Содержание
Техника и технология ручной дуговой сварки: режимы, параметры
Ручная дуговая сварка стала самым распространенным видом соединения металла, который используется на протяжении нескольких последних десятилетий. За последние годы появляются более новые и эффективные, но они не столь просты и доступны как этот. Для дуговой сварки производится огромное количество разнообразных моделей инверторов и трансформаторов, есть широкий выбор электродов для каждого металла и особенностей его применения.
Процесс ручной дуговой сварки
Также стоит упомянуть разнообразие флюсов и прочих материалов, которые призваны сделать сварку более качественной и получить швы повышенной надежности. Это наиболее легкий в освоении метод, что делает его особенно популярным в частном применении. Практически все материалы и инструменты к нему являются доступными и недорогими. Для более сложных процедур, которые выходят за рамки бытового применения, конечно, требуются специальные расходные материалы и особенная методика проведения процесса.
Область применения
Источники питания для ручной дуговой сварки позволяют применять ее практически в любой области. Чаще других она встречается в бытовой сфере, так как может работать от стандартной сети. Качество получаемого шва у нее вполне достаточное для такого типа применения. Помимо этого практически в каждом предприятии, где идет работа с металлом, находится место для использования такой технологии. Лучше всего она подходит для соединения углеродистых сталей.
При создании металлоконструкций, таких как ворота, решетки, заборы и прочее, данный метод является одним из основных. Заводы и предприятия, которые ремонтируют свою технику или создают новую, также имеют в своем арсенале сварочные инверторы и трансформаторы. Совсем не обязательно, что в какой-то сфере они будут единственным способом сварки, так как для простых и менее ответственных соединений данная недорогая технология может оказаться лучше всего.
Зажигание сварочной дуги
Движение электрода при ручной дуговой сварке начинается с розжига электрической дуги. Для этого есть два основных способа. Способ «тычка» основан на том, что нужно создать короткое замыкание при со прикасании торца сварочного электрода с поверхностью основного металла, после чего следует сразу оторвать электрода на такую высоту, чтобы дуга зажглась, но не потухла при этом. Как правило, это расстояние чуть больше диаметра электрода, которым производится сварка, или равное ему. После этого уже проводится непосредственное сваривание. Данный метод достаточно простой, но при этом имеет недостаток. Здесь имеется большая вероятность залипания электрода. Если сила тока меньше положенной, сварщик не успел резко оторвать электрод от поверхности или по другим причинам при розжиге тычком возникает опасность залипания.
Для этого есть два основных способа. Способ «тычка» основан на том, что нужно создать короткое замыкание при со прикасании торца сварочного электрода с поверхностью основного металла, после чего следует сразу оторвать электрода на такую высоту, чтобы дуга зажглась, но не потухла при этом. Как правило, это расстояние чуть больше диаметра электрода, которым производится сварка, или равное ему. После этого уже проводится непосредственное сваривание. Данный метод достаточно простой, но при этом имеет недостаток. Здесь имеется большая вероятность залипания электрода. Если сила тока меньше положенной, сварщик не успел резко оторвать электрод от поверхности или по другим причинам при розжиге тычком возникает опасность залипания.
Вторым способом розжига является «розжиг чирком», это более сложный, но практически все специалисты без труда его осваивают. Он основан на том, что дуга зажигается во время движения электрода. Конец материала черкается о поверхность основного металла, после чего сразу отрывается. Размер дуги подбирается также как и в первом случае. Основной сложностью здесь является попасть в нужное место начала шва, что очень важно при тонких работах. Для толстых металлов такой точности не требуется.
Размер дуги подбирается также как и в первом случае. Основной сложностью здесь является попасть в нужное место начала шва, что очень важно при тонких работах. Для толстых металлов такой точности не требуется.
Схема розжига сварочной дуги
Скорость сварки
Скорость сварки при ручной дуговой сварке подбирается в зависимости от толщины основного металла, а также от размера сварного шва. В основу выбора входит принцип полного заполнения сварочной ванны с заданным углублением расплавленным металлом. Валик должен иметь возвышение над кромками заготовки, что является одним из показателей его правильного формирования. Подрезы и наплывы говорят о том, что параметры режима ручной дуговой сварки были неправильно определены и скорость не соответствует требуемой. Желательно, чтобы скорость продвижения расходного материала позволяла формировать шов, ширина которого до двух раз больше диаметра электрода.
При слишком медленном передвижении электрода образуется масса жидкого металла, которая скапливается перед дугой. Это не дает ей воздействовать на близлежащие кромки, поэтому, нет достаточно уровня приваривания, хотя кажется, что таким образом можно увеличить глубину проварки. Это говорит о то, что следует придерживаться оптимальных режимов.
Это не дает ей воздействовать на близлежащие кромки, поэтому, нет достаточно уровня приваривания, хотя кажется, что таким образом можно увеличить глубину проварки. Это говорит о то, что следует придерживаться оптимальных режимов.
Быстрое передвижение электрода также может вызвать не проварку, но уже по более явным причинам. Быстрое передвижение создает слишком слабую температуру, которая не позволяет добраться на нужную глубину основного металла, так что шов получается слишком тонкий. После охлаждения, шов может оказаться деформированным, на нем нередко возникают трещины и прочие виды брака.
Если нет четко заданных указаний по конкретному шву, то опытные специалисты могут подбирать все интуитивно. Сварив не один десяток швов, мастер быстро ориентируется и чувствует, как нужно передвигать сварочную ванну, чтобы получилось все максимально качество. Тем не менее, для упрощения определения скорости имеются таблицы с данными, определяющими примерные значения, в зависимости от толщины заготовки.
