Что такое сварочный аппарат и какие типы сварки являются основными. Сварочные аппараты для дуговой сварки
Виды промышленных сварочных аппаратов
Вся современная промышленность и строительство не сможет существовать, если не будет использовать сварочные работы. Оборудование для сварки получило широкое распространение в роботизированных комплексах автомобильных заводов и микроэлектронных производствах, его применяют при строительстве мостов, космических кораблей, и сельхозтехники. Конструкция промышленных устройств, их производительность, способы сварки отличаются огромным разнообразием.

Виды оборудования
Для промышленного сварочного оборудования характерна специализация, позволяющая достичь максимальной производительности. Поэтому зачастую промышленные аппараты использует только одну технологию сварки: электродуговую, контактную, лазерную, плазменную и так далее.

- трансформаторные;
- выпрямительные;
- инверторные;
- генераторные.
Трансформаторный аппарат для сварки наиболее простой и надежный. Промышленный трехфазный трансформатор на 380 Вольт рассчитан на непрерывную работу, часто имеет несколько постов, то есть позволяет работать нескольким сварщикам одновременно.
Большей частью такие агрегаты встречаются в стационарном варианте в цехах, но есть и мобильные варианты. Они отличаются массой порядка нескольких сот килограмм, позволяют работать с электродами и металлом толщиной 5 и более миллиметров.
Большая масса обусловлена тем, что трансформатор преобразует энергию на низкой частоте. Обычно он используется при ручной электродуговой сварке.
Выпрямительные источники питания на выходе вторичной обмотки понижающего трансформатора имеют диодную мостовую схему, что позволяет выпрямить переменный ток. Промышленные преобразователи данного вида обеспечивают более стабильную дугу по сравнению с чисто трансформаторным устройством.
Сварочный инвертор обеспечивает стабильную дугу независимо от характеристик питающего напряжения. Работает на постоянном токе. Благодаря преобразованию напряжения переменного тока на высокой частоте получается значительная экономия по габаритам и массе сварочного аппарата.
К генераторным сварочным аппаратам относятся все устройства, способные функционировать от дизельного или подобного ему генератора тока.
Контактный метод в производстве
Большинство промышленных сварочных аппаратов предназначено для электродуговой или контактной сварки. Последняя повсеместно используется в авторемонтных мастерских, на автомобилестроительных заводах и множестве других производств.
Основными достоинствами контактной сварки являются высокая производительность, минимальные эксплуатационные расходы и отличное качество сварного соединения.
По виду установки промышленная контактная сварка бывает мобильной, подвесной и стационарной. В зависимости от способа образования шва оборудование делят на стыковое, шовное, рельефное и точечное.
Стыковое промышленное оборудование часто используется для сварки медных труб. Стык может создаваться по технологии сопротивления и оплавления.
Метод сопротивления применяют для соединения изделий из низкоуглеродистой стали с небольшим сечением.
Оплавление – технология позволяющая соединять метал больших сечений, она применяется в судостроении при изготовлении цепей для якорей и подобных изделий. С помощью промышленной сварки оплавлением соединяют рельсы железной дороги для получения бесстыковых путей.
В аппаратах шовной сварки установлены ролики, позволяющие варить трубы и резервуары. Рельефная сварка используется в приборостроении и автомобилестроении для присоединения различных кронштейнов.
В составе роботизированной линии повсеместно можно встретить аппараты точечной сварки. Рабочим элементом у них являются электроды из высококачественной бронзы и меди.
Лазерные и плазменные устройства
Особняком стоит лазерная промышленная сварка. Лазерные аппараты могут соединять металл до 2 мм толщиной, но в основном работают с мелкими изделиями толщиной несколько микрон.
Лазерные сварочные аппараты применяются в микроэлектронике и приборостроении, в ювелирном производстве. Часто они работают в составе автоматизированных производственных линий. Швы получаются высочайшего качества, но у такого оборудования высокая стоимость.
На производстве широкое распространение получила плазменная резка благодаря высокому качеству реза и низким эксплуатационным расходам. Плазменные промышленные аппараты используются в режиме сварки при соединении толстостенных материалов.
Автоматизированные системы
 Автоматическое сварочное оборудование используется исключительно в промышленном производстве и строительстве магистральных трубопроводов большого диаметра благодаря высокой производительности сварочных работ.
Автоматическое сварочное оборудование используется исключительно в промышленном производстве и строительстве магистральных трубопроводов большого диаметра благодаря высокой производительности сварочных работ.
Роль человека здесь минимальна, оператору требуется установить оборудование в начале шва, остальное сделает устройство. Качество шва получается высоким с постоянными заданными характеристиками.
Промышленные установки узкоспециализированы, могут варить, например, только трубы. В основном автоматические сварочные аппараты делают стационарного исполнения, но бывают и мобильные.
Более высокий уровень автоматизации наблюдается в роботизированных производственных линиях, где функция человека ограничивается наблюдением за процессом сварки и проведением регламентных работ.
Полуавтомат
Наибольшее распространение получили промышленные сварочные аппараты с полуавтоматической подачей присадки. По сравнению с полными автоматами они отличаются универсальностью, могут работать практически с любыми изделиями в труднодоступных местах.
Если полуавтомат сравнивать с ручной дуговой сваркой, то несомненным преимуществом первого является:
- более высокая производительность работ;
- относительно невысокие требования к профессиональным навыкам сварщика;
- получение более качественного сварного соединения благодаря использованию защитных газов.
Сварщик направляет головку горелки полуавтомата вдоль шва с равномерной скоростью, на одном и том же расстоянии от сварочной ванны, на этом его функция заканчивается. Газ и поволока подаются автоматически.
Используется газ активного (азот, углекислота) или инертного (аргон, гелий) типа. И тот и другой защищает сварочную ванну от вредного влияния атмосферного кислорода.
В промышленных сварочных аппаратах на производстве чаще используется углекислый газ из-за его дешевизны, он эффективен при сварке низкоуглеродистых сталей. Там, где надо получить максимально надежный шов, полуавтомат работает с подачей аргона или гелия.
Устройства советского периода
Источнику сварочного тока и вообще технологии сварки в Советском Союзе придавалось такое большое значение, что в тридцатых годах двадцатого века был создан институт электросварки.
Многими его разработками до сих пор пользуются, так же как и промышленными сварочными аппаратами советского производства. Кстати, маркировка на сварочном оборудовании, производимом в России, сохранилась еще с тех времен.
В советское время сварочное оборудование было громоздким, работало на трансформаторах, но отличалось высокой надежностью.
На некоторых производствах еще стоят советские сварочные трансформаторы, и они исправно выполняет свои функции. Хотя для бытовых нужд повсеместно используют легкие компактные инверторы, промышленные трансформаторы не стоит недооценивать.
Инверторное оборудование
Современные сварочные аппараты ручной дуговой сварки и полуавтоматы в качестве источника питания используют промышленный инвертор, который является главным элементом сварочного оборудования.
 От бытового аппарата он отличается тем, что у него трехфазное питание и большая мощность, он имеет много различных настроек и функций.
От бытового аппарата он отличается тем, что у него трехфазное питание и большая мощность, он имеет много различных настроек и функций.
Трехфазные промышленные инверторы имеет немного большие габариты по сравнению с однофазными аппаратами, но большую мощность, соответственно, большие сварочные токи.
Использование транзисторов шестого поколения позволяет держать стабильную дугу даже при сильных просадках сетевого напряжения. Сварочный ток может регулироваться в широком диапазоне.
Возможно изменение полярности, что также расширяет функциональные возможности аппарата, позволяет варить тонкостенные и толстостенные изделия.
Одним из главных параметров, по которым нужно выбирать промышленный сварочный аппарат, является мощность. От нее напрямую зависит сила сварочного тока, диаметр используемых электродов и толщина свариваемого металла.
Мощность следует выбирать с запасом. Обычно указывается мощность потребления устройства при работе с максимальным сварочным током. При таком режиме ПН составляет 60-70%.
Желательно наличие системы охлаждения, влияющей на размер установки. Не нужно гнаться за малыми габаритами, поскольку у них обычно ухудшается вентиляция, время непрерывной работы при этом сильно сокращается.
svaring.com
Аппарат сварочный электродуговой сварки
Главные принципы электродуговой сварки
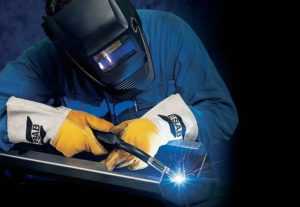
Электродуговая сварка — один из самых распространенных в быту, мелкосерийном производстве и промышленности видов сварки. Ее также можно назвать дуговой сваркой плавлением. Каждому начинающему сварщику полезно знать основы дуговой сварки — принцип ее действия, условия, которые необходимы для возникновения высокотемпературной дуги, виды сварочных аппаратов для бытового применения, и некоторые отдельные параметры и особенности процесса.
Основной физический принцип
В основе электродуговой сварки лежит не один, а сразу два электрических принципа: явление короткого замыкания, с которым знакомы все, имеющие набор школьных знаний по электричеству, и явление пробоя. Вот на нем стоит остановиться внимание.

