Содержание
Классификация сварных соединений: прерывистые, нахлесточные и другие
Позиции, по которым осуществляется классификация
Согласно нормативным документам классификация сварочных швов имеет подразделения в зависимости от их положений, необходимой длине, направленности усилий, числу проходов, особенностям выполнения, в частности количеству слоев. Существуют различные виды сварных узлов в связи с условиями работы. Готовые швы классифицируется по их ширине и наружной форме.
Положение в пространстве
Классификация сварных швов по месту выполнения предлагает всего четыре варианта расположения сварных швов:
- внизу;
- сверху;
- горизонтально;
- вертикально.
При возможности опытные сварщики сами выбрали бы нижнее положение и посоветовали то же самое новичкам. Преимущества этого положения очевидны, зато каждый из оставшихся вариантов имеет свои особенности при выполнении. Всех их объединяет главная проблема — сила тяжести, под действием которой металл начинает стекать вниз.
Верхнее положение иначе называется потолочным. В этой подгруппе оно считается самым сложным. Начать с него обучение профессии сварщика не стоит — здесь потребуется настоящее мастерство. Электрод может быть только в одном положении — вертикально вверх, что трудно и без того в неудобном положении исполнителя. Сварку следует выполнять круговыми движениями с постоянной скоростью. Дуга не должна быть длинной. Несмотря на выполнение всех рекомендаций, такой шов не всегда может получиться очень качественным.
При горизонтальном положении варить допускается как направо, так и налево. Угол наклона электрода должен быть достаточно большим с учетом величины тока. При значительном стекании металла проблему можно частично решить, увеличив скорость движения, что даст уменьшение нагрева. Еще один вариант — периодически отрывать дугу, давая время на остывание металла.
В отличие от горизонтального положения при вертикальном вниз будет стремиться не вся сварочная ванна, а только капли металла.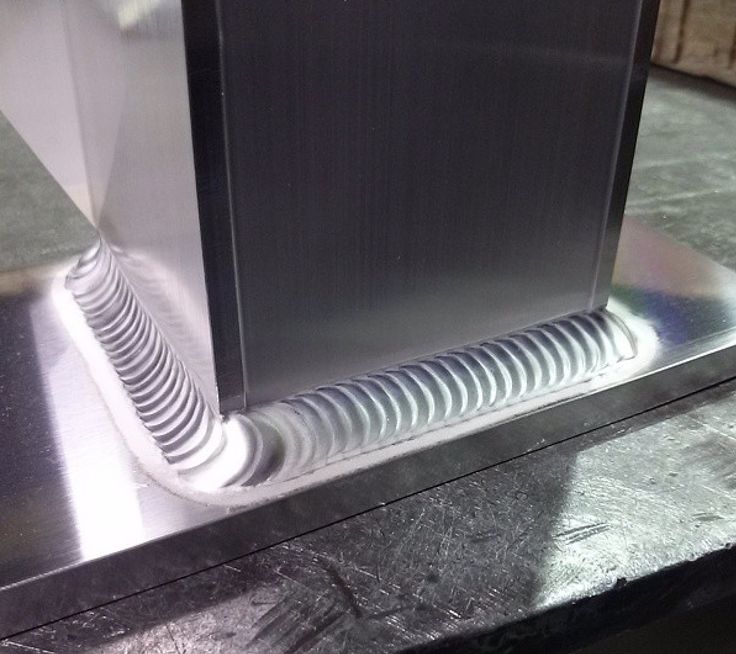 Шов сваривается в любых направлениях, а дуга делается короткой.
Шов сваривается в любых направлениях, а дуга делается короткой.
Протяженность
Основная градация по протяженности заключается в разделении на два вида: сплошной и прерывистый. Если с определением сплошного все понятно, то прерывистым называется шов, технология применения которого предусматривает наличие постоянного интервала. Прерывистый сварной шов в свою очередь делится на цепной, шахматный и точечный.
Сварные швы могут выполняться на одной или обеих сторонах. Соединения на цепных дорожках находятся друг против друга. Сварной шов шахматный предполагает сварку, произведенную в шахматном порядке.
ГОСТ 5264 регламентирует правила обозначение сварного шва. В чертежах должно быть указано, имеет ли он цепное или шахматное расположение. Обозначение содержит сведения о размерах. Так, прерывистый сварной шов 50/100 означает, что его длина составляет 50 мм, а шаг — 100 мм. Шаг сварного шва 100/100 имеет такой же размер, как и длина. Прерывистый сварной шов с шагом, длина которого составляет 40 мм, а шаг — 120 будет обозначаться 40/120.
Если требуется указать данные нестандартного сварного шва, то его конструктивные размеры устанавливаются таким образом, чтобы они соответствовали поставленной задаче. Точечный способ не требует наличия сварочной ванны. Элементы металлических изделий при таком способе скрепляются, применяя нахлесточное сварное соединение.
Направление усилий
Еще одной группой квалификации является разделение по направлению прилагаемых усилий.
Дифференциации подвергаются сварные швы вдоль сечения:
- При фланговом или продольном способе усилие направлено параллельно оси шва.
- При лобовом или поперечном варианте усилия составляют с осью прямой угол.
- Комбинированный метод сочетает первые два способа.
- При косом варианте действие усилия находится под углом к оси шва.
Форма поверхности
Классификация сварных соединений включает в себя разделение по внешнему виду формы поверхности сварных швов. Существует три вида:
- Нормальные.
 Название говорит само за себя.
Название говорит само за себя. - Выпуклые. Иначе — усиленные.
- Вогнутые. По другому — ослабленные.
 Название говорит само за себя.
Название говорит само за себя.Преимущества каждый вид имеет в зависимости от условий работы. Выпуклые швы являются многослойными. Они находят применение, когда скрепляемое соединение предстоит использовать под статическими нагрузками.
