Содержание
подготовка к работе, технология пайки
Один из наиболее надежных способов соединения проводов и деталей — пайка. Как правильно паять паяльником, как подготовить паяльник к работе, как получить надежное соединение — обо всем этом дальше.
Содержание статьи
- 1 Подготовка паяльника к работе
- 1.1 Выбор мощности
- 1.2 Подготовка к работе
- 1.2.1 Заточка жала
- 1.2.2 Лужение паяльника
- 2 Технология пайки паяльником
- 3 Подготовка к пайке
- 4 Обработка флюсом или лужение
- 4.1 Лужение
- 4.2 Обработка флюсом
- 5 Разогрев и выбор температуры
- 6 Внесение припоя
- 7 Как правильно паять паяльником: несколько советов
- 7.1 Как научиться паять паяльником
- 7.2 После завершения пайки
Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава.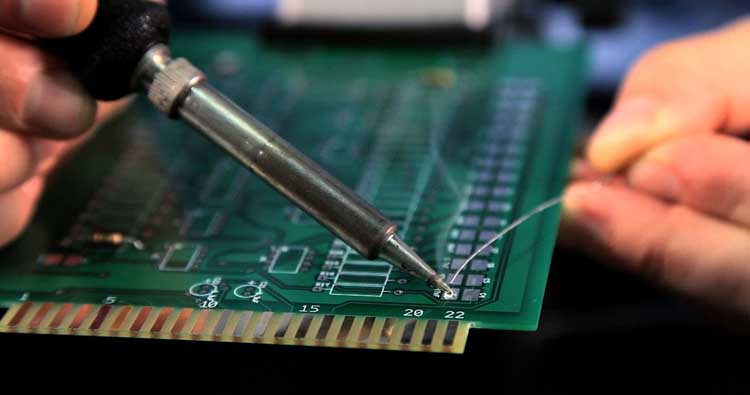 Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабоче температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
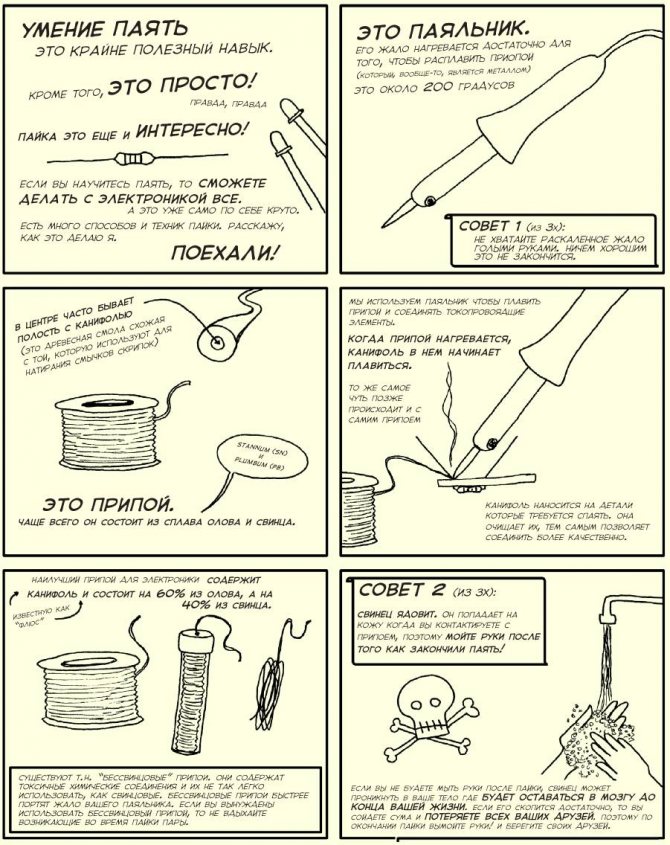
Технология пайки паяльником
Практически все сейчас пользуются электрическими паяльниками. Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Чтобы разобраться как правильно паять паяльником, надо хорошо представлять себе процесс в общем, затем углубляться в нюансы. Потому начнем с краткого описания последовательности действий.
Пайка подразумевает последовательность повторяющихся действий. Говорить будем о пайке проводов или радиотехнических деталей. Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:
На этом пайка закончена. Надо остудить припой и проверить качество соединения. Если все сделано правильно, место пайки имеет яркий блеск. Если припой выглядит тусклым и пористым — это признак недостаточной температуры во время пайки. Сама пайка называется «холодной» и не дает требуемого электрического контакта. Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то. Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Подготовка к пайке
Сначала поговорим о том, как правильно паять паяльником провода. Для начала надо удалить изоляцию. Длина оголяемого участка может быть разной — если паять собираетесь проводку — силовые провода, оголяют 10-15 см. Если припаять надо малоточные проводники (те же наушники, например), длина оголяемого участка небольшая — 7-10 мм.
Зачищаем от изоляции
После снятия изоляции необходимо провода осмотреть. Если есть на них лак или оксидная пленка, ее надо удалить. У свежезачищенных проводов оксидной пленки обычно не бывает, а лак иногда присутствует (медь имеет не рыжий цвет, а коричневатый). Оксидную пленку и лак можно удалить несколькими способами:
- Механически.
 Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.
Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать. - Химический способ. Оксиды хорошо растворяются спиртом, растворителями. Лаковое защитное покрытие снимается при помощи ацетилсалициловой кислоты (обычный аптечный аспирин). Провод кладут на таблетку, прогревают паяльником. Кислота разъедает лак.
 Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.
Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.В случае с лакированными (эмалированными) проводами можно обойтись без зачистки — нужно использовать специальный флюс, который так и называется «Флюс для пайки эмалированных проводов». Он сам разрушает защитное покрытие во время пайки. Только чтобы впоследствии он не начал разрушать проводники, его после окончания пайки его надо удалить (влажной тряпкой, губкой).
Как перед пайкой очистить проводники от лакового покрытия
Если припаять надо провод к какой-то металлической поверхности (например, провод заземления к контуру), процесс подготовки мало чем меняется. Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
Обработка флюсом или лужение
При пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.
Процесс пайки начинается с лужения проводов
Лужение
Для обработки проводов потребуется хорошо разогретый паяльник, кусок канифоли, небольшое количество припоя.