Имеется в виду пробой диэлектрика, который происходит в результате насыщения его межатомного пространства частицами, несущими электрический заряд. Положительный заряд несут ионы, отрицательный — электроны.
Теоретически пробой возможен для любого диэлектрика (в определенных условиях), но в случае электродуговой сварки используется конкретно пробой воздушного пространства между электродом и массой (деталью).
Технологический процесс подразумевает создание на электроде заряда тока низкого напряжения, но большой силы — порядка 80-200 А, и огромной плотности — до нескольких тысяч А/см2. Когда электродом касаются массы, то есть другого материала с высокой электропроводностью, в случае сварки металла, то возникает короткое замыкание, инициирующее мощное электрическое поле. В этом поле и происходит пробой. Вследствие насыщения заряженными частицами прослойка воздуха превращается из диэлектрика в проводник тока. Именно в этот момент и возникает сварочная дуга, давая название электродуговой сварке. Температура в зоне соприкосновения дуги с металлом может достигать 5000 °C.
Области сварочной дуги
Дуга замыкает цепь между электродом и массой. С точки зрения теории сварного дела, в сварочной дуге выделяют несколько областей:
- катодную;
- анодную;
- приэлектродную.
 Катод — это «минус», источник тока (напомним, что ток образуют движущиеся электроны — отрицательные частицы). Анод соответственно — «плюс». Анодная область отдает ионы в результате бомбардировки потоком электронов, поэтому на аноде всегда образуется так называемый кратер — вогнутое пятно, площадь которого зависит от площади электронной бомбардировки.
Катод — это «минус», источник тока (напомним, что ток образуют движущиеся электроны — отрицательные частицы). Анод соответственно — «плюс». Анодная область отдает ионы в результате бомбардировки потоком электронов, поэтому на аноде всегда образуется так называемый кратер — вогнутое пятно, площадь которого зависит от площади электронной бомбардировки.
Электродуговые установки постоянного тока имеют фиксированные анод и катод. В аппаратах переменного тока анод с катодом постоянно меняются местами. Это вызывает нестабильность сварочной дуги, сильное разбрызгивание металла и другие неприятные факторы, а кроме того, не позволяет производить сварку определенных металлов, для которых требуется особая техника.
Виды аппаратов и виды включений
Сварочный аппарат самого простого типа для электродуговой сварки — трансформаторный. По сути своей он представляет трансформатор, понижающий напряжение и увеличивающий ток. Этот аппарат варит переменным током. Процесс имеет ряд описанных выше недостатков, кроме того, трансформаторный аппарат для преобразования тока промышленной частоты очень громоздкий и тяжелый.
Поэтому там, где требуется мобильность, чаще всего применяются сварочные инверторы. Эти устройства сначала преобразуют переменный ток от бытовой сети в ток высокой частоты, а затем преобразуют его в постоянный — выпрямляют. Эти устройства имеют значительно меньшие габариты и массу.
Электродуговая сварка инвертором позволяет, во-первых, добиться высокой стабильности дуги, что означает лучшее качество шва, а во-вторых, использовать разные режимы подключения — с прямой и обратной полярностью.
Полярность прямая, когда электрод подключается к катоду, а масса к аноду, то есть сварка идет «от плюса к минусу». Такой электродуговой сваркой соединяют большинство металлов. Но в некоторых отдельных случаях, например, для сварки коррозионностойких (нержавеющих) сталей и некоторых других химически активных металлов может использоваться обратная полярность — электрод к аноду, а масса к катоду.
Работа с обратной полярностью, как правило, идет под флюсом, образующим защитную газовую среду, и с присадочной проволокой.
Электроды и защитные газы
Видов электродуговой сварки, различающихся по применяемым материалам, довольно много, но базовое различие одно: по типу электрода. Классификация здесь следующая. Сварка может быть плавящимся электродом и электродом, не расплавляющимся при работе (неплавящимся). Что это значит?
Электрод — металлический контакт, стержень, имеющий оболочку из специального состава. Прогорая, эта оболочка образует защитную газовую среду, предохраняя расплав от окисления. Но при этом плавящийся электрод является еще и присадкой, его основной металл входит в состав сварного соединения. Электродуговая сварка неплавящимся электродом требует ввода в сварочную ванну (непосредственно в точку, где происходит реакция) дополнительной присадочной проволоки.
Существует много разновидностей металлических и неметаллических электродов для электродуговой сварки, в том числе угольных и графитовых. Каждый из них подбирается под конкретный металл и способ сварки. Кроме того, в определенных случаях применяется сварка в защитном газе (в основном для химически активных металлов). В качестве газов могут применять гелий, аргон и углекислоту.
Все эти способы диктуют свои подходы к собственно методике работы. Могут различаться виды сварочных аппаратов, виды горелок. Например, в полуавтомате для электродуговой сварки в защитной среде через сопло горелки подается одновременно и защитный газ, и присадка. Могут использоваться различные вспомогательные материалы, такие, как флюсы, поэтому описать универсальный способ создания шва достаточно сложно. Но, тем не менее, некоторые базовые принципы присутствуют.
Как научиться
 Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Кроме инвертора понадобятся:
- плотная одежда с длинными рукавами;
- сварочные перчатки или рукавицы;
- маска;
- молоток;
- зубило;
- металлическая щетка;
- пачка универсальных электродов;
- заготовка в виде куска толстого металла — лучше всего обычной стали.
Надо подключить электрод к катоду (минусу) аппарата с помощью специального держателя. Плюс, соответственно, надо подать на заготовку. Осталось только включить аппарат электродуговой сварки.
Электрическая дуга зажигается постукиванием или чирканьем по массе. После вспышки необходимо отдалить электрод от металла примерно на 5 мм. Возникнет дуга, и металл начнет плавиться.
Существует два способа вести электрод — острым углом от себя и на себя. Первый способ сложнее, но позволяет делать менее глубокий шов (это нужно в работе с тонким металлом). Второй — проще, это стандартный метод работы.
Электрод при электродуговой сварке нужно вести не по прямой, а зигзагообразными движениями, чтобы получался шов, похожий на строчки швейной машинки. Ход электрода должен перекрывать обе стороны соединяемых листов.
Тренироваться сначала нужно просто на кусочке стали, потом — переходить на сварку листового металла.
Требования госстандартов
На электродуговую, как и на многие сварки плавлением, существуют свои ГОСТы, которые обязательны к выполнению на любом производстве. Они описывают классификацию сварки металлов, методы оценки качества, специфику применяемых присадок и флюсов, и многое другое. В частности, ГОСТ 11533-75 описывает автоматическую и полуавтоматическую дуговую сварку под флюсом, ГОСТ 14771-76 — дуговую сварку в защитных газах. Сварщики, работающие на предприятии, обязаны знать требования госстандартов минимум в своей конкретной области.
Похожие статьи
svaring.com
Ручная дуговая сварка MMA
Ручная электродуговая сварка штучными электродами различных металлов. Покрытие электрода образует газовую атмосферу, которая препятствует взаимодействию места сварки с воздухом.
Ручная дуговая сварка MMA применяется для обработки, черных и легированных металлов. Предназначенное для этого метода оборудование имеет небольшие размеры, может использоваться для работ на высоте и очень удобно в эксплуатации (справится и профессионал, и новичок).
Ручная электродуговая сварка - принцип работы
Как любая другая, дуговая mma-сварка подразумевает соединение металлических заготовок с помощью тепловой энергии, возникающей в результате горения электродуги. Такой метод получил еще название сварка покрытыми электродами, так как они имеют специальную обмазку. При замыкании электрической цепи аппарат дуговой сварки подает ток на электрод, его покрытие начинает плавиться, образуя вокруг рабочей зоны газовое облако, блокируя попадание воздуха в сварочную ванну.
Различают установки для ручной дуговой сварки переменного тока и постоянного. К первым относят трансформаторы, которые преобразуют сетевой ток в переменный нужного напряжения. Как правило, электродуговая сварка переменного тока используется для углеродистых сталей. Для обработки нержавеющей стали нужна электрическая сварка на постоянном токе, для чего может использоваться различное оборудование MMA-сварки: выпрямитель или инверторный аппарат.
Виды дуговой сварки MMA
Оборудование для электродуговой сварки металлов подразделяется на следующие виды:
- инверторы - такие электродуговые установки обладают высокой мощностью при малом весе;
- трансформаторы - классическое средство дуговой сварки, обладает низкой ценой и высокой эффективностью;
- выпрямители - преобразуют переменный ток в постоянный, позволяющий получить более качественный шов.
Преимущества и недостатки метода
Как известно, электродуговая сварка является наиболее популярным методом. Она находит применение и в профессиональной сфере, и в быту. Строительство, производство, ремонтные и монтажные работы – далеко не все сферы ее использования. Это обусловлено неоспоримыми достоинствами метода.
- Универсальность заключается в том, что работа выполняется во всех пространственных положениях, расширяя сферу применения. Можно выполнять вертикальные, угловые, стыковые швы, работать с тонколистовыми металлами.
- Удобство обеспечивается тем, что дуговая сварка позволяет сваривать материалы даже в стесненных условиях, труднодоступных местах и на высоте. Многие аппараты мобильны, поэтому сварщик может быстро перемещаться по рабочей площадке.
- Работа с любыми металлами открывает широкие возможности для электродуговой сварки. Метод подходит для различных видов сталей, цветных металлов, чугуна. Важно правильно подбирать электроды и выставлять силу тока на аппарате.
- Устойчивость к погодным условиям дает возможность работать на улице в любое время года и практически при любой погоде (за исключением дождя и снега). Влажность влияет на качество сварки, но проблема решается просушкой электродов.
- Простота метода позволяет легко освоить процесс даже новичку. Кроме того, ручная дуговая сварка не требует большого количества приспособлений, как, например, газосварка.
При всех своих преимуществах метод имеет некоторые недостатки. Такая сварка вредна для человека – опасности подвергаются зрение и дыхательные пути. Качество шва во многом зависит от опыта сварщика. К тому же процесс дуговой сварки не удается сделать высокопроизводительным, как, например, это происходит при работе полуавтоматом.
Рекомендации по выбору оборудования
Чем большее значение тока имеет аппарат, тем большего диаметра электроды можно применять, следовательно, тем большие по толщине металлические детали можно сваривать. К примеру, на расплавление 1 мм электрода приходится около 30-40 А. Если ручная дуговая сварка ведется покрытыми электродами диаметром в 4 мм, то подойдет аппарат на 120 - 160А, при диаметре до 8 мм требуется установка для дуговой сварки с максимальным значением тока в 320 - 400 А.
Подробнее ознакомиться с характеристиками, видами и ценами на электро-дуговую сварку можно на нашем сайте в карточках товаров. Если вы не знаете какой лучше выбрать аппарат для сварки тех или иных металлов - обратитесь за помощью к специалистам по бесплатному телефону 8-800-333-83-28.
www.vseinstrumenti.ru
Как правильно варить сваркой, если вы – не профи
Современный рынок бытовой сварочной аппаратуры чрезвычайно разнообразен. Еще двадцать-двадцать пять лет назад пределом мечтаний домашнего умельца был стокилограммовый ТСК-500 либо «самопальный» трансформатор, при подключении которых мигал свет во всем подъезде многоэтажки.
Особых знаний, как правильно варить сваркой, от предприимчивых «сварных», как в обиходе называют приглашенных со стороны мастеров-сварщиков, не требовали. Все решал накопленный практический опыт и подсказки наставника.
Благодаря появлению новых разработок сварочной аппаратуры домашнему Самоделкину стали доступны различные модели бытовых сварочных аппаратов, которые помогают ему собственноручно проводить сварочные работы для собственных нужд, не нанимая аттестованных профи.
Физический принцип ручной дуговой электросварки
Наиболее популярным способом получения неразъемных соединений металлов является дуговая сварка, относящаяся к высокотемпературным процессам. Максимально высокая температура, достигающая свыше 5 тысяч градусов в зоне дугового разряда, расплавляет большинство металлов, что является условием создания неразъемного сварного соединения.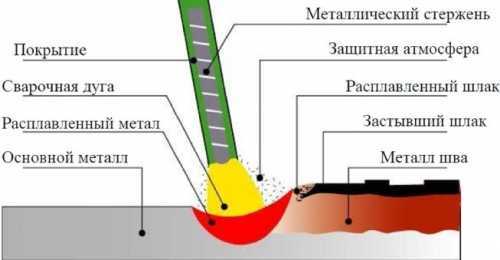
Покажем (см. рисунок) условную схему дуговой сварки электродом, представляющим собой металлический стержень с покрытием, называемом обмазкой. Дуга зажигается между основным металлом и стержнем электрода при прохождении по электроду электрического тока. Под температурным воздействием дуги одновременно плавятся и металл, и электрод. Образуется своеобразная сварочная ванна, в которой перемешаны основной металл и металл электрода. Размеры сварочной ванны зависят от следующих факторов:
- Выбранный режим сварки;
- Пространственное положение металлов;
- Форма и размеры подготовленной кромки;
- Скорость перемещения электрода.
Усредненные размеры сварочной ванны составляют:
- Длина – от 10 до 30 мм;
- Ширина – от 8 до 15 мм;
- Глубина – в пределах 6 мм.
При постепенном удалении дуги начинается кристаллизация металлического расплавленного содержимого сварочной ванны (металл шва на рисунке). В результате образуется сварной шов, который объединяет свариваемые металлические изделия. В процессе дуговой сварки активно участвует обмазка электрода. При ее расплавлении образуется особая газовая зона над сварочной ванной, создающая защитную атмосферу за счет вытеснения воздуха и препятствия окисления расплавленного металла кислородом.
При этом на поверхности шва откладываются шлаковые образования, также препятствующие окислению металла шва. При чистовой подготовке сварного изделия к сдаче заказчику шлаки удаляются ударным способом или зачисткой.
Все технологические операции, к которым относятся:
- Зажигание дуги;
- Поддержание ее длины;
- Перемещение вдоль линии сварного шва, выполняются вручную без использования механизмов. Поэтому такой вид сварки называют ручной дуговой сваркой.
Новичкам, приступившим к самостоятельному изучению, как научиться варить сваркой, приходится много практиковаться, чтобы горение дуги было стабильным. Для этого необходимо научиться контролировать и соблюдать оптимальный дуговой промежуток, поскольку в процессе сварки электрод укорачивается из-за расхода при расплавлении. Правильный качественный электросварной шов будет создан только при стабильном дуговом промежутке, а этого удается достичь при постоянном опускании электрода, не допуская его залипания.
Техническое обеспечение дуговой электросварки
 Для технической реализации дуговой электросварки необходимы:
Для технической реализации дуговой электросварки необходимы:
- сварочный аппарат, обеспечивающий регулируемым током электроды для создания и поддержания электродуги требуемых параметров;
- электроды, которые необходимы расплавления основного металла, создания сварочной ванны и защиты ее путем образования газовой зоны, препятствующей окислению сварочной ванны;
- Электрододержатели, удерживающие раскаленный электрод в зоне дуги;
- Комплекты проводов, служащие для коммутации сварочного аппарата с сетевым питанием, электрододержателем и для заземления;
- Щиток электросварщика, оснащенный светофильтрами для защиты глаз от ожога и позволяющий визуально контролировать процесс дугового расплавления.
Сварочные аппараты для дуговой сварки
В зависимости от вида сварочного аппарата электрод обеспечивается регулируемым переменным или постоянным током.
Функционирование сварочных аппаратов происходит путем чередования трех режимов:
- Холостого хода;
- Работы под нагрузкой;
- Короткого замыкания.
Поэтому независимо от видов сварочных аппаратов для ручной дуговой сварки и их технических характеристик, к ним предъявляется несколько основополагающих требований:
- На вторичной обмотке трансформатора напряжение холостого хода должно быть достаточным для повторного периодического возбуждения дуги и последующего поддержания ее устойчивого горения при сварке на тех параметрах сварочного тока, которые выдает трансформатор;
- Напряжение холостого хода не должно превышать 80-90 В в целях безопасной эксплуатации;
- Способность выдерживать без перегрева и повреждений возбуждающей обмотки короткие замыкания;
- Обеспечивать плавную регулировку в широком диапазоне силу сварочного тока.
Для бытового применения считается достаточным сварочный аппарат, имеющий максимальную силу тока 160 Ампер.
Так как научится правильно варить сваркой можно только, понимая основы работы сварочных аппаратов, приведем краткие сведения об основных модификациях, предлагаемых на рынке бытовой сварочной аппаратуры.
Сварочные аппараты для сварки металлов методов электродуговой сварки подразделяют на три вида:
- Сварочные трансформаторы;
- Сварочные выпрямители;
- Сварочные аппараты-инверторы.
Сварочные трансформаторы
Принцип работы сварочного трансформатора – понижение сетевого напряжения до оптимального с использованием регулировки выдаваемого переменного тока.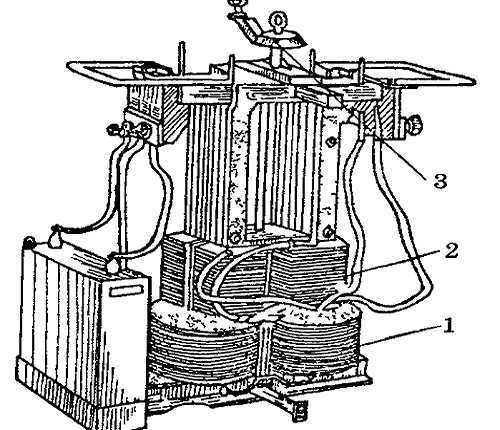
Для трансформатора ТСК-500 с подвижными катушками (см. рисунок) регулировка осуществляется путем изменения расстояния между первичной неподвижной обмоткой (поз.1) и вторичной подвижной (поз. 2) обмоткой. Рабочий ход подвижной обмотке сообщается вращением рукоятки (поз. 3) через ходовой винт. Сила тока возрастает при сближении трансформаторных обмоток и аналогично снижается при их раздвижении.
Эргономические требования нашего времени видоизменили классические очертания современных сварочных трансформаторов в пользу компактности и удобства пользования.
Сварочные выпрямители
Выпрямители преобразуют переменный ток в постоянный путем выпрямления сетевого напряжения.
В структуру сварочных выпрямителей входят:
- понижающий трансформатор;
- диодный выпрямитель;
- система регулировки защиты;
- система пуска.
На практике, если сравнивать, как варить сваркой с применением трансформатора или выпрямителя, отмечается более высокое качество швов при работе с выпрямителем. На качестве благоприятно сказываются стабильные характеристики тока и дуги.
Для работы выпрямителя требуется высокое напряжение, что ухудшает показатели сетевого напряжения при его функционировании (так называемая «просадка» напряжения).
Сварочные аппараты-инверторы
Эти компактные «сварочники» работают по принципу преобразования переменного напряжения на высоких частотах свыше 500 Гц. Работа их максимально стабильная, у сварщика есть возможность работать в достаточно широком диапазоне сварочного тока. Инверторы набирают популярность благодаря возможности работать в частном секторе от сети 220 В, не понижая ее параметры.
Заключение
Не следует бояться самостоятельной сварки, ведь каждый мастер тоже когда-то был новичком. Гарантия хорошего шва – качественное проплавление кромок свариваемых деталей, а этого можно добиться только постепенным практическим упражнением по системе «от простого – к сложному».
Электродуговая ручная сварка, как никакой другой технологический процесс, изобилует многочисленными требованиями по технике безопасности, игнорировать которые недопустимо.
stroitel5.ru
Электродуговая сварка, как правильно выбрать сварочный аппарат, виды аппаратов электродуговой сварки