Однако, следует учитывать, что увеличенный наплыв приведет к дополнительному расходу электродов, что повышает себестоимость процесса. Вогнутые применяются, когда скреплять предстоит листы из тонкого металла. При динамических нагрузках лучше использовать швы плоские или вогнутые, поскольку в этом случае отсутствует большой перепад между основным материалом и швом.
Условия, в которых предстоит работать узлу, имеющему сваренные поверхности
Разделение зависит исключительно от условий эксплуатации узла изделия. К рабочим относятся сварные швы, которым предстоит принимать на себя нагрузки, иногда значительные. Нерабочие швы являются просто соединительными или связующими. Естественно, в предъявляемых к ним требованиях имеется существенная разница. Рабочие швы необходимо подвергать контролю подходящими для этого методами.
Естественно, в предъявляемых к ним требованиях имеется существенная разница. Рабочие швы необходимо подвергать контролю подходящими для этого методами.
Сварной шов, являющийся нерабочим, но находящийся в неблагоприятных погодных условиях, должен быть избавлен от пустот и трещин.
По ширине
Согласно этому критерию сварочные швы бывают двух видов:
- уширенные;
- ниточные.
При работах наплавочного характера применяют уширенный вариант. Если предстоит сваривать листы тонкого металла, выбирают ниточные швы.
Число слоев
Слои иначе называют проходами. Классификация по этому признаку насчитывает два варианта
- однослойные или однопроходные;
- многослойные или многопроходные.
Многослойный сварочный шов имеет свою особенность — это такой шов, в котором число слоев совпадает с количеством проходов. Если же какие-то слои были выполнены за несколько проходов, то они получат название многопроходных. Сфера применения многослойных швов — стыковое сварное соединение.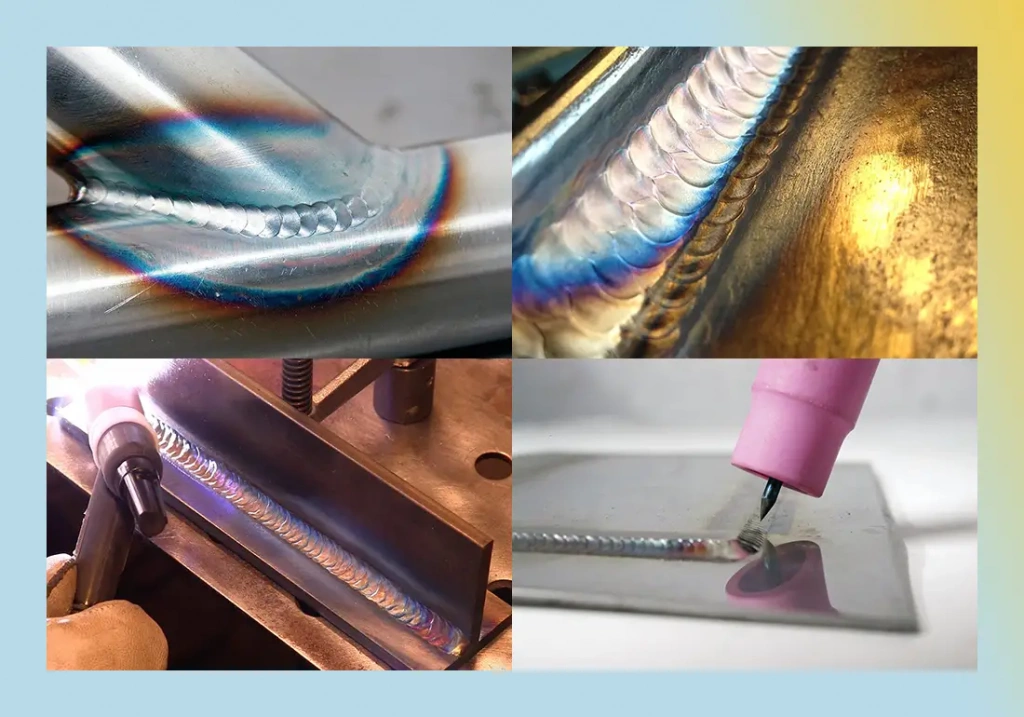 Многопроходный вариант используется для угловых швов и с тавровой конфигурацией.
Многопроходный вариант используется для угловых швов и с тавровой конфигурацией.
При многопроходном методе наложение последующего слоя происходит на неостывший предыдущий. Перед этим необходимо успеть быстро удалить сварочный шлак. Если сварка производится на участке длиной от 200 мм, то ее ведут в разных направлениях. При наложении следующего слоя в предыдущем происходит отжиг, что положительно влияет на структуру и механические характеристики сварного шва.
Характер выполнения
По характеру выполнения сварные швы делятся на односторонние и двусторонние.
Односторонний шов располагается с одной стороны, а двусторонний — по обе стороны.
Расчет катета
Чтобы избежать ошибок и изготовить действительно качественную, способную выдерживать высокие нагрузки металлоконструкцию необходимо предварительно рассчитать какой должен быть катет сварного шва.
От этого показателя непосредственно зависят прочностные характеристики создаваемых изделий, в частности:
- нельзя увеличивать наплавление, поскольку от этого существенно изменяются в худшую сторону прочностные характеристики;
- если повысить ширину охвата, то сразу же расширяется площадь нагревания и соответственно расплавляется большее количество металла. В результате это становится причиной деформации всей конструкции;
- слишком большие ширина и высота сварных швов существенно повышают количество расходуемых материалов, а если речь идет о массовом производстве, то такие затраты попросту недопустимы;
- при сваривании заготовок разной толщины очень важно определить значение катета, и рассчитывать его нужно с учетом геометрических параметров детали, которая тоньше;
- слишком узкие шовные соединения не обладают должной прочностью и понижают качество всей конструкции. Особенно важно это в случаях, когда готовые изделия будут подвергаться постоянным нагрузкам.
 В результате это становится причиной деформации всей конструкции;
В результате это становится причиной деформации всей конструкции;Расчет катета сварного шва позволяет еще до начала сварочных работ определить какими прочностными свойствами будет обладать металлоконструкция. Кроме этого и с финансовой точки зрения наличие таких показателей необходимо. Вплоть до копейки можно рассчитать себестоимость работ, обеспечивая экономию на расходе электроэнергии и комплектующих.