Толщина металла, мм | Скорость сварки, м/ч |
| 0,5-1 | 25-45 |
1,5-2 | 25-50 |
| 3 | 25-40 |
4 | 25-75 |
| 5-7 | 25-60 |
9-10 | 20-50 |
| 11-20 | 15-30 |
Направление перемещения электрода
Режимы сварки для ручной луговой сварки являются лишь залогом минимизации вероятности появления залипаний и прожигов. Основная работа проводится сварщиком вручную и здесь есть свои особенности технологии, связанные в перемещении сварочной ванны. После розжига дуги, вокруг нее образуется масса расплавленного металла. При передвижении электрода, вместе с ним передвигается и ванна расплавленного металла, оставляя за собой сварочный шов. Электрод перемещается вдоль места соединения деталей. Зачастую это является стык. Только вдоль него и должно перемещаться все.
«Важно!
С учетом того, что большинство людей являются правшами, удобнее всего направление слева направо. Для левшей будет более удобным направление наоборот.»
Схемы направления движения электрода
Техника и технология сварки
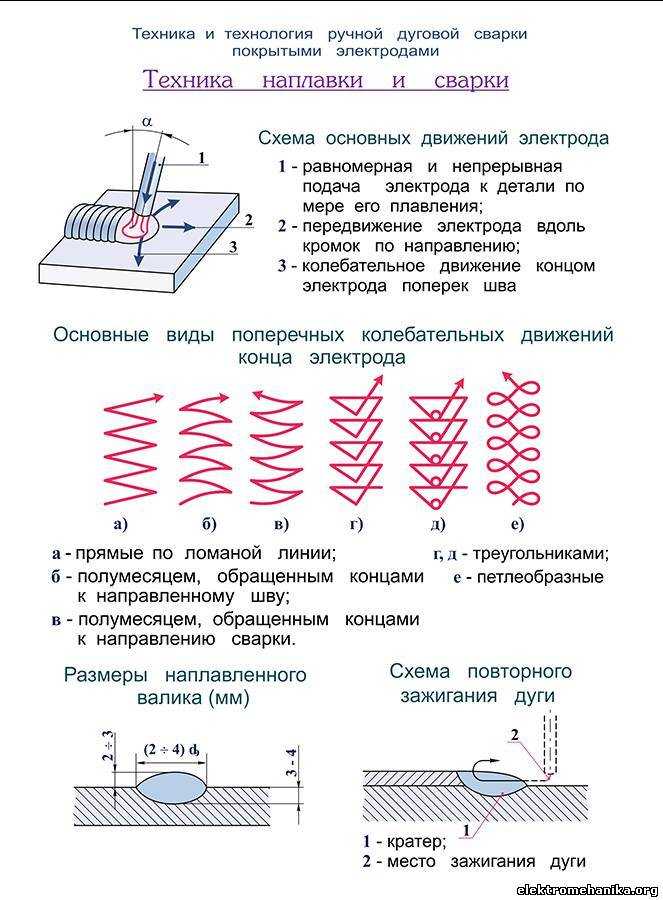
Для каждого типа соединения может быть своя техника и технология ручной дуговой сварки, но принцип создания шва практически един для каждой техники. Он основан на перемешивании расплавленного металла из электрода с такой же массой основного металла. Чем более однородной будет масса, тем лучше соединение. Техника перемешивается, заключается в колебательных движениях электрода. Они осуществляются по спирали, понемногу продвигаясь вперед, образуя ряд чешуек. Диаметр круговых колебаний составляет, примерно, два диаметра электрода. Движения должны быть равномерными, чтобы поддерживать общую целостность и одинаковую высоту шва.
Заключение
Технология проведения сварочных работ усложняется с каждым новым способом применения ручной дуговой сварки. Если для углеродистых сталей все выглядит очень просто, то при работе с нержавейкой появляется много нюансов, которые касаются как сопутствующих материалов и аппаратов, так и техники создания шва. Но главный принцип остается тем же, так как на нем и основано расплавление металла.
Если для углеродистых сталей все выглядит очень просто, то при работе с нержавейкой появляется много нюансов, которые касаются как сопутствующих материалов и аппаратов, так и техники создания шва. Но главный принцип остается тем же, так как на нем и основано расплавление металла.
технология ручной дуговой сварки, описание и свойства оборудования
При создании металлических конструкций и соединении отдельных деталей применяются самые различные технологии. Одной из самых востребованных и популярных является ручная дуговая сварка. В настоящее время метод используется вместе с литьем, штампованием и прокатом элементов заготовок. Доступная стоимость и простота в выполнении поставленной задачи сделала подобную технологию более актуальной, чем все остальные. К тому же ручная дуговая сварка полностью вытеснила эксплуатацию дорогих и сложных цельноштампованных изделий.
- Как работает электрическая сварка
- Разновидности электрической сварки
- Плюсы и минусы ручной сварки
- Дуга электрической сварки
- Действие режима сварки на шов
- Как обучиться основам мастерства
Как работает электрическая сварка
Для получения необходимого тепла, которое позволяет осуществить расплавление основного металла и электродного стержня, принято использовать метод образования электрической дуги. Расплавы металлов, причём как основного, так и электродного, соединяются в образующейся особой сварочной ёмкости, в результате чего происходит затвердевание и формирование сварочного шва. Электродный элемент выполнен из стали и обработан специальным покрытием, которое обеспечивает защиту самой ванночки в процессе плавления. В качестве подобной защиты выступает слой шлака и газового облака, который предотвращает проникновение азота и других газообразных веществ, находящихся в воздухе.
Расплавы металлов, причём как основного, так и электродного, соединяются в образующейся особой сварочной ёмкости, в результате чего происходит затвердевание и формирование сварочного шва. Электродный элемент выполнен из стали и обработан специальным покрытием, которое обеспечивает защиту самой ванночки в процессе плавления. В качестве подобной защиты выступает слой шлака и газового облака, который предотвращает проникновение азота и других газообразных веществ, находящихся в воздухе.
Для поддержания эффекта электрической дуги электрод и свариваемый элемент постоянно поддаются воздействию электрической энергии от специального прибора. Под воздействием температуры электрической дуги края свариваемой заготовки (вместе с металлом электрода) начинают плавиться. Температурные показатели внутри дуги достигают 4000 градусов Цельсия. В подобной ёмкости происходит соединение металлической заготовки с электродом. В свою очередь, расплавленный шлак выплывает на поверхность, создавая требуемую защиту. Для получения необходимой электрической энергии применяют специальный трансформатор.
