Содержание
Нарезать резьбу не сложно, если знать таблицу по подбору метчиков
Для соединения изделий между собой используют разные способы:
- сварка;
- склеивание;
- клёпка;
- болтовое;
- винтовое;
- шпилькой.
Если детали соединять болтом с гайкой – требуется дополнительное место. К тому же не всегда толщина компонентов позволяет проделать сквозное отверстие.
В таком случае применяют винтовое соединение.
Для вкручивания винта требуется нарезать резьбу метчиком. Инструмент представляет собой стальной стержень, состоящий из рабочей части и хвостовика и предназначен для нарезания внутренней резьбы. Рабочая зона имеет слабовыраженную коническую форму. На ней нанесены зубцы, последовательно повторяющие форму резьбы. Для отвода опилок и стружки предусмотрены канавки.
Виды метчиков
Спецификация метчиков по способу нарезки резьбы
Проходные (универсальные).
Резьба нарезается в один проход. Рабочая часть содержит зубья для разметки и финальной нарезки. Приспособление хорошо подходит для мягких металлов. При работе с прочным материалом требуется прилагать больше усилий.
Рабочая часть содержит зубья для разметки и финальной нарезки. Приспособление хорошо подходит для мягких металлов. При работе с прочным материалом требуется прилагать больше усилий.
Комплектные.
Для работы используется несколько насадок (две или три) одного размера резьбы. При работе с особо твердыми металлами возможно применение набора из пяти насадок. Резьба создается в несколько этапов.
Начало прокладывается разметочным метчиком, затем выполняется проход более глубокой нарезки, и наконец – финальная часть, когда грани формируются окончательно.
На выполнение задачи уходит больше времени, но при этом качество существенно выше, а вероятность поломки инструмента практически исключена;
Спецификация по применению
Машинные.
Хвостовик увеличенной длины. Предназначены для закрепления в патроне электро инструмента.
Машино – ручные.
На укороченном хвостовике имеются лыски квадратной структуры. Могут использоваться как в электродрели, так и вручную. Во втором случае применяется специальный вороток – держатель метчиков.
Во втором случае применяется специальный вороток – держатель метчиков.
Спецификация по типу отверстия
Для сквозных отверстий.
У таких насадок удлиненный заход (острый кончик рабочей зоны), плавно переходящий в рабочий диаметр. Работать с таким метчиком несложно, с нарезкой может справиться электропривод. После прохода инструмент просто выйдет с противоположной стороны заготовки.
Для глухих отверстий.
Кончик рабочей зоны срезан на манер фрезы. Это позволяет нарезать резьбу практически на всю глубину отверстия. Работать следует с особой осторожностью, поскольку при достижении дна глухого отверстия, застопорившийся метчик может сломаться. По этой причине практикуется ручная нарезка.
Спецификация по типу рабочей зоны
Для работы с различными металлами, форма рабочей зоны (зубцов) может быть прямой, винтовой и с укороченными канавками. Сами зубья располагаются по одной линии или в шахматном порядке. Универсальные конструкции метчиков в мягких и твердых сплавах использоваться не могут.
Потому, если вы хотите правильно нарезать резьбу, используйте инструмент, соответствующий типу металла и отверстия.
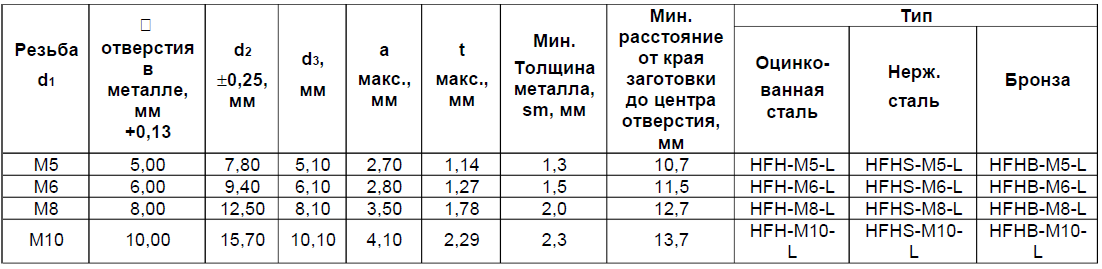
При нарезании резьбы метчиками и плашками, необходимо точно подобрать сверло и режущий инструмент под используемый в перспективе винт или шпильку.
Таблица метчиков и сверл для внутренней резьбы
Дело в том, что проходное отверстие и диаметр резьбы должны соответствовать стандартам. Если диаметр отверстия будет слишком большим – глубина канавок получится слишком маленькой, а резьбовое соединение ненадежным.
При малейшей нагрузке резьба будет сорвана. Другая крайность – узкое отверстие под резьбу. В этом случае метчик будет играть роль сверла, а его конфигурация для этого не приспособлена. Очень высока вероятность поломки инструмента.
ВАЖНО! Если нет сверла, точно подходящего по диаметру – делайте отверстие немного меньше положенного, а не больше.
После чего обязательно произведите зенковку, и аккуратно нарезайте резьбу тройным комплектом метчиков.
Как правильно, и без потерь инструмента нарезать резьбу вручную
- Подготовка отверстия. Подбираем сверло в соответствии с таблицей, и аккуратно делаем отверстие.
ВАЖНО! Сверло должно быть острым. В противном случае металл в отверстии будет «отпущен» от температурного воздействия, и резьба получится не такой прочной.
Сверлить лучше на станке. Вход отверстия желательно зенковать. Это облегчит как нарезку, так и последующую закрутку винта.