В арсенале любого рачительного хозяина, найдется множество устройств и инструментов, предназначенных для самостоятельного выполнения работ различного вида. Среди них имеются и бензопила, и электролобзик и, конечно же, сварочный аппарат, без которого чрезвычайно трудно обойтись для соединении деталей при монтаже металлических частей какой-либо конструкции. Выбирают аппарат для сварки, исходя из мощности, удобства использования и конкретной цели назначения (профессиональные сварочные работы или использование в домашнихусловиях).
Содержание
- Виды сварочных аппаратов видео
- Сварочный выпрямитель
- Сварочный трансформатор
- Инвертор
- Технология электродуговой сварки видео
- Как выбрать электроды для электродуговой сварки
Виды сварочных аппаратов
Прежде всего, следует отметить, что абсолютно все устройства для сварки, имеют практически одинаковый принцип работы — они сваривают/плавят металл с помощью переменного либо постоянного тока. Различают лишь источники питания и преобразования сварочного тока для агрегата и расходные материалы, которые используются в процессе сварки. Классифицировать аппараты по источнику тока можно на:
- Выпрямители сварочные
- Трансформаторы сварочные
- Инверторы
Сварочный выпрямитель
Аппарат, который преобразует переменный ток в постоянный, называется выпрямителем. Это довольно сложное и громоздкое устройство, которое, тем не менее, позволяет накладывать очень качественный, практически ювелирный шов. Качества удается добиться из-за того, что выпрямитель обеспечивает стабильность сварочного тока, что позволяет без проблем держать электрическую дугу.