Берем зачищенный провод, укладываем его на канифоль, прогреваем паяльником. Прогревая, поворачиваем проводник. Когда провод окажется весь в расплавленной канифоли, на жало паяльника набираем немного припоя (просто прикасаемся жалом). Затем вынимаем провод из канифоли и кончиком жала проводим по оголенному проводнику.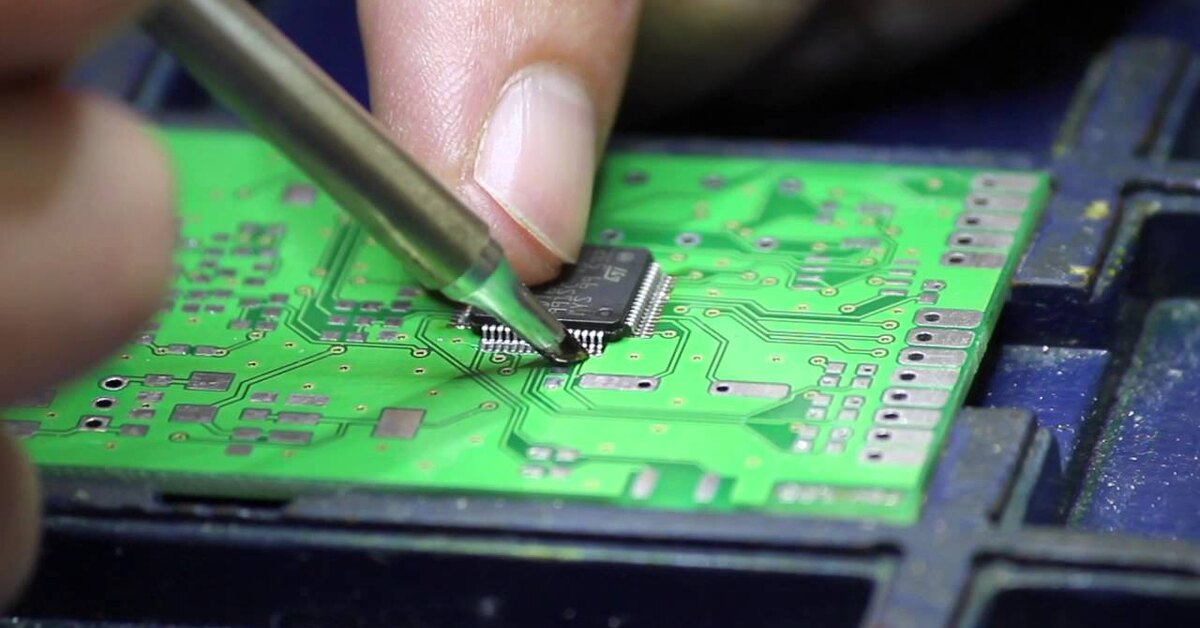
Лужение проводов — обязательный этап при пайке
При этом припой тончайшей пленкой покрывает металл. Если это медь, из желтой, она становится серебристой. Провод тоже надо немного поворачивать, а жало двигать вверх/вниз. Если проводник хорошо подготовлен, он полностью становится серебристым, без пропусков и желтых дорожек.
Обработка флюсом
Тут все и проще, и сложнее. Проще в том смысле, что нужен только состав и кисточка. Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота.
Сложность в выборе флюса. Есть много разновидностей этого состава и под каждый вид работы надо подбирать свой. Так как сейчас говорим о том, как правильно паять паяльником провода или электронные компоненты (платы), то приведем несколько примеров хороших флюсов для этого типа работ:
Для пайки электронных компонентов (печатных плат) не используйте активные (кислотные) флюсы. Лучше — на водной или спиртовой основе. Кислотные же имеют хорошую электропроводность, что может нарушить работу устройства. Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
Разогрев и выбор температуры
Если хотите знать, как правильно паять паяльником, надо научиться определять достаточно ли разогрето место пайки. Если пользуетесь обычным паяльником, ориентироваться можно по поведению канифоли или флюса. При достаточном уровне нагрева они активно кипят, выделяют пар, но не горят. Если поднять жало, капли кипящей канифоли остаются на кончике жала.
При использовании паяльной станции исходят из таких правил:
То есть, на станции выставляем на 60-120°С выше, чем температура плавления припоя. Зазор температур, как видите большой. Как выбрать? Зависит от теплопроводности спаиваемых металлов. Чем лучше он отводит тепло, тем более высокой должна быть температура.
Зазор температур, как видите большой. Как выбрать? Зависит от теплопроводности спаиваемых металлов. Чем лучше он отводит тепло, тем более высокой должна быть температура.
Внесение припоя
Когда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях.
В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.
Как правильно паять паяльником: второй способ внесения припоя
Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
Как правильно паять паяльником: несколько советов
Чтобы пайка была качественной, необходимо все делать тщательно: зачищать провода, прогреть место пайки. Но перегрев тоже нежелателен, как и слишком большое количество припоя. Вот тут нужна мера и опыт, а набраться его можно повторяя все действия некоторое количество раз.
Приспособление для более удобной пайки — третья рука
Как научиться паять паяльником
Для начала возьмите несколько кусков одножильного провода небольшого диаметра (можно — монтажные провода, те, которые используются в связи и т.п.) — с ними работать проще. Нарежьте их на небольшие кусочки и на них тренируйтесь. Сначала старайтесь спаять два провода. Кстати, после лужения или обработки флюсом их лучше скрутить между собой. Так увеличиться площадь контакта и проще будет удерживать провода на месте.
Сначала старайтесь спаять два провода. Кстати, после лужения или обработки флюсом их лучше скрутить между собой. Так увеличиться площадь контакта и проще будет удерживать провода на месте.
Когда пайка несколько раз получится надежной, можно увеличить количество проводков. Их тоже надо будет скручивать, но уже применять придется пассатижи (две проволоки можно скручивать руками).
Нормальная пайка означает:
После того, как освоена пайка нескольких проводов (трех…пяти), можно попробовать многожильные провода. Сложность состоит в зачистке и лужении. Зачищать получится только химическим методом, а лудить, предварительно скрутив провода. Затем залуженные проводники можно попытаться скрутить, но это довольно сложно. Придется их удерживать при помощи пинцета.
Когда и это освоено, можно тренироваться на проводах большего сечения — 1,5 мм или 2,5 мм. Это те провода, которые применяют при прокладке проводки в квартире или доме. Вот на них и можно тренироваться. Все тоже, но работать с ними сложнее.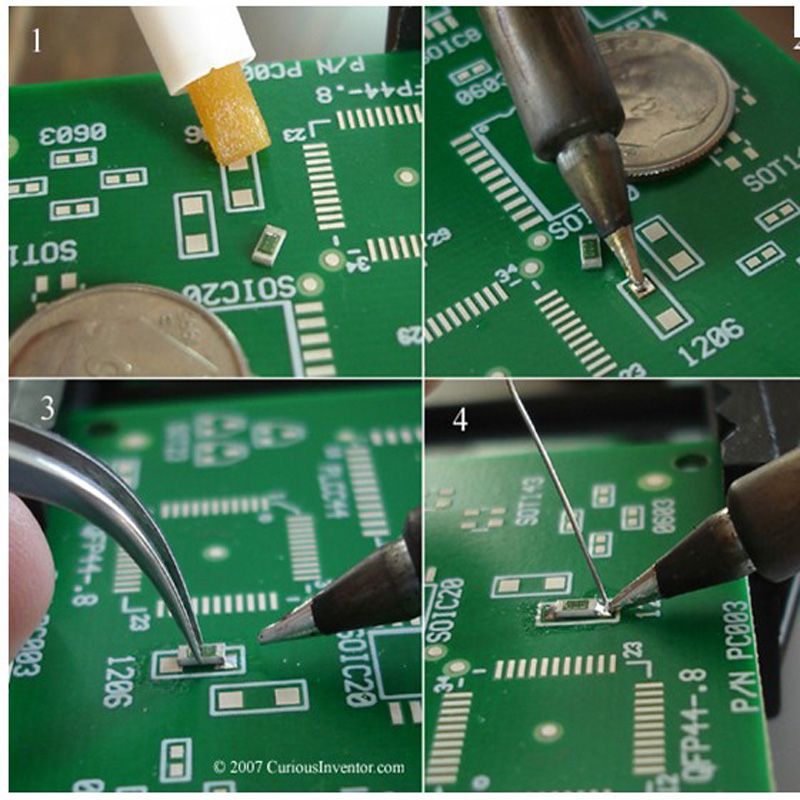
После завершения пайки
Если обрабатывали провода кислотными флюсами, после остывания припоя, его остатки надо смыть. Для этого используют влажную тряпку или губку. Их смачивают в растворе моющего средства или мыла, после — удаляют влагу, просушивают.
О том, как правильно паять паяльником вы знаете, теперь надо приобретать практические навыки.
Как правильно паять паяльником провода, радиоэлементы и детали
Пайка паяльником – это физико-химическая технологическая операция получения неразъемного соединения металлических деталей путем введения в зазор между ними металла с более низкой температурой плавления.