При изготовлении глухого резьбового соединения – замерьте длину нерабочей части метчика, умножьте эту величину на 2, и добавьте к глубине отверстия. Каким бы подготовленным для таких отверстий не был метчик – нарезать резьбу до самого донышка отверстия не получится;
- Процесс нарезки. При работе руками торопливость ни к чему. Именно поэтому ручная нарезка предполагает комплектные наборы. Не следует для ускорения процесса начинать сразу со следующего номера.
В противном случае резьба получится грубой, с задирами.
 Так же не следует пренебрегать последним номером. Недорезанная на финишную глубину резьба сулит трудности при закручивании винта, и даже его заклинивание.
Так же не следует пренебрегать последним номером. Недорезанная на финишную глубину резьба сулит трудности при закручивании винта, и даже его заклинивание.Размеры метчиков также разработаны не для экспериментов. Если у вас винт М5, то и на метчике должна быть такая же маркировка. Никаких половинчатых значений не бывает, это все проделки китайских гаражных производителей.
ВАЖНО! Мнение о том, что некая резьба М4,5 будет крепче держать шпильку М5 – ошибочно в принципе.
Тем более что в технических стандартах такого размера резьбы не существует.
Держатель метчика следует крепко взять за обе рукоятки, и прилагать к ним равные усилия. Золотое правило нарезки: +360 градусов, – 180 градусов.
Это означает, что на один полный оборот по ходу резьбы, делается пол оборота назад, для скола и удаления стружки. Пусть вас не обманывает ощущение, что метчик так легко идет. Особенно велик соблазн крутануть побыстрее на финальной стадии. Нарезание внутренней резьбы должно происходить с равномерной скоростью и приложенными усилиями;
- Очистка и проверка. Последний этап – удаление из резьбового отверстия остатков стружки и опилок. Сквозные отверстия прочищаются металлическими ершиками.
 Так же не следует пренебрегать последним номером. Недорезанная на финишную глубину резьба сулит трудности при закручивании винта, и даже его заклинивание.
Так же не следует пренебрегать последним номером. Недорезанная на финишную глубину резьба сулит трудности при закручивании винта, и даже его заклинивание. Последний этап – удаление из резьбового отверстия остатков стружки и опилок. Сквозные отверстия прочищаются металлическими ершиками.
Последний этап – удаление из резьбового отверстия остатков стружки и опилок. Сквозные отверстия прочищаются металлическими ершиками.Глухие – сначала чистятся жесткой кистью, затем продуваются сжатым воздухом.
После чего в отверстие вкручивается винт, и проверяется качество резьбы. Закручивание должно происходить легко, без усилий. Фиксация винтового соединения при помощи «кривой» резьбы недопустима.
Если что-то пошло не так, или что делать со сломанным метчиком
При неправильной организации работы метчик может сломаться. Причины, приводящие к поломке:
- перекос инструмента;
- несоответствие диаметра отверстия;
- слишком высокая скорость нарезки;
- пренебрежение правилом +360 градусов, -180 градусов.
Если вы не знаете какое предварительное отверстие необходимо сделать в металле чтобы нарезать резьбу и не сломать метчик, скачайте ГОСТ 19257-73, называется он «Отверстия под нарезание метрической резьбы».
Как выкрутить сломанный метчик
Способов на самом деле немного.
- Экстрактор. Классические экстракторы для сломанных болтов и шпилек тут не помогут.
Высверлить отверстие в метчике практически невозможно, по причине его исключительной твердости. Необходимо специальное устройство.
Специальные направляющие заводятся в пазы застрявшего метчика, прижимаются втулкой к стержню, и метчик выкручивается обычным ключом;
- Точечная сварка. К метчику приваривается Г-образный стальной стержень. После прихватывания наконечник легко выкручивается;
- Вытравливание кислотными составами. Если метчик сломался в цветном металле – можно вытравить его кислотой. Применение соляной или серной кислот опасно для здоровья, поэтому необходимо использовать лимонную или щавелевую. В отверстие заливается раствор, и производится нагрев. Метчик интенсивно корродирует, и через какое-то время его можно извлечь.
А в заключение видео информация по нарезанию внутренней резьбы метчиком.
 youtube.com/embed/YXJ5b1e21qo?rel=0&showinfo=0″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/YXJ5b1e21qo?rel=0&showinfo=0″ frameborder=»0″ allowfullscreen=»»>
Нарезание резьбы. | МеханикИнфо
Основные понятия.
Содержание
- Основные понятия.
- Образование винтовой линии.
- Основные элементы резьбы.
- Формула нарезания резьбы. Как рассчитать диаметр сверла под резьбу?!
- Отверстия под нарезание резьб.
Соединение деталей болтами, винтами и шпильками широко применяется в котельном производстве в местах, где возможно потребуется разъем деталей конструкции. Такие соединения называют разъемными.
Болты, винты и шпильки представляют собой цилиндрические стержни, на поверхности которых имеется винтовая наружная резьба. На конец болта, винта и шпильки навертывается гайка, внутри которой также нарезана винтовая внутренняя резьба.
