Содержание
материалы для сварки и их применение
Сплавы алюминия находят широкое применение в промышленности в виде отливок, листов, а также профилей сложной формы. При небольшой плотности сплавы алюминия отличаются высоким уровнем прочности, коррозионной стойкости и пластичности. Это достигается благодаря легированию их различными добавками — марганцем (Mn), магнием (Mg), кремнием (Si), хромом (Cr) и никелем (Ni).
Сплавы алюминия можно разделить на две группы:
- деформируемые, которые в свою очередь могут быть неупрочняемыми (сплавы алюминия с марганцем и магнием) и упрочняемые термообработкой (дюралюмины).
- литейные, используются для деталей со сложной конфигурацией.
Для сварки алюминия используются следующие виды сварки:
- ручная дуговая сварка угольными и штучными электродами;
- дуговая сварка в защитных газах неплавящимися электродами — аргонодуговая сварка – позволяет получить наилучшее качество сварного соединения.
 Однако требует высокой квалификации сварщика;
Однако требует высокой квалификации сварщика; - полуавтоматическая дуговая сварка в защитных газах сварочной проволокой;
- газоплазменная и контактная;
- дуговая сварка под флюсом.
 Однако требует высокой квалификации сварщика;
Однако требует высокой квалификации сварщика;Практически при всех вышеуказанных способах сварки используется присадочная проволока или прутки. Наша компания предлагает для сварки алюминия следующие виды проволоки и прутков — ER5183 (AlMg5,5Mn), ER4043 (AlSi5) аналог Св-АК5 и ER5356 (AlMg5) аналог Св-AMr5, для аргонодуговой сварки вольфрамовые (неплавящиеся) электроды марок WP, WL15, WL20, WC20, WZ8, для ручной дуговой сварки – угольные электроды марки CARBON.
Главная проблема при сварке алюминия – это образование на поверхности алюминия или его сплавов оксидной пленки, затрудняющей плавление металла из-за ее тугоплавкости (температура плавления — 2050⁰С), а так же высокая теплопроводность алюминия – из-за чего сложно прогреть место сварки.
Далее давайте рассмотрим более подробно виды сварки, которые применяются для сварки алюминия и материалы для нее применяются:
- pучная дуговая сварка. При данном виде сварки используют угольные электроды диаметром 4, 6, 8 и более мм. Штучные прокрытые электроды, соответствующие составу свариваемого сплава;
- aргонодуговая сварка неплавящимся электродом на переменном токе – оптимальный вариант сварки алюминия, в том числе тонколистового. Этот способ обеспечивает минимальную деформацию свариваемой конструкции и высокое качество шва. Но этот вид сварки требует высокой квалификации сварщика. Ручная сварка в защитных газах напоминает газопламенную сварку. Ванна из жидкого металла образуется под неподвижным электродом, затем в нее подают присадочный пруток до его расплавления и заполнения ванны. После чего присадку отводят и электрод быстро перемещают по направлению сварки на нерасплавленные кромки. Далее снова разводят сварочную ванну и процесс повторяют. При вертикальных и горизонтальных сварочных работах необходимо отслеживать объем расплавленного металла и вовремя подавать присадочный материал для охлаждения металла ванны и предотвращения его вытекания. Подачу газа прекращают не раньше, чем через 3…5 с после обрыва дуги, что обеспечит сохранность вольфрамового электрода, позволит избежать включения частиц вольфрама в шов (частая причина брака при аргонодуговой сварке алюминия), предотвратит окисление шва в горячем состоянии и появление трещин. Определить рабочее состояние вольфрамового электрода можно по цвету рабочего конца электрода. Если конец электрода серебристо-белого цвета без налипания и трещин — электрод готов для дальнейшей сварки. Не подходит для дальнейшей работы электрод с концом темно-синего или черного цвета;
- полуавтоматическая и автоматическая сварка алюминия отличается от ручной, автоматической подачей присадочной проволоки в зону сварки. В данном случае функцию электрода берета на себя сварочная проволока;
- газопламенная сварка алюминия производится кислородно-ацетиленовым пламенем при соотношении 02/С2Н2 = 1,1…1,2. Чтобы защитить алюминий от окисления во время данного вида сварки применяют флюсы на основе хлоридов и фторидов натрия, калия и лития. По окончании сварочных работ с применением флюсов необходимо очистить поверхность металла от шлака.