Паять паяльником на много проще чем, кажется на первый взгляд. Технология пайки паяльником успешно применялась египтянами еще 5 тысячелетий назад и с тех пор мало что ней изменилось.
Требования к технологическому процессу пайки и монтажу радиоэлементов изложены в ОСТ 107. 460092.024-93 «Пайка электромонтажных соединений радиоэлектронных средств. Общие требования к типовым технологическим операциям».
460092.024-93 «Пайка электромонтажных соединений радиоэлектронных средств. Общие требования к типовым технологическим операциям».
Процесс пайки паяльником начинается с подготовки поверхностей деталей, подлежащих пайке. Для этого необходимо удалить с поверхностей следы грязи, при их наличии, и оксидную пленку. В зависимости от толщины пленки и формы поверхности, ее зачищают напильником или наждачной бумагой. Малые площади и круглые провода можно зачистить лезвие ножа. В результате должна получиться блестящая поверхность без пятен окислов и раковин. Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте (очищенный бензин).
После подготовки поверхностей их необходимо покрыть слоем припоя, залудить. Для этого на поверхность наносится флюс и прикладывается жало паяльника с припоем.
Для лучшей передачи тепла от жала паяльника к детали нужно прикладывать жало так, чтобы площадь соприкосновения была максимальной. Срез жала паяльника с припоем должен быть параллелен поверхности детали.
Самое главное при пайке паяльником, это прогреть до температуры расплавленного припоя спаиваемые поверхности. При недостаточном прогреве пайка получится матовой низкой механической прочности. При перегреве припой не будет растекаться по поверхности спаиваемых деталей и пайка вообще не получится.
После выполнения выше описанной подготовки детали прикладываются друг к другу, и выполняется пайка электрическим паяльником. Время пайки в зависимости от толщины и массы деталей составляет от 1 до 10 секунд. Многие радиоэлектронные компоненты допускают время пайки не более 2 секунд. Как только припой равномерно растечется по поверхностям деталей, паяльник отводится в сторону. Смещение деталей относительно друг друга до полного затвердевания припоя не допустимо, иначе механическая прочность и герметичность пайки будет низкой. Если такое случайно произошло, то нужно заново выполнить процедуру пайки.
Припой на жале горячего паяльника при ожидании пайки прокрывается окислами и остатками сгоревшего флюса.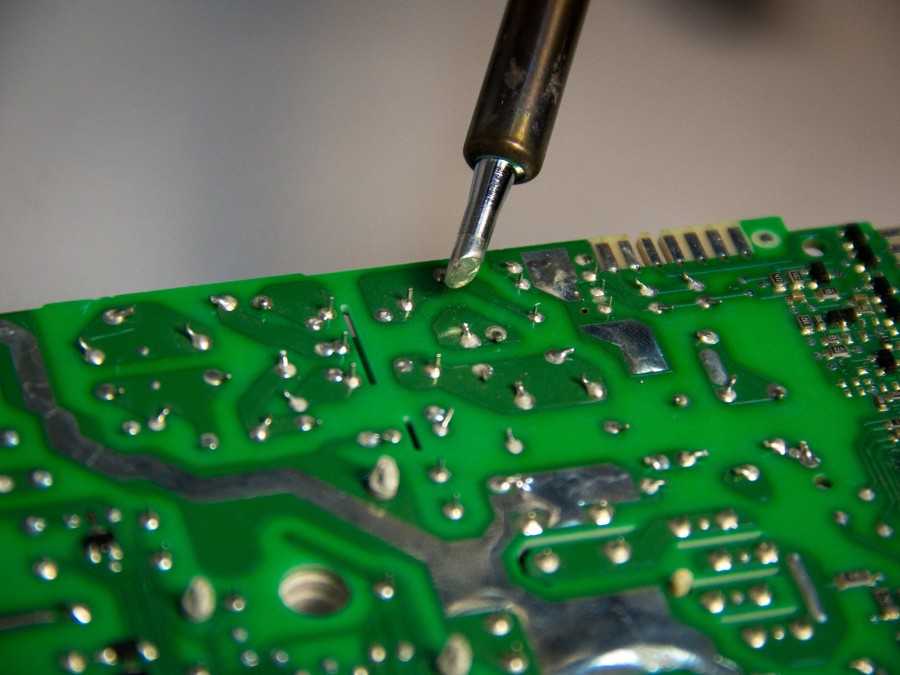 Перед пайкой жало необходимо очищать. Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем.
Перед пайкой жало необходимо очищать. Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем.
Перед пайкой поверхности или провода, которые соединяются пайкой, в обязательном порядке должны быть облужены. Это гарантия качества паяного соединения и получения удовольствия от работы. Если Вы не имеете опыта работы с паяльником, то перед выполнением ответственных работ по пайке паяльником нужно сначала немного потренироваться. Начинать проще с одножильного медного провода, каким делают электропроводку. Первым делом нужно снять с проводника изоляцию.
Как залудить медные провода
Когда изоляция снята, нужно оценить состояние проводника. Как правило, в новых проводах, медные проводники не покрыты окислами и их можно облуживать без зачистки. Достаточно взять немного припоя на жало паяльника, коснуться ним канифоли и поводить жалом по поверхности проводника. Если поверхность проводника чистая, то припой тонким слоем растечется по ней.
Если припоя не хватило, то берется дополнительная порция с касанием канифоли. И так, пока весь проводник не будет полностью залужен. Удобнее провода лудить, положив на деревянную площадку, в качестве которой использую подставку для паяльника. Обычно на месте, где я всегда лужу, скапливается канифоль и процесс идет быстрее, можно захватывать больше припоя не касаясь, лишний раз жалом канифоли.
Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином сразу же порывается тонким слоем припоя.
Если Вам удалось паяльником залудить проводники, как на фото, то поздравляю с первой успешной работой по пайке.
С первого раза получить хорошую пайку паяльником сложно. Причин этому может быть несколько. Паяльник слишком нагрет для данного вида припоя, определить это можно по быстро образующейся темной пленке окислов на припое, который находится на жале паяльника. При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета, и припой на жале не удерживается. Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой.
При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета, и припой на жале не удерживается. Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой.
Тут может помочь только применение регулятора температуры. Недостаточный прогрев провода при облуживании, бывает при малом количестве припоя на рабочей части жала. Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше.
После лужения паяльником провода, на нем часто остаются излишки припоя виде наплывов. Для того, чтобы получился тонкий и равномерный слой нужно провод расположить вертикально, концом вниз, паяльник вертикально жалом вверх, и провести жалом по проводу. Припой тяжелый и весь перейдет на жало паяльника. Только перед этой операцией нужно удалить весь припой с жала, ударив ним легонько о подставку. Таким способом можно убирать излишки с места паек и на печатных платах.
Следующий этап тренировки это залудить паяльником многожильный медный провод, задача несколько сложнее, особенно если провод покрыт окислом. Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности. Когда я снял изоляцию с проводов термическим способом, то обнаружил, что верхний проводник весь порыт окислом, а нижний расплелся. Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные.
Первое что необходимо это положить проводник на таблетку аспирина и прогревая паяльником подвигать, чтобы все проводники провода смочились составом аспирина (при нагревании аспирин плавится).
Далее лудите на площадке с канифолью, как описано выше, с той лишь разницей, что нужно прижимать провод жалом паяльника к площадке и в процессе облуживания провод вращать в одну сторону, чтобы проводники сплелись в единое целое.
Вот такими стали медные провода после лужения.
Из такого конца залуженного провода можно с помощью круглогубцев сформировать колечко, например для резьбового присоединения к контактам розетке, выключателя или патрона люстры или припаять к латунному контакту или печатной плате. Попробуйте сделать паяльником такую пайку.
Попробуйте сделать паяльником такую пайку.
