Как правильно варить дуговой сваркой начинающим? Руководство по дуговой сварке для начинающих
Ручная сварка для начинающих - самоучитель по сварке
В данный момент необходимость сварочных работ имеется практически в любой отрасли промышленности. И сложно вспомнить хотя бы одну отрасль, где не применялся бы труд сварщика. Сварочные работы проводятся на стройплощадках, в нефтеперерабатывающей промышленности, энергетике, кораблестроении, сельском хозяйстве и т. п.
Легко ли научиться варить? Обучение сварке видео может дать только теоретическую информацию и некоторые навыки, учиться всё же необходимо на своём личном опыте. От сварщика в первую очередь требуется подготовка оборудования и выявление всевозможных неисправностей. В целом же, сварщик должен в совершенстве владеть технологией сварочных работ, начиная от подготовительных работ и заканчивая зачисткой сварочного шва.
Обучение сварочным работам, как показывает практика, не совсем простое. Сложность заключается в том, что изменение любых параметров во время сварки (скорость работы, сила тока, скорость подачи проволоки или электрода, напряжение и т. п.) может отрицательно сказаться на итоговом результате.
Профессиональные же сварщики знают, как обращаться с различными видами металла (стали, сплавы, цветные металлы) и с помощью ручной дуговой сварки могут сваривать любые самые сложные металлоконструкции.

Как научиться варить ручной электросваркой?
Если нет желания или возможности проходить обучение в профессионально-технических училищах, можно научиться варить сваркой, видео или печатная информация помогут в этом. Ведь самое главное – разобраться, как правильно пользоваться ручной электросваркой и научиться основным приёмам работы.
Прежде всего, начинающему сварщику понадобится сварочный аппарат и электроды. Электродов желательно купить как можно больше (для начинающих лучше использовать электроды диаметром 3 мм), так как их будет испорчено достаточное количество до тех пор, пока начнёт получаться.
Сварка самоучитель – ход выполнения работ:
- Заранее необходимо подготовить ведро воды, так как даже небольшие остатки электрода могут вызвать воспламенение.
- Необходимо закрепить зажим с заземлением на свариваемой детали.
- Проверить, чтобы кабель был надёжно вставлен в держатель и хорошо изолирован.
- Выставить значение силы тока на панели управления сварочного аппарата (мощность тока должна соответствовать диаметру применяемого электрода).
- Пробовать зажечь дугу, установив электрод под углом примерно 60о к изделию.
- Провести электродом медленно по поверхности, а после того, как появится искра, необходимо приподнять электрод примерно на 5 мм от поверхности металла.
- Зазор в 5 мм нужно держать на протяжении всего времени сварочных работ.
ВАЖНО: нужно стараться получить устойчивую дугу в 3-5 мм между концом электрода и металлическим изделием. Если не удаётся зажечь дугу в 2-3 мм, можно попробовать увеличить силу тока на панели управления сварочного агрегата.
Сварка обучающее видео также может помочь научиться наплавлять валик. Дугу при этом нужно плавно перемещать по горизонтали с помощью колебательных движений. Если получится расплавленный металл всё время направлять в центр дуги, то должен получиться в итоге красивый ровный шов.
Технология ручной дуговой сварки
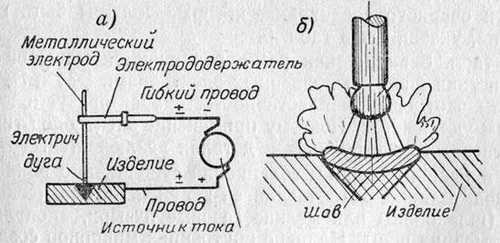
Благодаря поступлению сварочного тока от источника питания к электроду, образуется электрическая дуга. Ручная сварка для начинающих может происходить как с подключением положительного полюса к изделию, так и с подключением отрицательного.
Металлический стержень электрода за счёт действия электрической дуги плавится, и электродный металл, покрытый шлаком, попадает в сварочную ванну, после чего происходит его смешивание с металлом изделия. Так происходит образование сварочного шва.
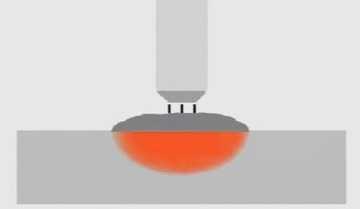
Величина сварочной ванны обычно составляет 10-30 мм в длину, 8-15 мм в ширину и до 6 мм в глубину. Так как мы только учимся сварке, то такой разброс в значениях объясняется разными показателями: скоростью перемещения дуги на поверхности металла, конструкцией сварного изделия, выбранного режима сварки, формой и размерами кромок и т. п.