Операция нарезки может выполняться вручную и механическим способом на станках специальным резьбонарезным инструментом.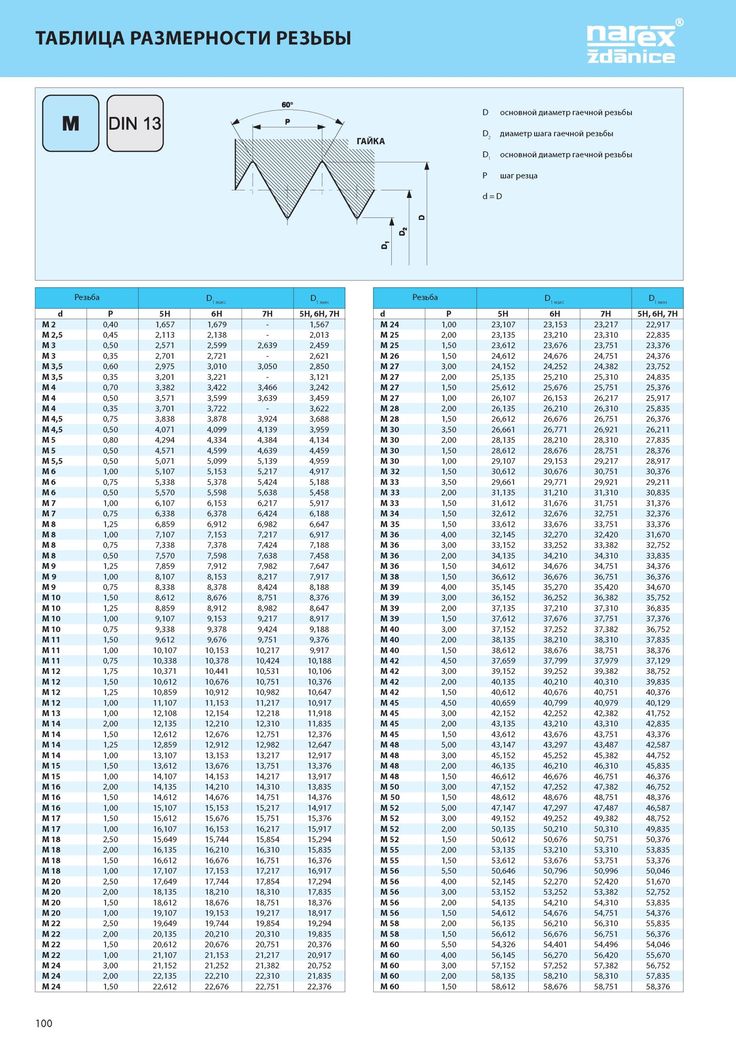
Резьбовые детали всегда парные изделия: гайка и болт. Поэтому резьбовой инструмент разделяется на инструмент для нарезания внутренней резьбы — метчики и для наружной резьбы — плашки.
Резьба представляет собой канавку и рядом с ней выступ на поверхности цилиндра или отверстия, идущих по спирали, называемой винтовой линией. Угол, под которым поднимается эта линия, называют углом подъема винтовой линии. Еще одно понятие, как шаг винтовой линии – это расстояние полного оборота винтовой линии.
Образование винтовой линии.
Образование винтовой линии можно представить в следующем виде. Возьмем цилиндр и прямоугольный треугольник (рис. 1), сторона которого равна длине окружности цилиндра. Если треугольник обернуть вокруг цилиндра, совмещая большой катет с плоскостью основания цилиндра, то гипотенуза образует на цилиндре винтовую линию. Другая сторона треугольника (катет) составит шаг винтовой линии, а длина гипотенузы — длину витка винтовой линии.
Рис. 1. Образование винтовой линии.
Основные элементы резьбы.
Если винтовая линия идет слева направо, то она образует правую нарезку, а если справа налево — левую нарезку. Винтовая нарезка может быть одноходовой, двухходовой и многоходовой. Нарезку различают по профилю и по величине.
Ранее резьба применялась только дюймового исчисления, в настоящее время она сохранилась лишь у болтовых изделий и для нарезки труб (газовая). Для остальных изделий применяется резьба с метрическим исчислением. В производстве наиболее чаете встречаются по форме трехгранные, трапецоидальные и прямоугольные или ленточные резьбы.
Резьба имеет следующие элементы (рис. 2): шаг, угол профиля, внутренний, наружный и средний диаметр, а также различают глубину впадины и высоту выступа. Углом профиля резьбы называется угол между сторонами треугольника.
Рис. 2. Элементы резьбы.
