Ремонт сварочных инверторов своими руками – как подступиться? Сварочный инвертор горят транзисторы
Транзисторы для сварочных инверторов

Сварка представляет собой наиболее популярный способ соединения, который может существовать в нескольких вариантах. Самой востребованной технологией считают сварку инверторным методом. Несмотря на высокое качество сварочного инвертора, бывает, что вследствие тех или иных причин, он приходит в неисправное состояние. Это может потребовать от его хозяина проведения ремонтных мероприятий.
Краткая информация об инверторах для сварки
Инвертор служит источником постоянного тока, который способствует зажиганию и поддержке электрической дуги, обеспечивающей сварочный процесс.
Процесс сварки осуществляется благодаря сварочному току значительной силы, возникающему вследствие работы трансформатора высокой частоты.
Этот факт дает возможность уменьшить размер самого трансформатора, повышает стабильность и точную регулировку выходного тока.
Сварочные мероприятия производят при наличии тока необходимой величины, который получают в несколько этапов:• Изначально выпрямляют ток, полученный из сети;• Осуществляют трансформацию первичного тока постоянной величины в высокочастотный ток;• Повышают силу тока и в то же время уменьшают показатель напряжения в самом трансформаторе;• Вторично выпрямляют ток выходной величины.
Выпрямление тока происходит благодаря диодным мостам заданной мощности. Специальные транзисторы помогают правильно изменять частоту тока, обеспечивая высокочастотные трансформаторы необходимой силой тока на выходе.
Строение
Инверторы для проведения сварочных мероприятий представляют несколько блоков. Непосредственно блок питания отвечает за стабильность сигнала на выходе.
Многообмоточный дроссель, управление, производимое благодаря транзисторам, а также, концентрация энергии в самом конденсаторе являются основополагающими факторами в схеме управления блоком. Как правило, в управлении дросселем участвуют диоды. Отдельным элементом стоит блок питания, разделенный с другими комплектующими металлической перегородкой.
Основной элемент в сварочном инверторном оборудовании представляет силовой блок. Он преобразует первичный ток, поступающий из блока питания, в выходной ток, который непосредственно используют для сварки.
Электрический ток величиной не больше 40А поступает на диодный мост, который служит первичным выпрямителем. При этом напряжение колеблется в пределах 200-250В и заданной частотой в 50 Гц.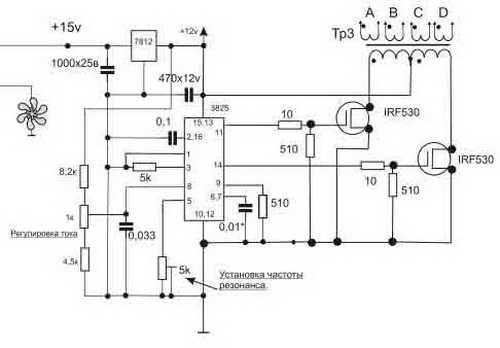
Сам инверторный преобразователь имеет вид силового транзистора с мощностью меньше 8 кВт, при этом напряжение составляет 400 В. Сам же сигнал, который получается на выходе из преобразователя имеет частоту 100 кГц.
Увеличение показателей силы тока до показателей в 200-250А происходит за счет ленточных обмоток, которыми оснащен трансформатор высокой частоты. При вторичной обмотке показатели напряжения не более 40В.
Вторичный выпрямитель составляется из диодов с силой тока выше 250А. Его охлаждение происходит за счет наличия определенных элементов, а именно:• Вентиляторов;• нескольких радиаторов.Для обеспечения стабильного сигнала на выходе дроссель монтируется на выходной плате.
Блоки управленияКак правило, основа самого блока управления представлена задающим генератором (иначе, широкоимпульсным модулятором). При наличии схемы на основе самого генератора, может использоваться микросхема.На плато также сконцентрированы 6-10 штук конденсаторов и рабочий резонансный дроссель. Благодаря трансформатору осуществляется каскадный тип управления.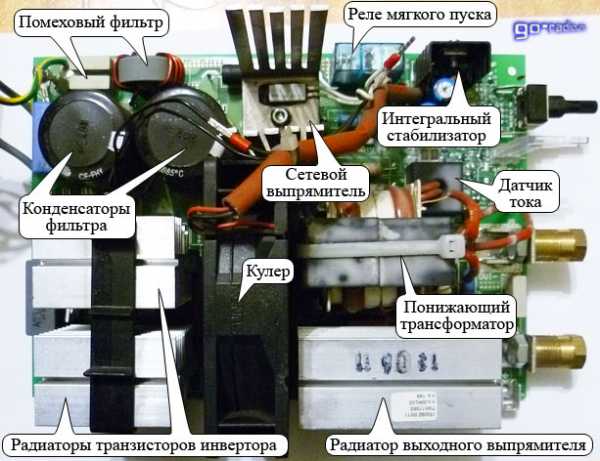
Большая часть инверторов имеет схему защиты, которую располагают на плато в силовом блоке. Отличную защиту от излишних перегрузок обеспечивает схема, которая основана на базе непосредственно микросхемы типа 561 ЛА 7.
Резисторы и заданные конденсаторы К78-2 служат основой для снабберов, которые используют в защитной системе преобразователей и выпрямителей. Наличие термовыключателя обеспечивает качественную защиту всех составляющих в силовом блоке.
Этиология поломок инверторов для сварки
Продолжительная эксплуатация даже качественного инвертора может привести к неисправностям. Поломки могут возникнуть вследствие разнообразных причин. Например, ввиду коротких замыканий в электросхемах, возникающих вследствие попадания влаги.
Иногда к неисправностям могут привести попытки сварщика произвести работы, недопустимые на данном оборудовании.
Неисправности и их варианты
 Перегорание самих предохранителей может привести к ситуации, когда выходного тока на инверторе нет, в то время как на входе имеется должное напряжение. К поломке может привести и нарушение общей целостности электроцепи, которое может образоваться в любом участке инвертора.
Перегорание самих предохранителей может привести к ситуации, когда выходного тока на инверторе нет, в то время как на входе имеется должное напряжение. К поломке может привести и нарушение общей целостности электроцепи, которое может образоваться в любом участке инвертора.
Еще один вариант неисправностей представляют маленькие показатели сварочного тока, несмотря на самые высокие установки. Такая ситуация может возникнуть из-за недостаточной величины напряжения на входе или вследствие потерь в самих контактных зажимах.
Частые самостоятельные выключения сварочного инвертора могут свидетельствовать о коротком замыкании в электросети.
К такому же эффекту может привести перегревание составляющих силового блока. В этой ситуации может срабатывать система защиты, которая приводит к аварийному отключению.
Проведение ремонтных мероприятий и их порядок
При обнаружении любой поломки, прежде всего, следует приступать к внешнему осмотру оборудования, при котором профессионал может обнаружить различные повреждения или же прожоги вследствие короткого замыкания. Затем проверяют надежность закрепления электрокабелей в клеммах.
Независимо от результатов осмотра необходимо подтянуть зажимы кабеля, для чего пользуются ключом или отверткой. Желательно проверить целостность абсолютно всех предохранителей с помощью специального тестера.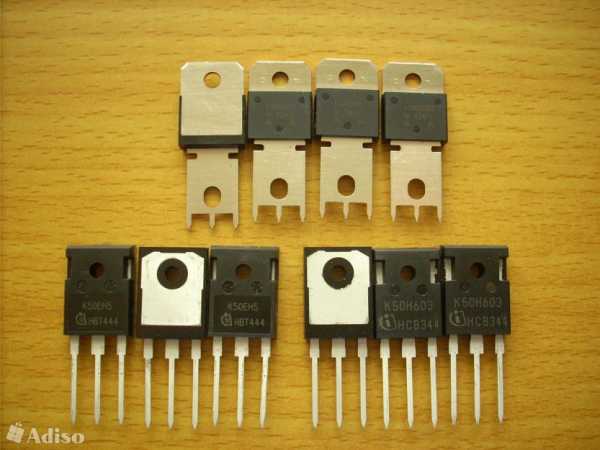 При отсутствии эффекта от предыдущих действий нужно снять крышку от корпуса инвертора и осмотреть внутреннее содержание оборудования в поисках возможного обрыва электроцепей или следов короткого замыкания.
При отсутствии эффекта от предыдущих действий нужно снять крышку от корпуса инвертора и осмотреть внутреннее содержание оборудования в поисках возможного обрыва электроцепей или следов короткого замыкания.
Для ускорения выявления причины поломки следует измерить показатели напряжения на выходе и силу входного тока с помощью мультиметра или тестера.
При отсутствии визуального повреждения оборудования следует выполнить поблочный контроль целостности электроцепи. Первым в такой ситуации осматривают блок питания, а затем, другие блоки.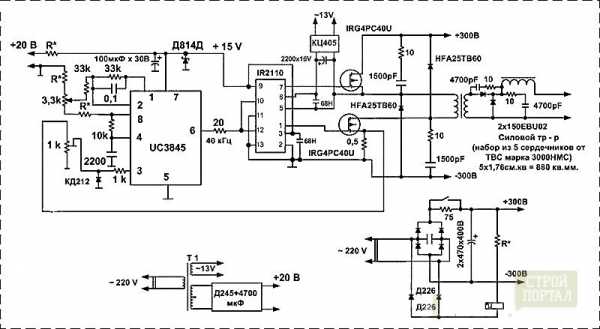
Силовой блок и его ремонт
Качественный ремонт неисправностей возможен только при наличии определенного набора инструментов и измерительных приборов, а именно:• Паяльников 40В;• Ножей;• Плоскогубцев;• Кусачек;• Амперметров на 50 и 250А;• Осциллографа;• Вольтметров на 50В и 250В;• Паяльников 40В;• Гаечного и торцового ключей.
При тестировании блока управления и силового блока следует уделить особое внимание их элементам. Типичной поломкой силового блока является поломка силового транзистора, а значит, поиски проблем целесообразно начинать с его осмотра.
Технология рабочего процесса
Наличие механических повреждений на поверхности транзистора может свидетельствовать о возможных его повреждениях. Отсутствие таковых ведет за собой тестирование с помощью мультиметра. Неисправность транзистора устраняется путем его замены на новый прибор. Для чего применяется термопаста КПТ-8, которая нужна для установки его на плато.
В случае выхода из рабочего состояния транзистора, причину нужно искать в поломке драйвера. Оценивают работу данных транзисторов управления, используя омметр. При обнаружении нерабочих деталей их отпаивают и заменяют новыми.
Наиболее надежными в устройстве сварочных инверторов считаются диодные мосты выпрямителей, однако, полностью исключить такую ситуацию невозможно.
При поиске неисправностей в диодном мосте его необходимо снять с плато и протестировать его работоспособность, присоединив все диоды между собой. Если показатели сопротивления близки к нулю, то нужно искать определенный неисправный диод. Его обнаружение ведет за собой замену на новый элемент.
При выявлении поломок в блоке управления необходимо проконтролировать параметры деталей, выдающие различные сложные сигналы. В данном случае могут возникнуть проблемы в диагностике с помощью осциллографа, что потребует участия опытного специалиста.