В свою очередь, расплавленный шлак выплывает на поверхность, создавая требуемую защиту. Для получения необходимой электрической энергии применяют специальный трансформатор.
Разновидности электрической сварки
В настоящее время электрическая сварка происходит с помощью двух типов электрического тока:
- постоянного,
- переменного.
В первом случае в качестве источников питания выступают сварочные выпрямители, хотя не исключается применение особых преобразователей. Если говорить о сварке с помощью переменного тока, то в данном случае принято использовать сварочные трансформаторы со специальной конструкцией. В большинстве случаев электрическая дуговая сварка незаменима при эксплуатации плавящегося в дуге электрода. Подобный вариант пользуется большой популярностью и широко распространен.
Его можно использовать для сваривания или наплавления самых различных сталей легированного и углеродного происхождения, чугунного материала, а также многих цветных металлов.
Вы должны понимать, что сварка с помощью постоянного тока уменьшает количество брызг металла на швах. Несмотря на обширный ассортимент типов электрической сварки, самым популярным является применение электродов, причём как плавких, так и угольных (неплавких). Первый вариант подразумевает формирование швов посредством расплавления электрода. Что касается неплавящейся разновидности, то она подразумевает расплавление особой присадочной проволоки, которая вводится непосредственно внутрь сварочной ванночки. Технология ручной дуговой сварки подразумевает плотную стыковку свариваемых краев.
Горение дуги происходит между электродом из неплавких материалов, таких, как уголь или графит, и самой заготовкой. Вводящиеся в область горящей дуги края элементов и присадочный материал прогреваются до определенной температуры и начинают плавиться. В данном случае происходит формирование ванночки, которая состоит из расплавленного металла. По мере кристаллизации металлического элемента происходит образование сварочного шва. Такой метод незаменим при обработке цветных металлов или твердых сплавов.
Такой метод незаменим при обработке цветных металлов или твердых сплавов.
Если сварку осуществляют с помощью плавящегося электрода, горение электрической дуги происходит таким же образом, как в первом случае. Правда, тогда расплавление электрода совместимо с расплавлением кромок заготовки, что способствует появлению общей ванны, где находится расплавленный металл. В большинстве случаев данное решение задействуется при ручной сварке металла. Кроме многих достоинств, представленных универсальностью и удобством использования, для электросварки характерны и минусы.
Плюсы и минусы ручной сварки
Если вы намерены купить сварочное оборудование, обратите внимание на тот факт, что стоимость такой продукции напрямую зависит от опций и функциональных возможностей. Среди основных функций, которые предусмотрены в моделях ручного типа, выделяют такие:
- Возможность проводить сварку во всех пространственных направлениях.

- Сварка элементов в труднодоступных местах.
- Возможность относительно быстро поменять свариваемый материал.
- Обработка различных видов стали, что связано с наличием обширного спектра выпускаемых электродов.
- Простота в уходе и эксплуатации. Освоить такое оборудование может любой желающий человек.
- Простота транспортировки. За счёт компактных габаритов подобные приборы очень легко транспортируются.

Что касается слабых сторон, то они представлены следующими минусами:
- Ряд вредных условий, которые возникают в процессе сварки.
- Вероятность низкого качества конечного изделия при недостаточной квалификации оператора.
- Низкий коэффициент полезного действия и относительно небольшая производительность, если сравнивать систему с другими сварочными решениями.
Однако, если ответственно подойти к вопросу изучения определенных навыков, вы сможете успешно проводить множество важных мероприятий для своей дачи, гаража или загородного особняка. Как только вы разберетесь с основными принципами технологии дуговой сварки, это откроет вам широкое поле для реализации своей фантазии.
Как только вы разберетесь с основными принципами технологии дуговой сварки, это откроет вам широкое поле для реализации своей фантазии.
Дуга электрической сварки
После тщательного изучения плюсов и минусов ручного сварочного оборудования можно перейти к осмотру электрических приборов. Перед тем как возбудить дугу, сварщик касается кончиком электрода металлической заготовки, отводя её кончик на 3 миллиметра. Таким образом, начинается вспыхивание дуги, равноудаленная длина которой поддерживается с помощью постепенного опускания самого электрода в меру его плавления. Важно успеть закрыть лицо щитком перед формированием дуги. Другой способ зажигания дуги заключается в проведении кончиком электрода по поверхности заготовки, после чего необходимо увести его на короткое расстояние.
Дугу поддерживают как можно короче. Известно, что короткие дуги уменьшают количество мелких капель, к тому же в таком случае плавление электрода осуществляется в свободном темпе, обеспечивая ровный пучок искр.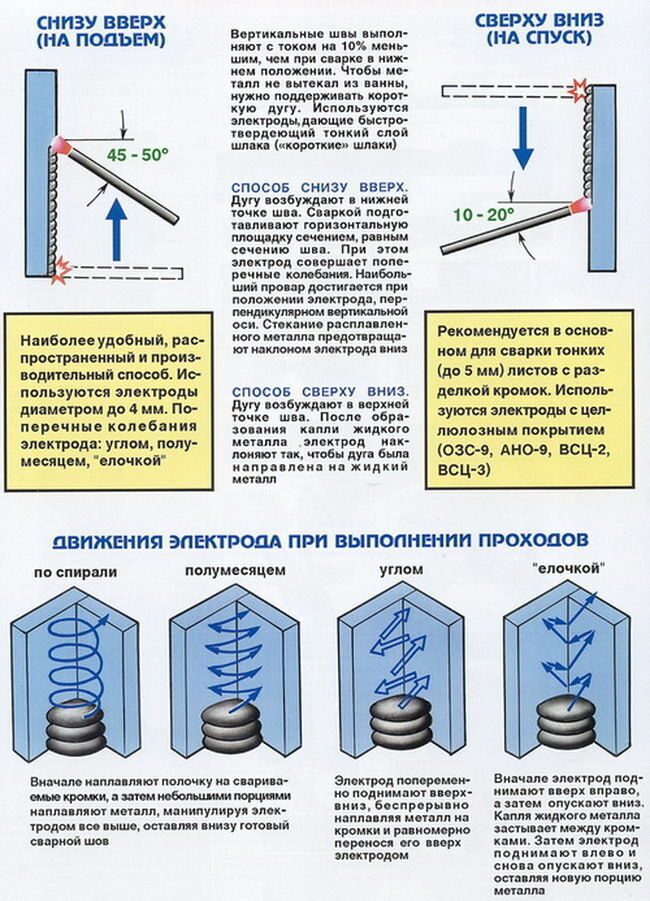 В таком случае глубина проплавления становится максимально большой.