a — наружный диаметр; b — средний диаметр; с — внутренний диаметр; d —вершина резьбы; е — впадина резьбы; t — шаг резь бы; α — угол резьбы.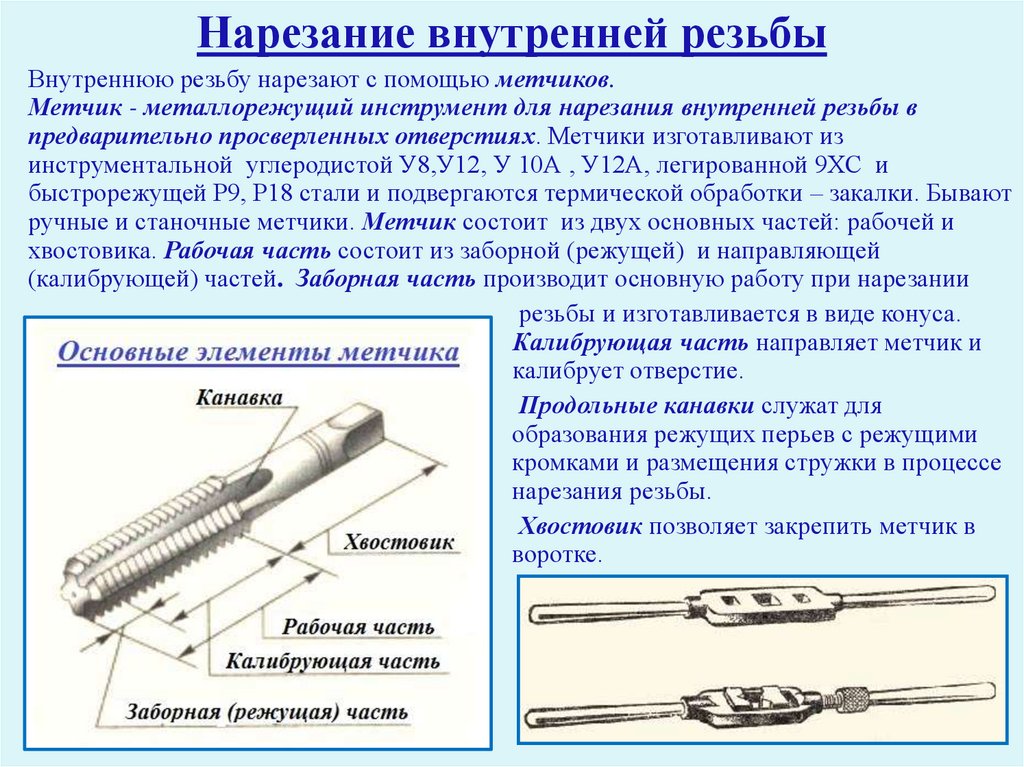
Дюймовая резьба имеет угол профиля равный 55° и характеризуется не шагом резьбы, а числом витков (ниток), приходящихся на 1 дюйм, а также наружным диаметром резьбы, измеряемым в дюймах. Метрическая резьба имеет угол профиля 60° и характеризуется тем, что она измеряется по шагу резьбы и по наружному диаметру винта в миллиметрах. Трубная резьба имеет профиль дюймовой резьбы, но мельче ее и за диаметр резьбы у ней принимается внутренний диаметр трубы, а не наружный. Она также измеряется в дюймах и характеризуется числом ниток витков резьбы на 1 дюйме.
Для одноходового винта шаг равен расстоянию между двумя соседними вершинами профиля нарезки, для двухходового — двум расстояниям, для трехходового — трем и т. д.
Самая правильная, точная, разнообразная по числу витков (ниток) и наружным диаметрам резьба выполняется на токарно-винторезных станках резьбовыми резцами.
Формула нарезания резьбы. Как рассчитать диаметр сверла под резьбу?!
Для нарезания резьбы необходимо правильно подобрать диаметр сверла. При большем диаметре просверленного отверстия не будет полной по глубине резьбы, а если отверстие будет меньше, чем положено, то вероятность поломать метчик и сорвать резьбу увеличивается. Диаметр сверла под резьбу можно выбрать по таблице либо рассчитать по формулам:
Для мягких металлов: d = D — 0,09 S или d= D — 1,5 t.
Для твердого хрупкого металла (сталь): d = D — 1,8 t.
Для вязкого металла (медь, алюминий и т. д.):
d = D — 1,2 t.
где d —диаметр отверстия (сверла) под резьбу в мм;
D — диаметр наружной резьбы в мм;
S — шаг резьбы в мм;
t — глубина нарезки в мм.
При нарезке резьбы метчиком отверстие должно быть несколько больше внутреннего диаметра нарезки. Выбор сверла в зависимости от металла, в котором нарезается резьба, и вида резьбы приводится в табл. 1.
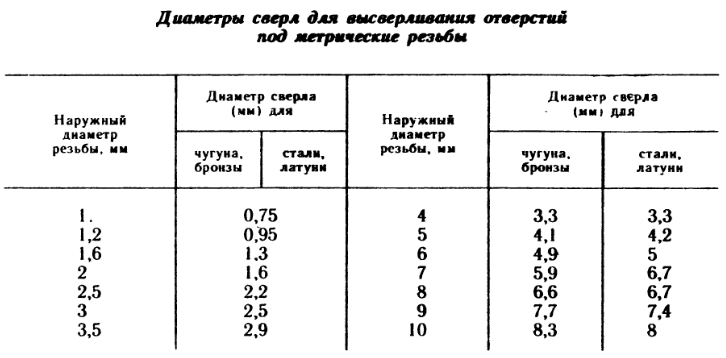
Отверстия под нарезание резьб.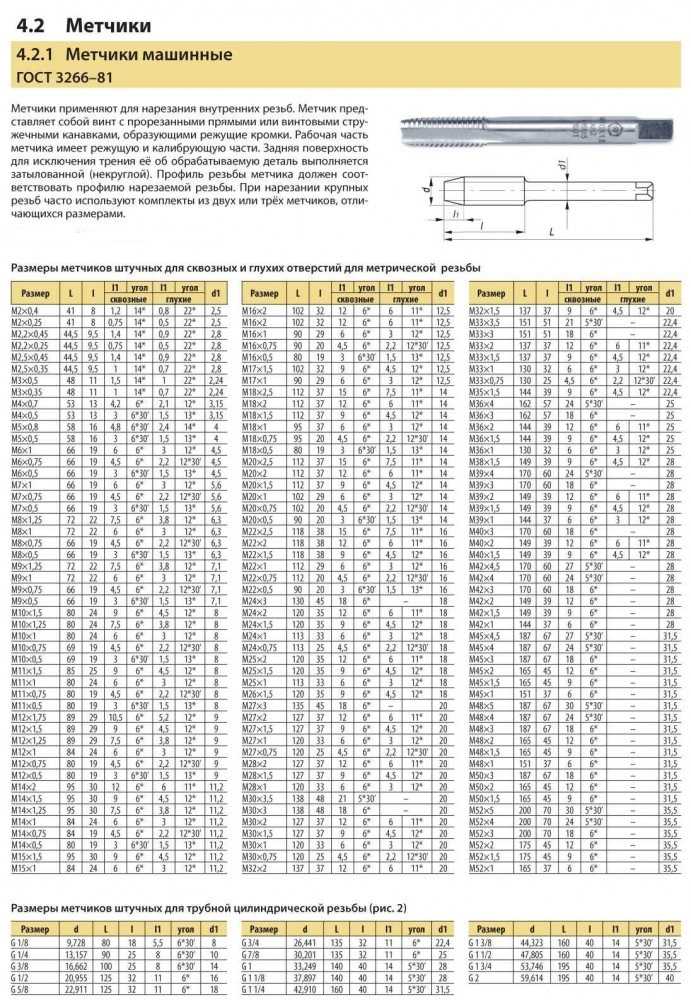
Таблица 1. Подбор сверла под резьбу таблица. Сталь, латунь.