Причина отсутствия автоматического отключения инвертора при сильном перегреве деталей в силовом блоке может заключаться в неисправности термовыключателей. Для устранения проблем, прежде всего, следует проверить качество их прикрепления к деталям, на которых они осуществляют контроль температуры. В случае неработоспособности одного из термовыключателей его нужно заменить на новый.
Сварочные инверторы служат основным оборудованием у профессиональных сварщиков. Однако, выйти из строя может даже ультрасовременное оборудование, которое будет нуждаться в качественно проведенном ремонте.
Самостоятельное устранение небольших неполадок возможно при наличии элементарных знаний об электротехнике и наличии необходимого инструментария, которое нужно для правильного обнаружения поломок. Точная диагностика причин неисправностей поможет сократить время на их устранение до минимума.
svarkagid.com
Неисправности и ремонт сварочных аппаратов » Портал инженера
Ремонт и эксплуатация сварочных трансформаторов
Простота конструкции и надежность сварочных трансформаторов относятся к их главным достоинствам. Однако и самые надежные механизмы иногда выходят из строя, особенно тогда, когда эксплуатация сварочных аппаратов производится с нарушением правил.
Самым слабым элементом сварочных трансформаторов является клеммная колодка, к которой подключаются сварочные кабели. Плохой контакт вместе с большим значением сварочного тока приводит к сильному нагреву соединения и подсоединенных к нему проводов. В результате разрушается само соединение, сгорает изоляция на концах обмоток, вследствие чего происходит замыкание.
Ремонт сварочного трансформатора в данном случае сводится к перебору греющегося соединения, зачистке контактных поверхностей и их зажиму с обеспечением плотного контакта всех элементов.
В числе других случаются следующие неисправности.
Самопроизвольное отключение сварочного аппарата. При включении трансформатора в сеть срабатывает его защита, в результате чего аппарат отключается. Это может происходить из-за замыканий в цепи высокого напряжения - между проводами и корпусом или проводов между собой. К срабатыванию защиты может приводить также замыкание между витками катушек или листами магнитопровода, а также пробой конденсаторов. При ремонте необходимо отключить трансформатор от сети, отыскать дефектное место и устранить неисправность - восстановить изоляцию, заменить конденсатор и т.п.
Сильное гудение трансформатора, сопровождающееся часто перегревом. Причиной может быть ослабление болтов, стягивающих листовые элементы магнитопровода, неисправности в креплении сердечника или механизма перемещения катушек, перегрузка трансформатора (чрезмерно длительная работа, высокое значение сварочного тока, большой диаметра электрода). К сильному гулу приводит также замыкание между сварочными кабелями или листами магнитопровода. Необходимо проверить и подтянуть все винты и болты, устранить нарушения в механизмах крепления сердечника и перемещения катушек, проверить и восстановить изоляцию в сварочных кабелях.
Чрезмерный нагрев сварочного аппарата. К наиболее частым причинам этого относится нарушение правил эксплуатации в виде установления сварочного тока выше допустимого значения, использования электрода большого диаметра или слишком продолжительной работы без перерыва. Необходимо соблюдать стандартный режим работы - устанавливать умеренные значения тока, применять электроды небольших диаметров, делать перерывы в работе для охлаждения аппарата.
Сильный нагрев может привести к замыканию между витками обмотки катушки вследствие сгорания изоляции, сопровождающегося обычно дымлением. Это самый серьезный случай, про который говорят, что аппарат "сгорел". Если это произошло, то ремонт сварочного аппарата потребует в лучшем случае проведения локального восстановления изоляции провода катушки, в худшем - полной ее перемотки. В последнем варианте для сохранения характеристик аппарата необходимо проводить перемотку проводом исходного сечения - с тем же количеством витков, что и было.
Низкое значение сварочного тока. Явление может наблюдаться при пониженном напряжении в питающей сети или неисправности регулятора сварочного тока.
Плохая регулировка сварочного тока. К этому могут приводить различные неисправности в механизмах регулирования тока, которые различаются в разных конструкциях сварочных трансформаторов. А именно, неисправности в винте регулятора тока, замыкание между зажимами регулятора, нарушение подвижности вторичных катушек из-за попадания посторонних предметов или иных причин, замыкание в дроссельной катушке и т.п. Необходимо снимать кожух с аппарата и исследовать конкретный механизм регулирования тока на предмет обнаружения неисправности. Простота устройства сварочного аппарата и доступность всех его компонентов для осмотра, облегчают поиск неисправности.
Внезапный обрыв сварочной дуги и невозможность зажечь ее снова. Вместо появления дуги наблюдаются только мелкие искры. Подобное может быть вызвано пробоем обмотки высокого напряжения на сварочную цепь, замыканием между сварочными проводами или нарушением их соединения с клеммами аппарата.
Потребление большого тока из сети при отсутствии нагрузки. К этому может приводить замыкание витков обмотки, устраняемое локальным восстановлением изоляции или полной перемоткой катушки.
Ремонт сварочных выпрямителей
В конструктивном отношении выпрямитель занимает промежуточное положение между сварочным трансформатором и инвертором. От первого ему в наследство достался силовой трансформатор со всеми его недостатками, в частности, большой массой, нагревом и потенциальной возможностью замыкания обмоток или листов магнитопровода. Поэтому причины выхода из строя и способы ремонта сварочного аппарата в части силового трансформатора являются теми же самыми, что и у сварочного трансформатора. В случае, изображенном на фото ниже, сгорела обмотка силового трансформатора, и без перемотки в данном случае уже не обойтись.
 |
Устройство сварочного выпрямителя
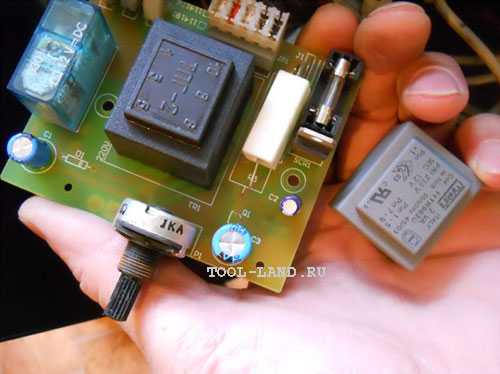
Имеющаяся электронная часть - диодный выпрямитель и модуль управления - роднит сварочный выпрямитель с инвертором. Поэтому поиск неисправности предполагает проверку диодного моста и элементов платы управления. Диодный мост является надежным компонентом электронных схем, но иногда он выходит из строя. В общем-то, причины неисправности могут быть самые разные: выгорают дорожки на платах, выходят из строя трансформаторы схемы управления. На фото ниже отображен случай, когда ремонт сварочного аппарата своими руками, заключавшийся в замене неработающей детали платы управления российским аналогом, позволил пользователю сэкономить на ремонте немалую сумму (70% от стоимости сварочного аппарата).
 |
Сварочный выпрямитель
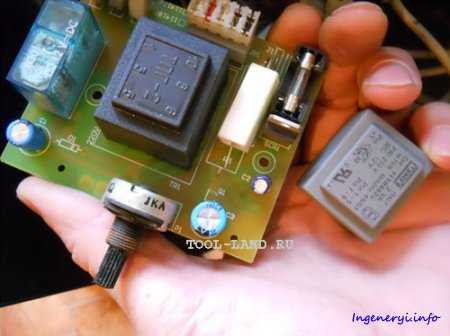 |
Плата управления (рядом замененный трансформатор платы управления)
Ремонт сварочных инверторов
Сварочные инверторы обеспечивают отличное качество сварки и максимальный комфорт для сварщика. Однако эти достоинства приобретены ценой более сложной конструкции и - что бы там ни говорили производители инверторов - меньшей надежностью в сравнении с предшественниками - трансформаторами и выпрямителями.
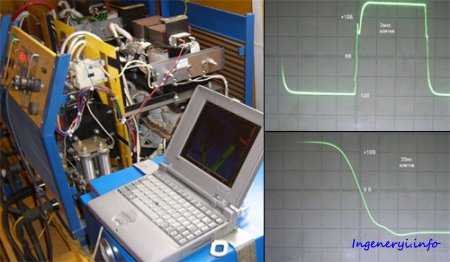
В отличие от сварочного трансформатора, который является в большей степени электротехническим изделием, сварочный инвертор представляет собой электронное устройство. Это означает, что диагностика и ремонт сварочных инверторов предполагает проверку работоспособности транзисторов, диодов, резисторов, стабилитронов и прочих элементов, из которых состоят электронные схемы. Нужно уметь работать с осциллографом, не говоря уже о мультиметрах, вольтметрах и прочей заурядной измерительной технике.
Особенностью ремонта инверторов является и то, что во многих случаях определить по характеру неисправности вышедший из строя компонент трудно или вообще невозможно, приходится проверять последовательно все элементы схемы.
Из всего вышесказанного следует, что успешный ремонт сварочного инвертора своими руками возможен лишь в том случае, если имеются хотя бы начальные познания в электронике и маломальский опыт работы с электросхемами. В противном случае самостоятельный ремонт может обернуться лишь напрасной потерей времени и сил.
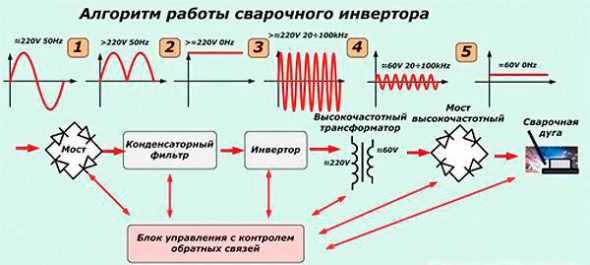
Как известно, принцип работы сварочного инвертора заключается в поэтапном преобразовании электрического сигнала:
- Выпрямлении сетевого тока - с помощью входного выпрямителя.
- Преобразовании выпрямленного тока в переменный высокочастотный - в инверторном модуле.