Дополнительные технологии
Соединение сваркой может производиться с применением различных дополнительных технологий. К основным видам относятся следующие:
К основным видам относятся следующие:
- Подварочный. Предварительный шов. Предотвращает прожоги при осуществлении основного процесса.
- Прихватка. Фиксирует детали, приготовленные для процесса сваривания.
- Временный. Скрепляет заготовки на необходимое время, а затем удаляется.
- Монтажный сварной шов. Применяется при монтаже всевозможных конструкций.
Дополнительные технологии облегчают проведение основного процесса и увеличивают положительные характеристики сварных швов.
Влияние катета на геометрические параметры углового шва
Кроме прочностных показателей катет углового сварного шва влияет на правильность геометрии создаваемых соединений:
- когда одна из сторон стыкового соединения слишком вытянута, то это является признаком того, что только на одну заготовку наложен расплав, а вторая заготовка прикреплена плохо. Поэтому важно чтобы с обеих сторон катеты были одинаковыми. Дефекты такого характера возникают из-за смещения дуги вправо или влево;
- растянутый и плоский валик указывает на то, что расплавившийся металл хаотично растекся по поверхности деталей. Это тоже считается браком, образующимся из-за чрезмерно короткой дуги;
- при очень коротких катетах на стыковых соединениях образуются большие выпуклости. Такие дефекты возникают при длинной дуге, металл при этом застывает сверху и даже при небольших нагрузках сразу же появляются трещины.
 Дефекты такого характера возникают из-за смещения дуги вправо или влево;
Дефекты такого характера возникают из-за смещения дуги вправо или влево;Чтобы получить идеальный вариант сварного шва наряду с контролем за геометрическими параметрами нужно также соблюдать технологию сваривания. Дуга после зажигания должна находиться строго по центру создаваемого стыка. Оптимальной считается длина дуги, когда она составляет 1-1,5 исходя от диаметра электрода.
Скорость движения и форму сварочной ванны необходимо контролировать. Ванна должна иметь овальную форму. Если визуально она напоминает круг или слишком вытянута, то это прямой признак неправильности сварного процесса. Непровары металла возникают вследствие высокой скорости перемещения электрода. Когда скорость очень низкая, то высока вероятность появления прожогов металла.
Непровары металла возникают вследствие высокой скорости перемещения электрода. Когда скорость очень низкая, то высока вероятность появления прожогов металла.
Каждый из указанных выше факторов крайне важен в сварочном процессе. Но при соблюдении техники сваривания и зная каким должен быть размер катета сварного шва не сложно выполнить качественные стыковочные соединения, обеспечивающие надежность и долговечность любой конструкции.
Виды сварок
Качество сварных швов во многом зависит от применяемого оборудования. Основные сварочные виды:
- Ручная дуговая. Этим способом можно скрепить детали из металлов любой толщины.
- Автоматическая. Из оборудования требуются трансформатор, выпрямитель или инвертор.
- В инертном газе. Соединение получается очень прочным. Инертные газы предохраняют металлические детали от окисления. К плюсам относятся отсутствие шлаков и отходов, а также аккуратный внешний вид.
- Газовая. Шов осуществляется под действием температуры горения газа из горелки.
- С помощью паяльника.
 Шов осуществляется под действием температуры горения газа из горелки.
Шов осуществляется под действием температуры горения газа из горелки.Вид сварки выбирают, исходя из требованиям к сварному шву.
Выполнение
После того как вся конструкция соединена, узлы и детали соединяются прихватками.
Расположение зависит от того:
- где планируется делать сварочный шов;
- в какой части конструкции ожидается максимальное внутреннее напряжение;
- где возможна деформация.
Техника наложения зависит от желаемой глубины провара, но, в общем, не отличается от техники наложения сварочного шва. По сути, прихватка – это короткий сварочный шов, выполненный в один проход.
В случае, когда предполагается автоматическая сварка, прихватка накладывается с противоположной от первого прохода стороны, если не предъявлены обратные требования.
Вид сварных соединений
К основным типам соединений, произведенных с помощью сварки, относятся:
- Стыковые. Особенностью расположения является то, что все свариваемые детали находятся в одной плоскости.
- Угловые. Соединяемые элементы могут располагаться друг относительно друга под любым углом.
- Нахлесточное. Детали располагаются параллельно друг другу.
- Тавровые. Под углом располагаются торец одной детали и поверхность другой.
- Торцовые. Свариваемые детали совмещены своими поверхностями.
 Особенностью расположения является то, что все свариваемые детали находятся в одной плоскости.
Особенностью расположения является то, что все свариваемые детали находятся в одной плоскости.Сварка стыковых соединений находит широкое применение для соединения деталей в конструкциях из листового металла, труб и резервуаров. Технология сварки стыковых соединений состоит в том, что две свариваемые детали соединяют между собой торцовыми поверхностями. Детали при этом должны располагаться на одной плоскости.
Сварка встык, как иначе называют стыковой вид сварки, является соединением простым и надежным. Рекомендуется применять ее в конструкциях, подвергающихся действию переменного напряжения. Метод обеспечивает высокую прочность и наименьшие деформации. Сложностью применения является необходимость тщательной подгонки кромок друг к другу. Достоинствами являются экономия расходных материалов и небольшое время, необходимое для проведения процесса. Особые требования предъявляются к выбору электродов.
Метод обеспечивает высокую прочность и наименьшие деформации. Сложностью применения является необходимость тщательной подгонки кромок друг к другу. Достоинствами являются экономия расходных материалов и небольшое время, необходимое для проведения процесса. Особые требования предъявляются к выбору электродов.
Имеются различные способы сварки стыковых швов:
- на весу;
- на подкладке из меди;
- на стальной подкладке;
- при выполнении предварительного подварочного шва.