 При данном виде сварки используют угольные электроды диаметром 4, 6, 8 и более мм. Штучные прокрытые электроды, соответствующие составу свариваемого сплава;
При данном виде сварки используют угольные электроды диаметром 4, 6, 8 и более мм. Штучные прокрытые электроды, соответствующие составу свариваемого сплава; Подачу газа прекращают не раньше, чем через 3…5 с после обрыва дуги, что обеспечит сохранность вольфрамового электрода, позволит избежать включения частиц вольфрама в шов (частая причина брака при аргонодуговой сварке алюминия), предотвратит окисление шва в горячем состоянии и появление трещин. Определить рабочее состояние вольфрамового электрода можно по цвету рабочего конца электрода. Если конец электрода серебристо-белого цвета без налипания и трещин — электрод готов для дальнейшей сварки. Не подходит для дальнейшей работы электрод с концом темно-синего или черного цвета;
Подачу газа прекращают не раньше, чем через 3…5 с после обрыва дуги, что обеспечит сохранность вольфрамового электрода, позволит избежать включения частиц вольфрама в шов (частая причина брака при аргонодуговой сварке алюминия), предотвратит окисление шва в горячем состоянии и появление трещин. Определить рабочее состояние вольфрамового электрода можно по цвету рабочего конца электрода. Если конец электрода серебристо-белого цвета без налипания и трещин — электрод готов для дальнейшей сварки. Не подходит для дальнейшей работы электрод с концом темно-синего или черного цвета; По окончании сварочных работ с применением флюсов необходимо очистить поверхность металла от шлака.
По окончании сварочных работ с применением флюсов необходимо очистить поверхность металла от шлака.Учитывая вышеизложенные особенности при сварке алюминия, не последнюю роль играет выбор качественных сварочных материалов. Наша компания предлагает сварочные материалы для сварки алюминия отличного качества, поставляемые под брендом GWC, приобрести которые можно в розницу в нашем интернет-магазине и оптом отправив запрос менеджерам.
Сварка алюминия в домашних условиях
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
СОДЕРЖАНИЕ
- Почему свариваемость алюминия низкая
- Способы сварки алюминия
- Что нужно для сварки алюминия
- Чем варить алюминий в домашних условиях
- Сварка вольфрамовыми электродами в инертной среде
- Задействуем полуавтомат
- Выполняем работы инвертором
- Технология сварки алюминия при помощи флюсов
- Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
А именно:
- На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.
Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
 В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением.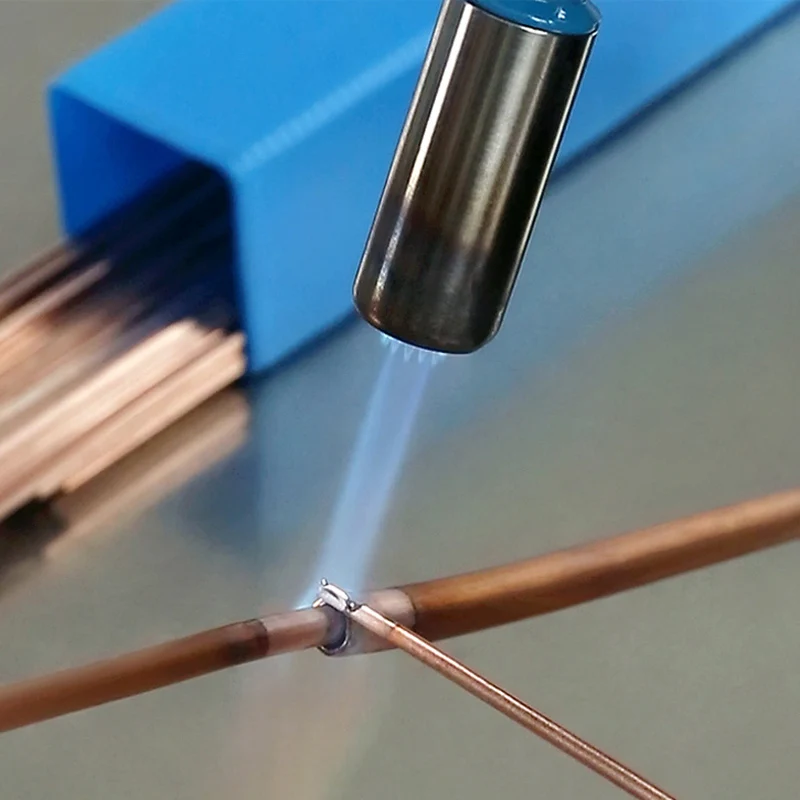 Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.

Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Как и чем варить алюминий
Оцените, пожалуйста, статью
12345
Всего оценок: 62, Средняя: 2
Какой сварочный аппарат мне нужен для сварки алюминия?
••• Photos.com/Photos.com/Getty Images
Обновлено 24 апреля 2017 г.
Автор: Сьюзан Кристофф
Алюминиевые сплавы представляют собой большую проблему для сварщиков, чем стальные сплавы. Алюминий имеет более низкую температуру плавления и более высокую проводимость, чем стали, что может привести к прожогам, особенно в более тонких алюминиевых листах. Алюминиевая фидерная проволока мягче, чем ее стальной аналог, и может спутываться в фидере. Выбор метода сварки алюминия зависит от потребностей конкретного применения и навыков сварщика, который будет выполнять изготовление.
Алюминиевая фидерная проволока мягче, чем ее стальной аналог, и может спутываться в фидере. Выбор метода сварки алюминия зависит от потребностей конкретного применения и навыков сварщика, который будет выполнять изготовление.
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа (ВИГ) является основным методом сварки алюминия. Поскольку алюминиевая заготовка требует много тепла, чтобы нагреться до температуры, но может удерживать это тепло в течение длительного времени, сварочный аппарат с контролем тока полезен для предотвращения перегрева алюминиевой заготовки, вызывающего прожог. Сварка TIG может применяться как для тонкого алюминиевого листа, так и для более толстого алюминиевого листа. Поскольку для сварки TIG требуется отдельный присадочный стержень, сварщик должен выбрать сварочный стержень из сплава, максимально близкого к сплаву заготовок.
Сварка MIG
Сварка металлов в среде инертного газа (MIG) может быть успешно использована для сварки алюминия. При выборе сварщика необходимо решить, будет ли использоваться дуговая сварка со струйным распылением или импульсная сварка. Для импульсной сварки требуется инверторный источник питания, в то время как для дуговой сварки со струйным распылением можно использовать машины постоянного тока и постоянного напряжения. Сварка MIG лучше всего подходит для тонких алюминиевых листов из-за необходимого количества тепла. При выборе защитного газа для сварки MIG алюминия лучше всего подходит 100-процентный аргон. Сварщик должен выбрать сварочную проволоку или стержень, сплав которого максимально похож на сплав обрабатываемых деталей, чтобы обеспечить качественный сварной шов.
При выборе сварщика необходимо решить, будет ли использоваться дуговая сварка со струйным распылением или импульсная сварка. Для импульсной сварки требуется инверторный источник питания, в то время как для дуговой сварки со струйным распылением можно использовать машины постоянного тока и постоянного напряжения. Сварка MIG лучше всего подходит для тонких алюминиевых листов из-за необходимого количества тепла. При выборе защитного газа для сварки MIG алюминия лучше всего подходит 100-процентный аргон. Сварщик должен выбрать сварочную проволоку или стержень, сплав которого максимально похож на сплав обрабатываемых деталей, чтобы обеспечить качественный сварной шов.
Газовая сварка
Алюминий можно сваривать газовой горелкой, но этот метод сложнее, чем сварка MIG и TIG. Горелкой труднее контролировать тепло, подаваемое на заготовку, а при использовании горелки более вероятно прогорание. Для сварки алюминия с горелкой требуется ловкий сварщик, который может адекватно управлять горелкой и присадочной проволокой.
Очистка алюминиевых деталей
Независимо от того, какой сварочный аппарат используется для сварки алюминиевых деталей, перед началом сварки детали должны быть очень чистыми. Оксид алюминия имеет гораздо более высокую температуру плавления, чем основной алюминий, поэтому любые оксиды, которые остаются на поверхности заготовки, могут привести к оксидным включениям в сварном шве, снижая общую прочность и внешний вид сварного шва. Заготовки можно очищать с помощью химического травления или механически с помощью проволочной щетки.
Статьи по теме
Ссылки
- Miller Welds: Советы по сварке алюминия
Об авторе
Сьюзен Кристофф занимается написанием инженерных статей уже 13 лет. Ее статьи публиковались на eHow.com, Suite101, на ее личных веб-сайтах и на веб-сайтах многих клиентов-гостеррайтеров. Опыт Кристоффа включает проектирование, конструкции, датчики, сбор данных и производство.