- Понижении высокочастотного напряжения до сварочного - силовым трансформатором (имеющим очень маленький размер благодаря большой частоте напряжения).
- Выпрямлении переменного высокочастотного тока в постоянный сварочный - выходным выпрямителем.
В соответствии с выполняемыми операциями, инвертор конструктивно состоит из нескольких электронных модулей, к основным из которых относятся модуль входного выпрямителя, модуль выходного выпрямителя и плата управления с ключами (транзисторами).
Притом что основные компоненты в инверторах различной конструкции остаются неизменными, их компоновка в аппаратах разных производителей может сильно различаться.
 |
Устройство сварочного инвертора
 |
Устройство сварочного инвертора
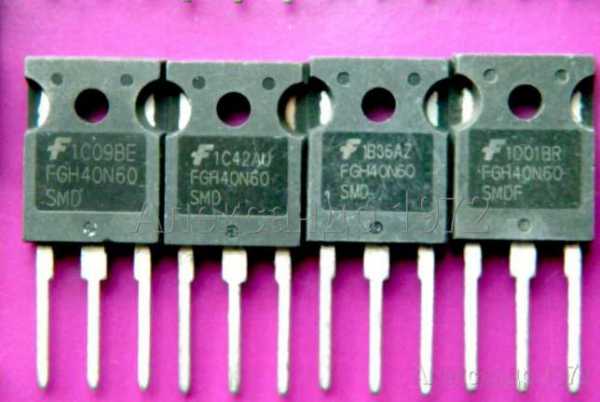
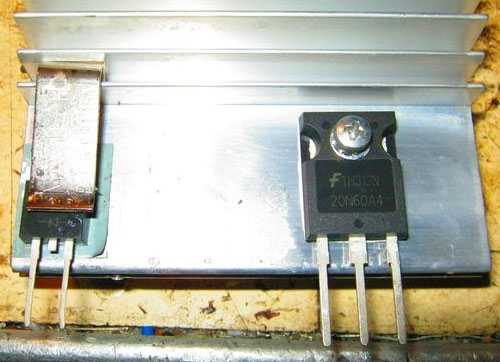
Проверка транзисторов. Самым слабым местом инверторов являются транзисторы, поэтому ремонт инверторных сварочных аппаратов начинается обычно с их осмотра. Неисправный транзистор обычно виден сразу - взломанный или треснутый корпус, прогоревшие выводы. Если такой обнаружен, можно начинать ремонт инвертора с его замены. Вот так выглядит сгоревший ключ.
 |
Поврежденный транзистор сварочного инвертора
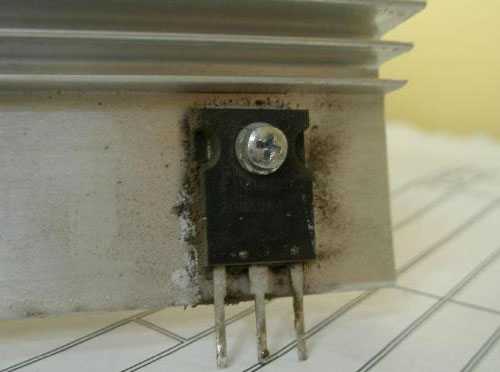
А вот так - установленный взамен сгоревшего. Транзистор установлен на термопасту (КПТ-8), обеспечивающую хороший отвод тепла на алюминиевый радиатор.
 |
Транзистор сварочного инвертора
Иногда внешних признаков неисправности нет, все ключи выглядят неповрежденными. Тогда для определения неисправного транзистора используется мультиметр, для их прозвонки.
Определить неисправные элементы - это очень хорошо, но далеко не все. Ремонт инверторных сварочных аппаратов предполагает также подыскивание, взамен сгоревших элементов, подходящих аналогов. Для этого определяется характеристика вышедших из строя элементов (по даташиту) и, исходя из нее, подбираются аналоги на замену.
Проверка элементов драйвера. Силовые транзисторы обычно не выходят из строя сами по себе, чаще всего этому предшествует выход из строя элементов "раскачивающего" их драйвера. Внизу представлено фото платы с элементами драйвера инвертора Telwin Tecnica 164. Проверка осуществляется с помощью омметра. Все неисправные детали выпаиваются и заменяются подходящими аналогами.
 |
Элементы драйвера
Проверка выпрямителей. Входные и выходные выпрямители, представляющие собой диодные мосты, установленные на радиаторе, считаются надежными элементами инверторов. Однако иногда выходят из строя и они. К тем, что изображены на фото ниже, это не относится, они - исправны.
 |
Диоды с тремя ножками
Диодный мост удобнее всего проверять, отпаяв от него провода и сняв с платы. Это облегчает работу и не вводит в заблуждение при наличии короткого замыкания в цепи. Алгоритм проверки прост, если вся группа звонится накоротко, нужно искать неисправный (пробитый) диод.
Для выпаивания деталей удобно пользоваться паяльником с отсосом.
Контроль платы управления. Плата управления ключами - самый сложный модуль сварочного инвертора, от его работы зависит надежность функционирования всех компонентов аппарата. Квалифицированный ремонт сварочных инверторов должен заканчиваться проверкой наличия сигналов управления, поступающих на шинки затворов модуля ключей. Осуществляется эта проверка с помощью осциллографа.
 |
Контроль платы управления (на фото не инвертор, а выпрямитель, но суть от этого не меняется)
Полуавтоматы
В полуавтоматах, независимо от того, на какой базе - инверторов или выпрямителей - они выполнены, к неисправностям электронной и электрической части могут добавляться чисто механические неполадки. В частности, задержка подачи проволоки, вызванная малым прижимным усилием в механизме подачи или большим трением между проволокой и каналом в рукаве. В последнем случае самым эффективным способом ремонта сварочного аппарата является замена канала. Причем менять его рекомендуется, совместив удаление старого с установкой нового - за один протяг, соединив конец старого канала с началом нового.
Источник: https://tool-land.ru
Обсудить на форумеingeneryi.info
Ремонт сварочного инвертора своими руками и профилактика
Сварочные инверторы все чаще используются мастерами в домашних условиях в гараже, на даче, в загородном доме. Научиться пользоваться сварочным аппаратом несложно – гораздо сложнее сделать ремонт инверторных сварочных аппаратов своими руками. Поломки и неисправности в инверторе чаще всего возникают именно в процессе самостоятельного обучения сварочному делу как следствие неправильных настроек и установки режимов работы аппарата. Схема инверторного аппарата для сварки металлов намного сложнее устройства обычной, трансформаторной сварки, поэтому и число поломок может возрасти при неправильной его эксплуатации.
Не все ремонтные работы требуют вмешательства профессионала – многие настройки и мелкий ремонт инвертора можно сделать и своими руками. Несоответствие ваших ожиданий и реальной работы инвертора кроется в неправильной настройке сварочного режима, в несоответствии тока, полярности напряжения диаметру или типу электрода, присадки или сварочного материала деталей. Но многие доморощенные мастера действуют по принципу: инструкция изучается только после поломки оборудования или тогда, когда больше нечего читать.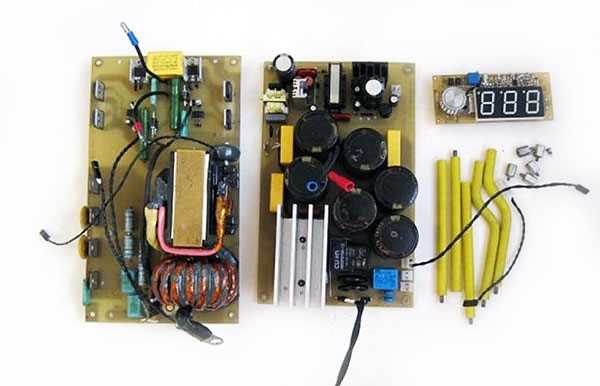
Чтобы с вашим дорогостоящим инвертором не случались неприятности, следует знать хотя бы основные причины поломок и плохой работы аппарата:
- Неверно установленная сила тока – это слабый импульс на дуге, залипание сварочного электрода, перегрев инвертора, разбрызгивание металла присадки или электрода.
- Электрод часто залипает – скорее всего, виновато уменьшенное напряжение в сети. Бытовой инвертор начинает работать нестабильно, если напряжение в сети падает на 10-15%. Но залипать электрод может и при плохом контакте в держателе или соединительном штекере. Это может быть вызвано окислением контактов, большим сопротивлением удлинительного силового кабеля или небольшим его сечением.
- Нет сварочной дуги – это плохой контакт на зажиме со свариваемой деталью или банальный обрыв кабеля.
- Инвертор отключился во время работы при сохранении напряжения в сети – скорее всего, сгорел предохранитель, так как был выбран с несоответствующим значением силы тока.
- Защитная автоматика может сработать при перегреве инвертора – значит, превышено время непрерывной сварки. Нужно дать аппарату остыть в течение 20-30 минут.
- Сгорел диодный мост – длительная сварка при максимальном токе.
- Сам источник питания инвертора может выйти из строя при попадании воды и пыли на детали, повышенная влажность воздуха или механическое повреждение.
- Сгорел транзисторный модуль – причины две: механическое повреждение или длительная работа при максимальном сварочном токе.
- Неисправность обнаружена в системе управления: причина – повышенная влажность или прямое попадание воды.
Самостоятельная диагностика и ремонт
Эти неисправности вполне можно устранить своими руками и без знания основ электроники. Если поломка сложная, то лучше вызвать мастера, а не пытаться разобраться в электронной начинке своими, не всегда большими, возможностями. Но каждый, даже самый просто ремонт инвертора своими руками следует начинать так: вскройте корпус, если срок гарантии уже закончился, и попытайтесь визуально определить поломку. Сам выпрямитель сварочного инвертора с мощным диодным мостом в составе почти никогда не ломается, но прозвонить его авометром (омметром, тестером) все же следует.
Чаще всего выходит из строя инверторный модуль на полевых транзисторах и биполярных тиристорах. Происходит это при частом перегреве сварочного аппарата или при неправильно выставленных настройках рабочего режима. Внешне сгоревший транзистор выглядит лопнувшим или вздутым. Также могут быть обгоревшими выводы транзистора или тиристора. Вздутыми или лопнувшими будут и сгоревшие конденсаторы. В этом случае ремонт заключается в замене своими силами вышедших из строя деталей на исправные запчасти. Для этого вам понадобится только паяльник.
Но это в идеальном случае. Правильный ремонт своими руками состоит в предварительной проверке всех подозрительных элементов схемы, а для этого нужны специальные знания в электронике и радиотехнике. Если внешний осмотр не дал никаких результатов, то остается отнести сварочный инвертор в сервисный центр. Так вы сэкономите и деньги, и время.
Профилактика поломок инвертора
Интенсивная эксплуатация сварочного агрегата, частая замена оператора и несоблюдение приведенных ниже рекомендаций обязательно приведут к ускоренному износу аппаратуры и частым поломкам электроники. Уменьшить количество поломок или практически избежать их на долгое время помогут своевременные профилактические меры.