Сваркой на весу получить хороший провар основания шва достаточно трудно. Более предпочтительными являются методы с использованием медной или стальной подкладки. Они должны быть сильно прижаты к сварным кромкам. Это уменьшит вероятность вытекание из ванны жидкого металла. Подварочный шов выполняется с другой стороны, если имеется такая возможность.
Небольшие детали свариваются без разделки кромок. В зависимости от толщины деталей сварка может быть с одной стороны или с двух. Электродом совершают колебательные движения.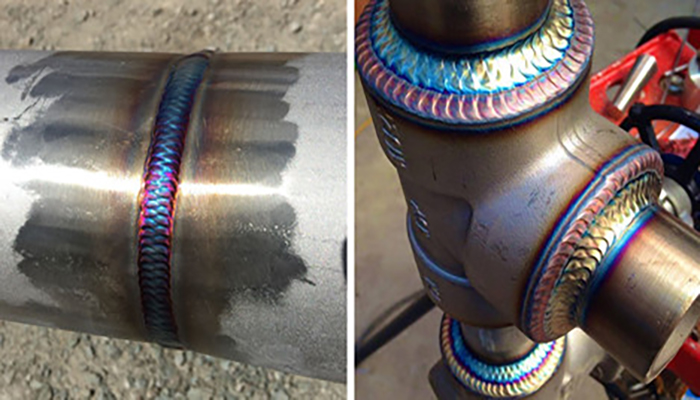 Во время совершения такого вида сварки надо следить за равномерностью расплава обеих кромок на необходимую глубину.
Во время совершения такого вида сварки надо следить за равномерностью расплава обеих кромок на необходимую глубину.
Преимуществами сварки встык перед другими способами являются уменьшение расхода электродов и электрических ресурсов, простота контроля процесса сварки. Толщина свариваемых деталей не обязательно должна быть одинаковой. Усилить шов в этом случае поможет замковое соединение.
Угловые сварные швы могут применяться для сварки емкостей и различных резервуаров. Они имеют ограничение — толщина металла должна быть не более 3 мм. Не используются в конструкциях, которые испытывают внутреннее давление большой величины. Угловые соединения кажутся простыми, но и в этом виде имеются сложности. Металл может стекать вниз на горизонтальную плоскость. Чтобы этого избежать, необходим постоянный контроль за движениями электрода и выдержка правильного угла его наклона.
Качественную угловую сварку получают в случае применения «лодочки». Если свариваются металлические листы неодинаковой толщины, то электрод следует располагать к утолщенной детали, чтобы обеспечить ей более сильный нагрев. Одновременно это предотвратит прожег тонкого металла. При сварке угловым методом необходимо соблюдение геометрических критериев: ширины, изогнутости, выпуклости.
Одновременно это предотвратит прожег тонкого металла. При сварке угловым методом необходимо соблюдение геометрических критериев: ширины, изогнутости, выпуклости.
Нахлесточное соединение применяется для сварки конструкций из металлических листов толщиной до 12 мм. Нахлесточный сварной шов является распространенным видом соединения сваркой. Его использование возможно, когда поверхности соединяемых деталей прилегают друг к другу плотно и без зазоров. Это обеспечивает перекрытие частей соединяемых элементов. Нахлесточное сварное соединение является достаточно простым и подойдет для начинающих без большого опыта в сварном деле. Его применение оправдано в местах, где необходимо достичь большого значения прочности на растяжения.
Швы при этом методе расположены на некотором расстоянии, что обеспечивает дополнительную прочность. Нежелательно применение, если существует нагрузка на излом. Расчет нагрузки соединения внахлест учитывает все виды существующих нагрузок для обеспечения необходимой прочности.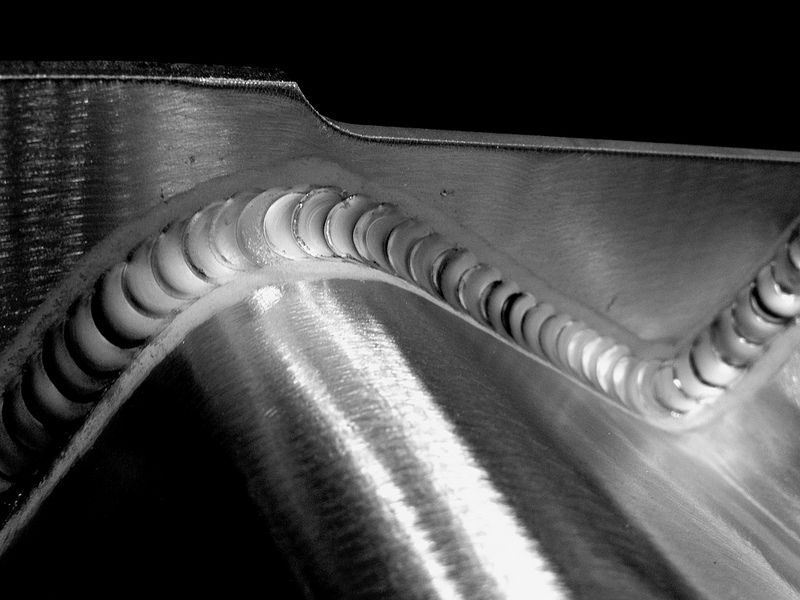 К преимуществам способа относятся простота исполнения, высокое значение прочности на разрыв, небольшая себестоимость. В качестве подготовительных работ необходима только обрезка.
К преимуществам способа относятся простота исполнения, высокое значение прочности на разрыв, небольшая себестоимость. В качестве подготовительных работ необходима только обрезка.
Тавровое соединение напоминает перевернутую букву «Т». Свариваются торец одной детали и поверхность второй под углом, который является прямым. Отклонения от значения угла должны быть минимальными. Применяется в сварке несущих конструкций. Необходима тщательная обработка поверхностей. Тавровые соединения удобно осуществлять в вертикальных и горизонтальных положениях.