Основным недостатком этого агрегата, является его большой вес, который не позволяет перемещать аппарат в нужное место и непомерное потребление электроэнергии. К тому же работа на этом устройстве требует специальных знаний и навыков.
Сварочный трансформатор
До недавнего времени считался одним из самых долговечных и традиционных видов сварочныхагрегатов. Это устройство наоборот преобразует постоянный ток в переменный, понижая сетевое напряжение, до необходимого — сварочного. Происходит это за счет наличия трансформаторного узла. Электродуговая сварка на этом аппарате, требует наличия специальных электродов для переменного тока и необходимых навыков. Без знания принципа работы этого устройства, умения накладывать сварочные швы и держать электрическую дугу, вряд ли удастся сварить хоть что-нибудь качественно.

Основной плюс трансформатора – необыкновенная долговечность и довольно невысокая стоимость.
Минус — неподъемный вес и потребность в специальных электродах, которых зачастую не бывает в продаже.
Инвертор
Инверторные сварочные аппараты, можно без преувеличения назвать самыми популярными. Тому есть сразу несколько объяснений.
- Во-первых, компактность и малый вес агрегата.
- Во-вторых, возможность без особых проблем подключиться к потребительской электросети.
- В-третьих, возможность качественного наложения сварочных швов.
Ручная электродуговая сварка, выполненная с помощью инвертора, отличается минимальной зашлакованностью шва, что позволяет выполнить работу максимально качественно, без лишних «соплей» и воздушных каверн. К тому же в каждом аппарате инверторного типа, встроена функция «горячий старт» (Hot start), которая позволяет поджечь электрод в одно касание, избежав при этом обычного залипания при соприкосновении с металлической деталью.

Принцип работы инвертора, построен на технологии, позволяющей использовать в качестве источника тока, обыкновенную домашнюю розетку. Ток поступает на выпрямитель и сглаживается специальным фильтром. Получившийся постоянный ток, преобразовывается транзисторами в переменный, высокочастотный ток.
Технология электродуговой сварки
Освоить технологию электродуговой сварки, при желании несложно. Для этого нужен лишь источник тока, расходные материалы (электроды) и горячее желание научиться сварке самому.
Эта технология представляет собой процесс сваривания различных кусков металла между собой, посредством тепла, выделяемого электрической дугой.
Первый и чрезвычайно важный этап работы – это подготовка рабочего места. Для этого необходимо заземлить оборудование и детали, которые предстоит сваривать. Чаще всего для этого используют трехжильный кабель, с изолированными друг от друга проводами.
Первые две жилы служат для подключения к источнику тока, а третья для устройства заземления, путем ее присоединения к заземляющей шине и заземляющему болту.
Второй этап, заключается в выборе диаметра электрода и настройке интенсивности сварочного тока. Эти параметры, напрямую зависят от толщины металла. Отрегулировать настройки можно после наложения пробного шва.

Третий этап, который предстоит освоить начинающему сварщику, это непосредственно сам процесс сварки.
Для того чтобы просто начать сварочный процесс, нужно запомнить, что электрод нужно держать под углом в 15 градусов, причем он непременно должен быть наклонен в сторону сварочного шва. Это положение нужно отработать до автоматизма.
Далее нужно освоить простейшие способы наложения швов.
Простейшим способом наложения сварочного шва, является рисование концом электрода, так называемой восьмерки по линии соединения. Этот способ часто называют сваркой для чайников,потому что его чрезвычайно легко освоить. Дальнейшие, более сложные варианты соединения металла, можно выучить после того, как наберется достаточный опыт работы со сварочным оборудованием, и рука начнет сама чувствовать высоту электрической дуги.
Как выбрать электроды для электродуговой сварки
Качество сварного шва, напрямую зависит от того, какие именно электроды были использованы в работе.
Электроды для сварки делятся на несколько категорий:
Неметаллические, изготавливаются из угля или графита. В процессе сварки не плавятся. Используются для тонких сварочных работ даже на тонколистовом металле.

Металлические, делятся на плавящиеся/неплавящиеся и выбирают их исходя из марки металлов, подлежащих свариванию.