Что нужно, чтобы продлить работу сварочного аппарата:
- Сварочные работы рекомендуется проводить в закрытых помещениях со стабильной температурой и постоянной влажностью.
- Работая на открытой площадке, не допускайте попадания на инвертор влаги и пыли, особенно одновременно, чтобы не пришлось делать ремонт.
- Если напряжение в сети нестабильно, а также при большом расстоянии от места сварки до инвертора не слишком увеличивайте мощность сварочной дуги – устанавливайте не более 10-15% от номинального значения для работающего электрода.
- Берегите инвертор от ударов, вибрации, влияния агрессивной среды.
- Минимальное время работы при максимальном сварочном токе – это первое правило сварщика. Несоблюдение этого простого правила быстро приведет к поломке аппарат, его перегреву и выходу из строя деталей электросхемы.
- При резкой смене наружной температуры (помещение-улица) дать агрегату прогреться или остыть до той температуры, при которой он будет эксплуатироваться.
- Инверторный плазморез должен эксплуатироваться только в стационарных условиях, при постоянной температуре и влажности в помещении.
- Раз в неделю вскрывать корпус и продувать инвертор от пыли.
Вышеперечисленные неисправности сварочных инверторов – далеко не все, но они приходятся на 60% всех мелких ремонтов. При серьезной неисправности можно дать только одну рекомендацию — не ремонтировать аппарат своими руками, а отправить его на ремонт в сервисный центр. Так вы сэкономите на ремонте и не навредите своему помощнику.
Похожие статьиgoodsvarka.ru
Основные причины и виды поломок сварочных инверторов
Появление инверторов стало настоящим прорывом в области сварочной техники. От классических аппаратов они отличаются компактностью, малым весом, бесшумностью и возможностью получать швы высокого качества даже при минимальном опыте работы сварщика. На сегодняшний день именно инверторы считаются лучшим приобретением как для бытового, так и для профессионального применения. Однако, несмотря на все свои достоинства, даже такая техника периодически ломается.
Принцип работы и основные составные части сварочных инверторов
Сварочные инверторы, в отличие от классических аппаратов, классифицируются не как электротехнические, а как электронные устройства. В них реализуется другой принцип преобразования электрического сигнала (и свои характеристики сигнал меняет несколько раз). Сначала переменный электрический ток выпрямляется с помощью полупроводников и становится постоянным. Затем для дополнительного сглаживания он пропускается через фильтр. На следующем этапе сигнал поступает в транзисторный инвертор (другое его название – модулятор) и опять преобразуется в переменный токс частотой порядка 100 кГц. После этого он проходит через трансформатор, понижающий напряжение и повышающий силу тока. Далее сигнал поступает в высокочастотный фильтр и на последнем этапе – в выпрямитель.
Применение высокочастотных преобразователей позволило снизить вес и размеры сварочных аппаратов. Электронная «начинка» дает возможность с высокой точностью регулировать и поддерживать на необходимом уровне параметры электрической дуги. Основными элементами инверторов являются диодные мосты, транзисторы (MOSFET или IGBT) и платы управления. Они делают конструкцию устройств достаточно сложной, но удобной в использовании. Для поддержания высоких эксплуатационных качеств аппаратов используются электронные системы управления и контроля работы мощных транзисторов, параметров питающей сети и выходного тока.
 Компактный сварочный инвертор
Полупроводниковые приборы стали применяться в электронных устройствах еще в 60-х годах ХХ века. Немногим позднее был разработан и опробован на практике тиристорный импульсный преобразователь напряжения, предназначенный для проведения сварочных работ. По сути, он и являлся первым сварочным инвертором.
Компактный сварочный инвертор
Полупроводниковые приборы стали применяться в электронных устройствах еще в 60-х годах ХХ века. Немногим позднее был разработан и опробован на практике тиристорный импульсный преобразователь напряжения, предназначенный для проведения сварочных работ. По сути, он и являлся первым сварочным инвертором.
Почему ломаются инверторы?
Все поломки сварочных инверторов могут возникать по трем причинам:
- Вследствие нарушения технологии выполнения сварки. В данном случае превышается расчетное время непрерывной работы устройства, указанное в его паспорте (ПВ). В результате аппарат перегревается и повышается риск выхода из строя его трансформатора или электронных элементов.
- Из-за неправильного выбора места выполнения работ. При этом внутрь инвертора может попадать влага или большое количество строительной пыли с включениями металла, к которым аппараты этого типа очень чувствительны (это главное из немногочисленных слабых мест инверторов). Итогом с высокой вероятностью может стать выход из строя электронных плат.
- По причине поломки охлаждающего вентилятора. Ее причиной, в свою очередь, может быть заводской брак или ненадлежащие условия эксплуатации инвертора.
 Электронная «начинка» сварочного инвертора
Электронная «начинка» сварочного инвертора Основные виды поломок сварочных инверторов
Можно выделить несколько наиболее часто встречающихся видов поломок инверторных сварочных аппаратов:
- Самопроизвольное отключение аппарата. Его причиной чаще всего является пробой конденсаторов, замыкание витков катушек трансформатора или проводов. От окончательного выхода из строя устройство спасает вовремя срабатывающая защита, которая его отключает. Следует отметить, что самопроизвольное отключение не обязательно является следствием поломки. Защита может сработать при перегреве инвертора, которому просто требуется своевременный отдых.
- Отсутствие дуги при включенном аппарате. В данном случае возможно повреждение кабелей или их ненадежное подключение.
- Залипание электрода. Причин этого может быть несколько: низкое напряжение в сети, неудовлетворительная подготовка (зачистка) свариваемых поверхностей, использование удлинителя большой длины (более 40 м) или малого сечения (меньше 2,5 мм2).
- Неустойчивое горение дуги и повышенное разбрызгивание металла. Чаще всего причиной этого является неправильный выбор силы сварочного тока.
- Повышенное потребление электроэнергии при отсутствии нагрузки. Такое возможно в результате замыкания витков катушек трансформатора. В этом случае он нуждается в восстановлении изоляции, перемотке или замене.
- Обрыв сварочной дуги и невозможность ее повторного зажигания. Причиной может быть замыкание проводов или пробой обмотки высокого напряжения трансформатора.
- Нарушение точности регулировки сварочного тока. Это может происходить из-за ухудшения подвижности вторичных катушек трансформатора при скоплении в нем пыли или мусора либо неисправности регулирующего винта.
- Повышенный шум во время работы трансформатора и нагрев последнего. Причин такой ситуации может быть несколько: выход из строя крепления сердечника трансформатора, ослабление болтов, стягивающих листы магнитопровода, или перегрузка трансформатора.
 Ремонт сварочного инвертора
Ремонт сварочного инвертора Заключение
Инверторы обоснованно считаются надежной и функциональной сварочной техникой, но несколько слабых мест у них все же есть. Одним из них можно назвать их электронные компоненты. Они делают аппараты чрезвычайно удобными и эффективными, но одновременно уязвимыми перед водой и строительной пылью. Для обеспечения длительного срока службы, инверторные устройства необходимо оберегать от влаги и пыли.
Вторым слабым местом аппаратов являются охлаждающие вентиляторы. В случае их поломок инверторы будут перегреваться с последующим возможным выходом из строя.
Поделитесь с друзьями:vistek-weld.ru
Ремонт сварочных инверторов своими руками – основные положения + Видео
1 Особенности ремонта сварочных инверторов
Сварочные инверторные аппараты обеспечивают высокое качество сварки при минимальных профессиональных навыках и максимальном комфорте сварщика. У них более сложная, чем у сварочных выпрямителей и трансформаторов, конструкция и, соответственно, менее надежная. В отличие от вышеуказанных предшественников, являющихся в большей мере электротехническими изделиями, инверторные аппараты представляют собой достаточно сложное электронное устройство.
Поэтому в случае выхода из строя какого-либо компонента этого оборудования неотъемлемой частью диагностики и ремонта будет проверка работоспособности диодов, транзисторов, стабилитронов, резисторов, прочих элементов электронной схемы инвертора. Не исключено, что потребуется умение работать не только с вольтметром, цифровым мультиметром, прочей рядовой измерительной техникой, но и с осциллографом.