Авторы фотографий
Photos.com/Photos.com/Getty Images
Руководство для начинающих по сварке алюминия
Эта страница не является исчерпывающим руководством; это всего лишь несколько советов и несколько ссылок на более авторитетную информацию. Он предназначен для людей, которые хотят научиться сваривать алюминий, но не имеют опыта сварки алюминия или даже сварки в целом.
Это было описание меня пару месяцев назад. В своих попытках научиться сваривать алюминий я собрал всю информацию, которую смог найти, из множества различных источников — очень упрощенное и малоинформативное руководство, прилагаемое к сварочному аппарату, много литературы в Интернете, основные книги по сварке с очень короткие разделы по алюминию и очень продвинутые книги, написанные для инженеров, в которых больше уравнений и формул, чем практических советов по сварке.
Затем, используя то, что я узнал, в сочетании с большим количеством проб и ошибок, я в конце концов понял, как склеить два куска алюминия, не трескаясь, не деформируясь, не усыхая и не ломаясь.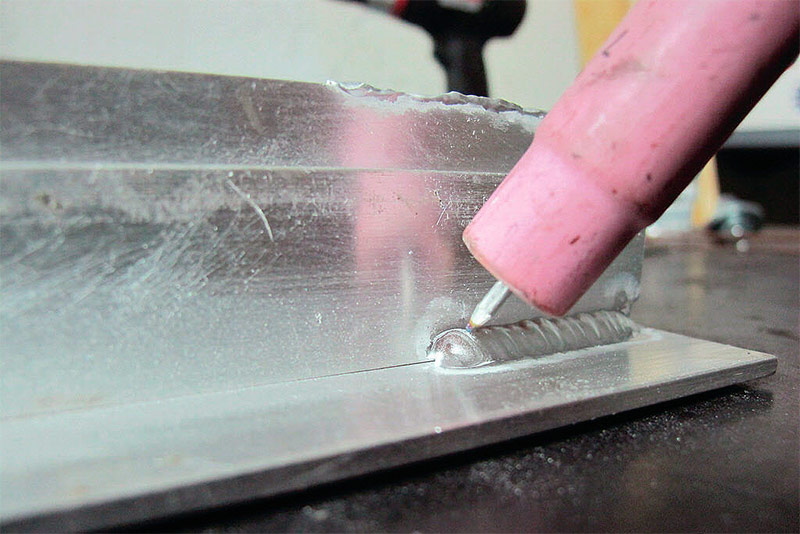 Попутно я сделал несколько ключевых открытий, которые сэкономили бы мне много времени на пробы и ошибки, если бы кто-то просто рассказал мне о них. Я подумал, что поделюсь тем немногим, что знаю, и, возможно, это поможет кому-то научиться сваривать алюминий быстрее, чем в противном случае.
Попутно я сделал несколько ключевых открытий, которые сэкономили бы мне много времени на пробы и ошибки, если бы кто-то просто рассказал мне о них. Я подумал, что поделюсь тем немногим, что знаю, и, возможно, это поможет кому-то научиться сваривать алюминий быстрее, чем в противном случае.
Какое оборудование вам нужно?
Сварочный аппарат TIG
Сварочный аппарат TIG (GTAW). Большинство источников говорят, что сварочный аппарат TIG (вольфрамовый инертный газ), также называемый GTAW (газовая вольфрамовая дуговая сварка), является лучшим методом сварки алюминия. Я слышал, что алюминий также можно сваривать с помощью сварочного аппарата MIG, сварочного аппарата или даже с помощью газовой горелки.
Так как я использовал TIG только для алюминия, я буду писать об этом. Сварочные аппараты TIG довольно дороги, и трудно оправдать покупку даже устройств самого низкого качества, если вы не зарабатываете деньги на сварке. Более дорогие устройства (6000 долларов) имеют ряд функций, которые позволяют выполнять высококачественную сварку алюминия.
У нас есть недорогой (2500 долларов) сварочный аппарат Hobart, который описывается как хороший для любителей или фермеров. Как бы ни было заманчиво обвинить машину, пока я делал обугленные куски искривленного металла вместо аккуратно сваренных соединений, я понял, что адекватные сварные швы можно сделать даже с дешевой машиной.