Главное при соединении пайкой деталей, не сместить их относительно друг друга, пока не застыл припой.
Пайка паяльником любых деталей мало чем отличается от пайки проводов. Если у Вас получилось качественно залудить и припаять многожильный провод, то значит, Вы сможете выполнить любую пайку.
Как залудить очень тонкий медный проводник покрытый эмалью
Залудить паяльником тонкий проводник, с диаметром жили менее 0,2 мм изолированный эмалью, легко, если воспользоваться хлорвинилом. Изолирующие трубки и изоляция многих проводов делается из этого пластика. Нужно положить провод на изоляцию и легонько прижать жалом паяльника, затем протаскивать провод, каждый раз поворачивая. От нагрева хлорвинила выделяется хлор, который разрушает эмаль и провод легко залуживается.
Эта технология не заменима при пайке паяльником провода типа лицендрат, представляющий собой много тонких проволочек покрытых эмалью и свитых в один проводник.
С помощью таблетки аспирина тоже легко залудить паяльником эмалированный тонкий провод, точно также протягивается провод между таблеткой аспирина и жалом паяльника. На жале должно быть достаточное количество припоя и канифоли.
Пайка паяльником радиодеталей
При ремонте электроприборов часто приходится выпаивать из печатной платы и запаивать обратно радиоэлементы. Хотя операция эта не сложная, но все же требует соблюдения определенной технологии пайки.
Пайка паяльником резисторов, диодов, конденсаторов
Для того, чтобы выпаять из печатной платы двух выводной радиоэлемент, например резистор или диод, необходимо место его пайки разогреть паяльником до расплавления припоя и вытянуть вывод радиоэлемента из платы. Обычно вынимают вывод резистор из печатной платы, поддев его за вывод пинцетом, но пинцет часто соскальзывает, особенно если вывод радиоэлемента со стороны пайки загнут.
Для удобства работы губки пинцета нужно немного сточить, получившийся захват исключит соскальзывание губок пинцета.
Когда выполняют работы по демонтажу радиоэлементов, то всегда не хватает еще одной руки, нужно работать паяльником, пинцетом и еще удерживать печатную плату.
Третьей рукой мне служат настольные тески, с помощью которых свободный от деталей участок печатной платы можно зажать, и устанавливая тиски на любую боковую грань, ориентировать печатную плату в трех измерениях. Выполнять пайку паяльником будет удобно.
После выпаивания детали из платы, монтажные отверстия заплывают припоем. Освободить отверстие от припоя удобно зубочисткой, остро заточенной спичкой или деревянной палочкой.
Жалом паяльника расплавляется припой, зубочистка вводится в отверстие и вращается, паяльник убирают, после застывания припоя, зубочистка извлекается из отверстия.
Перед установкой для запайки нового радиоэлемента, необходимо в обязательном порядке убедиться в паяемости его выводов, особенно, если дата выпуска его не известна. Лучше всего просто залудить выводы паяльником и затем уже запаивать элемент. Тогда пайка получится надежной и от работы будет одно удовольствие, а не мучение.
Тогда пайка получится надежной и от работы будет одно удовольствие, а не мучение.
Как паять паяльником SMD светодиоды и другие безвыводные компоненты
В настоящее время при изготовлении радиоэлектронных устройств широко применяются безвыводные компоненты SMD. Компоненты SMD не имеют традиционных медных проволочных выводов. Такие радиоэлементы соединяются с дорожками печатной платы путем пайки к ним контактных площадок, находящихся непосредственно на корпусе компонентов. Запаять такой компонент не сложно, так как имеется возможность припаять маломощным паяльником (10-12 Вт) последовательно каждый контакт по отдельности.
Но при ремонте возникает необходимость выпаивать SMD компонент для их проверки или замены или выпаивать с ненужной печатной платы для использования как запчасти. В таком случае, чтобы не перегреть и не поломать компонент необходимо одновременно прогревать все его выводы.
Если приходится часто выпаивать SMD компоненты, то имеет смысл для паяльника сделать набор специальных жал, разветвляющихся на конце на два или три маленьких. С такими жалами выпаивать SMD компоненты будет легко без их повреждений, даже если они будут приклеены к печатной плате.
С такими жалами выпаивать SMD компоненты будет легко без их повреждений, даже если они будут приклеены к печатной плате.
Но бывают ситуации, что маломощного паяльника под рукой нет, а в имеющемся мощном паяльнике, жало прикипело и вынуть его невозможно. Из такой ситуации тоже есть простой выход. Можно навить вокруг жала паяльника медный провод диаметром один миллиметр, как на фото. Сделать своеобразную насадку и с помощью нее успешно выпаивать SMD компоненты. Фотография демонстрирует, как я выпаивал SMD светодиоды при ремонте светодиодных ламп. Корпуса светодиодов очень нежные и практически не допускают даже небольших механических воздействий.
В случае необходимости насадка легко снимается и можно пользоваться паяльником по прямому назначению. Ширину между концов насадки можно легко изменять, тем самым настраивая для пайки SMD компоненты разных размеров. Насадку можно использовать вместо маломощного паяльника, запаивая маленькие детали и припаивая тонкие проводники к светодиодным лентам.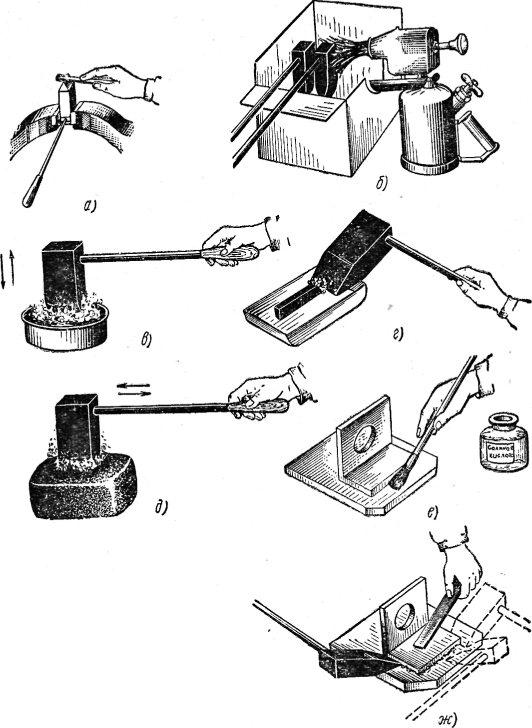
Как паять паяльником светодиодную ленту
Технология пайки светодиодных лент мало чем отличается от пайки других деталей. Но из-за того, что основа печатной платы представляет собой тонкую и гибкую ленту, для исключения отслоения печатных дорожек время пайки должно быть сведено к минимуму.
В статье «Светодиодная лента – монтаж и установка» написана пошаговая инструкция по припайке к светодиодной ленте проводов, и как соединить в единое целое отрезки LED лент.
Как паять паяльником микросхемы
Выпаять резистор или диод простая задача, гораздо сложнее выпаять паяльником микросхему, выпаивать по очереди выводы возможно, только если их откусить от корпуса кусачками.
Но есть технология, позволяющая за минуту выпаять 24 выводную микросхему, с помощью заправленной медицинской иглы для инъекций. Игла выбирается с внутренним диаметром 0,6 мм, так как размер выводов микросхем обычно 0,5 мм. Конец ее заправляется под прямым углом и на конус, чтобы игла легче входила в отверстия печатной платы.
Далее все просто, смазываете выводы микросхемы со стороны пайки спирто канифольным флюсом, одеваете иглу по очереди на каждый вывод микросхемы, прогреваете жалом паяльника припой, при этом иглу нужно все время вращать в противоположные стороны и надавливать, иначе игла может сама припаяться к выводу.
