Диаметры стержней под нарезание метрической наружной резьбы с допусками. Таблица нарезки резьбы
Нарезание резьбы. | МеханикИнфо
Нарезание резьбы. Таблица отверстий для нарезания резьбы. Формула нарезания резьбы. Образование винтовой линии. 4.60/5 (92.00%) проголосовало 5
Основные понятия.
Соединение деталей болтами, винтами и шпильками широко применяется в котельном производстве в местах, где возможно потребуется разъем деталей конструкции. Такие соединения называют разъемными.
Болты, винты и шпильки представляют собой цилиндрические стержни, на поверхности которых имеется винтовая наружная резьба. На конец болта, винта и шпильки навертывается гайка, внутри которой также нарезана винтовая внутренняя резьба.
Операция нарезки может выполняться вручную и механическим способом на станках специальным резьбонарезным инструментом.
Резьбовые детали всегда парные изделия: гайка и болт. Поэтому резьбовой инструмент разделяется на инструмент для нарезания внутренней резьбы — метчики и для наружной резьбы — плашки.
Резьба представляет собой канавку и рядом с ней выступ на поверхности цилиндра или отверстия, идущих по спирали, называемой винтовой линией. Угол, под которым поднимается эта линия, называют углом подъема винтовой линии. Еще одно понятие, как шаг винтовой линии – это расстояние полного оборота винтовой линии.
Образование винтовой линии.
Образование винтовой линии можно представить в следующем виде. Возьмем цилиндр и прямоугольный треугольник (рис. 1), сторона которого равна длине окружности цилиндра. Если треугольник обернуть вокруг цилиндра, совмещая большой катет с плоскостью основания цилиндра, то гипотенуза образует на цилиндре винтовую линию. Другая сторона треугольника (катет) составит шаг винтовой линии, а длина гипотенузы — длину витка винтовой линии.
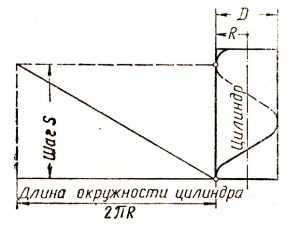
Рис. 1. Образование винтовой линии.
Основные элементы резьбы.
Если винтовая линия идет слева направо, то она образует правую нарезку, а если справа налево — левую нарезку. Винтовая нарезка может быть одноходовой, двухходовой и многоходовой. Нарезку различают по профилю и по величине.
Ранее резьба применялась только дюймового исчисления, в настоящее время она сохранилась лишь у болтовых изделий и для нарезки труб (газовая). Для остальных изделий применяется резьба с метрическим исчислением. В производстве наиболее чаете встречаются по форме трехгранные, трапецоидальные и прямоугольные или ленточные резьбы.
Резьба имеет следующие элементы (рис. 2): шаг, угол профиля, внутренний, наружный и средний диаметр, а также различают глубину впадины и высоту выступа. Углом профиля резьбы называется угол между сторонами треугольника.
Рис. 2. Элементы резьбы.
a — наружный диаметр; b — средний диаметр; с — внутренний диаметр; d —вершина резьбы; е — впадина резьбы; t — шаг резь бы; α — угол резьбы.
Дюймовая резьба имеет угол профиля равный 55° и характеризуется не шагом резьбы, а числом витков (ниток), приходящихся на 1 дюйм, а также наружным диаметром резьбы, измеряемым в дюймах. Метрическая резьба имеет угол профиля 60° и характеризуется тем, что она измеряется по шагу резьбы и по наружному диаметру винта в миллиметрах. Трубная резьба имеет профиль дюймовой резьбы, но мельче ее и за диаметр резьбы у ней принимается внутренний диаметр трубы, а не наружный. Она также измеряется в дюймах и характеризуется числом ниток витков резьбы на 1 дюйме.
Для одноходового винта шаг равен расстоянию между двумя соседними вершинами профиля нарезки, для двухходового — двум расстояниям, для трехходового — трем и т. д.
Самая правильная, точная, разнообразная по числу витков (ниток) и наружным диаметрам резьба выполняется на токарно-винторезных станках резьбовыми резцами.
Формула нарезания резьбы. Как рассчитать диаметр сверла под резьбу?!
Для нарезания резьбы необходимо правильно подобрать диаметр сверла. При большем диаметре просверленного отверстия не будет полной по глубине резьбы, а если отверстие будет меньше, чем положено, то вероятность поломать метчик и сорвать резьбу увеличивается. Диаметр сверла под резьбу можно выбрать по таблице либо рассчитать по формулам:
Для мягких металлов: d = D — 0,09 S или d= D — 1,5 t.
Для твердого хрупкого металла (сталь): d = D — 1,8 t.
Для вязкого металла (медь, алюминий и т. д.):
d = D — 1,2 t.
где d —диаметр отверстия (сверла) под резьбу в мм;
D — диаметр наружной резьбы в мм;
S — шаг резьбы в мм;
t — глубина нарезки в мм.