Обучение сварке (видео) объясняет, куда девается воздух при плавлении электрода. Около дуги и над сварочной ванной образуется газовая атмосфера, из которой впоследствии и вытесняется воздух из сварочной зоны. После удаления сварочной дуги от ванны металл начинает кристаллизироваться, после чего образуется шов, а его поверхность покрывается застывшим шлаком.
Преимущества и недостатки ручной дуговой сварки
Преимущества:
- простота, лёгкая транспортабельность сварки;
- возможность исполнения сварочных работ в труднодоступных местах;
- возможность быстрого перехода от одной операции к другой;
- возможность сварки практически в любом пространственном положении;
- возможность сварки любых разновидностей сталей.
Недостатки:
- низкий уровень производительности и КПД;
- вредные условия сварочного процесса;
- зависимость качества шва от навыков сварщика.
swarka-rezka.ru
Урок сварки для начинающих. (ММА)
Главная задача для новичка — научиться вести сварочный шов. Перед тем, как начнем жечь электроды, узнаем о применяемом оборудовании. Задача сварочного аппарата, независимо от его размера или формы, — обеспечить достаточный регулируемый ток, идущий к электроду. Сварочный аппарат выдает постоянный или переменный ток на электрод. Раньше для сварки использовали трансформаторы. Им на смену приходят компактные и стойкие к просаживанию сети сварочные инверторы.
Для переменного тока используют соответствующие электроды. Профессиональные сварщики предпочитают постоянный ток. При сварке постоянным током поток электронов движется в одном направлении. Сварочный инвертор позволяет выбрать полярность. Полярность — направление движения потока электронов, зависит от того, к какой клемме вы подключили провода.
Обратная полярность при сварке: плюс на электроде, минус на клемме «земля». Ток идет от отрицательного к положительному контакту, поэтому электроны движутся от металла на электрод. Это приводит к сильному нагреву конца электрода. Для обычной сварки используется плюс на электроде, минус на клемме.
Прямая полярность при сварке: минус на электроде, плюс на клемме «земля». Ток идет от электрода к металлу, электрод холодный, а металл горячий. Это используется в специальных электродах для скоростной сварки листового металла.
Запомните, разные аппараты сваривают по-разному! Поэтому при обучении используйте один аппарат, насколько это возможно. Также важны изолированные медные провода. Они бывают разных размеров (сечения). На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3-х или 4-х метровый провод определенного сечения с электрододержателем на 200, 300 или даже на 500 А (используются для толстых электродов и больших токов). Для домашнего применения 200 А удобнее. Существуют держатели подобные пассатижам, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, согните его у основания). Так же нужна клемма заземления с быстросъемным зажимом.
Яркость дуги примерно в 10 тысяч раз выше приемлемой для человеческого глаза яркости света. Защитный фильтр защитит глаза от ожога, когда вы смотрите на расплавленную ванну. Они бывают разных номеров. Меньше цифра — светлее фильтр маски сварщика. Люди по-разному чувствительны к свету. Светофильтр сварщика должен защищать глаза, но вы должны ясно видеть сварочную ванну. Если вы используете толстые электроды и большие токи, вы должны применять светофильтры с бо́льшим номером. Светофильтры для масок хрупкие. Чтобы защитить их от искр или царапин используйте защитные пластиковые стекла спереди и сзади. При сборке маски используйте уплотнитель и клипсу. После установки фильтра посмотрите на свет, проверьте, что нет зазоров. Если при варке увидите засветку, прекратите сварку, чтобы не получить ожог сетчатки (зайчик). Заменяйте сварочные защитные стекла, когда они грязные или поцарапались. Чистота стекла важна для четкого видения сварочной ванны.
Сварочные электроды покрыты флюсом, он делает возможным процесс сварки. Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Когда металл остывает, образуется сварочный шлак, который обеспечивает дополнительную защиту металла от воздуха.
Сварка — постепенная практика, это нетрудно. Сначала обратите внимание, чтобы все было готово для сварки. В любой момент сварки вам должно быть удобно! Электрод сгорает не сразу, поэтому расслабьтесь, возьмите держак обеими руками и обопритесь о стол настолько устойчиво, как это возможно.Когда все готово, начинайте процесс дуговой сварки, опустите щиток сварщика или настройте зажим маски, чтобы по кивку головы она опускалась.