Рекомендуем ознакомиться
Ремонт инверторных сварочных аппаратов отличается также следующей особенностью: нередки случаи, когда по характеру неисправности определить вышедший из строя элемент невозможно или трудно и приходится последовательно проверять все компоненты схемы. Из всего вышеуказанного следует, что для успешного самостоятельного ремонта необходимы познания в электронике (хотя бы на начальном, базовом уровне) и маломальские навыки работы с электросхемами. При отсутствии оных ремонт своими руками может обернуться напрасной потерей сил, времени и даже привести к появлению дополнительных неисправностей.

В комплекте с каждым агрегатом идет инструкция, в которой содержится полный перечень возможных неисправностей и соответствующие способы решения образовавшихся проблем. Поэтому, прежде чем что-либо предпринимать, следует ознакомится с рекомендациями предприятия-производителя инвертора.
2 Неисправности сварочных инверторов – основные виды и причины
Все неисправности сварочных инверторов любого типа (бытовых, профессиональных, промышленных) можно разделить на следующие группы:
- обусловленные неправильным выбором рабочего режима сварки;
- связанные с выходом из строя или неправильной работой электронных компонентов аппарата.

В любом случае сварочный процесс затруднен или невозможен. Неполадка в работе аппарата может быть вызвана несколькими факторами. Выявлять их следует последовательно, переходя от простого действия (операции) к более сложному. Если все рекомендуемые проверки выполнены, но нормальная работа сварочного аппарата не восстановлена, то велика вероятность неисправности электросхемы инверторного модуля. Основные причины отказа электронной схемы:

- Попадание внутрь устройства влаги – чаще всего происходит из-за осадков (снег, дождь).
- Пыль, скопившаяся внутри корпуса, нарушает нормальное охлаждение элементов электронной схемы. Как правило больше всего пыли попадает в аппарат при его эксплуатации на строительных площадках. Чтобы это не послужило причиной поломки инвертора, его необходимо периодически чистить.
- Несоблюдение предусмотренного изготовителем режима непрерывности сварочных работ – также способно привести к выходу из строя электроники инвертора в результате ее перегрева.
3 Наиболее распространенные неисправности инверторных аппаратов
Чаще всего неисправности связаны с внешними факторами, настройками и ошибками в эксплуатации инвертора. Наиболее типичные ситуации:
- Сварочная дуга горит неустойчиво или работа сопровождается чрезмерным разбрызгиванием материала электрода. Это происходит при неправильном выборе тока, который должен соответствовать диаметру и типу электрода, а также скорости сварки. Рекомендации по подбору силы тока производитель электродов указывает на упаковке. При отсутствии такой информации стоит применять простейшую формулу: подавать 20–40 А из расчета на 1 мм диаметра электрода. В случае уменьшения скорости сварки следует снизить величину тока.
- Сварочный электрод прилипает к металлу – может быть вызвано несколькими причинами. Чаще всего такое происходит из-за слишком низкого питающего напряжения сети, к которой подключен аппарат, а в случае инвертора с возможностью работы при пониженном напряжении – снижение последнего при подключении нагрузки до уровня меньшего, чем предусмотренный минимум. Еще одна возможная причина – плохой контакт модулей аппарата в панельных гнездах. Устраняется подтягиванием креплений или более плотным фиксированием вставок (плат). Падение напряжения на входе аппарата может быть вызвано применением сетевого удлинителя, у которого провод имеет сечение менее 2,5 мм2, что тоже приводит к снижению питающего напряжения инвертора во время сварки. Также причиной может стать слишком длинный удлинитель (при длине удлиняющего провода более 40 м эффективная работа вообще невозможна из-за очень больших потерь в питающей цепи). Прилипание может происходить из-за подгорания или окисления контактов в цепи питания, что тоже приводит к существенному "просаживанию" напряжения. Эта проблема может проявить себя и в случае некачественной подготовки свариваемых изделий (оксидная пленка значительно ухудшает контакт детали с электродом).

- Инвертор включен, его индикаторы работают, а сварки нет. Чаще всего это происходит из-за перегрева аппарата, когда свечение контрольного индикатора или лампы (при наличии) малозаметно, а звуковой сигнал у инвертора отсутствует. Вторая причина – самопроизвольное отсоединение сварочных кабелей или их обрыв (повреждение).
- Отключение сетевого напряжения при сварке – в электрощитке установлен неправильно подобранный автоматический выключатель. Это устройство должно быть рассчитано на ток до 25 А.

- Инвертор не включается – низкое напряжение в сети, недостаточное для работы аппарата.
- Прекращение работы инвертора в процессе продолжительной сварки – вероятнее всего сработала защита по температуре, что не является неисправностью. Выдержав паузу в 20–30 минут сварку можно возобновить.
4 Самостоятельный ремонт инверторных сварочных аппаратов
О серьезной поломке инверторного модуля может свидетельствовать появившийся из его корпуса запах гари или дыма. В этом случае лучше обратиться за помощью к специалистам сервисной службы. Ремонт сварочных инверторов своими руками требует определенных навыков и знаний.
Чтобы выявить и устранить причину неисправности, корпус аппарата вскрывают и производят визуальный осмотр его начинки. Иногда все дело только в некачественной пайке деталей, проводов, других контактов на платах схемы и достаточно произвести их перепайку, чтобы аппарат заработал. Поврежденные детали сначала пытаются определить визуально – они могут быть треснутыми, иметь потемневший корпус или прогоревшие на плате выводы, электролитические конденсаторы будут вздутыми в верхней части. Все выявленные неисправные элементы выпаивают и заменяют на такие же или аналогичные с подходящими характеристиками. Подбор производят по маркировке на корпусе или по таблицам. При выпаивании деталей использование паяльника с отсосом обеспечит максимальные скорость и удобство работы.

Если визуальный осмотр не принес результата, то переходят к прозваниванию (тестированию) деталей с помощью омметра или мультиметра. Самыми уязвимыми элементами инверторных модулей являются транзисторы. Поэтому ремонт аппарата обычно начинают с их осмотра и проверки. Силовые транзисторы редко сами по себе выходят из строя – как правило этому предшествует отказ элементов "раскачивающего" их контура (драйвера), детали которого проверяют в первую очередь. Точно так же, посредством тестера, прозванивают остальные элементы платы.
На плате необходимо проверить состояние всех печатных проводников на предмет отсутствия обрывов и подгаров. Подгоревшие участки удаляют и напаивают перемычки, как и в случае обрывов, проводом ПЭЛ (с сечением, соответствующем проводнику платы). Следует также проверить и в случае необходимости зачистить (стирательной белой резинкой) контакты всех имеющихся в аппарате разъемов.