В таком случае глубина проплавления становится максимально большой.
Если ручной станок не способен выдавать конкретную глубину, то электрод начинает плавиться и окисляться, что приводит к его разгибанию. Из-за этого шов получается неровным и содержит в себе большое количество оксидов.
Вы должны понимать, что длина дуги контролируется с помощью звука, который появляется при горении. Электрическая дуга с определенной длиной издаёт равномерный звук на одном тоне. Если эта деталь слишком длинная, тон становится по-особому резким, а иногда он сопровождается громкими хлопками. Если по каким-либо причинам происходит обрыв дуги, её необходимо повторно возбудить, тщательно заварив провал в месте обрыва. Затем можно продолжить сварку шва.
Если необходимо сварить самые важные места, которые будут подвергаться определенной «усталости» и переменным нагрузкам, дугу зажигают исключительно вне зоны самого шва. Если не соблюдать такую рекомендацию, не исключается образование «ожога» поверхности, что приведет к дальнейшему разрушению этой зоны.
Уровень квалификации и опытность сварщика отыгрывают значительную роль в том, насколько умело происходит зажигание и последующее контролирование длины дуги.
Ведь чем успешнее поддерживается длина, тем выше получается качество швов, а соответственно — прочность самого соединения. Важно научиться правильно манипулировать электродом, перемещая его по линии накладываемого шва для придачи определенной формы.
Действие режима сварки на шов
Что касается размеров получаемого сварочного шва, то они не зависят от таких особенностей, как тип:
- угловой.
- стыковой.
- прочий.
Главная характеристика самого шва — коэффициент его формы при проваре. Речь идёт об отношении ширины шва к глубине. В моделях ручного типа присутствует возможность изменения данного показателя в широком диапазоне. Если уменьшить ширину сварного шва, этот коэффициент существенно поменяется. В свою очередь, рост глубины проплава уменьшает ширину, или наоборот.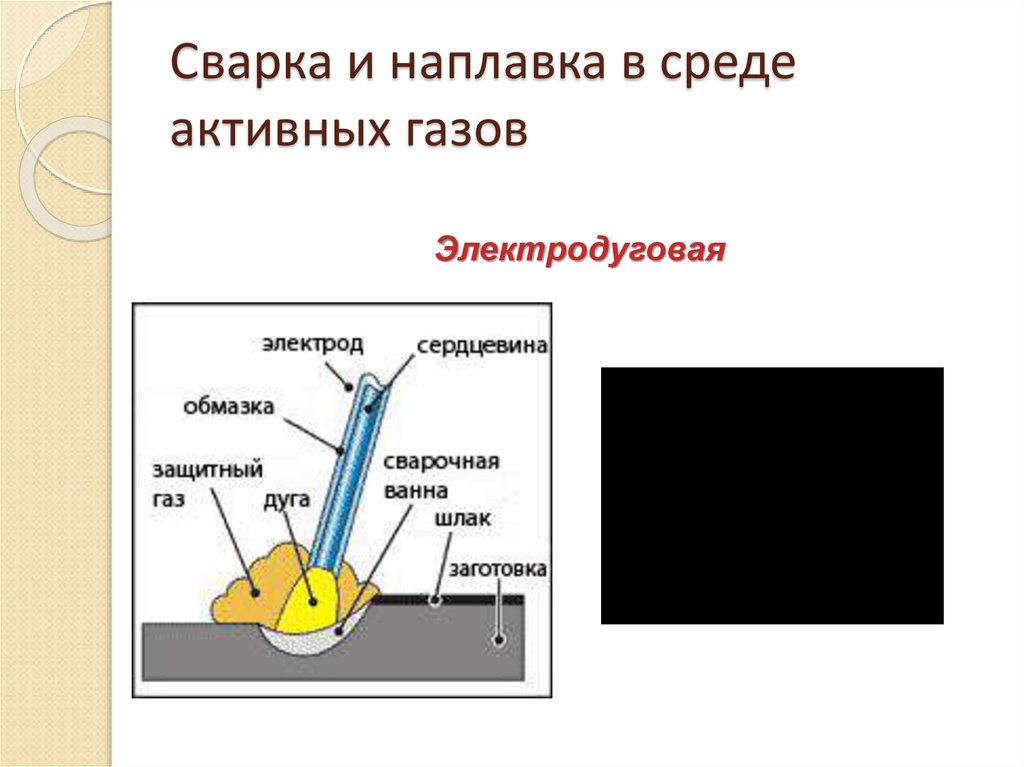
Важным параметром сварки является сила тока, т. к. её увеличение повышает глубину проплава, а уменьшение — понижает. Вы должны понимать, что плотные металлические заготовки дают большие показатели при конкретном уровне тока, но ширина самого сварного шва остаётся прежней. Также особое влияние приписывается роду тока. Использование технологий с постоянным электрическим током сужает шов. Это по-особому заметно при эксплуатации высоких значений напряжения (от 30 В). Упоминается, что ручные сварочные аппараты нуждаются в электродах с разным диаметром.