После того, как игла вошла в плату, паяльник отводится, и игла с вращением медленно снимается с ножки. И так по очереди, пока все ножки не будут освобождены от припоя. Если вывод микросхемы загнут, то сначала расплавляется припой и одновременно одевается на вывод игла до упора и вывод выравнивается. На освобождение вывода иглой от припоя у меня уходит не более 2 секунд.
После обработки всех ножек паяльником с иглой, микросхема легко извлекается, как будто и не была припаяна. Если одна из ножек не выпускает микросхему, то нужно ее обработать иглой и паяльником повторно.
Некоторые пользуются технологией пайки с применением медной оплетки от коаксиального провода, но такой метод имеет недостатки.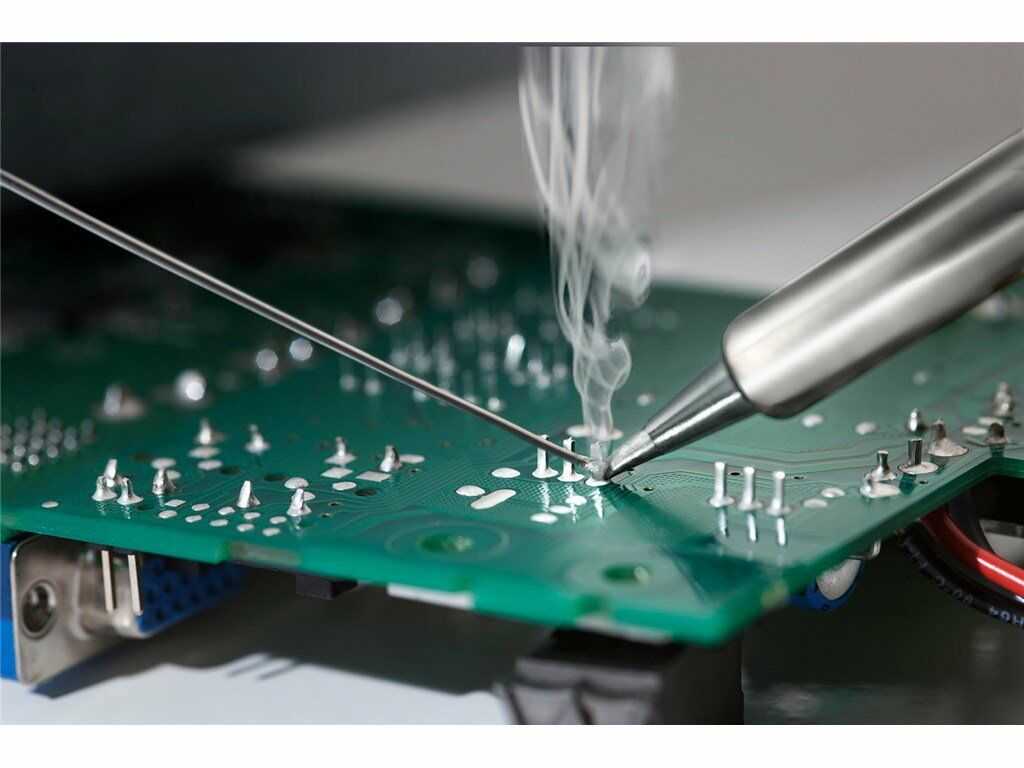 Во-первых, требует большей сноровки, наличие оплетки, не каждая подойдет, полное удаление припоя. После выпайки с иглой, весь припой остается на контактных площадках и для запайки новой микросхемы, достаточно только прогреть места пайки, не добавляя припоя.
Во-первых, требует большей сноровки, наличие оплетки, не каждая подойдет, полное удаление припоя. После выпайки с иглой, весь припой остается на контактных площадках и для запайки новой микросхемы, достаточно только прогреть места пайки, не добавляя припоя.
Как паять паяльником микросхемы
в корпусе SOIC для поверхностного монтажа
Сейчас при разработке электронных устройств широко применяются микросхемы в корпусе SOIC, предназначенные для поверхностного монтажа на печатную плату. При ремонте радиоаппаратуры иногда приходится такую микросхему заменять, для чего ее необходимо сначала выпаять, не оторвав печатные проводники.
При ремонте светодиодной лампы типа трубки, пришлось заменять вышедшую из строя в драйвере микросхему BP2808 в корпусе SOIC. Проще всего микросхемы в корпусах, предназначенных для пайки непосредственно к контактным дорожкам печатной платы выпаивать с помощью паяльной станции, которая нагревает место пайки, горячим воздухом.
К сожалению, у домашних мастеров нет такой возможности. Выпаять микросхему можно и без паяльной станции, с помощью отрезка тонкой стальной проволочки с небольшим крючком на конце. Стальную проволочку можно взять, развив пружинку, например, от шариковой ручки.
Выпаять микросхему можно и без паяльной станции, с помощью отрезка тонкой стальной проволочки с небольшим крючком на конце. Стальную проволочку можно взять, развив пружинку, например, от шариковой ручки.
Вывод микросхемы у печатной платы зацепляется крючком с натягом, и место пайки прогревается жалом маломощного паяльника (10Вт). Как только припой расплавится, крючок пройдет между выводом и печатным проводником, вывод немного отогнется вверх и между печатным проводником и ним останется зазор. Такая операция проделывается с каждым выводом. В результате микросхема полностью освободится, и выводы останутся неповрежденными. В случае ошибочного диагноза микросхему можно будет использовать повторно.
После удаления микросхемы с печатной платы, по печатным проводникам, где была запаяна микросхема, нужно пройтись жалом паяльника, чтобы разровнять и удалить лишний припой. Далее новая микросхема прикладывается к печатным проводникам, места пайки смазываются спирто-канифольным флюсом и ножки прогреваются паяльником. Ширина жала паяльника должна быть меньше шага между ножками микросхемы. При шаге 1,25 мм ширина рабочей части жала должна быть не более 1мм.
Ширина жала паяльника должна быть меньше шага между ножками микросхемы. При шаге 1,25 мм ширина рабочей части жала должна быть не более 1мм.
Как паять транзистор в корпусе DPAK (TO-252)
Чтобы заменить отказавший в контроллере транзистор, его сначала надо выпаять. Так как транзистор припаян всей металлической поверхностью корпуса непосредственно к медной фольге печатной платы, то для его извлечения нужно соблюдать определенную последовательность действий.
В первую очередь нужно отсоединить от печатных проводников выводы транзистора. Если транзистор точно неисправен, то самым простым способом отсоединения является перекусывание ножек бокорезами. В случае если необходимо выпаять транзистор с платы для повторного применения, то в таком случае нужно паяльником прогреть место пайки и как только припой станет жидким, тонким шилом приподнять ножку над платой.
Далее паяльник с максимально возможным количеством припоя на жале прикладывается к печатной плате в месте торчащего металлического основания транзистора и удерживается не более 5 секунд. Обычно за это время припой под транзистором успевает расплавиться, и транзистор легко удаляется пинцетом. Если за это время транзистор не поддался, нужно сделать минутную паузу и повторить попытку.
Обычно за это время припой под транзистором успевает расплавиться, и транзистор легко удаляется пинцетом. Если за это время транзистор не поддался, нужно сделать минутную паузу и повторить попытку.
Припой на месте установки транзистора после его выпайки разглаживается паяльником таким образом, чтобы остался слой толщиной около 0,5 мм.
Запаять транзистор не представляет трудности. Транзистор устанавливается на плату, сначала запаиваются выводы. Затем транзистор с усилием прижимается к плате с одновременным прогревом жалом паяльника со стороны выступа металлического основания, как при выпаивании. Так только транзистор просядет от давления, значит, припой под ним расплавился, и паяльник можно убирать в сторону. Для пайки транзисторов в корпусе TO-252 необходим паяльник мощностью 40 Вт.