Наиболее удобно сварку осуществлять в наклонном положении, используя принцип «лодочки». При этом процесс можно проводить в нижнем положении, что является неоценимым преимуществом. Скорость сварки увеличивается, уменьшается вероятность подрезов. Такой вид сварки является одним из наиболее прочных.
Расположение элементов обеспечивает дополнительную жесткость. Соединения тавровым способом позволяют осуществлять сварку в труднодоступных местах. Применяется для сваривания деталей различной толщины. При таких соединениях конструкции способны выдерживать большие нагрузки.
Применяется для сваривания деталей различной толщины. При таких соединениях конструкции способны выдерживать большие нагрузки.
При торцовом виде соединения свариваются торцы двух деталей, а боковые стороны плотно друг к другу прилегают. Могут применяться как для тонких, так и для толстых материалов и деталей. Вероятность появления прожогов невелика, деформации и напряжения небольшие. К достоинствам относится высокая теплопроводность. Особые требования к поверхности торцов не предъявляются. Исполнение является несложным.
Критерии выбора катета сварочного стыка
Длина сварного шва вычисляется в отдельности для каждого из подлежащих спайке элементов. Полученный результат напрямую зависит от ряда характеристик:
- толщина соединяемых друг с другом деталей;
- материал, из которого выполнены заготовки;
- тип соединения — одно- или двухстороннее в зависимости со скольких сторон проваривается угол;
- технические характеристики расходных материалов, в частности проволоки и электродов.

Для обеспечения нужной прочности важно правильно определить размеры валика. Недопустимой считается завышенная или минимальная длина сварного шва, она должна соответствовать действующим нормам.
Как провести расчеты катета сварочного стыка
Что такое катет шва в сварке и каким образом он влияет на технические характеристики полученных в процессе сваривания изделий можно понять по выше изложенному материалу. Поэтому сомнения по поводу проведения вычислений этого параметра лишние.
Значения сварочных соединений и показатели их прочности в промышленных условиях вычисляют математическим путем, применяя для этого специальные формулы.
В бытовых условиях измерения можно выполнить с помощью готового специализированного шаблона-катетометра. Это состоящий из калиброванных пластин прибор. Перпендикулярно к линии стыка поочередно прикладывают каждую пластинку, результат определяется по той, которая плотнее всех прилегает к поверхностям.
Если под рукой у мастера нет катетометра, то вместо него можно использовать угольник и штангенциркуль. К одной из заготовок прикладывается угольник, при этом его вершина должна опираться в вершину полученного при сваривании валика. К другой вершине нужно опустить щуп штангенциркуля. Измерение катета сварного шва выполняется по вылету щупа, который равен вычисляемой длине.
К одной из заготовок прикладывается угольник, при этом его вершина должна опираться в вершину полученного при сваривании валика. К другой вершине нужно опустить щуп штангенциркуля. Измерение катета сварного шва выполняется по вылету щупа, который равен вычисляемой длине.
Здесь следует обратить внимание на то, что при наличии длинных шовных валиков на проверку уходит достаточно много времени, а сами измерения не обладают высокой точностью.
Другие способы визуального вычисления катета
Существует несколько эффективных методов как измерить катет сварного шва, сущность которых состоит на физических принципах. К таковым относят ультразвуковой контроль, дефектоскопирование, просвечивание стыков рентгеновскими и гамма-лучами, радиографический способ.
Капиллярным методом и магнитным зонированием иногда проводят определение катета сварного шва. Но такие способы весьма затратные, поскольку для контроля необходимы дорогостоящие реактивы и аппаратура.
Есть еще специальные компьютерные программы, позволяющие быстро выполнить необходимые расчеты и получить точные показатели. В данном случае потребуется предварительно измерить геометрические характеристики сварочного стыка. Сделать это можно с помощью универсальных шаблонов визуальным путем:
В данном случае потребуется предварительно измерить геометрические характеристики сварочного стыка. Сделать это можно с помощью универсальных шаблонов визуальным путем:
- прибор Красовского УШК-1. Применяют для замеров зазоров между свариваемыми деталями, габаритов стыковых, тавровых и нахлесточных соединений;
- измерительное устройство УШС-2. Это комплект шаблонов, которыми катет сварки определяется по выпуклой гипотенузе с диапазоном 4-14 миллиметров;
- прибор УШС-3. Процесс измерения с ним более сложный. С его помощью проверяются показатели углов разделки швов, высота сварного шва и смещение между соединяемыми элементами;
- шаблон, оснащенный измеряющим Маршака-Ушерова УШС-4. Предназначен для проведения промеров корня шва, углов и размера катета. Среди всех приборов считается наиболее универсальным.
Не стоит недооценивать определение «что такое катет сварного шва», потому что от него прямо зависит качество работ, прочность соединительного стыка и всей конструкции в целом.
Визуальный метод получения геометрических значений не требует особых навыков и применения дорогостоящего оборудования, а также является наиболее финансово доступным способом проверки сварных изделий на соответствие поставленному техническому заданию.
Сварочные швы: виды швов и соединений
В процессе выполнения сварочных работ получаются различные соединения. Сварочные швы способны соединять не только металлы, но и другие разнородные материалы. Состыкованные в неразъемный узел элементы представляют собой соединение, которое можно разграничить на несколько участков.
Зоны сварочного соединения
Соединение, полученное в процессе сварки, разбивают на такие зоны:
- Место сплавления – граница между основным металлом и металлом полученного шва. В этой зоне находятся зерна, которые отличаются по своей структуре от состояния основного металла. Происходит это из-за частичного расплавления во время сварочного процесса.
- Область термического влияния – зона основного металла, которая не подверглась оплавлению, хотя в процессе нагрева металла структура ее была изменена.
- Сварочный шов – участок, который образовался во время кристаллизации в процессе остывания металла.

Типы сварочных соединений
В зависимости от расположения стыкуемых изделий друг относительно друга соединения делятся на такие типы:
- Встык. Состыковка элементов конструкции осуществляется в одной плоскости торцами друг к другу. В зависимости от различной толщины соединяемых деталей торцы могут относительно друг друга вертикально смещаться.