Чем меньше таких элементов используется, тем ниже подвижность горящей дуги, что повышает глубину проплава, но сокращает ширину шва. По этой причине любое уменьшение поперечника электрода приводит к расширению глубины сварочного шва.
Ещё одним важным параметром является напряжение дуги. И хоть оно не влияет на глубину проплава, ширина сварочного шва существенно меняется.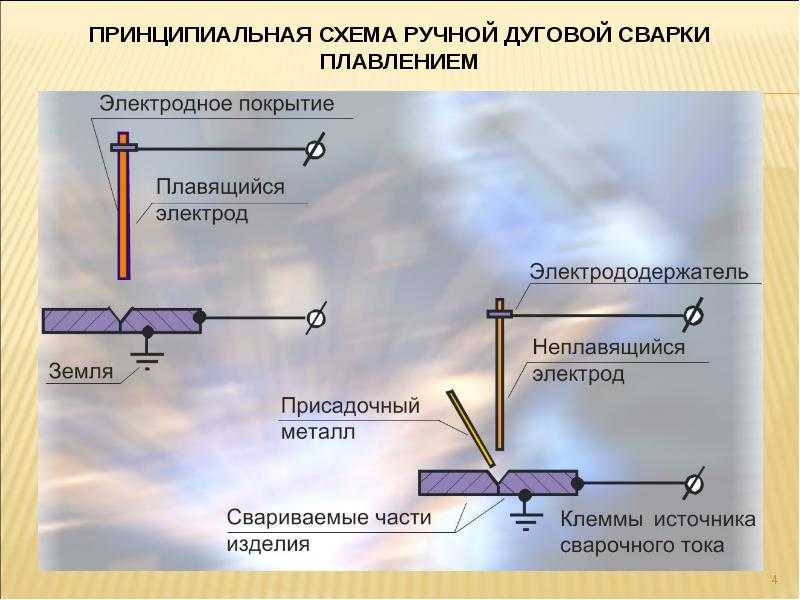
По мере роста напряжения общая ширина сварочного шва растёт. Если показатель снижается, ширина уменьшается. Подобный подход нашёл своё применение в автоматизированных решениях, где необходимо изменять ширину шва в процессе наплавки. Правда, при ручной сварке уровень напряжения меняется не слишком сильно и варьируется в диапазоне 18−22 В. В таком случае ширина сварочного шва практически не меняется. Для изучения базовых тонкостей и принципа технологии необходимо приложить немало усилий.
Как обучиться основам мастерства
Выучить базовые тонкости обращения с ручной сваркой несложно. В настоящее время для этого можно найти множество подробного материала и видеоуроков, которые размещены в свободном доступе. Правда, если вы намерены постичь более глубокие тонкости, то придётся запастись серьезными источниками информации, которые доступны в различных пособиях и дополнительном руководстве.
Если вы новичок и только начинаете разбираться с тонкостями подобного мастерства, начинайте с электродов поперечником 3 мм, т.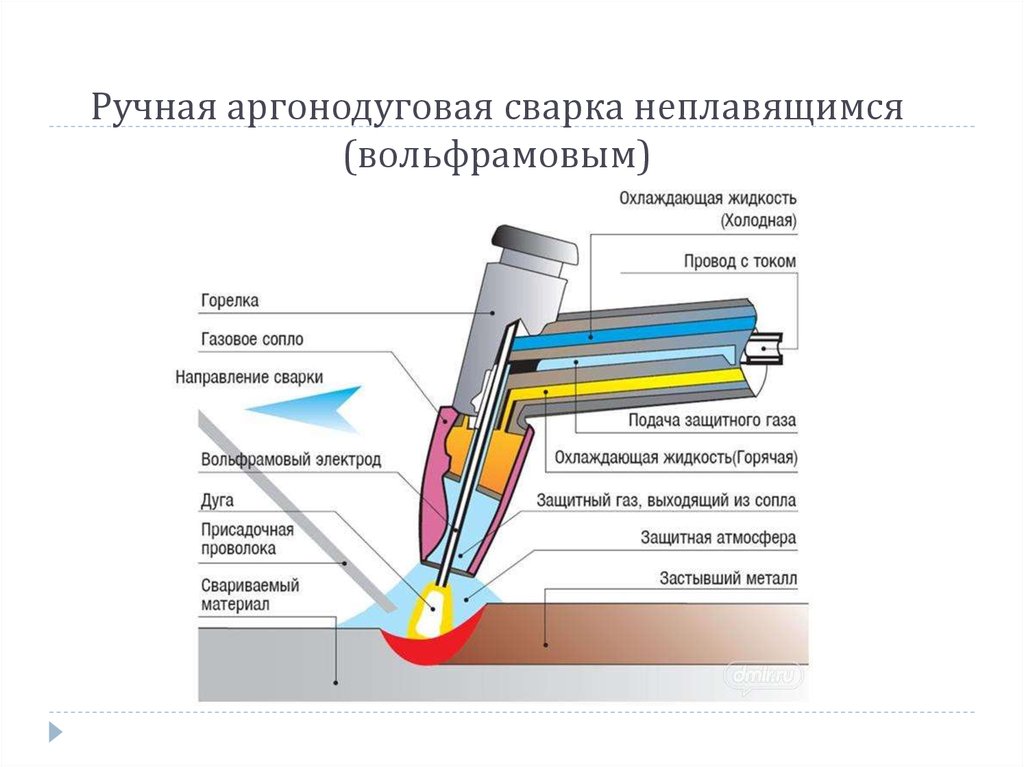 к. они считаются самыми популярными. Модели потоньше предназначаются для варки тонкого металла, а более толстые изделия нуждаются в мощном аппарате. Слабые устройства банально не справляются с поставленной задачей и не дают ожидаемую производительность для успешной работы.
к. они считаются самыми популярными. Модели потоньше предназначаются для варки тонкого металла, а более толстые изделия нуждаются в мощном аппарате. Слабые устройства банально не справляются с поставленной задачей и не дают ожидаемую производительность для успешной работы.