| Сталь и латунь | Нарезка трубная | ||||
| Нарезка метрическая | Нарезка дюймовая | диаметр резьбы в дюймах | диаметр сверла в мм | ||
| диаметр в мм | диаметр резьбы в дюймах | диаметр сверла в мм | |||
| резьбы | сверла | ||||
| 5 | 4,2 | 1/4 | 5 | 1/4 | 11,7 |
| 6 | 5 | 5/16 | 6,5 | 1/2 | 18,6 |
| 8 | 6,7 | 3/8 | 8,0 | 3/4 | 24,3 |
| 10 | 8,4 | 7/16 | 9,2 | 1 | 30,5 |
| 12 | 10,1 | 1/2 | 10,5 | 1 1/4 | 39,2 |
| 14 | 11,8 | 5/8 | 13,5 | 1 1/2 | 45,1 |
| 16 | 13,8 | 3/4 | 16,5 | ||
| 20 | 17,3 | 7/8 | 19,5 | ||
| 22 | 19,3 | 1 | 22,3 | ||
| 24 | 20,7 | 1 1/4 | 28 | ||
| 27 | 23,7 | 1 1/2 | 33,7 | ||
| 30 | 26,1 | 1 3/4 | 39,2 | ||
| 36 | 31,6 | 2 | 44,8 | ||
| 42 | 37,0 | ||||
| 48 | 42,7 | ||||
Примечание: Для чугуна и бронзы при нарезке метрической резьбы размер сверла должен быть уменьшен на 0,1 мм; при нарезке дюймовой резьбы размер сверла должен быть в зависимости от величины размера меньше на 0,1—1,0 мм.
Токарный станок 9×20 с одноточечной резьбой
Токарный станок 9×20 с одноточечной резьбой
Токарный станок 9×20 Одноточечное нарезание резьбы
Последнее обновление:
вторник, 5 июля 2022 г. , 16:59:26
, 16:59:26
Горный часовой пояс США
ДОМ
3-проводной метод,
60
град
Центр
Датчик ,
Справочник по нарезанию резьбы,
Выдвижной держатель для инструментов,
Токарные шестерни,
Передаточное число,
Индикатор резьбы,
Резьбовой микрометр,
Датчики резьбы,
Нарезание резьбы с ЧПУ
Потоки:
детали и основные формы резьбы,
чтение обозначений резьбы,
3-проводной метод измерения диаметров шага.
Также см. раздел «Ручное постукивание».
Столы
Метрические и дюймовые эквиваленты
Дюйм
в миллиметры переводная таблица
Таблица преобразования миллиметров в дюймы
Десятичный
Эквиваленты 8, 16, 32,
64-е
Десятичный
Эквиваленты сверл размером с букву
Десятичный
Эквиваленты сверла числового размера
Двойная глубина резьбы
американский
Национальная/унифицированная грубая/тонкая резьба
Размеры и размеры метчиков
американский
Стандартная винтовая резьба Acme
Размеры
Внешняя резьба ISO, средняя посадка
3-проводной метод
Комплект из 3 проводов (схема) и пластиковый провод с цветовой маркировкой
Держатели
(микрометрическая пятка), используемые для измерения
размер резьбы.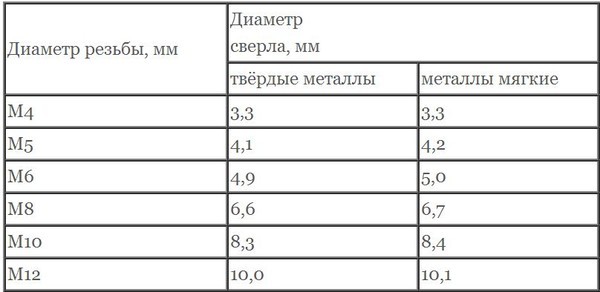
Калькулятор машиниста имеет
встроенные функции трехпроводного измерения.
Нажмите на связанные эскизы
#объявление
Нажмите на связанные миниатюры #ad
60 градусов по центру
Манометр
60 градусов
закаленная сталь с матовым хромированием
Старрет № C391
Центр (или «рыбий хвост») Калибр.
Различные шкалы измеряют резьбу на дюйм.
Двойная глубина American National
темы
показаны для разных размеров винтов, но резьба
лучше всего резать с использованием компаунда на
слева 29 градусов.