Зажигайте дугу, как зажигаете спичку: чиркайте электродом по металлу и ведите конец на начало шва. При чиркании начнет плавиться флюс электрода, который очищает ванну. Чтобы избежать следов, чиркайте в направлении варки. После чирканья электродом возникает поджиг дуги, конец электрода должен находиться в 3-х мм от поверхности, это создает зазор для дуги, оттуда идет яркий свет. При сварке смотрите не на свет, а дальше дымящихся искр, фокусируйтесь на расплавленной ванне за электродом.
Удобнее брать держак так, чтобы его рычаг располагался под большим пальцем. Чтобы извлечь электрод, возьмите его левой рукой, нажмите рычаг и достаньте электрод. Если электрод залипает, то, скорее всего, флюс на кончике поврежден. Чиркните, чтобы сжечь конец электрода до начала заполнения сварочной ванны.
Когда дуга загорелась, формируйте ванну. Здесь нужно некоторое время, чтобы прогреть основной металл. По времени это занимает 2-3 маленьких оборота электродом вокруг сварочной ванны. Далее во время сварки основной металл прогревается и ванна расходится. Сначала ванна маленькая, сделайте так, чтобы ванна была достаточно широкой и не меняла форму.
Во время сварки держите электрод над металлом. Это называется дуговой промежуток. Контролировать этот зазор первое и, самое важное, чему надо научиться. При движении по шву электрод расходуется, поэтому его надо опускать. Удерживайте постоянный зазор между концом электрода и основным металлом.
Если зазор мал, то нет времени на прогрев основного металла, шов будет выпуклый с несплавлением по краям.
Если зазор слишком большой, дуга начнет скакать, будет плохой провар и тяжело управлять укладкой наплавляемого металла.
Постоянный зазор нормальной величины — первый шаг к управлению сварочной ванной и формированием качественного шва с хорошим проваром.
Чем лучше вы управляете длиной дуги, тем лучше вы будете варить! Когда дуга проходит через зазор, она плавит основной металл и формирует сварочную ванну. Так же она переносит металл с электрода в ванну.
При сварке смотрите по сторонам шва, он должен быть на уровне металла. Формирование шва обычно происходит круговыми или зигзагообразными движениями. При круговых движениях, двигайтесь вбок и смотрите справа от сварочной ванны, потом наверх границы ванны и шлака, а потом на другую сторону и просто распределяйте ванну по кругу. Такова техника дуговой сварки. Зигзагообразные движения из стороны в сторону делают похожий шов: смотрите с одной стороны, наверх ванны и с другого края. При каждой смене направления помните, что расплавленная ванна следует за теплом.
Это шов сварен электродом, который быстро двигали. Линия ванны ниже поверхности основного металла. Интенсивная дуга этого электрода проникла глубоко в основной металл оттолкнула ванну назад и сформировала шов.
Когда вы движете ванну поперек, заполняющий металл с электрода движется позади, а если металла вокруг недостаточно, вы оставляете подрезы. Подрез — пустое место, канавка на краю шва, ниже уровня металла.
Чтобы избежать этого, контролируйте внешние границы, наблюдая за ванной и утоньшая ее на поверхности. Сила дуги на конце электрода может быть использована для манипуляций ванной. Наклоняя электрод, мы как бы толкаем ванну, а не тянем. Чем вертикальнее держим электрод, тем менее выпуклый шов. И наоборот.
 Электрод стоит вертикально, все тепло концентрируется под электродом, сила дуги давит на ванну вниз, это приводит к глубокому проплавлению и распространяет ванну вокруг.
Электрод стоит вертикально, все тепло концентрируется под электродом, сила дуги давит на ванну вниз, это приводит к глубокому проплавлению и распространяет ванну вокруг.
Если наклонить электрод, сила дуги направлена назад и шов начинает подниматься (всплывать).
Если наклон слишком велик, дуга будет давить в направлении шва, делая ванну плохо управляемой.
Бывают ситуации, когда надо варить плоский шов, а бывает, когда нужно оттолкнуть ванну назад. Поэтому используются разные углы наклона электрода. Мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится.