Выпрямители (входные и выходные), представляющие собой обычные диодные мосты, закрепленные на радиаторе, считаются достаточно надежными компонентами инверторов. Но иногда и они выходят из строя. Производить проверку диодного моста удобнее всего после отпаивания от него проводов и снятия с платы. Если вся группа диодов звонится накоротко, то следует искать пробитый (неисправный) диод.
В последнюю очередь проверяют плату управления ключами. В инверторном модуле это наиболее сложный элемент и от его функционирования зависит работа всех остальных компонентов аппарата. Заключительным этапом ремонта инверторного сварочного устройства должна быть проверка наличия управляющих сигналов, поступающих на шины затворов блока ключей. Диагностируют этот сигнал с помощью осциллографа.
При неясных и более сложных, чем описанные выше, случаях потребуется вмешательство специалистов. Пытаться устранить неисправность самостоятельно не стоит, особенно когда инверторный аппарат находится на гарантии.
tutmet.ru
Ремонт сварочного инвертора своими руками
Простота конструкции и надежность сварочных трансформаторов относятся к их главным достоинствам. Однако и самые надежные механизмы иногда выходят из строя, особенно тогда, когда эксплуатация сварочных аппаратов производится с нарушением правил. Про устройство сварочных трансформаторов читайте здесь.
Самым слабым элементом сварочных трансформаторов является клеммная колодка, к которой подключаются сварочные кабели. Плохой контакт вместе с большим значением сварочного тока приводит к сильному нагреву соединения и подсоединенных к нему проводов. В результате разрушается само соединение, сгорает изоляция на концах обмоток, вследствие чего происходит замыкание.
Ремонт сварочного трансформатора в данном случае сводится к перебору греющегося соединения, зачистке контактных поверхностей и их зажиму с обеспечением плотного контакта всех элементов.
В числе других случаются следующие неисправности.
Самопроизвольное отключение сварочного аппарата. При включении трансформатора в сеть срабатывает его защита, в результате чего аппарат отключается. Это может происходить из-за замыканий в цепи высокого напряжения — между проводами и корпусом или проводов между собой. К срабатыванию защиты может приводить также замыкание между витками катушек или листами магнитопровода, а также пробой конденсаторов. При ремонте необходимо отключить трансформатор от сети, отыскать дефектное место и устранить неисправность — восстановить изоляцию, заменить конденсатор и т.п.
Сильное гудение трансформатора, сопровождающееся часто перегревом. Причиной может быть ослабление болтов, стягивающих листовые элементы магнитопровода, неисправности в креплении сердечника или механизма перемещения катушек, перегрузка трансформатора (чрезмерно длительная работа, высокое значение сварочного тока, большой диаметра электрода). К сильному гулу приводит также замыкание между сварочными кабелями или листами магнитопровода. Необходимо проверить и подтянуть все винты и болты, устранить нарушения в механизмах крепления сердечника и перемещения катушек, проверить и восстановить изоляцию в сварочных кабелях.
Чрезмерный нагрев сварочного аппарата. К наиболее частым причинам этого относится нарушение правил эксплуатации в виде установления сварочного тока выше допустимого значения, использования электрода большого диаметра или слишком продолжительной работы без перерыва. Необходимо соблюдать стандартный режим работы — устанавливать умеренные значения тока, применять электроды небольших диаметров, делать перерывы в работе для охлаждения аппарата.
Сильный нагрев может привести к замыканию между витками обмотки катушки вследствие сгорания изоляции, сопровождающегося обычно дымлением. Это самый серьезный случай, про который говорят, что аппарат «сгорел». Если это произошло, то ремонт сварочного аппарата потребует в лучшем случае проведения локального восстановления изоляции провода катушки, в худшем — полной ее перемотки. В последнем варианте для сохранения характеристик аппарата необходимо проводить перемотку проводом исходного сечения — с тем же количеством витков, что и было.
Низкое значение сварочного тока. Явление может наблюдаться при пониженном напряжении в питающей сети или неисправности регулятора сварочного тока.
Плохая регулировка сварочного тока. К этому могут приводить различные неисправности в механизмах регулирования тока, которые различаются в разных конструкциях сварочных трансформаторов. А именно, неисправности в винте регулятора тока, замыкание между зажимами регулятора, нарушение подвижности вторичных катушек из-за попадания посторонних предметов или иных причин, замыкание в дроссельной катушке и т.п. Необходимо снимать кожух с аппарата и исследовать конкретный механизм регулирования тока на предмет обнаружения неисправности. Простота устройства сварочного аппарата и доступность всех его компонентов для осмотра, облегчают поиск неисправности.
Внезапный обрыв сварочной дуги и невозможность зажечь ее снова. Вместо появления дуги наблюдаются только мелкие искры. Подобное может быть вызвано пробоем обмотки высокого напряжения на сварочную цепь, замыканием между сварочными проводами или нарушением их соединения с клеммами аппарата.
Потребление большого тока из сети при отсутствии нагрузки. К этому может приводить замыкание витков обмотки, устраняемое локальным восстановлением изоляции или полной перемоткой катушки.
Ремонт сварочных выпрямителей
В конструктивном отношении выпрямитель занимает промежуточное положение между сварочным трансформатором и инвертором. От первого ему в наследство достался силовой трансформатор со всеми его недостатками, в частности, большой массой, нагревом и потенциальной возможностью замыкания обмоток или листов магнитопровода. Поэтому причины выхода из строя и способы ремонта сварочного аппарата в части силового трансформатора являются теми же самыми, что и у сварочного трансформатора. В случае, изображенном на фото ниже, сгорела обмотка силового трансформатора, и без перемотки в данном случае уже не обойтись.
 Устройство сварочного выпрямителя
Устройство сварочного выпрямителяИмеющаяся электронная часть — диодный выпрямитель и модуль управления — роднит сварочный выпрямитель с инвертором. Поэтому поиск неисправности предполагает проверку диодного моста и элементов платы управления. Диодный мост является надежным компонентом электронных схем, но иногда он выходит из строя. В общем-то, причины неисправности могут быть самые разные: выгорают дорожки на платах, выходят из строя трансформаторы схемы управления. На фото ниже отображен случай, когда ремонт сварочного аппарата своими руками, заключавшийся в замене неработающей детали платы управления российским аналогом, позволил пользователю сэкономить на ремонте немалую сумму (70% от стоимости сварочного аппарата).
 Сварочный выпрямитель
Сварочный выпрямитель
 Плата управления (рядом замененный трансформатор платы управления)
Плата управления (рядом замененный трансформатор платы управления)
Ремонт сварочных инверторов
Сварочные инверторы обеспечивают отличное качество сварки и максимальный комфорт для сварщика. Однако эти достоинства приобретены ценой более сложной конструкции и — что бы там ни говорили производители инверторов — меньшей надежностью в сравнении с предшественниками — трансформаторами и выпрямителями.
В отличие от сварочного трансформатора, который является в большей степени электротехническим изделием, сварочный инвертор представляет собой электронное устройство. Это означает, что диагностика и ремонт сварочных инверторов предполагает проверку работоспособности транзисторов, диодов, резисторов, стабилитронов и прочих элементов, из которых состоят электронные схемы. Нужно уметь работать с осциллографом, не говоря уже о мультиметрах, вольтметрах и прочей заурядной измерительной технике.
Особенностью ремонта инверторов является и то, что во многих случаях определить по характеру неисправности вышедший из строя компонент трудно или вообще невозможно, приходится проверять последовательно все элементы схемы.
Из всего вышесказанного следует, что успешный ремонт сварочного инвертора своими руками возможен лишь в том случае, если имеются хотя бы начальные познания в электронике и маломальский опыт работы с электросхемами. В противном случае самостоятельный ремонт может обернуться лишь напрасной потерей времени и сил.
Как известно, принцип работы сварочного инвертора заключается в поэтапном преобразовании электрического сигнала:
- Выпрямлении сетевого тока — с помощью входного выпрямителя.
- Преобразовании выпрямленного тока в переменный высокочастотный — в инверторном модуле.
- Понижении высокочастотного напряжения до сварочного — силовым трансформатором (имеющим очень маленький размер благодаря большой частоте напряжения).
- Выпрямлении переменного высокочастотного тока в постоянный сварочный — выходным выпрямителем.
В соответствии с выполняемыми операциями, инвертор конструктивно состоит из нескольких электронных модулей, к основным из которых относятся модуль входного выпрямителя, модуль выходного выпрямителя и плата управления с ключами (транзисторами).
Притом что основные компоненты в инверторах различной конструкции остаются неизменными, их компоновка в аппаратах разных производителей может сильно различаться.
 Устройство сварочного инвертора
Устройство сварочного инвертора
 Устройство сварочного инвертора
Устройство сварочного инвертораПроверка транзисторов. Самым слабым местом инверторов являются транзисторы, поэтому ремонт инверторных сварочных аппаратов начинается обычно с их осмотра. Неисправный транзистор обычно виден сразу — взломанный или треснутый корпус, прогоревшие выводы. Если такой обнаружен, можно начинать ремонт инвертора с его замены. Вот так выглядит сгоревший ключ.
 Поврежденный транзистор сварочного инвертора
Поврежденный транзистор сварочного инвертораА вот так — установленный взамен сгоревшего. Транзистор установлен на термопасту (КПТ-8), обеспечивающую хороший отвод тепла на алюминиевый радиатор.
 Транзистор сварочного инвертора
Транзистор сварочного инвертораИногда внешних признаков неисправности нет, все ключи выглядят неповрежденными. Тогда для определения неисправного транзистора используется мультиметр, для их прозвонки.
Определить неисправные элементы — это очень хорошо, но далеко не все. Ремонт инверторных сварочных аппаратов предполагает также подыскивание, взамен сгоревших элементов, подходящих аналогов. Для этого определяется характеристика вышедших из строя элементов (по даташиту) и, исходя из нее, подбираются аналоги на замену.
Проверка элементов драйвера. Силовые транзисторы обычно не выходят из строя сами по себе, чаще всего этому предшествует выход из строя элементов «раскачивающего» их драйвера. Внизу представлено фото платы с элементами драйвера инвертора Telwin Tecnica 164. Проверка осуществляется с помощью омметра. Все неисправные детали выпаиваются и заменяются подходящими аналогами.
 Элементы драйвера
Элементы драйвераПроверка выпрямителей. Входные и выходные выпрямители, представляющие собой диодные мосты, установленные на радиаторе, считаются надежными элементами инверторов. Однако иногда выходят из строя и они. К тем, что изображены на фото ниже, это не относится, они — исправны.
 Диоды с тремя ножками
Диоды с тремя ножкамиДиодный мост удобнее всего проверять, отпаяв от него провода и сняв с платы. Это облегчает работу и не вводит в заблуждение при наличии короткого замыкания в цепи. Алгоритм проверки прост, если вся группа звонится накоротко, нужно искать неисправный (пробитый) диод.
Для выпаивания деталей удобно пользоваться паяльником с отсосом.
Контроль платы управления. Плата управления ключами — самый сложный модуль сварочного инвертора, от его работы зависит надежность функционирования всех компонентов аппарата. Квалифицированный ремонт сварочных инверторов должен заканчиваться проверкой наличия сигналов управления, поступающих на шинки затворов модуля ключей. Осуществляется эта проверка с помощью осциллографа.
felstar.mypage.ru
как отремонтировать если не работает, причины + видео
Инверторные аппараты — новое поколение ручной сварки
С начала 2000 годов инверторные сварочные аппараты стали дешевле и доступнее. Чтобы провести дома сварочные работы, достаточно иметь это маленькое и простое в обращении устройство и хорошие электроды.
Преимущества инверторов
Инверторные аппараты имеют малый вес, компактные размеры, а сфера использования и качество сварки у них выше, чем у тяжёлых и громоздких сварочных трансформаторов. Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки). Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах.
При вертикальной, горизонтальной или верхней сварке ток уменьшают на 10–20%, а при сварке под углом — увеличивают на такую же величину по сравнению с обычным положением.
С подключением также нет проблем, сварочный аппарат работает от обычной электрической сети. Замечательно, что он не остановится при понижении сетевого напряжения. При отклонении в пределах +/- 15% устройство продолжит нормально работать. Значение тока можно регулировать, подбирая мощность в зависимости от типа и толщины металла. Всё это делает инверторы идеальными и для новичков, и профессионалов.
Видео: испытание самодельного инверторного аппарата
Как работают сварочные инверторы
Инверторный аппарат соединяет детали постоянным током при помощи электродуговой сварки электродом с покрытием. Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство. Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение. Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
Инверторный аппарат сначала выпрямляет и модулирует входной ток, а затем увеличивает его силу за счёт снижения напряжения до появления дуги
Базовый режим работы инверторных сварочных аппаратов — ММА. Это ручное дуговое сваривание штучными обмазочными электродами. Для сварки стальных и чугунных изделий на постоянном или переменном токе используют диаметр 1,6–5,0 мм.
Аппараты различаются мощностью и продолжительностью рабочего цикла. Второй показатель — это период, в течение которого разрешено варить на максимально допустимой мощности, чтобы не допустить перегрева устройства. Его обозначают буквами ПВ (период включения) и определяют в процентах относительно единицы времени в 10 минут. Например, если на аппарате указан ПВ 60%, это значит, что им можно варить в течение 6 минут, а затем выключить на 4 минуты. Иногда цикл сварки устанавливается равным 5 минутам. Тогда значение показателя ПВ в 60% обозначает период работы в 3, а отдыха в 2 минуты. Показатели ПВ и рабочего цикла указываются в инструкции на каждый аппарат.
Устройство сварочного аппарата
Чтобы при первых сложностях в работе аппарата не искать специалиста по ремонту, желательно иметь хотя бы базовое представление о его конструкции.
Схема сборки инверторов своими руками
Мастера со знанием электротехники собирают сварочный аппарат сами. Не только экономии ради, но и по велению творческой души. В интернете выложены принципиальные схемы инверторов, чертежи и инструкции тех, кто сам изготовил инвертор. Главное, получить стабильность сварочной дуги. Чаще всего применяют схему «косого моста» («схему Бармалея») с использованием двух ключевых транзисторов: биполярных или полевых. Их ставят на радиатор для отвода тепла, они синхронно открываются и закрываются.
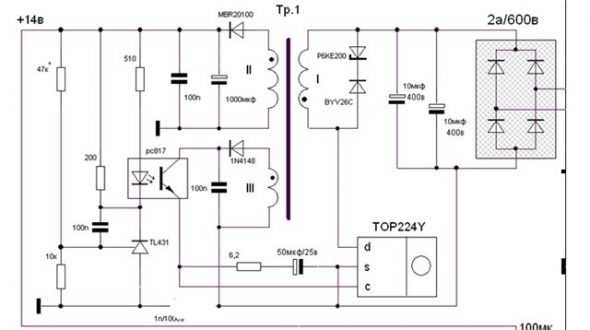
В «схеме Бармалея» главными управляющими элементами являются два транзистора, которые открываются и закрываются синхронно
Электротехническое решение схемы избавляет от высоковольтных выбросов и позволяет применять относительно низкоуровневые ключи. Применяют схему из-за её простоты, надёжности и не очень дорогих расходных материалов.
Видео: обзор схемы Бармалея
Сборка инвертора своими руками
Собирают аппарат из следующих блоков:
- блок питания для стабилизации входных сигналов. Между ним и другими элементами и блоками ставят металлическую перегородку. Многообмоточный дроссель управляется транзисторами и конденсатором с накопленной энергией. В дроссельной системе управления используют диоды;
- силовой блок, с участием которого проходит полный цикл преобразования тока. Собирают из первичного выпрямителя, инверторного транзисторного преобразователя, понижающего высокочастотного трансформатора и выходного выпрямителя;
- блок управления. В его основе находится задающий генератор со специальной микросхемой или широтно-импульсный модулятор. Ставят резонансный дроссель и 6–10 резонансных конденсаторов;
- защитный блок. Чаще собирают на силовом блоке, устанавливая для тепловой защиты его элементов термовыключатели. Чтобы не было перегрузок, ставят плату на основе микросхемы 561ЛА7. Снабберы с резисторами и конденсаторами К78–2 защищают преобразователь и выпрямители.
Видео: сборка сварочного инвертора
Причины выхода из строя инверторов
Конструкция инверторных сварочных аппаратов сложнее трансформаторных и, к сожалению, менее надёжна. Это часто приводит к выходу из строя различных узлов по следующим причинам:
- низкая защищённость от пыли. При скоплении её внутри срабатывает сигнал тепловой защиты, аппарат отключается. Нужна разборка минимум два раза в год, чтобы почистить внутренние части струёй сжатого воздуха или мягкой кистью;
- попадание влаги внутрь, вызывающее короткое замыкание, опасное для агрегата;
- низкое качество системы охлаждения в дешёвых аппаратах. Из-за этого плавятся пластмассовые части конструкции, не срабатывает аварийное отключение. В моделях с туннельной вентиляцией радиатор расположен вдоль корпуса, а главные узлы находятся внутри него. Такие аппараты намного дороже;
- скачки напряжения, особенно понижение до 190 В и более;
- перегрузка при резке толстого металла и работах, на которые конкретный аппарат не рассчитан. Тогда выходит из строя силовой модуль IGBT;
- некачественное крепление в контактах колодок, которое провоцирует перегрев этих мест и искрение;
- чувствительность к ударам и падениям из-за наличия пластмассовых деталей;
- низкое качество запчастей, которые используют при ремонте;
- нарушение допустимого режима температур. Электронные микропроцессоры при перегреве плавятся и разрушаются. Рекомендуется придерживаться диапазона от -10 до +40 oС.
Частые поломки сварочных инверторов
Неисправности бывают как механическими, так и связанными с выходом из строя электроники. Сварочный аппарат — сложное устройство, проблемы могут возникнуть в любом месте:
- обрыв стоек, особенно в дешёвых моделях. Лёгкие и хрупкие аппараты не переносят ударов;
- неработающий вентилятор — при критической перегрузке срабатывает защита от чрезмерного напряжения. Это же происходит, если аппарат продолжительное время работает в режиме включён-выключен;
- дефект соединения выключателя и нижней панели не даёт работать вентилятору, оставляет аппарат без напряжения;
- неправильное соединение внутри устройства выключает индикатор неисправностей, напряжения при этом нет;
- плохой контакт зажима «массы» в гнезде корпуса или с деталью не даёт поджечь и поддержать дугу. Колодка клеммы, к которой подключают сварочный кабель, — это уязвимое место любого сварочного аппарата;