Существуют электроды для легированных, высоколегированных и низколегированных сталей, атакже для наплавки сварочного шва.
Для сварочных аппаратов, генерирующих постоянный ток, подойдут практически любые электроды, которые можно подбирать просто по диаметру, исходя из толщины свариваемых деталей.
Агрегаты, генерирующие переменный ток, нуждаются в более тщательном подборе расходных материалов. Для них лучше всего приобретать универсальные электроды, которые подходят как для постоянного, так и для переменного тока.
Электроды данного типа имеют множество преимуществ, среди которых не последнее место занимает:
- Отличная производительность
- Экономичность и низкий уровень разбрызгивания металла
- Возможность наложения качественного шва даже на ржавые и влажные детали, приготовленные для сварки.
- Возможность использования практически на любом сварочном оборудовании.
- Хорошее удержание электрической дуги.
Приобретая универсальные электроды, не стоит искать дешевые изделия. Они, как правило, не соответствуют заявленным техническим характеристикам. Лучше отдать предпочтение более дорогим маркам, которые будут гораздо более качественными и наложенный с их помощью шов, будет радовать своей надежностью и аккуратностью.
kamin-prof.ru
www.samsvar.ru
Сварочный аппарат. Типы и особенности. Сварка. Дуга. Применение
Издавна люди имеют дело с металлическими изделиями: предметы быта, украшения, оружие, техника и т.д. Люди научились делать кованые изделия, плавить и штамповать чугун. А когда появилась сталь, то из металлических изделий стали строить трубопроводы, корабли, дома, автомобили и другие конструкции. В настоящее время из всего объема расходуемого металла сталь составляет 90%. В черной металлургии научились выплавлять конструкционные материалы высокого качества.
Уже в то время необходимо было создать надежный способ соединения крупных металлических элементов, болты и заклепки уже не могли справиться с большими нагрузками. В 1882 году русский инженер Бенардос создал дуговую сварку металлических деталей с помощью угольного электрода. А через четыре года он оформил патент на технологию сварки металлов. Так появился первый сварочный аппарат.
Инженер Славянов в 1888 году показал публично дуговую сварку плавящимся электродом под флюсом, которая получила название электрической отливки металла. Славянов доказал, что дуговая сварка дает возможность сваривать черные и цветные металлы. В последующие годы металлы стали сваривать уже трехфазным переменным током, и использовать эту технологию в масштабах промышленного производства.
Особенности процесса сварки
Дуговая технология сваривания распространена очень широко, так как с помощью этой технологии образуется прочное неразъемное соединение металлических деталей. Высокая прочность соединения объясняется непрерывностью полученных молекулярных структур и сцеплений металла.
Главный фактор процесса сварки — высокая температура. В теории такие соединения между атомами металла достигаются повышенным механическим давлением. Однако такой способ не подходит для стали, а годится только для металлов с низкой твердостью, например, свинца.
Как возникает электрическая дуга
Сварочный аппарат способен создать высокую температуру для плавления металла с помощью электрической дуги. Она образуется при коротком замыкании двух электродов, которые находятся на близком расстоянии. Напряжение на электродах постепенно повышают до тех пор, пока не возникает воздушный пробой. При этом возникает эмиссия электронов катода, которые повышают температуру от воздействия электрического тока, и перемещаются к ионизированным атомам анода.
Далее события развиваются с большой скоростью: возникает электрическая дуга и цепь замыкается. В результате воздушный зазор ионизируется и формируется плазма, которая является особым свойством газа. Воздушный зазор уменьшает свое сопротивление, в результате чего ток повышается, и температура дуги увеличивается, дуга начинает проводить ток и замыкает цепь. Это явление называют розжигом. Путем регулировки необходимого зазора между электродами дуга стабилизируется.
Процесс сварки
Если электрический разряд создается между электродами, независимыми от свариваемых деталей, то она действует при сварке косвенным путем. Обычно дуга разжигается непосредственно между электродом и деталью, являющейся частью цепи. От сварочного аппарата электрический ток подключают к заготовке, температура электрической дуги повышается и оплавляет детали. При этом создается «сварочная ванна», в которой металл какое-то время находится в жидком виде. В эту же ванну попадает расплавленный металл электрода.
В процессе сварки горящее покрытие электрода создает вокруг дуги газовую оболочку и жидкую шлаковую ванну. При постепенном удалении из рабочей зоны электрической дуги, создается сварочный шов, на поверхности которого образуется корка из шлака в виде своеобразного панциря.
Существуют методы сварки с неплавящимся электродом, изготовленным из вольфрама или графита. Например, во время аргоновой сварки шов наполняется расплавленной сварочной проволокой. Выбор качественных электродов для сварки является важным фактором, обуславливающим надежность и прочность будущего шва. Здесь имеется ввиду не диаметр электрода, а состав его материала. Проволока и электроды разных марок могут лучше сочетаться с различной глубиной плавки, длиной дуги. Обмазка электродов способна в значительной степени влиять на ход сварки, а также менять химический состав и параметры шва.
В процессе сварки место сваривания должно защищаться от воздуха для предотвращения окисления металла. Поэтому вокруг рабочей зоны необходимо формировать защитную среду.
Для решения этой задачи существуют два варианта:
- Технология MIG – MAG, при которой в зону сварки подается инертный газ.
- Сгорание оболочки электрода. При этом вокруг зоны сварки создается газовый купол, защищающий ее от воздуха. Оболочка электрода во время сгорания выводит кислород из зоны шва. В покрытии электрода имеются вещества, ионизирующие электрическую дугу, очищающие и легирующие шовный металл, чем улучшают его физические параметры.
Сварка металла является своеобразным процессом, так как необходимый режим температуры зависит непосредственно от параметров электроэнергии. Чтобы получить качественный шов, необходимо создать условия для устойчивой электрической дуги. Постоянная равномерная дуга способна избежать дефектов шва. Чем больше размер свариваемых деталей, тем электроды для сваривания требуются толще, а также необходима большая сила тока.
Особенностью сварки является то, что при постоянном токе электрическая дуга более стабильная, так как нет изменения полярности тока. При этом шов формируется более качественным. Хотя алюминий и его сплавы лучше сваривает сварочный аппарат переменного тока. Навык работы сварщика при сварке играет большую роль, так как сварщик должен выбирать длину дуги, поддерживать ее горение и правильно двигать электрод по шву, аккуратно расплавляя металл деталей. От профессиональных качеств сварщика зависит прочность, качество и внешний вид шва.
Виды и особенности устройства
Любой сварочный аппарат электродуговой сварки должен принять электрический ток из сети и уменьшить его напряжение, повысив силу тока до необходимой величины (от 100 до 200 ампер). При этом может изменяться частота тока, либо из переменного образуется постоянный ток. Исключением являются только аппараты, в которых электрическая дуга создается от энергии батарей аккумуляторов, либо генераторов с двигателем внутреннего сгорания.
Другими словами, каждый сварочник является своеобразным преобразователем энергии. Существует несколько различных устройств для сварки металлов электрической дугой. Каждый из них имеет свои особенности устройства, достоинства и недостатки, которые следует учитывать при выборе аппарата в торговой сети.
Трансформаторный сварочный аппарат
Это наиболее распространенный вид сварочных аппаратов. Такие устройства недорого стоят, надежны в эксплуатации и имеют простое устройство. Электрическая энергия в этом устройстве преобразуется с помощью трансформатора, действующего на бытовой частоте тока 50 герц. Величина тока настраивается механическим устройством изменения магнитного потока в магнитопроводе.
Получая от электрической сети энергию, первичная обмотка намагничивает сердечник. В это время на вторичной обмотке образуется переменный ток низкого напряжения около 70 вольт, с большой силой тока, которая может достигать 200 ампер. Этот ток создает электрическую дугу для выполнения сварки деталей. Величина напряжения и тока на вторичной обмотке зависит от числа ее витков. Чем меньше витков, тем больше сила тока, и меньше напряжение.
Преимущества- Неприхотливость и надежность в работе.
- Отсутствие электронных элементов.
- Удобное выполнение ремонта и обслуживания из-за простого устройства.
- Невысокая стоимость, по сравнению с инверторными моделями.
- Большие габаритные размеры и вес.
- Небольшой КПД, расходует много электроэнергии, что не позволяет подключать его к бытовой сети.
- При отсутствии опыта в сварочных работах трудно удерживать электрическую дугу.
- Качество шва невысокое, так как сварочный аппарат работает от переменного тока.
Из-за невысокой стоимости такие модели используются в промышленности, в бытовых условиях, где мощность сети достаточна.
Выпрямители для сварки
Такие устройства по своей конструкции схожи со сварочными трансформаторами. В них электрический ток не изменяет частоту, и формируется на обмотках трансформатора низкого напряжения. После понижения напряжения, электрический ток проходит по блоку селеновых или кремниевых выпрямителей, которыми являются полупроводниковые диоды, пропускающие электрический ток в одну сторону. В результате на сварочный электрод поступает постоянный ток. Поэтому при сварке деталей электрическая дуга стабильная, не прерывается и обеспечивает качественный шов.
Устройство выпрямителей сложнее, в отличие от трансформаторного сварочника, так как чаще всего необходимо создавать вентиляторное охлаждение полупроводниковых элементов. Обычно такие устройства оснащаются вспомогательными дросселями, что дает возможность создания необходимых параметров выходного тока – он фильтруется и сглаживается.
В комплект сварочных выпрямителей могут входить измерительные защитные и пускорегулирующие устройства. В работе выпрямителя для сварки важна токовая и температурная стабильность. Для этого в него встраивают плавкие предохранители, реле, термостаты и т.д. Наиболее популярными стали трехфазные выпрямители, как наиболее функциональные устройства.
Преимущества- Качественный шов.
- Наименьшее разбрызгивание материала присадок.
- Легко удерживается дуга.
- Возможность сварки чугуна, цветных металлов и термостойкой стали.
- Значительная глубина плавления.
- Небольшие габаритные размеры и масса, в отличие от трансформаторных сварочников.
- Сложное устройство.
- Нельзя подключать к бытовой сети.
- Высокая стоимость, сравнимая с инверторами.
- Малый КПД.
- Необходимость постоянного контроля за работоспособностью системы охлаждения.
Популярными моделями сварочных выпрямителей стали зарубежные образцы. Например, итальянский сварочный аппарат BlueWeld SPACE 280 отличается своей универсальностью. Он может работать на постоянном и переменном токе в большом интервале 10-220 ампер. Это устройство имеет длительный срок службы, может сваривать детали из чугуна и нержавеющей стали, хорошо подходит для применения в частном хозяйстве.
Профессионалы обычно выбирают выпрямительный сварочник BLUE WELD KING TIG 280 / 1, который имеет высокую мощность и способен сваривать даже алюминий, титан и т.д. Он наиболее удобен и универсален в работе, имеет встроенный цифровой экран на передней панели.
Похожие темы:
electrosam.ru
Типы сварочных аппаратов и их выбор
Сварочный аппарат является электроустройством, с помощью которого производится сварка, а именно самый надежный и долговечный способ крепления металлических деталей, существующий уже более века.
Схема устройства сварочного аппарата.
Это электрооборудование выполняет соединение или резку деталей из металлов и их различных соединений с минимизированными затратами. Рассмотрим более подробно виды таких аппаратов и их основные функции.
Сварочные источники тока
Данные виды сварочных аппаратов нужны для преобразования напряжения в ток. Зависимо от схемы на выходе получаем электродугу, имеющую постоянный или же переменный потенциал. По типам различают следующие аппараты:
- трансформаторный;
- выпрямительный;
- инверторный.
Конструкция трансформатора.
Трансформаторный источник самый простой в использовании, работает за счет трансформатора, который снижает напряжение сети к сварочному и имеет на выходе переменный ток. Сила тока регулируется за счет изменения расстояния между обмотками.
Для сварки цветных металлов или улучшения горения дуги трансформаторный сварочный аппарат доукомплектовывается дополнительными элементами, что увеличивает его вес в несколько. Наиболее ответственные работы выполняются за счет применения электродов переменного тока.
В современной модели трансформаторного аппарата используют мощные вентиляторы, ведь большая часть его энергии приходится на нагрев. Данный аппарат для сварки имеет КПД около 90%.
Достоинства:
- приемлемая стоимость;
- надежность;
- долговечность — качество, позволяющее использовать различные сварочные аппараты переменного тока на протяжении многих лет.
Недостатки:
- имеет довольно большой вес;
- применяется редко, несмотря на все свои достоинства.
Схема сварочного выпрямителя.
Выпрямительный источник — оборудование, использующееся для сварки после преобразования переменного тока в постоянный. Он состоит из следующих комплектующих:
- токопонижающий трансформатор;
- диод;
- датчик регулировки и защиты.
Данный сварочный аппарат обеспечивает, по сравнению с трансформаторным аппаратом, наиболее качественные швы при варке. Выпрямительный аппарат имеет наибольшую стабильность в части сварочного тока и электрической дуги.
Достоинства:
- небольшая стоимость;
- надежность.
Недостатки:
- большой вес;
- сложность в работе, ведь в процессе варки наблюдается сильное перенапряжение сети.
Устройство инверторного сварочного аппарата.
Инверторный источник — это наиболее популярный в настоящее время вид сварочного аппарата. Рассмотрим его отличия от трансформаторных и выпрямительных сварочных аппаратов:
- Работает при токе частоты в несколько десятков килогерц (обычный до 50 Гц).
- Требуется трансформатор малых габаритов.
- Более качественные швы.
- Трансформатор инвертора весит несколько сот грамм при токе 160А, остальные — 18 кг.
- Общая масса всего инвертора не более 7 кг.
Инвертор состоит из преобразователей электрической энергии, сетевого фильтра, трансформатора. Дополнительно для защиты инверторов применяют датчики для охлаждения, предохранители, ограничители перенапряжения.
Есть недостаток: не желательно работать в запыленных помещениях, при дожде.
Вернуться к оглавлению
Основные характеристики сварочного аппарата
Рассмотрим более подробно каждую их характеристик согласно каталогу моделей:
- Продолжительность включения.
В зависимости от производителя сварочного аппарата продолжительность включения измеряется по-разному. Например, в Европейском стандарте EN 60974-1 учитывается продолжительность сварки только при температуре 40º С до первоначальной остановки от перегрева.
Технология сварки.
Итальянская компания Telwin в расчетах применяет температуру не более 20º С при работе с перерывами и учитывает количество электродов, используемых за этот период. В расчетах этой компании ПВ получается немного завышенным, поэтому выбор сварочного аппарата является очень важным в плане методики расчета ПВ.
Из всего вышеизложенного можно сделать вывод, что аппарат европейской компании, имеющий ПВ в 10-20%, будет иметь такую же продолжительность работы, как и итальянский (ПВ 60-80%).
- Ток холостого хода.
Его пределы — 60-85В. Чем выше напряжение, тем проще зажигается дуга.
Существуют модели аппаратов для сварки инертным газом или же проволокой. В быту они применяются очень редко, так как главным их недостатком является высокая стоимость (по сравнению с другими моделями).
Но если же выполнять трудную работу на профессиональном уровне, то применение данных моделей будет весьма актуальным.
- Диапазон измерения сварочного тока.
Частично показывает мощность аппарата. Чем больше мощность, тем вероятнее установить электроды большего размера. Также увеличивается ПВ при работе с небольшими электродами при равномерном распределении силы тока.
В быту для всех видов трансформаторов используют 3-миллиметровый электрод с допустимо максимальной мощностью в 150А, а для инверторных аппаратов — 4-миллиметровый с меньшей допустимой мощностью.
При выборе электродов нужно обращать внимание на рекомендуемые токи при работе со сварочными аппаратами.
Вернуться к оглавлению