Как паять паяльником радиодетали с толстыми выводами
Если требуется выпаять радиоэлемент, выводы которого закреплены в термопластичной пластмассе, например разъемы, катушки индуктивности, трансформаторы, то тут есть только один выход, использовать инструмент для отсоса припоя.
Отсос представляет собой металлическую трубку с наконечником из фторопласта. Внутри имеется подпружиненный поршень на штоке и спусковой механизм. По устройству напоминает ручной велосипедный насос. Поршень опускается вниз, при этом пружина сжимается. Когда нажимается спусковая кнопка, поршень освобождается и под действием пружины быстро перемещается в верхнее положение, увлекая за собой через наконечник воздух из атмосферы. Если приставить наконечник к расплавленному припою, то припой вместе с воздухом всосётся внутрь отсоса.
Для того, чтобы освободить вывод радиодетали от припоя, нужно паяльником расплавить припой вокруг вывода, быстро на вывод надеть наконечник отсоса, при этом убрать жало паяльника, и немедленно нажать спусковую кнопку. Припой весь удалится. Если с первого раза не получилось, операция повторяется.
С помощью отсоса можно выпаивать практически любые радиоэлементы, включая резисторы и микросхемы. Но с помощью иглы выпаивать микросхемы намного быстрее и гораздо легче, особенно если выводы ее загнуты.
Как паять паяльником конденсаторы
на материнской плате компьютера
Вздутие электролитических конденсаторов на материнской плате – наиболее часто встречающаяся причина ее нестабильной работы. Замена негодных конденсаторов новыми, не смотря на кажущуюся простоту, является весьма не простой и ответственной задачей, так как токоведущие дорожки очень тонкие и узкие и при неаккуратности их легко можно повредить жалом паяльника, а восстановить не всегда возможно. В дополнение на плате установлено множество бескорпусных элементов, которые тоже можно случайно разрушить, конденсаторы установлены зачастую плотными рядами или находятся между разъемами, и поэтому их сложно выпаивать, а впаивать на место еще сложнее.
Прежде, чем заняться пайкой паяльником, нужно провести подготовительные работы, вынуть из материнской платы все карты и отсоединить провода. Как вставлены разъемы проводников, идущих от кнопок и светодиодов, установленных в системном блоке, необходимо зарисовать, так как обычно они вставлены без ключей и если не запомнить, как они были вставлены ранее, придется долго разбираться. Затем откручиваются винты, которыми закреплена материнская плата к основанию системного блока, и плата извлекается из корпуса.
Затем откручиваются винты, которыми закреплена материнская плата к основанию системного блока, и плата извлекается из корпуса.
Так как электролитические конденсаторы являются массивными, то и паяльник понадобится 40 Вт. Перед пайкой жало паяльника нужно заправить таким образом, чтобы в торце оно было шириной около 3 мм, и на нем не было острых углов. Это необходимо для того, чтобы в случае соскальзывания жала паяльника не повредить токоведущие дорожки материнской платы.
Так как при пайке паяльником будут заняты обе руки, то материнскую плату необходимо будет зафиксировать в тисках таким образом, чтобы удобно было контролировать процесс пайки с двух ее сторон. Зажимать плату надо не сильно за край, свободный от элементов и проложить между губками тисков и платой картонные прокладки.
Теперь, когда все готово, можно приступать к выпайке неисправного конденсатора. Держите одной рукой конденсатор и прикасаетесь жалом паяльника к одному из его выводов. На жале должно быть достаточное количество припоя, чтобы он слился с припоем пайки ножки конденсатора. Одновременно с прогревом нужно легонько отводить в сторону конденсатор, чтобы ножка выходила из отверстия. Когда конденсатор начнет поддаваться, нужно вынуть его ножку не полностью, а только до ее утопления в плате. Далее такая же операция проводится со второй ножкой и затем опять с первой уже до выемки ее из печатной платы. Таким образом, за 2-3 приема конденсатор будет паяльником выпаян из платы.
Одновременно с прогревом нужно легонько отводить в сторону конденсатор, чтобы ножка выходила из отверстия. Когда конденсатор начнет поддаваться, нужно вынуть его ножку не полностью, а только до ее утопления в плате. Далее такая же операция проводится со второй ножкой и затем опять с первой уже до выемки ее из печатной платы. Таким образом, за 2-3 приема конденсатор будет паяльником выпаян из платы.
Как правило, из строя выходит группа конденсаторов, поэтому по такой технологии нужно выпаять их все. Если конденсаторы разных номиналов, то нужно запомнить места их установки.
Следующий шаг, это подготовка отверстий для пайки новых конденсаторов, нужно удалить из отверстий припой. Я делаю эту работу в два этапа. Сначала, разогрев паяльником припой в отверстиях делаю углубления остро заточенной деревяшкой, хорошо подходит зубочистка или спичка.
Далее в эти углубление вставляю стальную швейную иголку диаметром 0,5 мм, закрепленную в цанговый зажим и уже с противоположной стороны прогреваю отверстие паяльником. Как только припой в отверстии расплавится, проталкиваю в отверстие иголку, постоянно ее вращая. Паяльник отвожу в сторону, и, не прекращая вращать иголку, вынимаю ее. Отверстия освобождены от припоя, и можно запаивать новые конденсаторы.
Как только припой в отверстии расплавится, проталкиваю в отверстие иголку, постоянно ее вращая. Паяльник отвожу в сторону, и, не прекращая вращать иголку, вынимаю ее. Отверстия освобождены от припоя, и можно запаивать новые конденсаторы.
Перед установкой конденсаторов нужно подготовить их выводы, если используется ранее выпаянный конденсатор, то нужно выпрямить его выводы и освободить от излишков припоя. У новых конденсаторов, нужно залудить выводы, а укорачивать лучше после установки. При установке конденсаторов нужно соблюдать полярность, минусовой вывод обычно отмечен белой полосой сбоку на корпусе, а на печатной плате отмечен белым сектором, в дополнение, часто контактная площадка на плате имеет квадратную форму.
Бывает, что расстояние между выводами конденсатора не соответствует расстоянию отверстий на плате. В таком случае нужно заранее сформировать ножки у конденсатора, так как попасть ножками в отверстия на плате бывает очень не просто, из-за мешающих рядом расположенных деталей.
Сформировать ножки легко, если вставить конденсатор в отверстия ножками со стороны запайки выводов деталей. После такой формовки попасть ножками в отверстия печатной платы при установке конденсаторов будет легче.
Как удалить остатки флюса с печатной платы после пайки
После установки конденсатора на место желательно перед пайкой смазать его ножки спито-канифольным флюсом, тогда паять будет гораздо легче. По окончанию пайки паяльником нужно удалить с платы остатки канифоли.
Для этого любую небольшую кисточку смачивают в спирте и водят по застывшей канифоли до ее полного растворения, затем на это место накладывают кусочек хлопчатобумажной ткани и водят кисточкой по такни. Ткань впитает канифоль и плата будет чистой. Вот плата и отремонтирована, осталось установить ее в системный блок, подключить провода и проверить на работоспособность.
Как паять паяльником стальные и железные детали
Технологии пайки стальных и железных деталей паяльником мягкими припоями мало чем отличается от пайки меди и ее сплавов, за исключением типа применяемого флюса. Вместо канифоли используется один из активных хлористо-цинковых флюсов.
Вместо канифоли используется один из активных хлористо-цинковых флюсов.
Рассмотрим технологию пайки паяльником железа на примере. Имеется ржавый лист кровельного железа с глубокой коррозией.