Эта насадка Starrett удобна для надежной фиксации центрального упора
.
токарная оправка или
лицевая панель при настройке внутреннего и внешнего
Резьбонарезной инструмент. Слот
содержащий плоскую пружину
держит манометр. V-образная канавка на другой стороне позволяет
найти вложение
против круглой части.
С использованием
центр
манометр для установки
угол резания долота 60 градусов.
При нарезании резьбы по стандарту США установите
соединение
ровно на 29 градусов,
отрегулировать инструмент чеканки
по центру и соответствовать положению
с
60
градусов центр. Переместите инструмент, чтобы просто коснуться
работа. Перепроверьте настройку. Подача
инструмент
, перемещая только компаунд.
С помощью соединения,
там меньше
напряжения на
бит инструмента и разрез чище.
НАРЕЗКА РЕЗЬБЫ НОМЕР РЕЗЬБА/ДЮЙМ
ГЛУБИНА@
29 градРЕЗЬБА/ДЮЙМ
ГЛУБИНА@
29 град
2
.
18
. 04124
. 185620
. 0371
5
. 1485
24
. 03106
. 123727
. 0275
7
. 1060
28
.8
. 092830
. 0247
9
. 0825
32
. 023210
. 074236
. 0206
11
. 0675
40
. 018612
.48
. 0155
13
. 0570
50
. 014814
. 053064
. 0116
16
. 0464
72
. 0103
Использование
угол приспособление
установить, а затем (четыре болта)
зафиксировать соединение токарного станка под углом 30 градусов.Выдвижной держатель насадок
Выдвижной
держатель бит инструмента.Токарные шестерни
Передаточные числа
Передаточные числа для различных скоростей подачи. Видеть
Шестерни реактивной подачи.Другой
Токарные станки 9х20 имеют дополнительный редуктор
размеры
та
взаимозаменяемы с JetБД-920Н.
Передаточные числа различаются в зависимости от машины (например,
Джет против.
Энко).
Я купил дополнительные размеры шестерен (например, 120 т), 127 т), чтобы иметь больше передаточных чисел.Индикатор резьбы
Ручной токарный станок имеет индикатор резьбы, который показывает
оператор когда закрывать
полуорех. Для нарезания резьбы с ЧПУ,
Mach4 использует импульс от шпинделя
9Датчик индекса 0006, чтобы знать, когда начинать
резка. По времени
индексных импульсов Mach4 рассчитывает подачу на
оборотов что соответствует
к шагу резьбы.
Например, за один оборот шпинделя токарного станка
а
Болт 1/4-20 имеет
резьба каждые 0,050″ (1/20).Резьбовой микрометр
Винт
резьбовой микрометр с пятью различными парами пяток
для измерения обоих
унифицированный и
метрический внешний диаметр шага.
от 0″ до 1″
диапазон измерения со шкалой 0,0001″.
Гораздо проще метод измерения шага
, чем трехпроводной метод.
ВИНТОВАЯ РЕЗЬБА МИКРОМЕТР
НАКОВАЛЬНИНАКОВАЛЬНЯ #
1
2
3
4
5
ДИАПАЗОН ТПИ
64 — 48
44 — 28
24 — 14
13 — 9
8 — 5
МЕТРИЧЕСКИЙ ДИАПАЗОН
0,4 — 0,5
0,6 — 0,9
1 — 1,75
2 — 3
3,5 — 5
Пары наковальни
четко обозначены
для диапазона высоты тона.Пример измерения
винт 1/4-20.
Микрометр
показание 0,2160″.
Значение шага таблицы равно 0,2164″.
Быстрый и точный инструмент для измерения резьбы.
Болт
может свободно вращаться вокруг
микрометровой наковальни
ось.Датчики резьбы
Стандартный унифицированный и метрический
резьбовые калибры.Нарезание резьбы с ЧПУ
Два видеоролика, демонстрирующие
Тайг ЧПУ
нарезание резьбы на токарном станке 3/8-16 алюминиевых болтов.
3-проводной метод,
60
град
Центр
Датчик ,
Справочник по нарезанию резьбы,Выдвижной держатель для инструментов,
Токарные шестерни,Передаточное число,
Индикатор резьбы,
Резьбовой микрометр,Датчики резьбы,
Нарезание резьбы с ЧПУ
 3713
3713 0265
0265 0620
0620

ДОМ
Fastenerdata — ТАБЛИЦА РЕЗЬБЫ 10b
Похоже, в вашем браузере отключен JavaScript.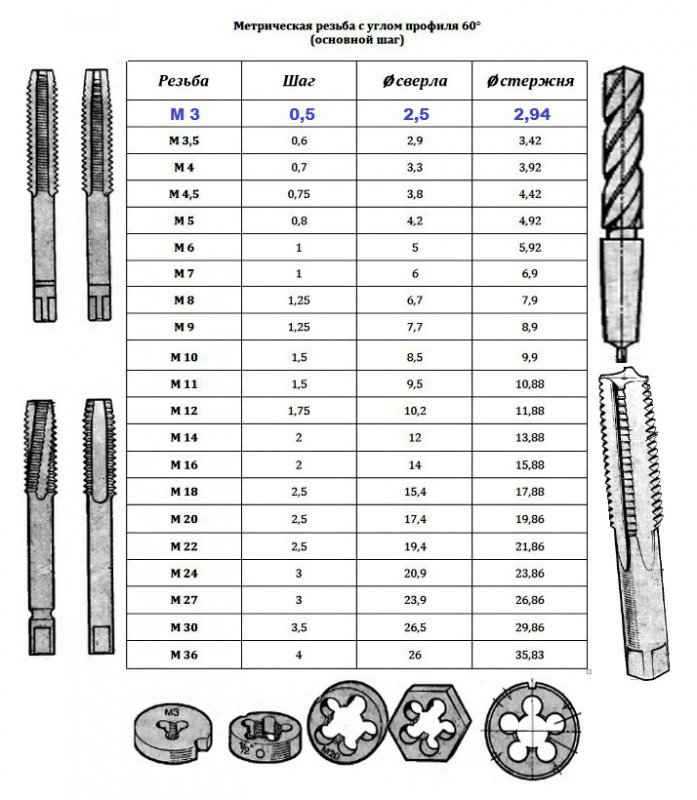
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Резьба
Детали резьбы резьбовых соединений с восемью таблицами и видео, показывающими производство резьбы со ссылкой на историю резьбы.
