред, они представлены обширным ассортиментом позиций с различной прочностью и диаметром
Изготовители выпускают арматуру для всех типов и размеры полиэтиленовых труб, с помощью которых быстро и надежно производятся линейные, угловые, тройниковые и другие соединения
Тройники и крестовины применяются в соединительных патрубках, запорной и регулирующей арматуре
Полиэтиленовые трубы прекрасно переносят прямое воздействие солнечных лучей, не деформируются после нагрева
Автономные системы сооружаются из труб ПНД для обслуживания как одного хозяйства, так и группы участков и даже поселка
Трубы ПНД используются при прокладке мелкозаглубленных систем, проходящих над горизонтом сезонного промерзания. Такой водопровод в законсервированном виде, т.е. со слитой из него водой, спокойно пролежит зимой в земле и будет готов к работе в следующем сезоне
Такой водопровод в законсервированном виде, т.е. со слитой из него водой, спокойно пролежит зимой в земле и будет готов к работе в следующем сезоне
Дачный трубопровод из труб ПНД
Поставка полиэтиленовых труб в бухтах
Трубы для перекачки питьевой воды
Арматура для монтажа полиэтиленовых трубопроводов
Использование тройника в сборке трубопровода
Открытая прокладка летнего водопровода
3 Магистральные линии 90 для содержания поселка
Устройство системы мелководья
В состав любого неразрывного соединения входит эластичная часть. При опрессовке компрессионным инструментом заполняет все пустоты в области стыка, тем самым устраняя протечки.
С использованием фитингов из ПНД
Для реализации этого способа используются компрессионные фитинги, представляющие собой валы, дополненные наружной резьбой с обеих сторон.
Могут соединяться с трубами, обеспечивая герметичное соединение с высокой герметизирующей способностью. В этом случае разборное соединение не составит труда в любой момент снять, чтобы изменить конфигурацию магистрали или произвести срочный ремонт.
В этом случае разборное соединение не составит труда в любой момент снять, чтобы изменить конфигурацию магистрали или произвести срочный ремонт.
Такой способ разъемного подключения часто выбирают в условиях частного домовладения, когда необходимо подключить кран от источника водоснабжения к водопроводу, идущему от дома
Последовательность действий для получения фитингового соединения:
- На подготовленные концы обеих труб надеваются проставочные кольца из полиуретана или резины. Внешний диаметр кольца должен быть равен внутреннему размеру соединяемых труб.
- Концы оснащены натяжной гайкой и двумя компрессионными шайбами. Первая шайба предназначена для выдавливания распорного кольца, вторая предназначена для затягивания гайки относительно торца трубы.
- Соединение стыкуется по принципу «труба – фитинг – труба». Для повышения надежности он прижимается к упору с двух сторон натяжной гайкой.
Для сборки навесных деталей используется специальный ключ. На соединительных штуцерах откручиваются зажимные гайки.
На соединительных штуцерах откручиваются зажимные гайки.
Детали, смонтированные с помощью компрессионных фитингов, могут быть многократно разобраны и использованы повторно без ущерба для надежности соединения
Основное преимущество такого способа соединения в том, что его удобно осуществлять даже при значительном снижении температуры окружающей среды. При этом граница сварных швов не менее +5°С.
Широкий ассортимент соединительных элементов различного диаметра позволяет собрать любую проводку, сделав необходимые ответвления в трубопроводе.
Путем установки фланца
Фланцевый тип соединения выбирают при необходимости присоединения ПНД трубопровода к стальным трубам. С помощью фланцев удобно подключать к магистралям клапаны, регуляторы и задвижки.
В продаже имеются фланцы накидные стальные и те, которые снабжены втулками, приваренными к концам полимерных труб
Для установки на полиэтиленовые трубы применяют фланцы, соответствующие ГОСТ 12882. 80. Они имеют увеличенный внутренний диаметр.
80. Они имеют увеличенный внутренний диаметр.
Установка фланца выполняется в следующей последовательности:
- На одном конце выполняется коммуникационная резьба.
- Элемент ввинчивается в резьбу.
- На элемент надевается отвод присоединяемой трубы.
- Стык прогревается муфтой или феном.
Перед надеванием фланца необходимо осмотреть его на наличие острых выступов и зазубрин, которые могут повредить конец полиэтиленовой трубы.
Как согнуть или выпрямить изделие?
Трубы полиэтиленовые доступны в продаже прямыми 12-метровыми отрезками или в виде сплошных изделий, намотанных на большие бухты. При скручивании изделия приобретают форму колец и деформируются. Перед тем, как выпрямить или согнуть деформированную трубу ПНД, ее необходимо нагреть.
При монтаже трубопровода часто приходится выпрямлять скрученную или, наоборот, сгибать деформированную полиэтиленовую трубу
Полиэтилен низкого давления славится хорошей эластичностью. Но теряет это свойство при температуре нагрева выше +80°С. Этот момент используют при необходимости изменить конфигурацию изделия.
Но теряет это свойство при температуре нагрева выше +80°С. Этот момент используют при необходимости изменить конфигурацию изделия.
Но стоит помнить, что для расширения или изгиба температуру можно поднимать только на короткий промежуток времени. Ведь полиэтиленовая труба относится к категории стройматериалов, которые при нарушении температурного режима могут повредиться.
Обзор способов наращивания труб
Расправить трубу, устранив заломы, возникшие при ее хранении и транспортировке, проще всего после легкого нагревания изделия. Если замена или ремонт трубопровода проводится летом, когда солнечные лучи максимально жаркие, можно использовать их для достижения поставленной задачи.