При нарезке резьбы метчиком отверстие должно быть несколько больше внутреннего диаметра нарезки. Выбор сверла в зависимости от металла, в котором нарезается резьба, и вида резьбы приводится в табл. 1.
Отверстия под нарезание резьб.
Таблица 1. Подбор сверла под резьбу таблица. Сталь, латунь.
| Сталь и латунь | Нарезка трубная | ||||
| Нарезка метрическая | Нарезка дюймовая | диаметр резьбы в дюймах | диаметр сверла в мм | ||
| диаметр в мм | диаметр резьбы в дюймах | диаметр сверла в мм | |||
| резьбы | сверла | ||||
| 5 | 4,2 | 1/4 | 5 | 1/4 | 11,7 |
| 6 | 5 | 5/16 | 6,5 | 1/2 | 18,6 |
| 8 | 6,7 | 3/8 | 8,0 | 3/4 | 24,3 |
| 10 | 8,4 | 7/16 | 9,2 | 1 | 30,5 |
| 12 | 10,1 | 1/2 | 10,5 | 1 1/4 | 39,2 |
| 14 | 11,8 | 5/8 | 13,5 | 1 1/2 | 45,1 |
| 16 | 13,8 | 3/4 | 16,5 | ||
| 20 | 17,3 | 7/8 | 19,5 | ||
| 22 | 19,3 | 1 | 22,3 | ||
| 24 | 20,7 | 1 1/4 | 28 | ||
| 27 | 23,7 | 1 1/2 | 33,7 | ||
| 30 | 26,1 | 1 3/4 | 39,2 | ||
| 36 | 31,6 | 2 | 44,8 | ||
| 42 | 37,0 | ||||
| 48 | 42,7 | ||||
Примечание: Для чугуна и бронзы при нарезке метрической резьбы размер сверла должен быть уменьшен на 0,1 мм; при нарезке дюймовой резьбы размер сверла должен быть в зависимости от величины размера меньше на 0,1—1,0 мм.
mechanicinfo.ru
таблица наиболее часто используемых метчиков, разновидности и конструкция
Любая конструкция не может обойтись без резьбового соединения. Чтобы получить внутреннюю резьбу, был создан специальный инструмент, получивший название – метчик.
Было разработано очень много видов этого инструмента. Каждый выполняет определенную функцию. Одни из них предназначены только для работы на металлорежущих станках, другие можно использовать в бытовых условиях. Были созданы специальные таблицы, где можно подобрать нужный инструмент, в зависимости от размеров, конструкции и стоимости.
Конструкция резьбового инструмента
Метчик для нарезания состоит из нескольких частей:
- Хвостовика;
- Рабочей части;
- Заборного элемента;
- Калибровки.
При помощи хвостовика осуществляется крепление в шпинделе станка или патроне, когда появляется необходимость нарезать внутреннюю резьбу.
Нарезание выполняет рабочая часть. Ее внешний вид напоминает винт, оборудованный несколько винтовыми, а также продольными канавками.
У инструмента, имеющего винтовые канавки, есть одно важное преимущество. Операция нарезания выполняется в более благоприятных условиях, чем выполнять такую же операцию, метчиком для нарезания резьбы, у которого имеются продольные канавки.
Практически каждый инструмент имеет переднюю часть, которой дали название «заборная». Она имеет конусный вид. Заборная часть инструмента, первая начинает нарезание резьбы. Ее продолжает калибрующая часть. В ее функции входит калибровка и зачистка отверстия.
Зубья, которыми выполняется нарезание резьбы, получили название режущих перьев. Они своей формой напоминают резцы, расположенные по всему диаметру инструмента. Каждый зуб заточен согласно технологическим требованиям к режущим деталям.
Углубления, отделяющие режущие перья между собой, называются канавками. Они образуют режущие кромки, и по ним осуществляется удаление стружки из зоны нарезки. Размеры канавок можно увидеть в соответствующих стандартизованных таблицах.
Небольшие детали, диаметр которых менее 20 мм, снабжен тремя канавками. Инструмент с максимальным диаметром 40 мм, изготавливается с четырьмя канавками.
Метрические метчики
 Их измеряют миллиметрами, они относятся к метрической системе. Инструмент маркируется буквой «М», обозначающей метрическое измерение. Например, маркировка М8 обозначает, что таким инструментом можно получить резьбу 8 мм.
Их измеряют миллиметрами, они относятся к метрической системе. Инструмент маркируется буквой «М», обозначающей метрическое измерение. Например, маркировка М8 обозначает, что таким инструментом можно получить резьбу 8 мм.
Размерный ряд метрических метчиков имеет большой диапазон. Начиная с 2 мм и кончая 60 мм. То есть, нарезать можно абсолютно любую резьбу. Все данные о таком инструменте сведены в специальные таблицы.
В зависимости от назначения, выбирается конструкция метчика. Они подразделяются на несколько групп:
- Машинные;
- Ручные.
Для слесарных работ используется только ручной инструмент. Он, в свою очередь, подразделяется на несколько типов:
- Гаечный;
- Плашечный;
- Маточный;
- Специальный.