- Угловое соединение. В этом случае совмещение торцов производится под углом. Сварочный процесс осуществляется на примыкающих краях деталей.
- Соединение внахлест. Детали под сварку расположены параллельно с частичным перекрытием.
- Торцевое соединение. Свариваемые элементы совмещены параллельно друг другу и состыкованы по торцам.
- Тавровое соединение. В этом случае торец одной детали примыкает к боковой части другой под углом.
Сварочные соединения также характеризуют виды сварочных швов, квалифицировать которые можно по некоторым признакам.
Показатели сварного шва
Существует несколько параметров, по которым можно охарактеризовать все полученные сварочные швы:
- ширина – это размер между границами шва, которые прорисовываются видимыми линиями сплавления;
- корень шва – обратная его сторона, которая находится в максимальной удаленности от лицевой части;
- выпуклость – определяется в наиболее выпуклой части шва и обозначается расстоянием от плоскости основного металла до границы наибольшего выступа;
- вогнутость – этот показатель актуален, если имеет место в сварном шве, потому что, по сути, является дефектом; определяется данный параметр в том месте, где шов имеет наибольший прогиб — от него до плоскости основного металла измеряется размер вогнутости;
- катет шва – он имеет место только в угловом и тавровом соединении; измеряется этот показатель наименьшим расстоянием от боковой поверхности одной свариваемой детали до ограничительной линии шва на поверхности второй.
Виды швов по способу выполнения
- Односторонние сварочные швы. Они выполняются с полным проплавлением металла по всей длине.
- Двухстороннее исполнение. По технологии после выполнения односторонней сварки, удаляется корень шва, и только после этого выполняется сварка с другой стороны.
- Однослойные швы. Выполняются однопроходной сваркой с одним наплавленным валиком.
- Многослойные швы. Их применение целесообразно при большой толщине металла, то есть когда выполнить сварку в один проход не представляется возможным по технологии. Слой шва будет состоять из нескольких валиков (проходов). Это позволит ограничить распространение области термического воздействия и получить прочный и качественный сварной шов.
 Они выполняются с полным проплавлением металла по всей длине.
Они выполняются с полным проплавлением металла по всей длине.Виды сварочных швов по пространственному положению и протяженности
Различают такие положения сварки:
- нижнее, когда свариваемый шов находится в нижней горизонтальной плоскости, т. е. под углом 0º относительно земли;
- горизонтальное, направление сварки ведется горизонтально, а деталь может находиться под углом от 0º до 60º;
- вертикальное, в этом положении свариваемая поверхность находится в плоскости от 60º до 120º, и сварка ведется в вертикальном направлении;
- потолочное, когда работа проводится под углом 120-180º, то есть сварочные швы расположены над мастером;
- «в лодочку», это положение относится только к угловым или тавровым соединениям, деталь выставляется под наклоном, и сварка ведется «в угол».
Разбивка по протяженности:
- непрерывные, так выполняются практически все швы, но бывают и исключения;
- прерывистые швы, они имеют место только в угловых соединениях; двухсторонние швы такого типа могут выполняться как в шахматном, так и в цепном порядке.
Разделка кромок
Эта конструктивная особенность применяется в том случае, когда толщина металла, используемого для сварки, больше размера 7 мм. Разделка кромок – это удаление металла с кромок в определенной форме. Данный процесс выполняется при однопроходной сварке стыковых швов. Это необходимо для того, чтобы получить правильный сварочный шов. Что касается толстого материала, разделка необходима для того, чтобы проплавить первоначально корневой проход и затем следующими наплавляемыми валиками, равномерно заполняя полость, проварить металл по всей толщине.
Разделку кромок можно выполнять, если толщина металла не меньше 3 мм. Потому что более низкое ее значение приведет к прожогам. Разделка характеризуется такими конструктивными параметрами: зазор – R; угол разделки кромок – α; притупление – с. Расположение этих параметров показывает чертеж сварочного шва.
Разделка характеризуется такими конструктивными параметрами: зазор – R; угол разделки кромок – α; притупление – с. Расположение этих параметров показывает чертеж сварочного шва.
Разделка кромок увеличивает количество расходных материалов. Поэтому данную величину всячески пытаются минимизировать. Она подразделяется на несколько видов по конструктивному исполнению:
- V-образная;
- X-образная;
- Y-образная;
- U-образная;
- щелевая.
Особенности разделки кромок
Для малых толщин свариваемого материала от 3 до 25 мм обычно применяется односторонняя V-образная разделка. Скос может выполняться на обоих торцах или на одном из них. Металл толщиной 12-60 мм целесообразно сваривать с двухсторонней X-образной разделкой. Угол α при разделке в X, V форме равен 60º, если скос выполняется только на одной кромке, тогда значение α будет равно 50º. Для толщины 20-60 мм наиболее экономным будет расход наплавляемого металла при U-образной разделке. Скос также может быть выполнен по одному или по обоим торцам. Притупление составит 1-2 мм, а значение зазора будет равно 2 мм. Для большой толщины металла (свыше 60 мм) самым эффективным способом будет щелевая разделка кромок. Для сварного соединения очень важна данная процедура, она влияет на несколько факторов шва:
Притупление составит 1-2 мм, а значение зазора будет равно 2 мм. Для большой толщины металла (свыше 60 мм) самым эффективным способом будет щелевая разделка кромок. Для сварного соединения очень важна данная процедура, она влияет на несколько факторов шва:
- работоспособность соединения;
- прочность и качество сварного шва;
- экономичность.
Стандарты и ГОСТы
- Ручная дуговая сварка. Сварочные швы и соединения по ГОСТу 5264-80 включают типы, конструктивные размеры для сварки, покрытые электродами во всех пространственных положениях. Сюда не входят только трубопроводы из стали.
- Сварка стальных трубопроводов. ГОСТ 16037-80 – определяет основные типы, разделку кромок, конструктивные размеры при механизированном способе сваривания.