Чтобы выпрямить трубу ПНД, нужно просто оставить ее на пару часов под прямыми солнечными лучами, прочно зафиксировав концы отрезка
УФ-лучи не ухудшат эксплуатационные параметры полиэтилена, но в то же время могут размягчить стенки изделия на некоторое время. Вам останется только закрепить размягченную трубу вдоль жесткой опоры или стены, либо уложить в заранее вырытую траншею. Перед тем, как выпрямить изогнутую трубу ПНД на земле, нужно освободить участок.
Перед тем, как выпрямить изогнутую трубу ПНД на земле, нужно освободить участок.
Если вам приходится работать зимой, используйте для нагрева изделия горячую воду. Но этот метод эффективен для труб, размер которых не превышает 50 мм. В качестве вспомогательного средства для выпрямления можно использовать металлические перила и кирпичную кладку. В любом случае: чем короче длина изделия, тем легче с ним будет работать.
Эффективные способы гибки заготовки
Если возникает обратная ситуация, когда необходимо согнуть трубу ПНД, применяется все та же термообработка.
Для прогрева применяют следующие способы:
- обдув горячим строительным воздуходувкой;
- утеплить стенки изделия газовой горелкой;
- обдайте поверхность кипятком.
Для упрощения процедуры гибки лучше соорудить погонажную раму. Каркас, размер которого соответствует диаметру гнутой трубы, можно изготовить из обычных листов ДВП. Чтобы поверхность рамы была гладкой, отшлифуйте ее наждачной бумагой.
Для гибки трубы ПНД феном работы выполняются в следующей последовательности:
- Обрабатываемое место прогревается строительным феном.
- Размягченная заготовка заглубляется в опоку.
- Аккуратно согните трубу, не прилагая чрезмерных усилий, чтобы изделие не сломалось на изгибе.
Создав необходимый угол изгиба, необходимо оставить изделие до полного остывания и только потом снимать с рамы.
Для обеспечения равномерного прогрева поверхности полиэтиленового изделия трубу необходимо постоянно вращать вокруг своей оси, подставляя под лучи различные участки
Важный момент: при прогреве трубы необходимо придерживаться «золотой середины» ». Если поверхность недостаточно прогрета в момент изгиба, труба может сломаться. Если во время нагревания нагревательный элемент поднести слишком близко к продукту, полимер может воспламениться.
Выводы и полезное видео по теме
Знакомьтесь с нюансами сварки и обработки труб ПНД в следующих видеороликах.
Видео №1. Как осуществляется сварка встык:
Видео №3. Вариант правки труб:
При выборе способа соединения и выравнивания полиэтиленовых труб учитывают уровень давления рабочей среды необходимо учитывать. Это сведет к минимуму негативное влияние манипуляций с трубопроводом на его технические характеристики.
Знаете ли вы технологические нюансы соединения полиэтиленовых труб, не описанные в статье? Если личным опытом строительства трубопроводов из ПНД, то каким бы Вы хотели поделиться с посетителями сайта и с нами? Пожалуйста, пишите комментарии в блоке ниже, размещайте фото, задавайте вопросы по теме статьи.
Сварка полиэтиленовых труб | Торудеаби 24
Для образования прочных неподвижных соединений при монтаже трубопроводных систем применяют сварку с оплавлением торцов труб-эстакад или цилиндрических поверхностей полиэтиленовых труб.
Выбор оптимального способа соединения труб ПЭМ
Способ сварки концевого типа связан с необходимостью особо тщательного выполнения ряда технических условий. Способ соединения, основанный на использовании дополнительных деталей (фитингов), отличается оптимальным сочетанием простоты технологических операций и высокой надежности соединений. Применение муфтового метода позволяет производить сварку тонкостенных полимерных деталей без повреждений и деформационных нарушений. Муфтовая технология может применяться для сварки труб в жилых домах, коммерческих помещениях и на промышленных объектах. Разновидностей метода сцепки:
- Сварка с использованием специального паяльника для нагрева;
- Электромуфтовая сварка трубопроводов
Электромуфтовый метод сварки позволяет получать высокопрочные соединения полиэтиленовых труб, устойчивые к изменяющимся нагрузкам. Для выполнения сварных соединений применяется специализированная электроплавка, снабженная нагревательными закладными элементами. Сварку труб можно выполнять с помощью электросварных фитингов ПНД, оснащенных встроенными нагревательными змеевиками. Формирование высокопрочных монолитных соединений основано на нагреве материала фурнитуры до состояния частичного плавления.
Сварку труб можно выполнять с помощью электросварных фитингов ПНД, оснащенных встроенными нагревательными змеевиками. Формирование высокопрочных монолитных соединений основано на нагреве материала фурнитуры до состояния частичного плавления.
Технология электромуфтовой сварки
Важнейшим преимуществом электромуфтовой сварки является отсутствие грата, нарушающего норму газопроницаемости труб. Применение электромуфтовой технологии особенно актуально в условиях ограниченного пространства, когда невозможно использовать крупногабаритное сварочное оборудование. Последовательность операций электромуфтовой сварки:
- Для нарезки полиэтиленовых труб нужной длины используется специальный инструмент.
- Электромуфта и свариваемые участки труб тщательно очищаются от мусора, пыли и стойких загрязнений;
- Для контроля глубины погружения в муфту на трубы наносят метки;
- На дальних концах труб устанавливаются заглушки, исключающие риск потери тепла;
- Муфта электрическая подключается проводами к сварочному аппарату;
- Процесс сварки начинается после нажатия кнопки пуска;
- Сварочный аппарат автоматически отключается по завершении процесса;
- Сварное соединение пригодно к эксплуатации после охлаждения и полного затвердевания.