Слесарные
Комплект таких ручных метчиков, обычно состоит из трех инструментов:
- Чернового;
- Среднего;
- Чистового.
Сначала нарезается «черная» резьба, для чего используют черновой метчик. Для получения точности резьбы применяют средний метчик. Чистовым метчиком выполняется окончательное нарезание резьбы, проводится ее калибровка.
На хвостовике каждом метчике делается специальная отметка, по которой определяется вид метчика. Она может быть в цифровом виде или в виде нанесенных круговых колец. Количество рисок определяет назначение метчика:
- Черновой – одно кольцо;
- Чистовой – три кольца.
Кроме того, на хвосте маркируют размер резьбы, которую можно нарезать этим метчиком.
Слесарные метчики комплектуются двумя инструментами. У них несколько удлиненный заборный конус, а также увеличенный размер первого метчика.
Когда выполняется нарезание метрической резьбы в диапазоне 8 – 18 миллиметров, применяются одинарные метчики.
Для резьбы 6 — 24 мм, используют два метчика, один и черновой, другой чистовой.
Тремя метчиками нарезается резьба в диапазоне 2 — 52 мм. Дюймовая резьба также нарезается несколькими инструментами в зависимости от размеров. Более подробно, какие необходимы метчики, можно увидеть в гостированной таблице. В ней указаны диаметры, вид метчика и необходимый комплект.
В зависимости от направления канавок, метчики подразделяются на группы:
- Прямые;
- Винтовые.
Причем направление канавок также имеет разное исполнение:
- Правые;
- Левые.
Инструмент имеющие винтовые канавки, в большинстве случаев используется для нарезки очень точных резьбовых отверстий.
Режущая часть инструмента подразделяется на два типа:
- Коническая;
- Цилиндрическая
Конические
Отличаются конструкцией заборной части, изготовленной немного удлиненной, и имеющей неполную резьбу, которая постепенно становится калибрующей частью. Такими метчиками нарезается резьба в отверстиях, имеющих сквозной характер.
Цилиндрические
 Этим инструментом нарезается резьба в деталях, где не требуется сквозного отверстия.
Этим инструментом нарезается резьба в деталях, где не требуется сквозного отверстия.
Когда проводится нарезка гаек, без использования станочного оборудования пользуются гаечными приспособлениями. Благодаря удлиненному хвостовику, нарезанные гайки остаются на инструменте.
У плашечных деталей имеется заборный конус большого размера. Таким инструментом в плашках проводится предварительная нарезка резьбы. Операция выполняется в один проход. Очистка резьбы осуществляется маточными деталями, имеющими канавки в виде правой спирали.
Кроме обыкновенных машинных приспособлений, применяются и бесканавочные инструменты. У них отсутствуют продольные канавки. Причем их приемный конус делается намного короче. Эти инструменты имеют повышенную прочность, они ломаются очень редко, поэтому количество бракованных деталей из-за такой поломки сводится к минимуму. Резьбовая часть большой длины, дает возможность перетачивать такие инструменты несколько раз.
Основным преимуществом бесканавочных деталей является их высокая производительность. Ими можно провести нарезку резьбы в любых отверстиях. Для такого инструмента не имеет значения сквозное или глухое отверстие.
Универсальные детали изготавливаются сборными. Каждая часть отделена специальной шейкой. Черновая операция выполняется первой частью, проходит предварительная нарезка, а уже второй частью, делается чистовая нарезка резьбы.
Работа таким оборудованием позволяет сэкономить время. Ведь для нарезки резьбы нужен только один инструмент. Отпадает необходимость в целом комплекте, монтаж которых, требует много дополнительного времени.
Трубные метчики
Для измерения берутся дюймы, так как в трубах применяется другая система изменения.
Все трубные детали маркируются буквой G, которая говорит о трубной резьбе. Вот несколько примеров:
- G 1/2 – полдюймовая резьба;
- G 3/4″ – трехчетвертная;
- G1 – дюймовая.
Больше всего используется полдюймовая трубная резьба. Это особенной касается проводки водопровода в жилых домах, где трубы имеют такие размеры.
В комплект трубных метчиков входит две детали. Одна имеет острый заход, другая тупой.
Как уже было сказано выше, разновидностей такого инструмента, очень много. Поэтому делая выбор, стоит обратиться к специальным таблицам. Они подскажут, какой нужно взять инструмент, какого диаметра и какого вида.
Оцените статью: Поделитесь с друзьями!stanok.guru
ГОСТ 16093-2004В работе часто возникает необходимость нарезания наружной метрической резьбы и некоторые из рабочих не знают как правильно протачивать диаметр под резьбу, то есть номинальный диаметр и предельное отклонение. Данная таблица поможет молодым специалистам разобраться в нарезании метрической резьбы и возможно сократить брак. Табличные значения могут пригодиться на рабочих местах. Диаметры стержней под нарезание метрической резьбы регламентированы ГОСТ 16093-2004.
Стандартный шаг метрической резьбы обозначен (*) | ||||||||
www.tokar-work.ru