При покупке сварочного аппарата будьте готовы потратить достаточно усилий и времени, чтобы постичь все основы электрической или ручной сварки. В таком случае вы откроете для себя обширные возможности для практического применения оборудования в бытовом строительстве, при ремонте садовых принадлежностей, сборке и разборке металлических конструкций и во многих других направлениях повседневной деятельности.
Если правильно подойти к обучению, вы сможете быстро и эффективно изучить новую отрасль, получив теоретические и практические навыки для продуктивной работы с металлическими заготовками.
Ручная дуговая сварка металлическим электродом (MMA, SMAW или сварка электродом)
Ручная дуговая сварка металлическим электродом была впервые изобретена в России в 1888 году. Она включала стержень из чистого металла без флюсового покрытия для создания защитной газовой защиты. Электроды с покрытием не разрабатывались до начала 1900-х годов, когда в Швеции был изобретен процесс Кьельберга, а в Великобритании был введен квазидуговой метод. Стоит отметить, что электроды с покрытием медленно внедрялись из-за их высокой стоимости. Однако было неизбежно, что по мере роста спроса на качественные сварные швы ручная дуга по металлу стала синонимом электродов с покрытием. Когда дуга зажигается между металлическим стержнем (электродом) и заготовкой, и стержень, и поверхность заготовки плавятся, образуя сварочную ванну из расплавленного металла. Одновременное расплавление флюсового покрытия на стержне приводит к образованию газа и шлака, которые защищают сварочную ванну от окружающей атмосферы. Шлак затвердеет и остынет, и его необходимо срезать с валика сварного шва после завершения сварки (или перед наплавкой следующего прохода).
Она включала стержень из чистого металла без флюсового покрытия для создания защитной газовой защиты. Электроды с покрытием не разрабатывались до начала 1900-х годов, когда в Швеции был изобретен процесс Кьельберга, а в Великобритании был введен квазидуговой метод. Стоит отметить, что электроды с покрытием медленно внедрялись из-за их высокой стоимости. Однако было неизбежно, что по мере роста спроса на качественные сварные швы ручная дуга по металлу стала синонимом электродов с покрытием. Когда дуга зажигается между металлическим стержнем (электродом) и заготовкой, и стержень, и поверхность заготовки плавятся, образуя сварочную ванну из расплавленного металла. Одновременное расплавление флюсового покрытия на стержне приводит к образованию газа и шлака, которые защищают сварочную ванну от окружающей атмосферы. Шлак затвердеет и остынет, и его необходимо срезать с валика сварного шва после завершения сварки (или перед наплавкой следующего прохода).
Этот процесс позволяет производить только короткие сварные швы до того, как потребуется вставить новый электрод в держатель сварочного электрода. Проплавление низкое, а качество готового наплавленного металла в значительной степени зависит от навыков сварщика.
Проплавление низкое, а качество готового наплавленного металла в значительной степени зависит от навыков сварщика.
Типы флюсов/электродов
Чтобы зажечь дугу между электродом и основным металлом, например, углеродистой сталью, и получить сварной шов хорошего качества, сварщики должны убедиться, что их сварочные аппараты оснащены подходящими электродами. Стабильность дуги, глубина проплавления, скорость осаждения металла и позиционные возможности в значительной степени зависят от химического состава флюсового покрытия на электроде. Электроды можно разделить на три основные группы:
- Целлюлозный
- Рутил
- Базовый
Целлюлозные электроды содержат большое количество целлюлозы в покрытии и характеризуются глубоко проникающей дугой и высокой скоростью выгорания, что обеспечивает высокую скорость сварки. Сварочный нагар может быть грубым, а с жидким шлаком удаление шлака может быть затруднено. Эти электроды просты в использовании в любом положении и известны тем, что используются в технике сварки «дымоход».
Характеристики:
- глубокое проникновение во всех положениях
- пригодность для вертикальной сварки вниз
- достаточно хорошие механические свойства
- высокий уровень образования водорода — риск растрескивания в зоне термического влияния (ЗТВ)
Рутиловые электроды содержат большое количество оксида титана (рутила) в покрытии. Оксид титана способствует легкому зажиганию дуги, плавной работе дуги и малому разбрызгиванию. Эти электроды являются электродами общего назначения с хорошими сварочными свойствами. Их можно использовать с источниками переменного и постоянного тока и во всех положениях. Электроды особенно подходят для сварки угловых соединений в горизонтальном/вертикальном (Г/В) положении.
Особенности:
- умеренные механические свойства металла сварного шва, такие как предел прочности при растяжении
- хороший профиль борта из вязкого шлака
- Возможна позиционная сварка с жидким шлаком (содержащим фторид)
- легко удаляемый шлак
Основные электроды содержат большое количество карбоната кальция (известняк) и фторида кальция (плавиковый шпат) в покрытии. Это делает их шлаковое покрытие более текучим, чем рутиловое покрытие — оно также является быстрозастывающим, что облегчает сварку в вертикальном и потолочном положении. Эти электроды используются для сварки изделий среднего и большого сечения, где требуется более высокое качество сварного шва, хорошие механические свойства и устойчивость к растрескиванию (за счет высокой жесткости).
Особенности:
- Наплавленный металл с низким содержанием водорода
- требует высоких сварочных токов/скоростей
- плохой профиль борта (выпуклый и грубый профиль поверхности)
- удаление шлака затруднено
Металлические порошковые электроды содержат добавку металлического порошка к флюсовому покрытию для увеличения максимально допустимого уровня сварочного тока. Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент осажденного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии. Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и вертикальном положениях, чтобы воспользоваться преимуществами более высокой скорости осаждения. Эффективность от 130 до 140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик дуги, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и вертикальном положениях, чтобы воспользоваться преимуществами более высокой скорости осаждения. Эффективность от 130 до 140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик дуги, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
Источник питания
Электроды могут работать от источников переменного и постоянного тока. Не все электроды постоянного тока могут работать от источников переменного тока, однако электроды переменного тока могут использоваться как от переменного, так и от постоянного тока.