нажмите на изображения
Quick View
Процесс проката ниток
Проступок с веткой. имеющий наружный диаметр между большим и малым диаметрами готовой резьбы вращается между плашками из закаленной стали, имеющими обратную форму резьбы.
Нити матрицы проникают в поверхность заготовки, образуя основания резьбы, и смещают материал в радиальном направлении наружу, образуя гребни. Металл не удаляется и не тратится впустую, а вытесняется.
Повышенная прочность на растяжение, сопротивление сдвигу и сопротивление усталости
Зернистая структура нити не нарушена; вместо этого он преобразуется в непрерывные непрерывные линии, повторяющие контуры нити.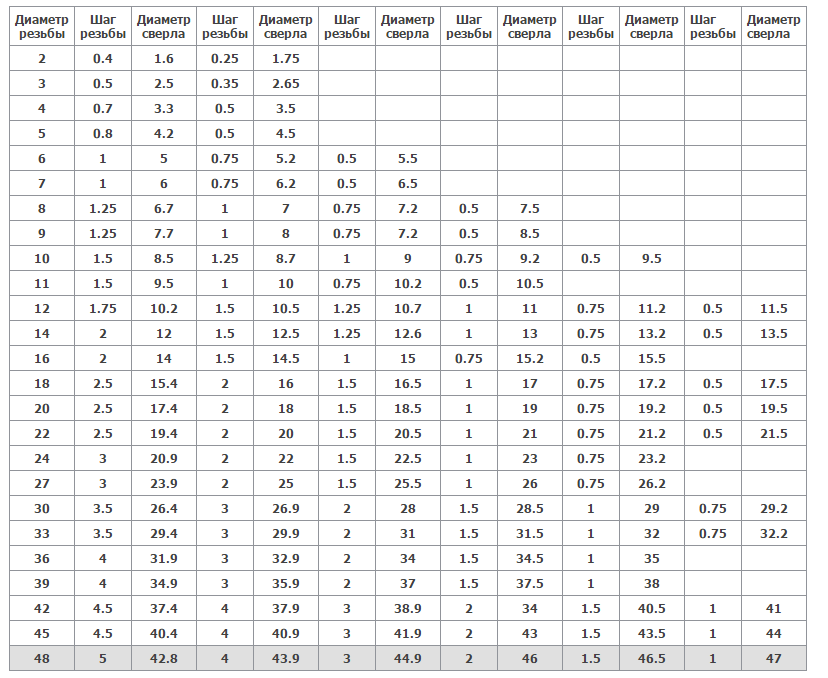 Накатанные нити имеют повышенную стойкость к зачистке, потому что такие разрушения вынуждены происходить поперек, а не по ходу потока зерна.
Накатанные нити имеют повышенную стойкость к зачистке, потому что такие разрушения вынуждены происходить поперек, а не по ходу потока зерна.
Резьба изготавливается с воронеными корнями и боковыми поверхностями, без дефектов поверхности, которые могут оказаться исходными точками усталостного разрушения. Поверхностные слои нити, особенно у корней, испытывают напряжения сжатия. Эти сжимающие напряжения должны быть преодолены, прежде чем могут возникнуть растягивающие напряжения, вызывающие усталостное разрушение.
ОЧЕНЬ КОРОТКИЙ ВИДЕО О НАКАТКЕ РЕЗЬБЫ С ДВУМЯ МАТРИЦАМИ
ОЧЕНЬ КОРОТКИЙ 0008
История нитей
Бессон во Франции нанял на винтовой кабинг из-за того, что на колпачках в 1641 году была улучшена нарезка из Хиндли, Англии.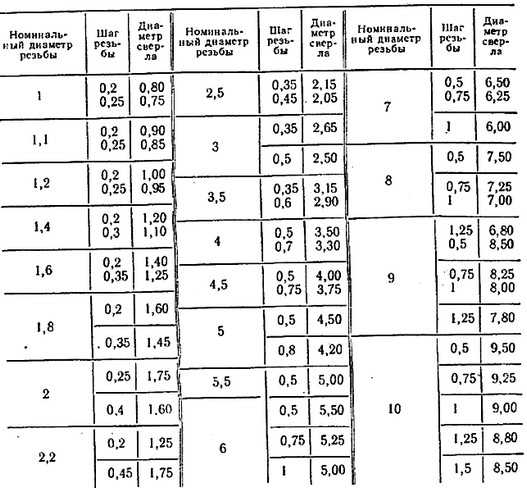 В 1760 году Джоб и Уильям Вятт продвинулись дальше в нарезании резьбы. Генри Крам запатентовал ту же машину Wyatt в США 76 лет спустя, в 1836 году. Карьера Генри Модслея началась в 1789 году в качестве кузнеца, который изготавливал механизмы для знаменитого слесаря Джозефа Брамы. Когда позже Генри Модслей основал свою собственную компанию, на его работу повлияла точность. В начале восемнадцатого века машины были примитивными, не было стандартных размеров, детали должны были проектироваться индивидуально, гайки и болты должны были подходить парами и не были взаимозаменяемыми. Генри Модсли был одним из первых, кто осознал важность стандартизации и взаимозаменяемости деталей машин. Его основным инженерным вкладом стал большой токарно-винторезный станок. Токарный станок Генри Модслея намного превосходил любого из своих предшественников и поэтому получил широкое распространение. Поэтому неудивительно, что Джозеф Уитворт выбрал произведения Модслея в качестве отправной точки для того, что должно было стать его очень успешной карьерой.