Плохой контакт в месте подключения кабелей к сварочному аппарату или к обрабатываемым деталям не позволяет получить усточивую дугу
- слабое соединение электродержателя с электродом или кабеля в гнезде аппарата не даёт поджига дуги. Плохой контакт вызывает перегрев в местах соединения проводов, опасный для устройства;
- неправильно подобранные по типу и диаметру электроды не дадут устойчивой сварочной дуги или вызовут большое количество брызг расплавленного металла;
- неисправность регулятора сварочного тока не обеспечивает его стабильного поступления и не даёт возможности им управлять;
- неверно выбранный автоматический выключатель вызывает отключения аппарата;
- выход из строя светового индикатора не остановит работу аппарата, но индикатор требуется заменить;
- перегрев устройства из-за несоблюдения режима сварки зажигает индикатор неисправностей и останавливает работу.
Короткое замыкание или поломка в каком-либо важном узле электросхемы делает невозможной эксплуатацию сварочного аппарата:
- неисправность платы управления не даёт стабильного сварочного тока и не позволяет получить нормальную дугу;
- повреждение транзистора верхней печатной платы ведёт к отключению аппарата;
- выход из строя системы защиты от перегрева определяют по запаху горелой изоляции, изнутри корпуса идёт дым.
Способы ремонта инверторных сварочных аппаратов
Приступая к ремонту неисправного агрегата, стоит учесть некоторые моменты.
Что исправляют без вскрытия
Плохое качество работы аппарата не всегда означает внутреннюю поломку. Виновниками часто становятся влажные или некачественные электроды. Если просушивание или замена не даёт красивого шва, рассматривают другие возможные причины:
- плохой поджиг, прилипание электродов к металлу часто возникает из-за потери мощности в рабочих кабелях или низкого сварочного тока. Правильный подбор сечения кабеля и повышение силы тока могут снять проблему. Нельзя использовать сетевые удлинители с сечением провода менее 2,5 мм2 и слишком большой длины. Оптимальная длина до 15 м, максимальная — 40 м, иначе аппарат не будет работать из-за потери тока. Сварочный кабель рекомендуется длиной до 5 м;

Для подключения сварочного аппарата необходимо использовать удлинитель с проводом сечением не менее 2,5 кв. мм и длиной не более 40 м
- прерывание, пульсацию дуги вызывает нестабильность или низкое значение сварочного тока. Проверяют надёжность подключений или повышают ток. Если в сети присутствуют значительные скачки напряжения, используют стабилизатор;
- сильное разбрызгивание металла провоцирует высокий сварочный ток или неправильно установленная полярность. Решают вопрос понижение силы тока и соблюдение полярности;
- горбатый, с подрезами, шов исправляют повышением тока и правильной установкой полярности;
- пористый шов с большим количеством дефектов получается из-за неподготовленного металла или сварки длинной дугой. Количество дефектов шва можно уменьшить при помощи очистки ржавой и грязной поверхности и приближения электрода к металлу.

Дефекты сварного шва возникают из-за недостаточной очистки обрабатываемых поверхностей, неправильной полярности или слишком большого удаления электрода от места сварки
Важно верно подобрать размер электродов для правильной работы сварочного аппарата.
Таблица: соответствие диаметра электродов с толщиной металла
Внутреннее устройство
Чтобы суметь отремонтировать сварочный аппарат самостоятельно, сначала нужно разобраться с его внутренним устройством. На передней панели находятся гнёзда для рабочих кабелей, ручка регулятора силы тока и индикатор включения. Если конструкция предусматривает дополнительные функции, рабочие индикаторы располагают здесь же.