Сварочный ток
Уровень сварочного тока определяется размером электрода — производители рекомендуют нормальный рабочий диапазон и силу тока. Типичные рабочие диапазоны для выбора размеров электродов показаны в таблице. Как правило, при выборе подходящего уровня тока электроду требуется около 40 А на миллиметр (диаметр). Таким образом, предпочтительный уровень тока для электрода диаметром 4 мм составляет 160 А, но допустимый рабочий диапазон составляет от 140 до 180 А.
Таким образом, предпочтительный уровень тока для электрода диаметром 4 мм составляет 160 А, но допустимый рабочий диапазон составляет от 140 до 180 А.
Что нового
Транзисторная (инверторная) технология теперь позволяет производить очень маленькие и сравнительно легкие источники питания. Эти источники питания находят все более широкое применение для сварки на стройплощадке, где их можно легко транспортировать с работы на работу. Поскольку они имеют электронное управление, для сварки TIG и MIG доступны дополнительные устройства, которые повышают гибкость. Электроды теперь доступны в герметичных контейнерах. Эти вакуумные пакеты избавляют от необходимости запекать электроды непосредственно перед использованием. Однако, если контейнер был открыт или поврежден, важно, чтобы электроды были повторно высушены в соответствии с инструкциями производителя.
Обучение
Школа обучения TWI предлагает ознакомительный курс по сварке ММА. Сюда входят теоретические и практические занятия, примерно 75% из которых — демонстрации и практические занятия; понимание процессов сварки и фундаментальные базовые знания.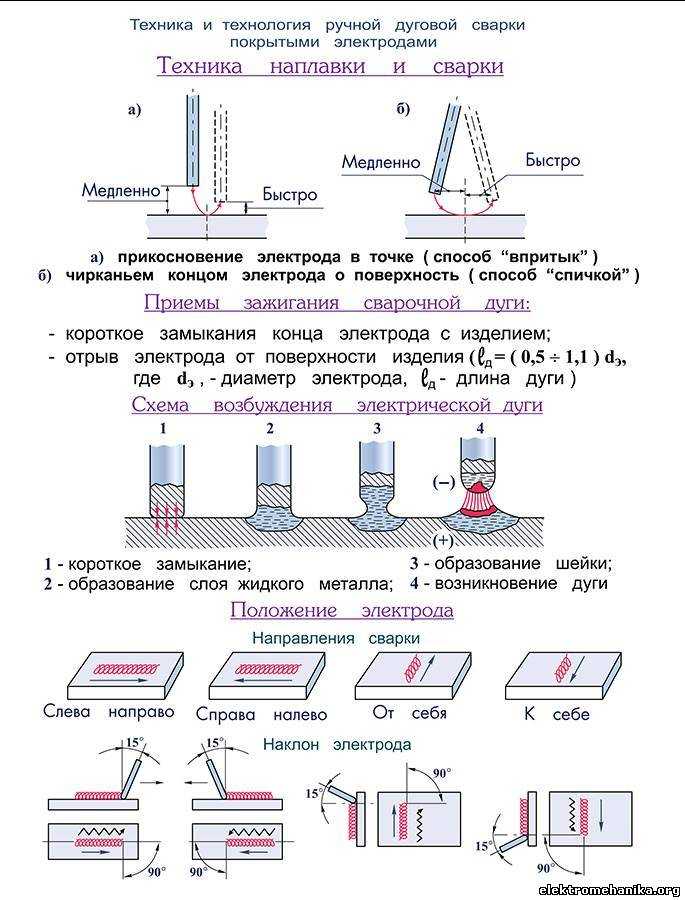 Здоровье и безопасность, настройка оборудования, параметры процесса сварки, технологические дефекты и способы их предотвращения, сварочные материалы.
Здоровье и безопасность, настройка оборудования, параметры процесса сварки, технологические дефекты и способы их предотвращения, сварочные материалы.
Для получения дополнительной информации нажмите здесь.
Справки
Для получения дополнительной информации о сварке ММА и технических вопросов, пожалуйста, свяжитесь с нами.
Что такое дуговая сварка? — Определение и типы процессов
Дуговая сварка представляет собой тип сварочного процесса, в котором электрическая дуга создает тепло для плавления и соединения металлов. Источник питания создает электрическую дугу между плавящимся или неплавящимся электродом и основным материалом с помощью постоянного (DC) или переменного (AC) тока.
Эта статья является одной из серии часто задаваемых вопросов (FAQ) TWI.
Если у вас есть какие-либо вопросы или вам нужна помощь, напишите нам, чтобы получить консультацию специалиста:
 youtube.com/embed/OzIOLrAZ7K8?autoplay=1&mute=1″>
youtube.com/embed/OzIOLrAZ7K8?autoplay=1&mute=1″>
Как это работает?
Дуговая сварка — это процесс сварки плавлением, используемый для соединения металлов. Электрическая дуга от источника питания переменного или постоянного тока создает сильное тепло около 6500 ° F , которое расплавляет металл в месте соединения двух заготовок.
Дуга может направляться вручную или механически вдоль линии соединения, в то время как электрод либо просто проводит ток, либо проводит ток и в то же время плавится в сварочной ванне, чтобы подавать присадочный металл к соединению.
Поскольку металлы химически реагируют с кислородом и азотом в воздухе при нагревании дугой до высоких температур, используется защитный защитный газ или шлак, чтобы свести к минимуму контакт расплавленного металла с воздухом. После охлаждения расплавленные металлы затвердевают, образуя металлическую связь.
Какие существуют типы дуговой сварки?