Диаметр электрода определяется диаметром стержня. В основных сварочных таблицах приводится диаметр электрода, толщина металла и величина тока для максимальной производительности. При этом часто не учитывая возможности сварщика или специфику ситуации. Можно применять электрод меньшего диаметра для лучшего контроля, но сварка займет больше времени. Точные установки тока могут отличаться и зависят от толщины металла, положения сварщика и его квалификации.
Задача сварочного процесса — прогреть основной металл до расплавления, формируя сварочную ванну. Малый ток не прогреет основной металл, и сварочная ванна будет «бежать» за электродом. Если тока много, то основной металл будет перегретым, дуга будет проникать вглубь и отталкивать металл назад. При оптимальном токе ванна растекается, внешние края тонкие, и мы контролируем сварочный процесс.
В зависимости от сварочной ситуации установки тока меняются. Толстый металл рассеивает тепло, поэтому нужен больший ток. Тонкий металл расплавится быстро, поэтому надо меньше тока. Точные установки тока зависят от поведения ванны. Начните с установок, рекомендованных производителем, и не бойтесь увеличить или уменьшить ток.
Сварка покрытым электродом зависит от температуры основного металла, поэтому мы не можем говорить о токе без учета скорости сварки. Двигаем электрод быстрее, меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаемся медленнее, тепла поступает больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не будет прогрет, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывается и становится трудноуправляемой. Когда скорость перемещения соответствует току, ванна растекается, но остается управляемой. Края тонкие и шов одинаковый толщины.
С опытом вы сможете поставить чуть больший ток и увеличить скорость сварки. Больший ток лучшее проплавляет, и вы получите более гладкий шов, но в этом случае труднее контролировать ванну.
При окончании шва наплавьте чуть больше металла перед тем, как убрать электрод, чтобы избежать кратера от всплеска нижних слоев металла. Сделайте 1-2 круга и чиркните назад по шву.
- Чиркните электродом для получения дуги.
- Раздвиньте ванну до требуемой ширины, чтобы шов был одинаковой.
- Удерживайте постоянный зазор дуги.
- Ток сварки должен быть достаточен для того, чтобы ванна растекалась.
- Расширяйте сварочную ванну, используя давление дуги.
- Следите за краями и формирующимся швом.
- Добавьте наплавляемого металла перед остановкой.
для бытового применения — ЛЕВША-200для профессионального применения на 220В — ПРОФИ ARC 200для профессионального применения на 380В — ПРОФИ MMA 315
xn--80aaeoxurebr5b.xn--p1ai
Ручная дуговая сварка для начинающих
Июнь 14, 2017
На сегодняшний день дуговая сварка инверторного типа для начинающих представляет собой одну из наиболее надежных технологий. Она регулярно используется не только в области промышленного производства, но и в быту: для сооружения заборов, теплиц, печей для бань и гаражей и так далее.
Азы сварных работ
Чтобы правильно варить, необходимо, прежде всего, обзавестись сварочным оборудованием и электродами. Расходные материалы следует покупать в довольно большом количестве, особенно если опыта проведения подобных работ нет. Дело в том, что при обучении электродуговой сварке инверторного типа придется потратить довольно большое количество подобных материалов. Наиболее универсальными изделиями в этом плане являются электроды, диаметр которых составляет 3 мм. Тонкие электроды предназначены для более тонких деталей, а слишком толстые оказывают чересчур большое воздействие на электрическую сеть.Чтобы научиться правильно пользоваться сварочным оборудованием, необходимо запастись определенным терпением и усидчивостью. Для начинающих здесь действует принцип: чем больше практики, тем лучше. Желательно не только постичь основы теории, но и выполнять работы под присмотром профессионального сварщика, который при необходимости даст дельный совет и поможет избежать ошибок при дальнейшем выполнении работ.
Для правильного освоения дуговой сварки следует для начала взять какие-нибудь ненужные куски металла. Поблизости желательно поставить ведро с водой, кроме того, проводить работы на деревянном верстаке категорически запрещается, так как это может спровоцировать возгорание.
Заземление должно крепиться на свариваемой детали как можно более прочно. Перед тем как начать пользоваться сваркой, необходимо проверить, насколько прочно кабель заизолирован и как крепко он установлен в держателе. Затем выставляют требуемое значение мощности электрического тока на оборудовании. Оно подбирается в зависимости от того, какой диаметр электрода был выбран для проведения работ.
На следующем этапе сварки можно попробовать зажечь электрическую дугу. Сделать это не слишком сложно: электрод выставляют под углом примерно 60 градусов по отношению перед свариваемыми элементами и аккуратно прикасаются им к заготовке.