Разновидности сварки
Виды сварных соединений.
Способ ручной дуговой сварки в настоящее время является наиболее актуальным видом сварки смазочной проволокой. При плавке проволоки происходит надежное крепление металла, а смазка, которой покрыта проволока, защищает швы от воздействия воздуха, улучшая этим качество швов.
Данный способ применяется при сварке черных и некоторых цветных металлов (сплавов). При сварке только цветных металлов происходит мгновенная плавка с выделением пара, что приводит к некачественному шву.
Способ ручной сварки при помощи защитных газов
Часто применяемой смесью является инертный газ (аргон) с добавлением оксигена. Это нужно, чтобы очистить от примесей и грязи свариваемый металл. При сварке используют электроды из аллотропного углерода (графита) или тугоплавкого материала (вольфрама).
Достоинства:
- высокое качество шва;
- полноценная защита сварочной ванны от попадания воздуха;
- нет образований шлака.
Недостатки:
- низкая скорость выполнения работ;
- дорогостоящие материалы.
Несмотря на свои недостатки, такой способ ручной сварки очень популярен на сегодня.
Способ сварки в полуавтоматическом режиме
При сварке используются сварочная проволока или неметаллические сварочные электроды (смотреть любой каталог) в редких случаях. Полуавтомат для сварки не предусматривает автоматизированного перемещения. Сварка выполняется при помощи постоянного или импульсного тока. По типам сварки различают следующие:
- При помощи инертного газа (MIG).
- При помощи углекислого газа или кислорода (MAG).
- При помощи трубчатой проволоки (порошковой).
Способ сварки полуавтоматов применяют при соединении тонкого металла, цветных сплавов и металлов, широко используют в промышленности.
Вернуться к оглавлению
Дополнительные методы сварки
Плазменная сварка.
На сегодня (в основном в промышленном производстве) используются следующие методы сварки металлов.
Метод плазменной сварки
Этот промышленный метод имеет следующие способы сварки:
- тепло выделяется за счет плазменной струи, которая получается в результате ионизации воздуха между электродами;
- два электрода помещаются в плазмотрон.
Вышеуказанные способы применяют для резки металлов, нежели для сварки.
Метод контактной сварки
При использовании этого метода сварки соединенные части металла соприкасаются между собой, разогреваются до деформации, а потом сжимаются обратно. Контактная сварка имеет следующие разновидности:
- точечная технология сварки;
- стыковая технология сварки;
- рельефная технология сварки;
- шовная технология сварки.
Рассмотрим более подробно каждую из них.
Технология точечной сварки
Схема контактной сварки.
Данный вид работ выполняется с помощью аппарата конденсаторной сварки путем накладывания друг на друга заготовок и зажимания между двумя электродами, при этом подавая малый ток и значительное напряжение.
Таким образом, между заготовками получается сварная точка. При контактной сварке нужно хорошо подготовить поверхность для работы. Сварка производится в ручном и автоматизированном режимах и пригодна для любых видов металла.
Технология рельефной сварки
Это сварочный процесс, соединяющий заготовки одновременно в нескольких точках. Данная технология подобна точечной сварке. Они отличаются тем, что рельефная сварка зависит от формы свариваемой поверхности, а точечная — от рабочей зоны электрода.
Достоинства:
- соединение деталей производится в нескольких точках одновременно;
- получается надежный сварочный шов.
Машина рельефной сварки используется для крепления отдельных деталей в автомобилях, для соединения метизов. Этот метод применяется в радиоэлектронике для соединения мелких схем.
Аппараты для сварки враструб
Область применения — сварка пластиковых труб и оцинкованных изделий диаметром не менее 16 мм и не более 125 мм. Существуют следующие типы этих аппаратов:
- Аппараты для ручной работы с трубами мини-размеров и диаметров (способ муфтовой сварки).
- Автоматизированные аппараты для работы с тубами больших диаметров.
Магнитопроводный сварочный аппарат из электродвигателя — самодельный аппарат, использовавшийся в прошлом веке. Для его изготовления для начала потребуется схема, согласно которой будут соединяться все детали между собой. Также нужно выбрать подходящие материалы в нормальном состоянии. Основными комплектующими для сборки этого аппарата для сварки являются:
- корпус асинхронного электродвигателя небольшой мощности;
- магнитопровод;
- киперная лента;
- электрокартоновые круги;
- эмаль-провод сечением 7,5 мм2;
- шина прямоугольная сечением 25 мм2.
В корпусе двигателя размещается магнитопровод, с двух сторон закрытый кругами из электрокартона и обмотанный киперной лентой. Потом выполняются первичная (эмаль-проводом) и вторичная (медной прямоугольной шиной) обмотки.
Максимальный выход тока в первичной обмотке — 25А, а во вторичной — 200А. При сварке в течение 30 минут сварочный аппарат переменного тока нагревается максимум до 70º С. Главный недостаток в том, что потребляется большая мощность при сварке.
expertsvarki.ru
Сварочный аппарат TIG - рекомендации по выбору
Сварочный аппарат TIG предназначается для выполнения работ по ручной дуговой сварке с помощью неплавящегося электрода в защитной среде инертных газов. Так как для сварки используют в качестве неплавящегося электрода вольфрамовые стержни, то в английском сегменте применяется наиболее распространенное обозначение сварочных аппаратов TIG (Tungsten Insert Gas), на немецком языке используется сокращение WIG, что соответствует названию Wolfram Inert Gas и имеет тот же технический смысл.
Гораздо реже, для данного класса оборудования могут применять общее название Gas Tungsten Arc или сокращенно GTA, что будет говорить, что сварочный аппарат дополнительно может осуществлять ручную или автоматическую подачу присадочного материала при работе.
В любом случае TIG технология является одной из разновидностей аргонно-дуговой сварки и обозначается в нашей технической литературе АДС.
Разновидности сварочных аппаратов тиг
Технология TIG сварки
TIG методика является технологическим развитием аргонно-дуговой сварки и по основным принципам работы является очень схожей, только более совершенной и универсальной, охватывая способностью термического соединения всех существующие металлов и их сплавов.
Основное различие аппаратов простой АДС и TIG методики заключается в технологии сварки и в устройстве сварочной горелки. Так, для сварочных аппаратов TIG в конструкции горелки предусмотрен неподвижно закрепленный вольфрамовый электрод с возможностью небольшого диапазона регулировки, что связано с его прогоранием от высокотемпературной дуги в процессе сварки.
А также оборудование для тиг сварки может различаться возможностью использования в своей работе переменного электрического тока (АC) для соединения черных металлов, алюминия и его различных сплавов или постоянного тока (DC) для сваривания деталей из легированных и нержавеющих сталей, а также различных цветных металлов. Считается больше нормой, чем достоинством, наличие двух режимов работы АC и DC у аппаратов для TIG сварки.
Любой сварочник tig состоит из нескольких основных блоков:
- выпрямителя, в виде мощного диодного моста;
- высокочастотного мощного транзисторного инвертора, который служит для преобразования постоянного тока в переменный;
- высокочастотного силового трансформатора;
- электронного блока управления для возможности регулировки силы и частоты сварочного тока.
Дополнительный функционал
В зависимости от функциональной насыщенности этих блоков аппараты для tig сварки могут иметь и ряд весьма полезных дополнительных функций таких, как:
- squarewave технология, которая уменьшает нестабильность горения дуги переменного тока для улучшения качества сварного шва;
- технологии HF для бесконтактного зажигания дуги, так как при отсутствии HF-осциллятора дугу зажигают контактным способом, что снижает начальное качество сварного шва;
- Lift-Arc технология, позволяющая при касании электродом детали постепенно наращивать силу тока дуги до получения рабочей величины.
Сегодня на рынке предлагаются универсальные сварочные аппараты, которые способны при смене приспособлений и установки соответствующих режимов работать:
- по TIG технологии с неподвижным вольфрамовым электродом;
- по обычной GTA технологии с автоматической подачей присадочной проволоки;
- по простой технологии MMA со штучными покрытыми электродами.
Критерии выбора аппарата
Выбирая аппарат для tig сварки необходимо определиться, где и для чего он будет в основном применяться и использоваться, поэтому, прежде всего, стоит обратить внимание на основные функциональные возможности:
- тип источника электроэнергии на напряжение в 200 или 380 В;
- доступность режимов сварки переменным AC и постоянным DC током;
- возможность смены полярности сварочного тока с прямой на обратную;
- наличие импульсного режима PULS для сварки нержавеющей стали с повышенной вязкостью;
- способность работать длительное время на токах в 180 А и выше для сварки металла толщиной свыше 6 мм;
- комплектация горелкой с водяным охлаждением и наличие к ней стационарного устройства водяного охлаждения;
- наличие цифрового дисплея для визуального контроля режимов работы;
- возможности двух или четырехтактного режима работы;
- возможность использования на автоматизированных или роботизированных производственных линиях;
- возможность работы в различных режимах сварки TIG, GTA и MMA.
Если с основными критериями при выборе сварочного аппарата вы определились, то присутствие в описании дополнительных функций будет являться существенными достоинствами и положительно влиять на качество и производительность работ, а именно наличие:
- блока HF-осциллятора или функции бесконтактного поджога дуги, позволяющего пробивать дуговой промежуток высокочастотным импульсом электрического тока, не касаясь свариваемой поверхности;
- функции POST GAS для регулировки задержки обдува, после того, как отключается дуга;
- функции DOWN SLOP для плавного снижения отключения дуги, что позволяет уменьшать кратер в конце сварочного шва;
- функции BALANCE или изменения баланса полярности для автоматической подстройки основных синусоидальных характеристик при сварке переменным током.
Сварочный аппарат ТИГ является сложным технологическим оборудованием и предназначается для работы на них только специально подготовленным опытным сварщикам.
Краткий обзор моделей для TIG сварки
Лидером на рынке компактных сварочников ТИГ является немецко-бельгийская фирма TIGER®. Универсальная и эффективная модель TIGER 170 DC не имеет равных конкурентов по соотношению веса и возможностей своей производительности. Этот аппарат может сваривать как тонкостенный стальной лист толщиной всего в 0,2 мм, так и листовой материал до 6 мм включительно, при этом имеет набор дополнительных функций по регулировке токов розжига дуги, что позволяет без прожогов варить тонколистовой материал. Несмотря на незначительные размеры и вес всего в 5,4 кг он укомплектован микропроцессорным управлением и памятью для сохранения установленных режимов сварки на 99 ячеек. Установка параметров и режимов работы осуществляется с помощью простого и доступного интерфейса, состоящего из отдельных ручек управления и цифрового дисплея. К достоинствам этой модели можно отнести наличие дополнительных функций: Intelligent Ignition Energy, высокочастотный розжиг Lift-Arc и возможность сваривать по обычной технологии ММА простыми электродами до 4 мм в диаметре.
Этот аппарат может сваривать как тонкостенный стальной лист толщиной всего в 0,2 мм, так и листовой материал до 6 мм включительно, при этом имеет набор дополнительных функций по регулировке токов розжига дуги, что позволяет без прожогов варить тонколистовой материал. Несмотря на незначительные размеры и вес всего в 5,4 кг он укомплектован микропроцессорным управлением и памятью для сохранения установленных режимов сварки на 99 ячеек. Установка параметров и режимов работы осуществляется с помощью простого и доступного интерфейса, состоящего из отдельных ручек управления и цифрового дисплея. К достоинствам этой модели можно отнести наличие дополнительных функций: Intelligent Ignition Energy, высокочастотный розжиг Lift-Arc и возможность сваривать по обычной технологии ММА простыми электродами до 4 мм в диаметре.
TIGER 210 AC/DC
Модель TIGER 210 AC/DC относиться уже к более продвинутым и высокопроизводительным моделям. Она не только способна сваривать в двух режимах сварки при переменном AC и постоянном DC токе практически все виды металлов и их сплавов, но и может работать на автоматизированных или роботизированных производственных линиях. При весе в 8,4 кг этот сварочный аппарат имеет все достоинства присущие младшей модели, а также функцию Electronic Stabilised Arc, благодаря которой способен производить компенсацию перепада напряжения для ММА режима работы при общей длине сварочных кабелей в 100 метров и с электродами до 5 мм.
HAMER TIG-200DC
Аппарат  HAMER TIG-200DC также предназначается для работы в двух основных режимах, включая MMA сварку простыми электродами. Он является идеальным вариантом для работы с черными металлами и нержавеющей сталью и адаптирован для использования в гаражах, частных домах, деревнях и дачных кооперативах, т. е. там, где возможны колебания сетевого напряжения. Эта модель предназначена работать на постоянных сварочных токах от 10 до 200 А от сетевого напряжения 230 В при весе в 9 кг. Ее главным достоинством является относительно невысокая цена при наличии всех необходимых функций tig сварки.
HAMER TIG-200DC также предназначается для работы в двух основных режимах, включая MMA сварку простыми электродами. Он является идеальным вариантом для работы с черными металлами и нержавеющей сталью и адаптирован для использования в гаражах, частных домах, деревнях и дачных кооперативах, т. е. там, где возможны колебания сетевого напряжения. Эта модель предназначена работать на постоянных сварочных токах от 10 до 200 А от сетевого напряжения 230 В при весе в 9 кг. Ее главным достоинством является относительно невысокая цена при наличии всех необходимых функций tig сварки.
ELAND TORS-200
Сварочный TIG аппарат ELAND TORS-200 китайского производства имеет все схожие основные характеристики с ранее указанными моделями. Он имеет вес в 9 кг и рабочие токи в 10-200 ампер, но отличается в лучшую сторону набором дополнительных функций, таких, как легкий розжиг дуги, задержку при угасании дуги, антизалипание электрода, высокочастотные и импульсные TIG режимы работы. А также отличительной чертой этой модели является практически полная комплектация дополнительными приспособлениями и расходными запчастями для работы как по технологии TIG, так по ММА сварке, при этом имея небольшую прибавку в стоимости.
В любом случае выбор остается за вами, а если у вас есть свой опыт работы с TIG-сваркой, то поделитесь им в блоке комментариев.
wikimetall.ru
Сварочный аппарат - надежный помощник в строительстве и ремонте
Многообразие сварочных аппаратов не может не удивлять, но основных типов всего три. Рассмотрим каждый в отдельности.
Ручная дуговая сварка
Такой тип сварки еще называют электродной сваркой (абревиатура ММА ) наиболее популярна, применяется в первую очередь для соединения обычной стали. Научиться использовать сварочный аппарат в бытовых целях сравнительно просто, стоимость техники и расходных материалов невелика.
Для сварки используются электроды — металлические стержни, покрытые обмазкой, диаметром от 1,6 до 5,0 мм.
[note]Электроды большего диаметра применяют обычно для профессиональных задач, меньше чем 1,6 мм не выпускают поскольку прогорают они быстро и выдержать необходимое расстояние между концом электрода и заготовкой достаточно сложно, да и обмазка на тонких электродах хуже держится.[/note]
Ручная сварка обычным электродом
Основные недостатки ММА-сварки — невозможность автоматизации процесса, ограниченное применение: тонколистовые материалы с её помощью соединять сложно — чем тоньше лист, тем выше вероятность его «прожечь». Варить этим методом некоторые цветные металлы, чугун и легированные стали допустимо, но такая работа требует высокой квалификации.
Полуавтоматическая сварка
Для тонколистовых металлов, например в авторемонте, используют полуавтоматическую сварку. Вместо электрода применяют проволоку, намотанную на катушку.
Полуавтоматическая сварка
Подача проволоки автоматическая, сварщику остаётся только вручную перемещать горелку. Благодаря частичной автоматизации процесса эти виды сварки применяют для соединения не только обычных сталей, но и нержавеющей стали , а также цветных металлов.
Аргоновая сварка
Наиболее универсальна аргоновая сварка в среде защитных газов (TIG), это обычная ручная сварка взявшая свое название от газа, который применяется в процессе. Осуществляется она неплавящимся вольфрамовым или графитовым электродом, металл в зону сварки подаётся вручную.