Что вы получите, потратив лишние деньги на сварщика? Больше сила тока (имеется в виду возможность сваривать более толстый металл), водяное охлаждение (не знаю, какое преимущество это дает, но на нашем агрегате с воздушным охлаждением колпак горит оранжевым, когда он работает на максимальной мощности, а это всего 165А), прямоугольная волна AC (это позволяет шлифовать вольфрам с церием до точки для более стабильной дуги), регулировка частоты и регулировка соотношения положительного и отрицательного тока для лучшей очистки или проплавления. Поскольку на моей машине нет ни одной из этих функций, я не могу дать совет, как их использовать.
СИЗ
- Хорошие сварочные перчатки. У меня есть дрянные сварочные перчатки и болезненные волдыри, чтобы доказать это.
- Хороший сварочный шлем. Я слышал, что лучшими являются автоматически затемняемые шлемы с золотым оттенком. У меня есть шлем за 20 долларов с крошечным окном, которое падает с моей головы, когда я его опускаю.
 У меня есть дрянные сварочные перчатки и болезненные волдыри, чтобы доказать это.
У меня есть дрянные сварочные перчатки и болезненные волдыри, чтобы доказать это.Аргон
- Газ аргон. Смеси не подходят для алюминия, за исключением смеси аргона и гелия. Не берите бак у сварщика MIG, чтобы использовать его на сварочном аппарате TIG — он вообще не будет работать. Вы просто сделаете кучу сгоревшего металла и копоти.
Алюминиевый сварочный пруток
- Алюминиевый сварочный пруток. Я получил 4043, который кажется наиболее рекомендуемым. На http://www.tinmantech.com есть хорошая таблица, где показано, какой стержень использовать для каких сплавов, а также масса отличной информации по металлообработке и сварке алюминия. На данный момент я понятия не имею, как отличить один сплав от другого, и я не занимаюсь особо важной сваркой, так что не беспокойтесь об этом. У меня 4043 хорошо работает.
 У меня 4043 хорошо работает.
У меня 4043 хорошо работает.Щетка из нержавеющей стали
- Специальная щетка из нержавеющей стали, которую можно использовать только для алюминия. Напишите на нем «алюминий», чтобы он не использовался ни для чего другого.
Место для сварки
- Металлическая скамья не помешала бы. У меня его нет. Остановка сварочного шва, чтобы потушить пожар, — это заноза в заднице. Это происходит со мной все время.
Опрыскиватель для растений
- Пульверизатор с водой. Это не для охлаждения работы, а для тушения небольших пожаров, которые недостаточно велики, чтобы использовать огнетушитель. Быстрое охлаждение алюминия может привести к его растрескиванию в сварном шве или вблизи него.
Огнетушитель
- Огнетушитель может быть неплохой идеей, если вы не хотите, чтобы вас уволили за поджог магазина.
Рубашка с длинным рукавом
- Это ОЧЕНЬ важно: тяжелая хлопковая рабочая рубашка с длинным рукавом. Сварка TIG производит больше УФ-излучения, чем любой другой процесс сварки. В первый раз, когда я использовал TIG, я был одет в футболку. Я использовал сварщик в течение 10 минут, если даже это. Я был болезненно обожжен волдырями и шелушением кожи на бицепсах и шее. Мне просто нужно несколько минут, чтобы сделать серьезное сжигание.
 Сварка TIG производит больше УФ-излучения, чем любой другой процесс сварки. В первый раз, когда я использовал TIG, я был одет в футболку. Я использовал сварщик в течение 10 минут, если даже это. Я был болезненно обожжен волдырями и шелушением кожи на бицепсах и шее. Мне просто нужно несколько минут, чтобы сделать серьезное сжигание.
Сварка TIG производит больше УФ-излучения, чем любой другой процесс сварки. В первый раз, когда я использовал TIG, я был одет в футболку. Я использовал сварщик в течение 10 минут, если даже это. Я был болезненно обожжен волдырями и шелушением кожи на бицепсах и шее. Мне просто нужно несколько минут, чтобы сделать серьезное сжигание.Удерживающая работа
- Зажимы или тиски Захваты или что-то еще, что вы собираетесь использовать, чтобы удерживать вашу работу на месте, а также несколько блоков или стержней из алюминия или меди, которые можно использовать в качестве радиаторов.