- Сварка трубопроводов из меди и медно-никелевых сплавов. ГОСТ 16038-80.
- Дуговая сварка алюминия. Швы сварные. ГОСТ 14806-80 – форма, размеры, подготовка кромок для ручной и механизированной сварки алюминия и его сплавов, процесс выполняется в защитной среде.
- Под флюсом. ГОСТ 8713-79 – сварочные швы и соединения выполняются автоматической или механизированной сваркой на весу, на флюсовой подушке. Распространяется на толщину металла от 1,5 до 160 мм.
- Сварка алюминия в инертных газах. ГОСТ 27580-88 – стандарт на ручную, полуавтоматическую и автоматическую сварку. Она выполняется неплавящимся электродом в инертных газах с присадочным материалом и распространяется на толщину алюминия от 0,8 до 60 мм.
Обозначение сварочного шва
Согласно нормативным документам наличие сварочных швов показывается на сборочных чертежах или на общем виде. Изображаются сварочные швы сплошными линиями, если они видимые. А если наоборот — то штриховыми отрезками. От данных линий отводятся выноски с односторонними стрелками. Условное обозначение сварочных швов выполняется на полке от выноски. Надпись делается над полкой, если шов находится на лицевой стороне. В обратном варианте обозначение будет находиться под полкой. Сюда включается информация о шве в такой последовательности:
- Вспомогательные знаки. На пересечении выноски с полкой может стоять значок:
 На пересечении выноски с полкой может стоять значок:
На пересечении выноски с полкой может стоять значок:○ – замкнутый шов;
┐ – сварка шва производится при монтаже.
- Обозначение сварочных швов, их конструктивных элементов и ГОСТ соединения.
- Наименование шва по стандарту.
- Способ сварки по нормативным стандартам.
- Указывается катет, этот пункт касается только угловых соединений.
- Прерывистость шва, если таковая имеет место. Здесь указывается шаг и расположение отрезков сварки.
- Дополнительные значки вспомогательного значения. Рассмотрим их отдельным пунктом.
Вспомогательные обозначения
Эти знаки также наносятся сверху полки, если сварочный шов на чертеже видимый, и под ней, когда невидимый:
- снятие усиления шва;
- обработка поверхности, которая обеспечит плавный переход к основному металлу, исключив наплывы и неровности;
- шов выполняется по незамкнутой линии; этот знак применяется только к видимым на чертеже сварочным швам;
- чистота обработки поверхности сварного соединения.
Для упрощения, если все швы конструкции выполнены по одному ГОСТу, имеют одинаковые разделки кромок и конструктивные размеры, обозначение и стандарт на сварку указываются в технических требованиях. В конструкции могут быть не все, но большое количество одинаковых швов. Тогда их разбивают по группам и присваивают им порядковые номера в каждой группе в отдельности. На одном шве указывают полное обозначение. На остальных ставят только порядковые номера. Количество групп и число швов в каждой из них должно быть указано в нормативной документации.
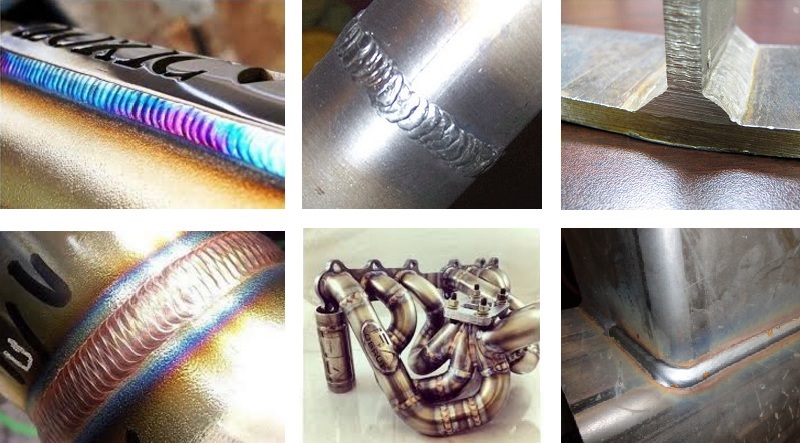
5 типов сварочных швов
Для разных работ требуются разные типы сварных швов. Сварные соединения сделаны так, чтобы соответствовать потребностям и усилиям каждого отдельного приложения. Давайте погрузимся в 5 типов сварочных швов ниже.
Угловые сварные швы
Угловые сварные швы — это еще один термин для обозначения угловых, нахлесточных и тавровых соединений. Угловые сварные швы являются наиболее распространенным типом сварного соединения и составляют почти 75% соединений, выполненных дуговой сваркой. Вам не нужно подготавливать кромку, и этот тип соединения упрощает сварку трубопроводных систем. Стыковые сварные швы дороже, чем угловые. Угловые сварные швы в основном используются в трубопроводных системах для соединения труб с раструбными соединениями.
Вам не нужно подготавливать кромку, и этот тип соединения упрощает сварку трубопроводных систем. Стыковые сварные швы дороже, чем угловые. Угловые сварные швы в основном используются в трубопроводных системах для соединения труб с раструбными соединениями.
Утверждения о сварке в скалах, сварные швы могут быть выполнены различными способами, включая:
- Литье
- Стрижка
- Обработка
- Поковка
- Подача документов
- Штамповка
- Кислородно-ацетиленовая резка (процесс термической резки)
- Маршрутизация
- Шлифование
- Плазменная дуговая резка (процесс термической резки)
Угловые наружные швы
Угловые наружные швы являются одним из самых популярных сварных швов в производстве листового металла. Угловой сварной шов используется на внешней кромке детали. Этот сварной шов представляет собой тип соединения, которое сходится под прямым углом между двумя металлическими деталями, образуя букву L. Это часто встречается при изготовлении ящиков, рам ящиков и подобных изделий.
Это часто встречается при изготовлении ящиков, рам ящиков и подобных изделий.