Когда пробежит искра, электрод нужно приподнять над поверхностью деталей так, чтобы между ними соблюдалось расстояние порядка 5 мм. Если все было проделано верно, то возникнет дуга. Подобный зазор нужно будет удерживать в течение всего времени проведения работ. При этом следует учитывать, что по мере выгорания электрода, расстояние будет увеличиваться, поэтому его нужно будет немного приближать к заготовкам. Скорость проведения электрода зависит от типа металла: если сваривают изделия из стали, то она должна быть низкой, при работе с нержавейкой его проводят довольно быстро.
Сложности при обучении сварке
Зачастую при дуговой сварке начинающие никак не могут зажечь дугу даже на небольшом расстоянии — порядка 2-3 мм. Это бывает связано с тем, что на аппарате выставлена слишком маленькая сила тока. При правильном выборе всех настроек дуга будет довольно стабильной даже при увеличении расстояния до 1 см.
Наплавлять валик сварного шва следует очень осторожно и внимательно. При этом выполняют колебательные движения, делая так, чтобы расплавленный материал подходил ближе к центру дуги. Если удастся выполнить это правильно, то в конечном счете будет образовываться красивый шов, у которого есть волны небольших размеров.
Если толщина свариваемых заготовок довольно большая, то одним слоем расплавленного металла обойтись не получится. Профессиональные сварщики в этом случае пользуются следующей технологией: сначала накладывается так называемый корневой шов, толщина которого составляет порядка одной трети толщины заготовки. После того, как металл застынет, с его поверхности удаляют шлак. Желательно делать это с помощью угловой шлифовальной машины: она будет убирать не только остатки шлака, но и снимать гладкую поверхность металла, обеспечивая тем самым полноценную схватываемость с последующим слоем. Далее шов заполняется еще на одну треть, а потом закрывается полностью.
Освоить ручную дуговую сварку не слишком сложно: главное, запастись терпением и постараться научиться основным движениям, благодаря которым будет производиться накладывание материала на шов.
electrod.biz
Сварка для начинающих (видео уроки)
Сейчас многие желают научиться азам сварочных работ. Это может всегда пригодиться в быту. Сварка для начинающих не требует профессиональных навыков и специальных знаний. Такого уровня достаточно для работ в гараже или на хозяйственном подворье.

Изучая основы сварки, нужно использовать электроды, диаметр которых не более 3 мм.
Азы и основные понятия об электросварке
В первую очередь, для того чтобы освоить ручную сварку, следует приобрести аппарат сварочный и запастись электродами. Их должно быть как можно больше, поскольку они будут часто портиться до тех пор, пока не получится первый положительный результат. Изучая основы сварки, лучше использовать электроды диаметром в 3 мм. Более тонкие применяются специалистами для работы с тонким металлом, а толстые перегружают электросеть.
Схема устройства пистолета для сварки
Универсальный и самый простой тип соединения металлических поверхностей — метод ручной дуговой сварки. Он заключается в переходе электрического тока из источника с образованием дуги между электродом и обрабатываемым материалом. При такой технологии сварки горение обмазки на поверхности электрода обеспечивает выделение газа, который не допускает контакта обрабатываемой области с кислородом из воздуха.
В любом пособии по сварке указано: первое, чему следует научиться, это правильное ведение сварочного шва. Поэтому введение содержит информацию о применяемом оборудовании. Среди источников питания выделяют следующие конструкции:
- сварочные трансформаторы;
- сварочные выпрямители;
- сварочные инверторы.
Конструкция сварочного аппарата.
Для тех, кто изучает основы сварки, третий вариант — оптимальный выбор. Сваривать металл можно полуавтоматом. Часто при этом используется сварочная проволока.
После того как оборудование приобретено, нужно предварительно обеспечить себя защитой от вредных воздействий. Техника безопасности при сварке требует наличия специальной маски, защищающей кожу лица и глаза, со встроенным светофильтром, подобранным в соответствии с определенными критериями. К ним относятся сила тока, окружающее освещение и особенности зрения сварщика. Порядок сварки подразумевает собой точное следование правилам безопасности.
Для того чтобы пользоваться сваркой, из спецодежды следует выбрать брезентовый фартук или костюм с огнеупорной пропиткой, а также краги из спилка. Обувь должна быть прочной и устойчивой.