Достаточно списка покупок. Далее полезные советы
Советы
Совет №1 — Очистите алюминий
Это самый важный совет, который у меня есть. Я читал это в нескольких местах до того, как начал практиковаться в сварке, но это не казалось таким уж въевшимся, и я потратил много металла, пытаясь сварить вместе два куска грязного алюминия. АЛЮМИНИЙ, КОТОРЫЙ ВЫГЛЯДИТ СОВЕРШЕННО НОВЫМ И ЧИСТЫМ, НА САМОМ ДЕЛЕ ГРЯЗЕН. ЭТО НЕ КАК СТАЛЬ.
ЭТО НЕ КАК СТАЛЬ.
- Блуждающая дуга — Вы не можете запустить лужу, не прожигая или не искажая металл
- Ваш наполнитель не смешается с лужей, вместо этого он скатывается в трудно переплавляемый шар.
- Алюминий, кажется, имеет поверхностное натяжение, как капли воды на вощеной поверхности.
- При попытке соединить 2 детали края скручиваются друг от друга и образуют еще больший зазор.
Вот почему
Вот что происходит: Алюминий быстро образует более или менее невидимое покрытие из оксида алюминия. Оксид алюминия плавится при температуре, в три раза превышающей температуру алюминия. Когда вы пытаетесь сварить неочищенный алюминий, алюминий под покрытием из оксида алюминия расплавится, но покрытие из оксида алюминия останется твердым и будет действовать как мембрана, как воздушный шар с водой. Когда вам, наконец, удастся проникнуть через покрытие, очень жидкий алюминий внутри сразу же вытечет наружу, как лопнувший воздушный шар с водой.
- Сначала я распыляю ацетон на алюминий. Не используйте очиститель тормозов, если это не 100% ацетон. Если вам нужно убедить, проверьте это — Brewer Racing Frames. Спасибо за подсказку, Андрей!
- Затем я промываю алюминий в воде на случай, если на нем останутся неприятные следы. Перед сваркой алюминий должен быть полностью сухим, включая все уголки и закоулки.
- Затем я использую щетку из нержавеющей стали (убедитесь, что щетка из нержавеющей стали, я читал, что это важно), чтобы очистить алюминий до блеска вокруг области, подлежащей сварке.
В некоторых статьях, которые я читал, говорится, что алюминий следует очищать только в одном направлении, чтобы избежать попадания загрязняющих веществ в алюминий. Я не всегда соблюдаю это правило и не замечал вытекающих из него проблем, но я не работаю над чем-то слишком критичным и я далеко не эксперт. Я также читал, что колодки 3M Scotchbrite — хороший способ подготовки алюминия. Если вы не привариваете алюминий сразу после очистки, перед началом сварки его следует подкрасить. Я читал, что восьмичасовая выдержка после очистки — это максимально допустимое без повторной очистки.
Я читал, что восьмичасовая выдержка после очистки — это максимально допустимое без повторной очистки.
Совет № 2. Прикрепите свою работу к радиатору
Радиатор из меди или алюминия, если это возможно. Алюминий очень хорошо проводит тепло. Как только область, которую вы пытаетесь сварить, становится достаточно горячей, чтобы расплавиться, остальная часть работы, вероятно, будет настолько горячей, что она сожмется и деформируется. Использование теплоотвода под свариваемой областью поглотит часть тепла и предотвратит деформацию изделия.
Совет №3. Предварительный нагрев перед сваркой
Это НАМНОГО облегчает сварку алюминия. Это не предмет споров. Проблема в том, что некоторые виды алюминия подвергаются термообработке, и при нагревании и охлаждении термообработанный алюминий становится мягче.
Я читал мнения, начиная от «термически обработанный алюминий никогда не следует предварительно нагревать» и «предварительный нагрев — это костыль для неопытных сварщиков» до противоположной крайности «алюминий всегда следует предварительно нагревать, чтобы предотвратить растрескивание».
Рекомендуемая температура предварительного нагрева от 275 град. Ф, до 500 град. F. Я подозреваю, что многие из этих мнений верны в своем собственном контексте. Правильная процедура, вероятно, различается для сварки двери космического корабля в вакуумной камере и сварки треснувшей головки блока цилиндров.
Одно я знаю точно: сварка более толстых деталей из алюминия нашим сварочным аппаратом на 165А без предварительного нагрева невозможна. Однажды я попытался сварить два куска алюминия толщиной 8 мм без предварительного нагрева. В результате получился очень неглубокий и слабый шов, автоматический выключатель сработал дважды, а сварочный аппарат перегрелся и отключился после каждых двух дюймов сварки.