На передней панели сварочного аппарата расположены гнёзда для подключения кабелей, ручка регулятора силы тока и индикатор режима работы
Проверку начинают с наружного осмотра устройства. Первым делом проверяют наличие механических повреждений. Если на корпусе есть чёрные пятна, скорее всего, произошло короткое замыкание. Тестером проверяют предохранители, при необходимости их заменяют, обследуют изоляцию сварочных кабелей, соединения в гнёздах. Если нужно, подтягивают болты, зачищают контакты.
После откручивания шурупов и снятия кожуха открывается внутренняя часть аппарата, где расположены следующие компоненты:
- плата с силовыми транзисторами;
- плата управления;
- плата выпрямительных диодов;
- плата выпрямления сетевого напряжения;
- вентилятор;
- органы управления — ручка и переключатели.
Инструменты для работы
Для ремонта потребуются следующие инструменты.
- Мультиметр с несколькими режимами:
- прозвон цепи;
- прозвон диодов;
- измерение напряжения;
- проверка сопротивления.
- Осциллограф. Его используют, чтобы проверить диоды, стабилитроны, транзисторы, конденсаторы и другие элементы электрической цепи. Без осциллографа ремонтировать сварочный агрегат гораздо сложнее.

Применение осциллографа обеспечивает более высокую точность в определении причин неисправности сварочного аппарата
Ремонт сварочного аппарата своими руками
Начинка сварочного аппарата понятна тем, кто работает с радиоэлектроникой. Если необходимых навыков в этой области нет, вмешательство только навредит. Не зная правил обращения с платой и технологии такой тонкой работы, можно причинить ущерб гораздо больший первоначального. Дешевле и безопаснее доверить ремонт профессионалу.
Если сложно найти специализированную мастерскую, приходится восстанавливать сварочный инвертор самим. Важно последовательно проверить, что остановило работу устройства.
При появлении трудностей прочтите сначала инструкцию по эксплуатации сварочного аппарата. В ней обязательно есть раздел о возможных проблемах при сварке, причины появления неисправностей и рекомендации по их устранению.
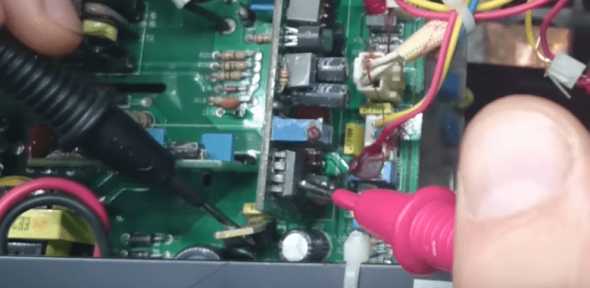
После снятия крышки аппарата часто бывает заметно нарушение пайки деталей, вздутие конденсаторов, обрыв контактов. В таких случаях испорченные запчасти меняют на аналогичные. Оторванные и обгоревшие участки удаляют и перепаивают заново. Если не удаётся быстро определить причину поломки, проверяют каждый элемент электросхемы. Тестируют диоды, транзисторы, стабилитроны, резисторы и другие детали.
Подробную проверку производят последовательно: от деталей, которые чаще всего выходят из строя, к самым стойким.
- Силовые диоды. Для их прозвонки тестер переводится в режим диодов, щупами прикасаются к выходным клеммам. Если в одну сторону прозвон есть, а в другую нет — силовые диоды в порядке, нижний модуль аппарата исправен.

Если входные клеммы прозваниваются только в одну сторону, значит, силовые диоды исправны
- Силовые транзисторы. Силовые транзисторы — это самые уязвимые детали в инверторе. Имейте в виду, что когда транзисторы расположены блоками, из-за одного неисправного не работает всё плечо. Проверяют их в следующей последовательности:
- сначала прикасаются щупами к крайним ножкам: чёрным — к левой, красным — к правой. В этом положении тестер должен давать показания. При перемене щупов местами показаний быть не должно. Так проверяют все транзисторы, при этом цифровые показатели должны быть примерно равными;
- затем проверяют внутренний диод каждого транзистора, для чего чёрный щуп прикладывают к средней ножке, красный — к левой;
- наконец, транзистор проверяют на затвор. Для этого красный щуп ставят на правую ножку, чёрный оставляют на месте.

Проверка силовых транзисторов производится тестером в трёх комбинациях положения щупов
- Контакт в кнопке. Его проверяют в режиме прозвона, поставив кнопку в положение «включено». Если контакты прозваниваются — кнопка работает.

Кнопку проверяют в режиме «включено», прозванивая её контакты
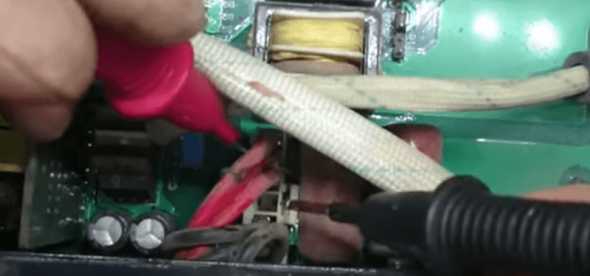
- Сетевые мосты. Это надёжные элементы, но они тоже иногда выходят из строя. Перед проверкой лучше отпаять от них провода и снять плату. В режиме прозвона чёрный щуп ставят на плюсовой вывод диода, красным по очереди касаются каждого вывода сетевого моста. Затем наоборот — красный ставят на минусовый вывод диода, чёрным на каждый вывод сетевого моста. Если тестер везде показывает цифры, короткого замыкания нет, диодные мосты в порядке.

Диодный мост тестируют, прикасаясь по очереди к каждому из его выводов
- Полевой транзистор в первичном блоке питания. Проверяется по схеме, описанной во втором пункте. Если присутствует заряд, блок питания исправен.

Полевой транзистор в первичном блоке питания прозванивается в той же последовательности, что и силовые транзисторы
- Силовые узлы. Если нет осциллографа, используют тестер, который ставят в режим проверки напряжения. Аппарат подключают в сеть через лампочку. Если напряжение на выходе имеется, лампочка загорится, т. е. узлы исправны.

Если лампочка, подключённая последовательно с аппаратом, загорается, силовые узлы исправны
- Зарядный резистор. Обрыв зарядного устройства возможен, если при включении аппарата лампочка не засветилась. Проверяют последовательную цепочку ПТЦ и НТЦ, которая обеспечивает заряд конденсатора. Сопротивление обрывается при коротком замыкании диодных мостов или силовых транзисторов.

Для проверки зарядного резистора роверяют последовательную цепочку ПТЦ и НТЦ
- Плата управления ключами. Это сложный элемент инвертора, от функционирования которого зависит работа всего устройства. Проверяют включённый аппарат в режиме напряжения до 20 В. Регулятор ставят в положение минимума, чёрный щуп устанавливают на клемму, красный — на шестой вывод. При повороте регулятора в максимальное положение тестер показывает изменение напряжения. Если на аппаратах 160–200 А изменение в диапазоне 2,4–3,2 В, цепочка регулятора в порядке.

Тестирование платы управления ключами производят тестером при включённом аппарате в режиме напряжения до 20 В
- Обрыв обратной связи. Включают аппарат, на тестере выставляют напряжение в диапазоне 20 В. Чёрный щуп ставят на клемму, красный — на второй вывод. В устройстве на 200 А высветится напряжение 14–50 мВ. Если имеется обрыв обратной связи по шунту, тестер покажет около 500 мВ. Значит, где-то обратной связи нет.
При поиске обрыва обратной свящи красный щуп устанавливают на второй вывод микросхемы
- Блок питания. В режиме «включено» проверяют наличие напряжения 300 В с конденсатора на плату инвертора. Проверяют на целостность цепочки и транзистор. На выходе из блока питания два диода обеспечивают 25 В. Если прозвон показал, что короткого замыкания нет, вторичные цепи не нагружают блок питания, он запустится. Если запуска нет, возможно, пробита оптопара или транзистор. Если блок питания запускается на короткое время и затем отключается от сети, проверяют транзистор. Если он нагрелся, значит, рядом пробит и требует замены диод.
Перед проверкой блока питания выключите аппарат из розетки!
На первом этапе ремонта блока питания проверяют наличие напряжения 300 В на плате инвертора
При самостоятельном ремонте мастера используют ортофосфорную кислоту. Если к корпусам диодов нужно что-то припаять (например, отломанные стойки), их предварительно лудят. При ремонте отломленной стойки учитывают перпендикулярность. Важно установить её, чётко совмещая отверстия. Если припаять даже с минимальным перекосом, при последующем затягивании крепления стойка снова сломается.
Если нет технического фена, для выпаивания пользуются паяльником 100–150 Вт. Так не повредятся разъёмы и дорожки. Специалисты рекомендуют для лучшего результата перед пайкой подогреть блок до 160–1700 С, при этом пластиковые части вентилятора греть нельзя. При работе с паяльником или другими нагревательными элементами требуется осторожность, чтобы не прикоснуться к легкоплавким деталям аппарата.
Видео: ремонт сварочного аппарата и разбор основных его неисправностей
Инверторный сварочный аппарат уверенно прописывается в домашних мастерских. Перед покупкой стоит потратить время на изучение азов сварного дела и электротехники. Это поможет ориентироваться в характеристиках устройства и при необходимости самостоятельно починить его. Сложные случаи лучше доверить специалистам.
Здравствуйте, меня зовут Лилия. Мне 48 лет, в копирайтинге я новичок. Оцените статью: Поделитесь с друзьями!postroika.biz