Вернуться к оглавлению
Советы начинающим сварщикам
Во время сварки электрод нужно держать над поверхностью металла. Образующийся при этом промежуток называют дуговым. Контроль над ним особенно важен при работе, поэтому его следует освоить в первую очередь. Электрод опускают, потому что он расходуется, продвигаясь в направлении шва. Постоянно удерживайте на одинаковом уровне зазор между металлом и краем рабочего инструмента. Варить электродами нужно аккуратно, чтобы не испортить расходный материал.
Особенности работы:
- Если размер зазора недостаточен, времени для прогрева обрабатываемого материала не хватит. Шов получится выпуклым, а края — несплавленными.
- При большем зазоре наблюдаются значительные скачки дуги. Качество провара будет плохим, а управление укладкой металла, который наплавляется, тяжелым.
- Удерживая оптимальную величину зазора на постоянном уровне, можно легко управлять ванной, сформировать хороший шов.
Схема сварки током.
Технология сварки током заключается в следующем: во время прохода сквозь зазор дуга создает сварочную ванну, перенося в нее расплавленный металл, находящийся на поверхности электрода. В случае когда значение тока недостаточно, основной металл не прогреется, а электрод будет идти быстрее сварочной ванны. При большем показателе тока дуга проникнет в металл на определенную глубину, отталкивая его назад. Когда значения оптимальные, ванна растекается и имеет тонкие края, поэтому ее можно расширять и двигать при помощи электрода, контролируя рабочий процесс.
Установки тока часто меняются в зависимости от технологии сварки и дополнительных опций. Например, свойства толстого металла, основанные на рассеивании тепла, потребует большего значения тока. Для меньшей толщины нужен не такой высокий уровень. Точная установка показателей тока для того, чтобы правильно варить, будет зависеть только от того, как поведет себя ванна. Поэтому начинать нужно с рекомендаций производителя, а после этого экспериментировать с уменьшением или увеличением силы тока.
Заканчивая шов, перед тем как убирать электрод, нужно сделать чуть большее наплавление металла.
Это поможет избежать всплеска из нижних слоев шва, который приведет к возникновению кратера. Для этого достаточно сделать один круг, а после чиркнуть в обратную сторону направления шва.
Вернуться к оглавлению
Ручная дуговая сварка: особенности технологического процесса
Поступление как постоянного, так и переменного тока из источника питания в направлении электрода и металла обеспечивает образование дуги, удерживает ее. Такой тип ручной сварки с прямой полярностью производят при подсоединении анода к изделию. При подключении полюса отрицательного значения делается сварка с обратной полярностью.
При сварке руки и лицо должны быть защищены.
Металл, из которого состоит стержень электрода, под воздействием дуги расплавляется вместе с его покрытием, а также с поверхностью свариваемого изделия. С этого момента электродный материал представляет собой капли в шлаке, которые поступают внутрь сварочной ванны, смешиваются с обрабатываемым металлом.
Величина ванны находится в прямой зависимости от следующих критериев:
- режим, в котором проводится сварка;
- конструкция свариваемого соединения;
- форма разделки и размеры соединительных кромок.
- положение в пространстве;
- скорость движения дуги по изделию.
Стандартная величина ванны находится — 6 мм в глубину, 8-15 мм в ширину и 10-30 мм в длину.
Расстояние между двумя активными участками (на сварочной ванне и конце электрода) называется длиной дуги. В процессе плавления покрытия вокруг дуги и ванны образуется слой газа, который вытесняет кислород из рабочей зоны, не дает ему воздействовать с расплавленным материалом.
Шлак, который покрывает капли металла электрода, а также сварочной ванны, не допускает воздействия атмосферного воздуха на обрабатываемый материал. Постепенное удаление дуги обеспечивает кристаллизацию металла, отчего образуется соединительный шов, покрытый слоем затвердевшего шлака.
К преимуществам этого вида сварки относится следующее:
- работы можно выполнять при ограниченном доступе;
- множество типов электродов позволяет делать сварку разных типов стали;
- относительно быстрая смена соединяемых материалов;
- процесс может проходить в любом положении;
- рабочее оборудование легкое и транспортабельное.
Из недостатков выделяются низкая производительность относительно других типов сварки, вредные условия и необходимость квалификации работника при высоких требованиях к качеству.
Не обязательно знать все о сварке, для простых бытовых ситуаций достаточно соблюдать правила и основные требования к работе.
expertsvarki.ru