У меня нет под рукой духовки, поэтому я использую пропановую горелку, направленную на радиатор, к которому я прикрепляю работу, и инфракрасный термометр, чтобы определить, достаточно ли жарко. Обычно я не могу нагреть работу выше 350 градусов, так что это температура, которую я использую. Я подумывал приобрести дешевую бывшую в употреблении электрическую духовку или электрическую плиту, но пока не решился. Я не использую горелку непосредственно на работе. Я не знаю, вызовет ли это проблему или нет, вместо этого я чувствую себя более комфортно, нагревая радиатор.
Я подумывал приобрести дешевую бывшую в употреблении электрическую духовку или электрическую плиту, но пока не решился. Я не использую горелку непосредственно на работе. Я не знаю, вызовет ли это проблему или нет, вместо этого я чувствую себя более комфортно, нагревая радиатор.
Совет № 4. Если вольфрам загрязнится, прекратите сварку и исправьте его.
Когда вольфрам соприкасается со сварочной ванной или присадочным материалом, дуга становится нестабильной и качество сварки значительно снижается. Со мной это часто случается, к сожалению. Лучший способ исправить это — снять вольфрам, положить его на плоскую поверхность так, чтобы загрязненная часть вольфрама свисала с края, ударить по загрязненной части вольфрама (он сразу отломится), переустановить вольфрам, изменить полярность на DCEP (положительный электрод постоянного тока), зажгите дугу на металлическом ломе, чтобы снова скатать вольфрам, переключитесь обратно на высокий уровень переменного тока, и вы снова готовы к сварке. Кстати, ДЕРЖИТЕ ВАШИ ПЕРЧАТКИ, ПОКА ВЫ ДЕЛАЕТЕ ЭТО! Иначе получите неприятный ожог. Это займет всего около 30 секунд после того, как вы сделали это несколько раз.
Кстати, ДЕРЖИТЕ ВАШИ ПЕРЧАТКИ, ПОКА ВЫ ДЕЛАЕТЕ ЭТО! Иначе получите неприятный ожог. Это займет всего около 30 секунд после того, как вы сделали это несколько раз.
Совет № 5. Соедините детали как можно плотнее.
Не оставляйте зазоров или как можно меньше зазоров. При использовании сварочного аппарата MIG мне довольно легко заполнить зазоры между двумя свариваемыми стальными частями. Однако мне было очень трудно сделать это при сварке алюминия с помощью TIG. Тепло от TIG очень локализовано.
Когда есть зазор и нагревается металл с одной стороны, металл сливается с этой стороны, но металл с другой стороны остается твердым. Вы можете чередовать из стороны в сторону, чтобы обе стороны объединились, но когда я делаю это, я обычно получаю более широкий разрыв, чем в начале.
Единственный найденный мной способ заполнить щель — это «выплеснуть» каплю наполнителя через щель, затем работать с наполнителем до тех пор, пока он не растает с обеих сторон, а затем наращивать наполнитель. Это трудно сделать. Вы можете сэкономить много времени, используя напильник или шлифовальный станок и лучше подогнать детали перед началом сварки. Чем плотнее детали прижаты друг к другу и чем меньше зазоров, тем легче сварка.
Это трудно сделать. Вы можете сэкономить много времени, используя напильник или шлифовальный станок и лучше подогнать детали перед началом сварки. Чем плотнее детали прижаты друг к другу и чем меньше зазоров, тем легче сварка.
Совет № 6. Несколько практических правил
- Используйте один ампер на 0,001 дюйма толщины материала. Установите силу тока выше максимальной, которую вы предполагаете использовать, и используйте ножную педаль, чтобы уменьшить ее.
- Используйте чистый вольфрам для алюминия, если у вас есть более дешевый (не прямоугольный) сварочный аппарат, как я.
- Если у вас есть более дорогой сварочный аппарат (прямоугольная волна), используйте вольфрамовый сплав с 2% церия 130 А
Используйте чистый вольфрам 1/8″ для тока от 100 до 180 А.
Используйте поток аргона от 15 до 20 CFH - Используйте размер присадочного стержня, равный размеру вольфрама. Отрегулируйте вольфрам так, чтобы он выступал из колпака на расстояние, примерно равное диаметру вольфрама.