Самым главным этапом в технологии для получения качественной пайки является подготовка поверхностей. Необходимо металлической щеткой и наждачной бумагой полностью удалить ржавчину. Если железо новое, то часто для предотвращения его от окисления поверхность металла покрывают защитным слоем масла или консерванта. В этом случае поверхность следует очистить от жира, протерев ее ветошью, смоченной в бензине. Вместо бензина для снятия масла и жира можно воспользоваться и моющими средствами для мытья посуды, например FAIRY.
Поверхность очищена от ржавчины, и можно приступать к ее лужению. Глубокие вкрапления ржавчины очистить не удалось, но они занимают не более оного процента поверхности и на качество лужения сильно не повлияют.
На подготовленную поверхность стальной детали кисточкой тонким слоем наносится хлористо-цинковый флюс.
Всего за пять минут работы, ржавая поверхность листа покрыта паяльником слоем припоя, больше ржаветь не будет никогда.
Если под рукой нет кислотного флюса, то его можно с успехом заменить так любимым мною, аспирином. Универсальный флюс, который практически в аптечке есть у каждого, если не в домашней, то в автомобильной аптечке точно.
На подготовленную к пайке поверхность нужно вместо кислотного флюса насыпать немного крошек от таблетки аспирина и далее лудить паяльником с таким же успехом, как и кислотным флюсом. Как видите, припой растекся отлично.
К стальной или железной детали к залуженному месту теперь хорошо припаяется медный или латунный провод. Будет крепко держаться, и обеспечиваться надежный электрический контакт.
Пайка трубок, радиаторов, теплообменников
Домашнему мастеру иногда приходится сталкиваться с устранением течи жидкостей и газов в металлических трубках, радиаторах и теплообменниках газовой колонки, автомобиля или в других изделиях. Во многих случаях, если детали сделаны из меди, латуни или железа, включая нержавеющую сталь, течь можно устранить с помощью паяльника и оловянно-свинцового припоя ПОС-61, по выше описанной технологии.
Во многих случаях, если детали сделаны из меди, латуни или железа, включая нержавеющую сталь, течь можно устранить с помощью паяльника и оловянно-свинцового припоя ПОС-61, по выше описанной технологии.
Но в связи с массивностью радиатора или теплообменника и возможности наличия в них жидкости, технология пайки имеет свои особенности. Подробно, на примере ремонта пайкой теплообменника газовой колонки, техпроцесс пайки рассмотрен в статье сайта «Ремонт теплообменника и медных трубок газовой колонки пайкой».
Ремонт железного кузова автомобиля пайкой
В давние времена, когда я ездил на советском автомобиле, технология пайки паяльником железа выручала при устранении коррозии кузова автомобиля. Если просто зачистить место, покрытое ржавчиной и нанести лакокрасочное покрытие, то через время ржавчина появится вновь. Покрыв зачищенное место паяльником тонким слоем припоя, ржавчина больше никогда не появится.
Приходилось паять паяльником и сквозные коррозионные дыры в порожках и зоне колесных арок кузова автомобиля. Для этого нужно зачистить поверхность вокруг дыры полоской в один сантиметр и паяльником залудить припоем. Из плотной бумаги вырезать выкройку будущей заплатки. Далее по выкройке из латуни толщиной 0,2-0,3 мм вырезать заплатку и зону, которая будет припаиваться залудить паяльником толстым слоем припоя. В случае необходимости заплатке придается нужная форма. Можно просто простучать заплатку, положив на толстую плотную резину. Края внешней стороны заплатки напильником свести на нет. Останется приложить заплатку на дырку в кузове и хорошо прогреть стоваттным паяльником по шву. Шпаклевка, грунтовка, окраска, и кузов будет как новый, при этом в отремонтированном месте ржаветь больше не будет никогда.
Для этого нужно зачистить поверхность вокруг дыры полоской в один сантиметр и паяльником залудить припоем. Из плотной бумаги вырезать выкройку будущей заплатки. Далее по выкройке из латуни толщиной 0,2-0,3 мм вырезать заплатку и зону, которая будет припаиваться залудить паяльником толстым слоем припоя. В случае необходимости заплатке придается нужная форма. Можно просто простучать заплатку, положив на толстую плотную резину. Края внешней стороны заплатки напильником свести на нет. Останется приложить заплатку на дырку в кузове и хорошо прогреть стоваттным паяльником по шву. Шпаклевка, грунтовка, окраска, и кузов будет как новый, при этом в отремонтированном месте ржаветь больше не будет никогда.
Эдуард 23.12.2012
Здравствуйте, Александр Николаевич. Подскажите как спаять два провода из нихрома, какой применить флюс? Спасибо.
Александр
Уважаемый Эдуард!
Лудится и паяется нихром, как и обыкновенное железо, хлористо-цинковым флюсом. Я лудил с помощью таблетки аспирина.
Я лудил с помощью таблетки аспирина.
Но так как обычно нихром используется для нагревательных элементов, температура которых достигает несколько сотен градусов, то паять нихром оловянно-свинцовым припоем не всегда допустимо, так как припой при температуре около 200 °С уже плавится.
Соединения нихрома с медными проводами при небольшом токе я выполняю, как описано на странице ремонта паяльника.
Можно соединить два проводника из нихрома между собой еще сваркой в порошке графита, насыпанной в фарфоровую емкость. С помощью такой установки я на работе свариваю термопары из тугоплавких материалов.
Что такое пайка? Полное руководство (значение, определение и типы)
Пайка — это процесс соединения, используемый для соединения различных типов металлов путем плавления припоя. Припой представляет собой металлический сплав, обычно состоящий из олова и свинца, который расплавляют горячим утюгом. Железо нагревается до температуры выше 600 градусов по Фаренгейту, а затем охлаждается, создавая прочную электрическую связь.
Содержание
- Как это работает?
- Какие металлы используются?
- Какой флюс можно использовать для пайки?
- Типы
- Использование паяльника
- Для чего нужен паяльник?
- Промышленность
Припой расплавляется под действием тепла утюга, подключенного к регулятору температуры. Он нагревается до температур, превышающих его точку плавления, около 600 градусов по Фаренгейту, что затем заставляет его плавиться, а затем охлаждаться, создавая паяное соединение.
Помимо создания прочных электрических соединений, припой также можно удалить с помощью инструмента для удаления припоя.
Припой — это металлический сплав, используемый для создания прочных постоянных соединений; такие как медные соединения на печатных платах и соединениях медных труб. Он также может поставляться в двух различных типах и диаметрах, свинцовом и бессвинцовом, а также может иметь размер от 0,032 до 0,062 дюйма. Внутри ядра припоя находится флюс, материал, используемый для усиления и улучшения его механических свойств.
Внутри ядра припоя находится флюс, материал, используемый для усиления и улучшения его механических свойств.
Припои, используемые при пайке, когда-то были на основе свинца (свинцовый припой), однако в соответствии с правилами припои на основе свинца все чаще заменяются бессвинцовыми припоями, которые могут состоять из сурьмы, висмута, латуни, меди, индия, олова или Серебряный.
Иногда в месте соединения присутствуют примеси, такие как масло, грязь или окисление, флюс помогает предотвратить окисление и иногда может химически очищать металл. В качестве флюса используется канифольный флюс , который улучшает механическую прочность и электрический контакт электрических соединений. Иногда также можно нанести «смачивающий агент» для уменьшения поверхностного натяжения.