В 1760 году Джоб и Уильям Вятт продвинулись дальше в нарезании резьбы. Генри Крам запатентовал ту же машину Wyatt в США 76 лет спустя, в 1836 году. Карьера Генри Модслея началась в 1789 году в качестве кузнеца, который изготавливал механизмы для знаменитого слесаря Джозефа Брамы. Когда позже Генри Модслей основал свою собственную компанию, на его работу повлияла точность. В начале восемнадцатого века машины были примитивными, не было стандартных размеров, детали должны были проектироваться индивидуально, гайки и болты должны были подходить парами и не были взаимозаменяемыми. Генри Модсли был одним из первых, кто осознал важность стандартизации и взаимозаменяемости деталей машин. Его основным инженерным вкладом стал большой токарно-винторезный станок. Токарный станок Генри Модслея намного превосходил любого из своих предшественников и поэтому получил широкое распространение. Поэтому неудивительно, что Джозеф Уитворт выбрал произведения Модслея в качестве отправной точки для того, что должно было стать его очень успешной карьерой.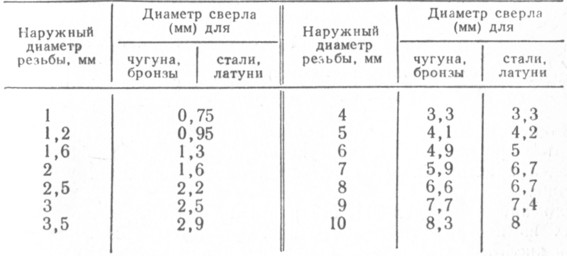
Джозеф Уитворт
Модслей взяла в ученики Джозефа Уитворта, который оказался исключительно талантливым. Затем он работал у Джозефа Клементса, где они пытались построить вычислительную машину Бэббиджа, первый компьютер, и, наконец, открыли для себя мастерскую по изготовлению инструментов.
Уитворт поставил перед собой задачу разработать стандарт резьбы. Он также собирал болты со всей Англии, отмечая, какие размеры оказались наиболее полезными, и результаты различных форм резьбы. В 1841 году он предложил в качестве стандарта форму резьбы с прилежащим углом 55°, а верхние и нижние части резьбы закруглены с радиусом, равным 0,1373 шага.
Частично из-за огромного престижа, который Уитворт приобрел благодаря демонстрации своих машин на выставке Хрустального дворца в 1851 году, система Уитворта широко использовалась в Великобритании к 1860 году. Позже была выпущена вторая серия с более тонкой резьбой (BSF British Standard Fine). ) был добавлен.
) был добавлен.
Уильям Селлерс
Американцы столкнулись с теми же проблемами из-за отсутствия стандартизации резьбы, что и Британия. Вызов принял Уильям Селлерс из выдающейся семьи американских техников. В 1864 году комитет Института Франклина рекомендовал принять систему резьбы Селлера. Форма резьбы стала известна как «резьба Франклина» или, чаще, «резьба продавца», а позже как «стандартная резьба США». и Единая нить.
Основное различие между формой резьбы Селлера и формы Витворта заключается в том, что верхние и нижние части нитей (гребни и корни) уплощены. Сплющенный корень был плохим выбором. Такие угловые конфигурации в металлическом концентрате напряжения и процесса производства в любом случае приводят к высоким напряжениям в корнях резьбы. Результат – трещины и сломанные крепления. Эта проблема была не так заметна во времена Продавца, корни резьбы в любом случае имеют тенденцию к закруглению , поскольку инструменты, из которых изготавливаются болты, изнашиваются. Круглые корни теперь являются нормой в США, а резьба описывается как UNRC, UNRF означает «R» для круглого корня.
Круглые корни теперь являются нормой в США, а резьба описывается как UNRC, UNRF означает «R» для круглого корня.
Немцы, швейцарцы и французы разработали свои собственные формы метрической резьбы. Метрический мир в конечном итоге согласился, но не формализовал в 1898 году серию метрических резьб Systeme Internationale (SI) с углом резьбы 60 градусов.
покрытия
Комплект
Отказ
Отказ
Отказ
Отказ
. приобретенный через агентства по стандартизации, он был завершен и скомпилирован Fasterdata и предназначен только для ознакомления; при обнаружении несоответствий они могут быть изменены без предварительного уведомления. fasterdata не дает никаких гарантий или заявлений относительно точности и достоверности такой информации и данных, и, чтобы обеспечить вашу заинтересованность, мы предлагаем вам связаться с соответствующим органом по стандартизации для получения полной точности, мелких деталей и вспомогательной информации.