Сварка в защитной аргоновой среде
Скорость такой сварки невелика, а стоимость гораздо выше чем без применения аргона, но варить можно буквально любые металлы, причём с хорошим качеством.
Этот способ чаще всего применяют именно для ответственной сварки цветных металлов. Прочие виды сварки в бытовых условиях почти не применяются. С помощью сварочных аппаратов в принципе можно резать металлы, существуют даже специализированные аппараты для плазменной резки, но это оборудование нужно специалистам, в быту мало кто найдёт для него постоянный «фронт работ».
Источники тока
Вне зависимости от типа сварки любой сварочный аппарат в первую очередь является преобразователем сетевого напряжения в напряжение с заданными параметрами (для каждого типа они свои). Для такого преобразования стандартно применяют трансформатор. Различают трансформаторные и инверторные сварочные аппараты.

Классический вид трансформаторного аппарата времен СССР
Трансформатор есть на обоих этих типах, только в первом случае он «работает» на частоте сети (50 Гц), а во втором используется инверторное преобразование: с помощью электронных схем частота тока существенно увеличивается, а вес и габариты трансформатора уменьшаются в десятки раз.
Далее, «после трансформатора», ток снова преобразуется до необходимых выходных параметров. Конечно, это более сложная схема, но у неё есть масса преимуществ. В частности, это более высокие КПД и качество тока, возможность точной установки его заданного значения, а также регулировки и настройки ряда иных параметров.
Трансформаторные сварочные аппараты и выпрямители (в отличие от трансформаторов они «выдают» постоянный ток) предлагаются многими производителями для ММА-сварки. Стоят такие аппараты дешевле инверторных, более надёжны, но на этом их достоинства заканчиваются. Для полуавтоматической сварки применяют как инверторы, так и трансформаторные аппараты: в этом виде сварки недостатки трансформаторов не настолько заметны.
Некоторые особенности сварочных аппаратов
Тут речь пойдёт в основном об инверторных моделях, у трансформаторов особенностей гораздо меньше. Основные параметры любого сварочного аппарата — рабочий диапазон и рабочий цикл (продолжительность включения, ПВ). О том как выбрать сварочный аппарат для дома читайте тут.

Инверторный сварочный аппарат для сварки штучным электродом методом ММА
В принципе все сварочные аппараты не рассчитаны на длительную работу на максимальном токе, им время от времени требуются перерывы для охлаждения, ПВ как раз и указывает на продолжительность необходимых перерывов.
Но ПВ сильно зависит от заданных параметров тока, а ток выставляется в зависимости от условий работы. Если взять два почти одинаковых сварочных аппарата, скажем, мощностью 130 А и 200 А и проводить сварку на 100 А, то первый потребует перерывов, а второй, скорее всего, сможет работать длительное время вообще без остановок, не перегреваясь.
Так что более мощные аппараты одного модельного ряда способны работать дольше, используют более толстые электроды или проволоку, но других преимуществ у них нет. Значение ПВ очень сильно зависит от температуры окружающего воздуха. «По умолчанию» стоит предполагать, что это 20–25 °C. Правда, в последнее время некоторые производители начали указывать температуру, при которой проводились измерения, но пока — далеко не все.
Ещё одна тенденция последнего времени — указание диапазона напряжений, в котором способен работать инверторный аппарат. Разумеется, важнее его нижняя граница: состояние электросетей далеко не везде идеально, особенно в сельской местности, иногда оно падает ниже 200 В. К тому же любой электрический удлинитель — источник дополнительных потерь.