Стили сварки, используемые для создания угловых соединений:
- Точечная сварка
- Угловой сварной шов
- V-образный сварной шов
- Сварной шов с квадратной разделкой или сварной шов встык
- U-образный сварной шов
- Сварной шов с разделкой фаской
- Сварной шов с V-образным пазом
- J-образный сварной шов
- Угловой сварной шов.
- Краевой сварной шов
X-образный шов
Двойной V-образный шов также известен как X-образный шов и двойной V-образный шов. Это разновидность стыковой сварки, состоящая из комбинации двух V-образных швов на каждой из двух сторон
соединяемые компоненты.
Одиночные стыковые сварные швы аналогичны соединению со скосом, но вместо того, чтобы иметь скошенную кромку только с одной стороны, скошены обе стороны сварного соединения. В толстых металлах, когда сварку можно выполнять с обеих сторон заготовки, применяют двойное V-образное соединение. При сварке более толстых металлов для двойного V-образного соединения требуется меньше присадочного материала, поскольку здесь два более узких V-образных соединения по сравнению с более широким одинарным V-образным соединением. Кроме того, двойной V-образный шарнир помогает компенсировать силы деформации. При одинарном V-образном стыке напряжение имеет тенденцию деформировать деталь в одном направлении, когда V-образный стык заполнен, но при двойном V-образном стыке с обеих сторон материала имеются сварные швы, имеющие противоположные напряжения, выпрямляющие материал. .
При сварке более толстых металлов для двойного V-образного соединения требуется меньше присадочного материала, поскольку здесь два более узких V-образных соединения по сравнению с более широким одинарным V-образным соединением. Кроме того, двойной V-образный шарнир помогает компенсировать силы деформации. При одинарном V-образном стыке напряжение имеет тенденцию деформировать деталь в одном направлении, когда V-образный стык заполнен, но при двойном V-образном стыке с обеих сторон материала имеются сварные швы, имеющие противоположные напряжения, выпрямляющие материал. .
V-образные швы
Для получения V-образного угла, характерного для V-образного шва, заготовки либо скошены, либо расположены под соответствующим углом
друг к другу.
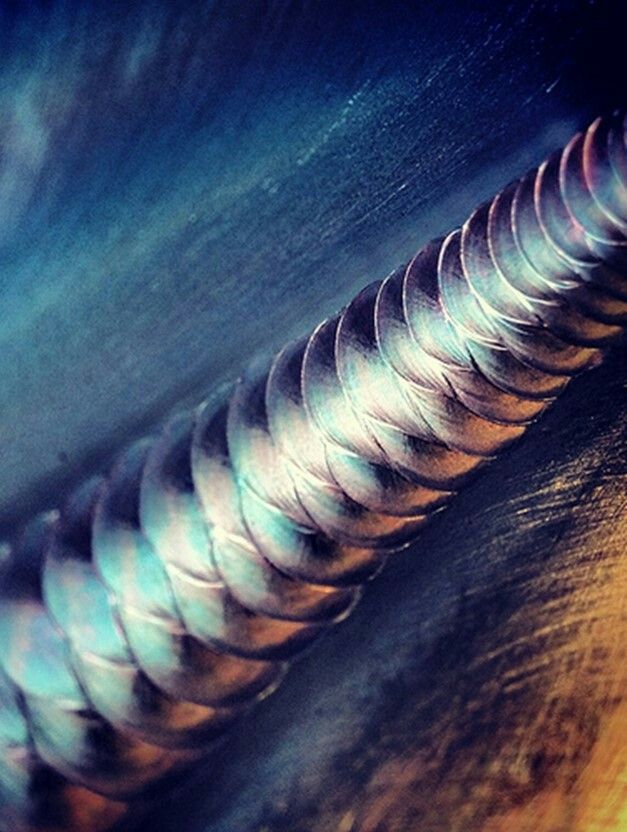
Швы внахлест
Шов внахлест — это когда один шов накладывается на другой, образуя непрерывный сварной и герметичный шов. Этот шов выглядит чистым и собранным. Идеально подходит для сварки полов и крыш.
Проблема с утечкой? Вот видео о том, как можно исправить течь шва. Мы надеемся, что эти 5 сварочных швов дадут вам лучшее понимание и помогут вам в вашем следующем проекте.
Магазинные сварочные комплекты и инструменты:
Если у вас есть инструмент и вам требуется обслуживание ваших термофенов Leister, позвоните нам 800.694.1472!
Welding Seam Stock-Fotos und Bilder
- CREATIVE
- EDITORIAL
- VIDEOS
- Beste Übereinstimmung
- Neuestes
- Ältestes
- Am beliebtesten
Alle Zeiträume24 Stunden48 Stunden72 Stunden7 Tage30 Tage12 MonateAngepasster Zeitraum
- Lizenzfrei
- Lizenzpflichtig
- RF und RM
Lizenzfreie Kollektionen auswählen >Editorial-Kollektionen auswählen >
Bilder zum Einbetten
Durchstöbern Sie 64
welding seam Stock-Fotografie und Bilder. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
hot arbeiter — сварной шов сток-графика, -клипарт, -мультфильмы и -символы в трубе — сварочный шов сток-фотографии и изображениякрупный план инженерной детали сварки — сварочный шов сток-фотографии и бильярдсварочный шов на асфальтосмесительном барабане — сварочный шов сток -фотографии и изображение сварного шва на окрашенной листовой стали — изображение сварного шва и изображения сжатия эффекта двух резервуаров для хранения химикатов, один на переднем плане, другой на заднем плане, два тонированных изображения. блеф, дурбан, квазулу-наталь, южная африка — сварка шва стоковые фото и фотографии рабочие в масках и кожаных перчатках для безопасности, аргонная сварка на промышленных предприятиях. — фото и изображения сварных швов. Крупный план деталей сварки металла. — Фото и изображения сварочных швов. недалеко от Лос-Анджелеса сидеть на форпике корабля и слушать… человек, работающий на снегу — сварка шва сток-фото и фотографииСотрудник Hyundai Heavy Industry Co.