Этот процесс можно разделить на два разных типа; плавящимся и неплавящимся электродами.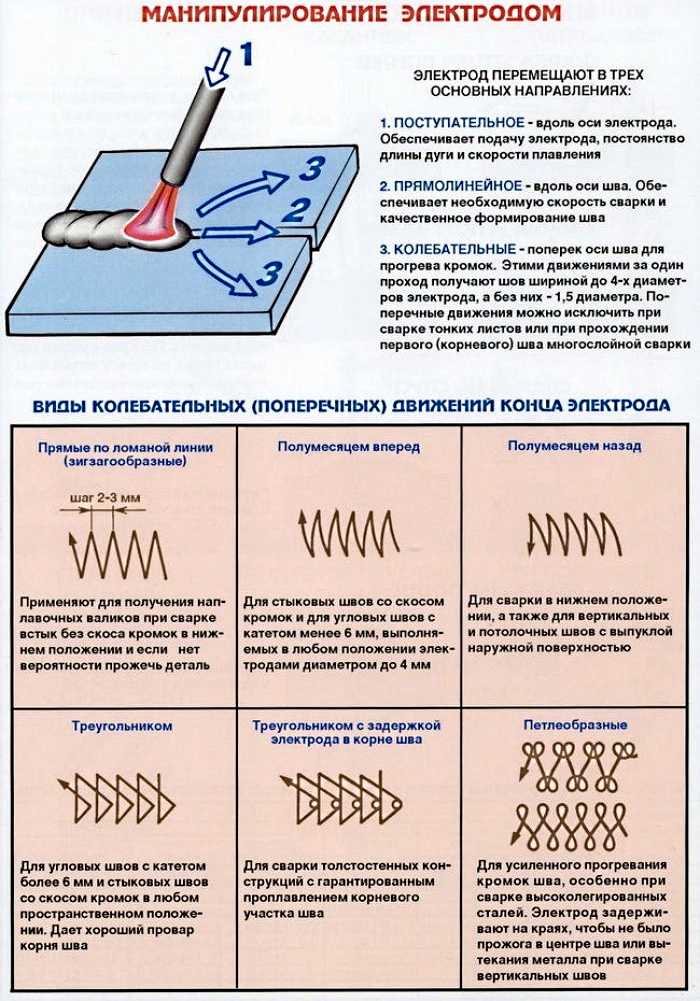
Методы с расходуемым электродом
Сварка металлов в среде инертного газа (MIG) и сварка металлов в среде активного газа (MAG)
Также известная как Дуговая сварка металлов в среде защитного газа (GMAW) , использует защитный газ для защиты основных металлов от загрязнения.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Также известна как ручная дуговая сварка металлическим электродом (MMA или MMAW) , дуговая сварка под флюсом или сварка электродом стержень (электрод с флюсовым покрытием) и заготовка, и стержень, и поверхность заготовки расплавляются, образуя сварочную ванну. При одновременном расплавлении флюсового покрытия на стержне образуется газ и шлак, защищающий сварочную ванну от окружающей атмосферы. Это универсальный процесс, идеально подходящий для соединения черных и цветных металлов различной толщины во всех положениях.
Дуговая сварка порошковой проволокой (FCAW)
Созданная в качестве альтернативы SMAW, сварка FCAW использует расходуемый порошковый электрод с непрерывной подачей и источник питания постоянного напряжения, что обеспечивает постоянную длину дуги. В этом процессе используется либо защитный газ, либо только газ, создаваемый флюсом, для обеспечения защиты от загрязнения.
Дуговая сварка под флюсом (SAW)
Часто используемый процесс с непрерывной подачей расходуемого электрода и слоем плавкого флюса, который становится проводящим при расплавлении, обеспечивая путь тока между деталью и электродом. Флюс также помогает предотвратить брызги и искры, а также подавляет дым и ультрафиолетовое излучение.
Электрошлаковая сварка (ЭШС)
Вертикальный процесс, используемый для сварки толстых листов (более 25 мм) за один проход. ESW полагается на электрическую дугу, которая начинается до того, как добавление флюса погасит дугу.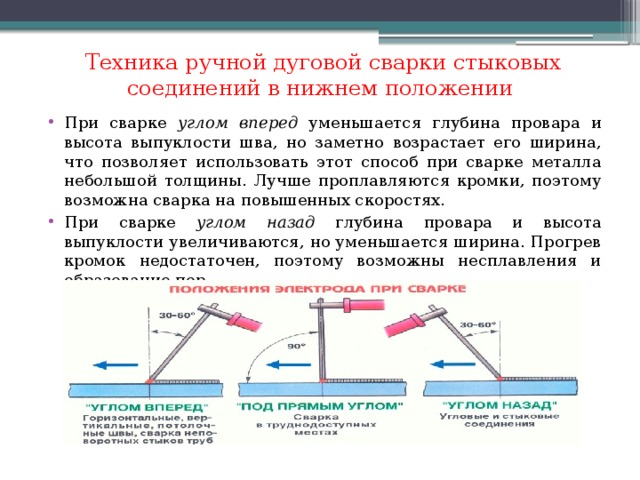 Флюс плавится по мере того, как расходуемая проволока подается в ванну расплава, в результате чего на поверхности ванны образуется расплавленный шлак. Тепло для расплавления кромок проволоки и пластины вырабатывается за счет сопротивления расплавленного шлака прохождению электрического тока. Два медных башмака с водяным охлаждением следят за ходом процесса и предотвращают вытекание расплавленного шлака.
Флюс плавится по мере того, как расходуемая проволока подается в ванну расплава, в результате чего на поверхности ванны образуется расплавленный шлак. Тепло для расплавления кромок проволоки и пластины вырабатывается за счет сопротивления расплавленного шлака прохождению электрического тока. Два медных башмака с водяным охлаждением следят за ходом процесса и предотвращают вытекание расплавленного шлака.
Дуговая сварка шпилек (SW)
Подобно сварке оплавлением, SW соединяет гайку или крепежную деталь, обычно с фланцем с выступами, которые плавятся для создания соединения, с другим металлическим элементом.
Методы с неплавящимся электродом
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Также известная как Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) , используется неплавящийся вольфрамовый электрод для создания дуги и инертного защитного газа. защитить сварной шов и сварочную ванну от атмосферного загрязнения.