Существует три типа пайки, при которых используются все более высокие температуры, что, в свою очередь, обеспечивает более прочные соединения:
- Мягкая пайка (90°C — 450°C) — Этот процесс имеет самую низкую температуру плавления припоя из всех типов пайки и составляет менее 400°C. Эти припои обычно представляют собой сплавы, часто содержащие свинец с ликвидусом температуры ниже 350°С. Из-за низких температур, используемых при мягкой пайке, он вызывает наименьшую термическую нагрузку на компоненты, но не обеспечивает прочных соединений и поэтому не подходит для механических нагрузок. Он также не подходит для использования при высоких температурах, так как этот тип припоя теряет прочность и плавится.
- Твердая (серебряная) пайка (>450 °C) – Латунь или серебро являются связующим металлом, используемым в этом процессе, и требуется паяльная лампа для достижения температур, при которых происходит пайка металлов.
- Пайка (>450 °C) – В этом типе пайки используется металл с гораздо более высокой температурой плавления, чем у металлов, используемых при твердой и мягкой пайке. Однако, как и при пайке твердым припоем, соединяемый металл нагревается, а не плавится. Как только оба материала достаточно нагреты, вы можете поместить между ними припой, который плавится и действует как связующее вещество.
 Эти припои обычно представляют собой сплавы, часто содержащие свинец с ликвидусом температуры ниже 350°С. Из-за низких температур, используемых при мягкой пайке, он вызывает наименьшую термическую нагрузку на компоненты, но не обеспечивает прочных соединений и поэтому не подходит для механических нагрузок. Он также не подходит для использования при высоких температурах, так как этот тип припоя теряет прочность и плавится.
Эти припои обычно представляют собой сплавы, часто содержащие свинец с ликвидусом температуры ниже 350°С. Из-за низких температур, используемых при мягкой пайке, он вызывает наименьшую термическую нагрузку на компоненты, но не обеспечивает прочных соединений и поэтому не подходит для механических нагрузок. Он также не подходит для использования при высоких температурах, так как этот тип припоя теряет прочность и плавится.
Паяльник представляет собой ручной инструмент , используемый для нагрева припоя , обычно от источника электропитания при высоких температурах, превышающих точку плавления металлического сплава. Это позволяет припою течь между заготовками, которые необходимо соединить.
Этот инструмент для пайки состоит из изолированной ручки и нагретого металлического наконечника. Качество пайки зависит от чистоты жала вашего паяльника. Для поддержания чистоты пользователь будет держать паяльник и использовать влажную губку для очистки жала паяльника перед пайкой компонентов или выполнением паяных соединений.
В дополнение к паяльнику, s более старые присоски являются важной частью паяльной установки. Если наносится слишком много припоя, эти небольшие инструменты используются для удаления припоя, оставляя только то, что нужно.
Паяльники используются в тех случаях, когда требуется больше тепла, поскольку утюги потребляют меньше энергии. Этот инструмент используется для соединения витражей, легкого листового металла и тяжелой электронной пайки. Когда вам нужно периодически паять, паяльник гораздо практичнее, так как он намного быстрее остывает.
Этот инструмент используется для соединения витражей, легкого листового металла и тяжелой электронной пайки. Когда вам нужно периодически паять, паяльник гораздо практичнее, так как он намного быстрее остывает.
Основы технологии » Заметки по электронике
Пайка является ключевым процессом во многих отраслях промышленности, включая электронику, где она обеспечивает как электрическую проводимость, так и некоторую механическую прочность
Учебное пособие по пайке Включает:
Основы пайки
Ручная пайка: как паять
Паяльники
Инструменты для пайки
Припой — что это такое и как им пользоваться
Распайка — секреты, как это сделать правильно
Паяные соединения
припой для печатных плат
См. также:
Методы пайки SMT для сборки печатных плат
Пайка является одним из ключевых процессов в производстве электронного оборудования. Пайка позволяет электрически соединять электронные компоненты, а также удерживать их на месте.
Соответственно, пайка лежит в основе конструкции и производства электроники для любителей и энтузиастов или студентов, а также для коммерческих организаций, производящих электронное оборудование в огромных масштабах.
В то время как пайка используется в различных отраслях промышленности, в том числе в сантехнике, где она используется для соединения труб и их герметизации для предотвращения утечки воды, а также в торговле ювелирными изделиями, среди прочего, она играет ключевую роль в электронной промышленности.
Типичная рабочая станция паяльника
Истоки пайки
Концепция пайки известна уже очень много лет. Некоторые соединения серебряной пайки были обнаружены на предметах, датируемых между 3000 и 2000 годами до нашей эры.
Совсем недавно пайка была разработана в 19 веке для различных ремесленных целей, а затем, с появлением радио, а затем и электроники в начале 20 века, она стала самостоятельной.
Первоначально использовался оловянно-свинцовый припой, но по мере того, как проблемы со здоровьем и общие экологические проблемы свинца стали вызывать более широкую озабоченность, была внедрена технология бессвинцовой пайки. В Европе директивы RoHS требовали, чтобы электронные печатные платы были бессвинцовыми к 1 июля 2006 года. Однако еще до этого многие страны и компании переходили на бессвинцовую пайку, часто в результате давления на переработку.
В Европе директивы RoHS требовали, чтобы электронные печатные платы были бессвинцовыми к 1 июля 2006 года. Однако еще до этого многие страны и компании переходили на бессвинцовую пайку, часто в результате давления на переработку.
Что такое припой
Неудивительно, что сам припой лежит в основе пайки. Это материал, который плавится вокруг соединения и затвердевает, обеспечивая механическую жесткость и электропроводность.
Существует множество различных типов припоя. По сути, припой можно определить как плавкий (то есть он может плавиться и снова становиться твердым) металлический сплав, используемый для создания прочной связи между двумя или более металлическими предметами.
Припой представляет собой металлический сплав, температура плавления которого намного ниже, чем у основных компонентов, и таким образом его можно заставить плавиться при температурах, которые могут быть достигнуты относительно легко и без специального оборудования.
Припой
можно использовать во многих областях, но тип, представляющий интерес для выполнения электрических соединений, должен иметь высокую степень электропроводности. Также помогает, если он устойчив к коррозии, так как это будет означать, что соединения и их проводимость со временем ухудшатся.
Также помогает, если он устойчив к коррозии, так как это будет означать, что соединения и их проводимость со временем ухудшатся.
Методы пайки
Существуют различные методы, используемые для мелкосерийной и крупносерийной пайки. Трудоемкие схемы нельзя использовать для крупносерийного производства, где необходима высокая степень автоматизации для обеспечения требуемой производительности, в то время как мелкосерийное производство для коммерческих предприятий, а также прототипирование и жилищное строительство для любителей, студентов и т. д. требуют пайки. методы, которые не требуют крупных капиталовложений и настройки, необходимых для массового производства.
Два основных подхода к пайке включают:
Инструменты для пайки
Очевидно, что основным требованием для пайки является сам паяльник. Есть несколько различных типов паяльников, которые можно купить, и конкретный утюг будет зависеть от множества факторов, включая его характеристики и стоимость.
Паяльники могут быть простыми паяльниками, которые регулируют температуру за счет охлаждающего действия воздуха, или они могут иметь встроенные термостаты для обеспечения контроля температуры. Наконец, в верхней части диапазона есть то, что часто называют рабочими станциями, которые состоят из блока питания и самого железа. Они обеспечивают гораздо более высокую степень контроля температуры и настройки используемой температуры.
Подробнее о . . . . паяльники.
Дополнительные инструменты для пайки
Помимо самого паяльника, помогает множество других инструментов. Очевидно, такие предметы, как кусачки, плоскогубцы с тонкими губками и тому подобное. Существуют также другие инструменты, такие как «руки помощи», которые могут удерживать провод или компонент на месте, в то время как одна рука используется для паяльника, а другая — для пайки другого элемента. Держатели печатных плат также очень полезны при сборке печатной платы.