Рабочее напряжение: 170–240 ВПОТРЕБЛЯЕМАЯ МОЩНОСТЬ: 5,9 кВА (при нагрузке 100 %)Источник тока: инверторный преобразовательнапряжения на IGBT-транзисторах. Род тока — постоянный
Многие современные инверторы могут работать и при напряжении 160–170 В, некоторые — при ещё меньшем: отдельным моделям бывает достаточно 110 и даже 90 В. Если диапазон напряжений не указан, «по умолчанию» можно считать, что сварочный аппарат рассчитан на отклонение напряжения в сети на 10 %. Вполне вероятно, что он будет работать и при более низком напряжении, но узнать это можно только экспериментально.
Все инверторные аппараты собирают на одном из двух типов транзисторов — MOSFET или IGBT, причём в массовом секторе сейчас в основном применяются более современные схемы с IGBT-транзисторами. В сварочных аппаратах они способны работать на более высокой частоте, чем MOSFET, что уменьшает вес техники. Но предлагаемые MOSFETаппараты тоже имеют свои преимущества.
Многие сварочные инверторные аппараты имеют целый ряд дополнительных функций. Для ММА-инверторов характерны как минимум три: Хот старт («горячий старт»), Арк форс («форсирование дуги») и Анти-стик(«антизалипание»).
- В первом случае — электроника создает дополнительный импульс тока в самом начале работы для облегчения поджига дуги.
- Вторая функция следит за приближением электрода и увеличивает сварочный ток, если электрод приближается к детали слишком быстро, а это в свою очередь препятствует залипанию.
- Третья функция отключает или сильно уменьшает ток в том случае, если электрод всё-таки «приварился» — так его легче отсоединить, к тому же снижается нагрузка на сеть.
Эти три функции указываются практически у всех сварочных аппаратов, от самых простых до профессиональных, поэтому даже отличием их можно считать с натяжкой. Некоторые сварочные аппараты более высокого уровня имеют возможность регулировки функций Hot Start и/или Arc Force — вот это уже те отличия, которые могут оказаться полезными при выполнении определённых работ и достаточной квалификации сварщика.

Инверторный сварочный аппарат для полуавтоматической сварки методами MIG/ MAG/ FLUX, сварки штучными электродами методом ММА и аргонно-дуговой сварки методом TIG LIFT
Существует две разновидности сварки «аргоном»: TIG Lift для возбуждения дуги требует касания электродом детали с последующим отведением горелки, при высокочастотном зажигании воздушный промежуток между электродом и деталью «пробивается» без касания. На некоторых аппаратах можно настроить двух- или четырёхтактный режим работы.
В первом сварка проводится при нажатии на кнопку горелки, во втором кнопку удерживать не надо: при первом нажатии производится сварка, для её прекращения на кнопку нажимают её раз. У аппаратов для аргонно-дуговой сварки встречается и ещё ряд других настраиваемых функций, которые позволяют подобрать оптимальный режим под конкретные условия работы.
Но все эти функции есть только на сложных, профессиональных моделях, большинство видов аргоновой сварки обходится без них. Ряд инверторных аппаратов относится к комбинированным — с их помощью реально проводить два или даже все три типа сварки (бывает и четыре, если учитывать плазменную резку). Стоят они, понятно, несколько дороже «обычных», но всё-таки дешевле, чем два «раздельных» аппарата.
Одежда и аксессуары
Сварщик в полной экипировке
Для сварки потребуется не только сварочный аппарат и расходные материалы к нему. Важнейший аксессуар — сварочная маска. Иногда в комплект аппаратов входит пластмассовый щиток (маска надевается на голову, щиток приходится держать одной рукой) с затемнённым стеклом, но лучший выход — прикупить маску-«хамелеон» с автоматическим затемнением. Это гораздо удобнее. Для предварительной очистки соединяемых деталей желательна стальная щётка, для отбивки шлака — молоток (гибрид щётки с молотком тоже часто входит в комплект поставки). Не стоит забывать и об одежде: сварочная дуга — мощный источник ультрафиолета, открытые участки кожи могут «загореть» до ожога буквально за несколько минут работы. Одежда должна быть плотной, стойкой к воздействию искр. В качестве обуви лучше всего использовать сапоги или кожаные ботинки, они защитят ноги от раскалённых частиц металла и шлака, а заодно могут смягчить удар при падении на ноги тяжёлых предметов и заготовок (ситуация вполне вероятная).
Как варить?
Некоторый необходимый минимум знаний и приёмов есть в инструкциях по эксплуатации оборудования. Для бытовых целей этого вполне достаточно. Для проведения более сложных работ лучше обратиться к специальной литературе — учебники по сварочному делу, выпущенные ещё в советские времена, понятны и подробны. Нюансов очень много, они зависят от свариваемых материалов, толщины, области применения полученного изделия и ещё массы других факторов. Несмотря на то что аппараты для сварки за несколько десятков лет сильно изменились, приёмы работы остались теми же. Ну и, конечно, чтобы научиться варить, нужна практика, без этого никак не обойтись.
obinstrumente.ru
Ручная дуговая сварка - видео и принцип работы сварочного аппарата
Метод РДС – это самый распространенный и доступный метод сварки штучным покрытым электродом. В инструкции ручная дуговая сварка видео хорошо видно, что этот метод отличается мобильностью и простотой в использовании, а также не требует никакого дополнительного оборудования. Чтобы познакомиться с техникой сварки и узнать все о методе “ручная дуговая сварка”, видео смотрите на нашем сайте.
Сущность процесса РДС
Сущность ручной дуговой сварки заключается в том, что свариваемый металл плавится теплом дуги, а зажигание, поддержание и перемещение дуги осуществляется ручным способом. Одним из элементов является металлический стержень, а другим – свариваемое изделие.
С помощью источника тока (переменного или постоянного) на кончике электрода образуется сварочная дуга, которая плавит сам электрод и изделие, образуя при этом жидкую сварочную ванну, из которой потом, по мере остывания, формируется будущий шов. Шов, при этом, покрывается шлаковой коркой, которую по окончании сварки отбивают молотком. Иногда сварочные швы требуют дополнительной обработки или зачистки. После просмотра различных видео-инструкций для начинающих, дуговая сварка станет понятным процессом.
Этот метод подходит для сварки углеродистых, низколегированных, конструкционных, высоколегированных, теплоустойчивых сталей. С его помощью, возможно, также резать и наплавлять металл. С использованием специальных электродов, возможно, производить сварку цветных металлов.
Как можно увидеть на видео, электродуговая сварка чугуна или нержавейки осуществляется на постоянном токе, а алюминия – на переменном токе.
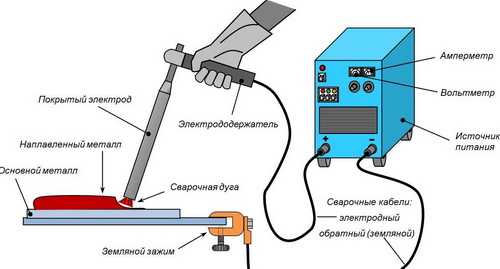
Виды и методы РДС
Существуют следующие методы и виды ручной дуговой сварки: сварка «с опиранием обмазки» (дает большую глубину проплавления), сварка «пучком» (увеличивает производительность), сварка «ванным» способом (позволяет экономить электроэнергию и снижает расходы, используется для сварки стержней арматуры), сварка «трехфазной» дугой (обеспечивается стабильность горения дуги), а также сварка «наклонным» или «лежачим» электродом (служит для механизации процесса).
Сварочные аппараты, виды и принцип работы
Полезной будет информация для начинающих: дуговая сварка может осуществляться с применением совершенно разного оборудования: трансформаторных источников, выпрямителей, инверторов.
Любой сварочный аппарат – это, в первую очередь, источник сварочного тока, который необходим для получения и поддержания сварочной дуги. Принцип работы сварочного аппарата заключается в следующем.

В его корпус заключен силовой трансформатор, преобразующий ток из розетки (переменный) с высоким напряжением в сварочный ток (переменный или постоянный) с пониженным безопасным напряжением. С помощью трансформатора также происходит регулировка тока и формирование необходимой вольт-амперной характеристики.
Сварочный аппарат подключается в розетку (первичный ток), и в зависимости от напряжения (220/380 В), к вторичному току в разъемы на передней панели аппарата с помощью токовых наконечников подключается сварочный кабель. От типа применяемого источника будет зависеть, какой сварочный ток будет на выходе из аппарата. Он может быть переменным или постоянным.
Принцип работы сварочного аппарата постоянного тока основан на преобразовании переменного тока из сети, но, благодаря выпрямительному блоку в конструкции таких аппаратов, ток выпрямляется и становится постоянным.
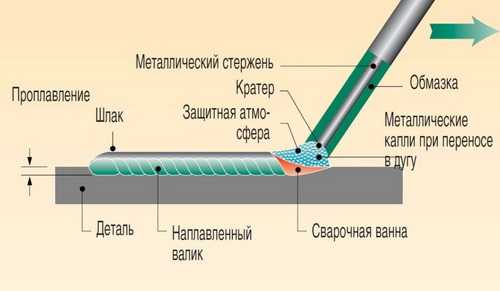
Далее к кабелю присоединяются электрододержатель и клемма заземления (или массовый зажим на изделие). При сварке постоянным током количество тепла на электродах различное, поэтому в сварке введено понятие полярности. Как показано на видео, электродуговая сварка может производиться на прямой или обратной полярности.
Электрододержатель может быть присоединен как к «плюсовому» разъему (обратная полярность), так и к «минусовому» (прямая полярность). Какую полярность выбрать при сварке, зависит от толщины изделия и марки используемых электродов. Классический метод подключения – «плюс» на держатель. Массовый зажим надежно крепится на изделии или заготовках.

Достаточно распространен и способ крепления массового зажима к сварочному столу. Сварочный ток выставляется перед началом сварки с помощью специального регулятора, а его значение зависит от того, какую толщину металла придется сваривать и от выбранного диаметра электрода. Мощность держателя, клеммы заземления, как и толщина сварочного кабеля, подбираются в зависимости от величины сварочного тока.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru










