Содержание
Рабочая температура жала паяльника относительно металла и припоя
Основная задача паяльника во время спаивания различных контактов заключается в расплавлении припоя и нанесении его на нужное место. Естественно, что для этого требуется температура паяльника, которая была бы выше, чем температура плавления расходных материалов. С учетом того, что для разных металлов и их сплавов она может сильно отличаться, то выпускают инструменты с различной мощностью, которые способны работать в разных параметрах. Ведь слишком высокие показатели оказываются такими же вредными для качественного соединения, как и низкие. Только в первом случае все приведет к расплавлению припоя до такого состояния, когда им уже невозможно будет работать, а во втором – он не сможет нормально расплавиться для соединения.
Все эти причины приводят к тому, что температура жала паяльника должна быть оптимальной. Для каждого случая подбираются свои варианты, которые должны помочь добиться лучших результатов. Для определения того, какая температура жала паяльника при пайке должна быть, учитывается расходный материал, толщина проводов, материл контактов и другие параметры.
Жало паяльника
Температура жала относительно используемого припоя
Рабочая температура паяльника для каждого процесса подбирается отдельно. Во время пайки однотипных контактов с использованием одного и того же припоя допускается применение одинаковых параметров инструмента. В иных случаях даже приходится менять паяльник, чтобы подстроиться под нужные характеристики. Для работы с определенными припоями температура паяльника для пайки всегда должна быть немного выше, чем температура плавления припоя. Разница должна быть небольшой, всего в 5-10 градусов. С современной техникой таких показателей легко добиться, если есть регулятор мощности и точный датчик разогрева.
| Тип припоя | Температура жала паяльника, градусы Цельсия |
| Сплав Вуда | 75 |
| Сплав Розе | 95 |
| ПСРЗИ | 146 |
| ПОЗИ 30 | 175 |
| ПСР | 240 |
| ПСР 1,5 | 285 |
| ПСР 2 | 248 |
| ПОС 50 | 250 |
| ПОС 61 | 197 |
| ПОС 10 | 305 |
| ПОС 40 | 243 |
| ПОС 61 | 195 |
| О2 | 237 |
| ПОССУ 95-5 | 245 |
Температура плавления различных металлов
Далеко не всегда приходится выполнять стандартную пайку с готовыми марками припоев. Иногда приходится работать с нестандартными для этого процесса металлами. Это не всегда дает гарантированно качественный результат, но порой именно пайка становится лучшим решением для соединения деталей. Здесь нужно знать, какая температура жала паяльника нужна для работы, а также и при какой происходит плавление металлов, с которыми ведется работа.
Иногда приходится работать с нестандартными для этого процесса металлами. Это не всегда дает гарантированно качественный результат, но порой именно пайка становится лучшим решением для соединения деталей. Здесь нужно знать, какая температура жала паяльника нужна для работы, а также и при какой происходит плавление металлов, с которыми ведется работа.
Если дело касается выпаивания контактов или разъединения определенных частей, то эта информация становится более важной, чем технические данные припоя. Температура нагрева паяльника должна достигать таких значений, чтобы можно было расплавить контакт. Это значит, что она должна быть равной величине, при которой происходит плавление, или же превышать его. С учетом ограничения мощности паяльников это далеко не всегда осуществимо. Некоторые виды металла невозможно расплавить паяльником. Стоит сравнивать технические характеристики инструмента с параметрами конкретного металла или сплава.
| Металлы и сплавы | Температура плавления материала, градусы Цельсия |
| Алюминий | 660,4 |
| Вольфрам | 3420 |
| Германий | 937 |
| Дуралюмин | 650 |
| Железо | 1539 |
| Золото | 1063 |
| Иридий | 2447 |
| Калий | 63,6 |
| Константин | 1260 |
| Кремний | 1415 |
| Латунь | 1000 |
| Легкоплавкий сплав | 60,5 |
| Магний | 650 |
| Медь | 1084,5 |
| Натрий | 97,8 |
| Нейзильбер | 1100 |
| Никель | 1455 |
| Нихром | 1400 |
| Олово | 231,9 |
| Осмий | 3054 |
| Ртуть | 38,9 |
| Свинец | 327,4 |
| Серебро | 961,9 |
| Сталь | 1400 |
| Фехраль | 1460 |
| Цезий | 28,4 |
| Цинк | 419,5 |
| Чугун | 1200 |
Способы получения нужной температуры
Температура жала паяльника 100 Ватт имеет определенные ограничения. С одной стороны, нельзя превысить максимальное значение при полном разогреве, а с другой – ее нельзя понизить так, чтобы она поддерживалась на одном и том же уровне. Если для пайки требуются более низкие значения данного параметра, то следует попробовать заменить инструмент. Температура жала паяльника 60 Ватт будет ниже, чем аналога на 100 Вт, поэтому данная методика хорошо подходит для подбора нужной температуры. Долгое время именно она была основной, так как современные модели с регулируемыми параметрами появились относительно недавно. Недостаток методики заключается в том, что требуется покупать несколько видов паяльников. Также это не дает точного регулирования, хотя для большинства случаев хватает и примерных значений.
С одной стороны, нельзя превысить максимальное значение при полном разогреве, а с другой – ее нельзя понизить так, чтобы она поддерживалась на одном и том же уровне. Если для пайки требуются более низкие значения данного параметра, то следует попробовать заменить инструмент. Температура жала паяльника 60 Ватт будет ниже, чем аналога на 100 Вт, поэтому данная методика хорошо подходит для подбора нужной температуры. Долгое время именно она была основной, так как современные модели с регулируемыми параметрами появились относительно недавно. Недостаток методики заключается в том, что требуется покупать несколько видов паяльников. Также это не дает точного регулирования, хотя для большинства случаев хватает и примерных значений.
Паяльник на 100 Ватт
Установка регулятора мощности помогает решить проблему с понижением температуры практически с любой моделью. Регулятор можно установить практически на любую модель. Он будет работать с относительными значениями в своем диапазоне. К примеру, если диапазон регулировки значений лежит в пределах от 0 до 100%, то температура жала паяльника 40 Ватт на половине оборота ручки регулятора будет соответствовать температуре нагрева паяльника на 20 Ватт. При 25% это значение будет равняться 10 Ватт и так далее. Регулятор может иметь ограничение по снижению, к примеру, до 50%. Ниже он не сможет опуститься.
При 25% это значение будет равняться 10 Ватт и так далее. Регулятор может иметь ограничение по снижению, к примеру, до 50%. Ниже он не сможет опуститься.
Покупка модели с регулируемым значением температуры. Автоматически встроенный регулятор, оптимизированный под конкретную модель и находящийся непосредственно в корпусе устройства становится отличным современным решением. Благодаря ему, температура паяльника для пайки микросхем будет регулироваться с точностью вплоть до 1 градуса Цельсия. Стоимость таких паяльников выше, чем у стандартных моделей, применять регулятор к другим инструментам не получится, но удобство играет свою роль и для профессионального применения они становятся лучшим выбором.
Не совсем удобным способом регулировки является разогрев жала с последующим остыванием. Для начала инструмент доходит до своего максимума, а затем нужно подождать пока он не остынет до нужного значения. Остывание происходит медленно, так что подобрать нужною величину вполне реальною главное использовать для этого измерительные приборы, которые покажут точные параметры.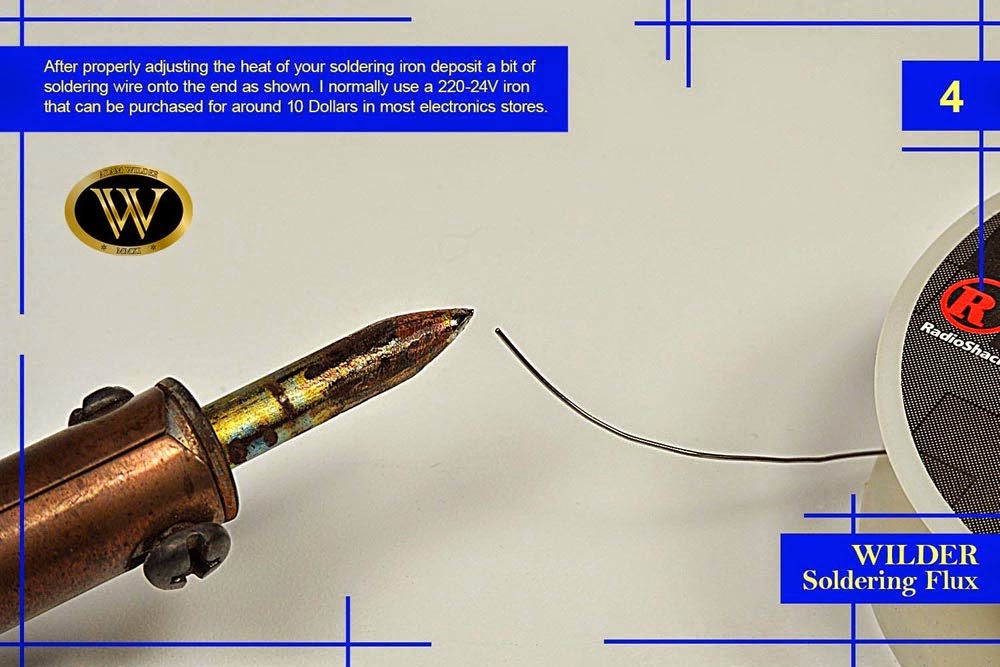
Оборудование для измерения температуры
Температура нагрева жала паяльника определяется при помощи специальных измерителей, или как их еще называют, термометров для паяльника. В основу данных устройств входит термопара, которая показывает точное значение с погрешностью до нескольких градусов. На рынке встречается множество моделей, которые могут показывать температуру в градусах Цельсия или Фаренгейта. Практически все модели сейчас имеют цифровую шкалу для отображения данных. Термопара со временем портится и ее требуется заменять, но это позволяет работать с любыми типами паяльников.
Измеритель температуры жала паяльника
Помимо отдельных измерителей еще имеются встроенные варианты. Они идут сразу выпонтированные в паяльник, что очень удобно для работы с одним инструментом. Это заметно влияет на стоимость изделия, но здесь не возникает проблем с частой заменой термопары.
Еще одним способом определения является использование мультиметра. Это очень рас пространная методика, так как у специалистов по пайке всегда имеются такие приборы. Точность определения значений зависит от конкретной модели.
Точность определения значений зависит от конкретной модели.
Заключение
Для домашней пайки зачастую подбираются условные примерные значения разогрева жала. Этого вполне достаточно для тех случаев, когда нет большой ответственности соединений. Если речь идет о профессиональной пайке и о работе с микросхемами, то здесь уже нужно соблюдать точность. Если для популярных видов материалов значения известны и температуру жала паяльника для ПОС 61 можно посмотреть по соответствующей таблице, то для нестандартных решений нужно подбирать значения самостоятельно.
максимальная и оптимальная для пайки оловом,
Температура паяльника — параметр, который постоянно изменяется. Не существует таких температурных показателей, которые бы подходили для всех случаев. Они постоянно меняются в зависимости от используемого припоя и от того, с какими материалами приходится работать.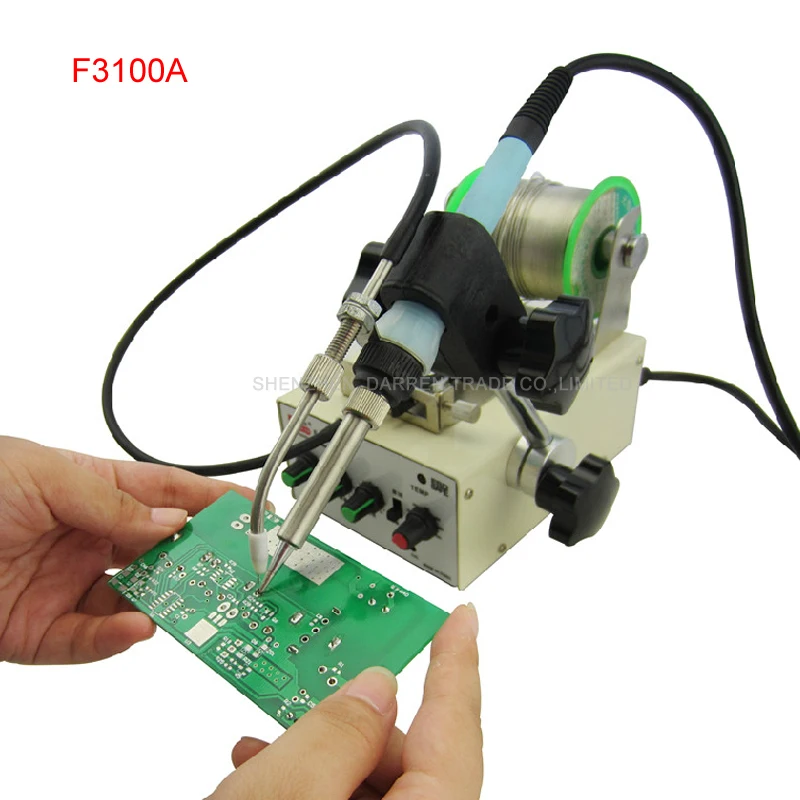 Каждый человек, который всерьез решил паять, должен ознакомиться с основными особенностями нагрева жала.
Каждый человек, который всерьез решил паять, должен ознакомиться с основными особенностями нагрева жала.
Содержание
- До скольких градусов может нагреваться паяльник
- Какая температура должна быть
- В зависимости от используемого припоя
- Температура плавления различных металлов
- Способы получения нужной температуры
- Для чего необходимо знать температуры паяльника
- Оборудование для измерения температуры
Паяльник — устройство, которым часто пользуются для ремонта электроники
До скольких градусов может нагреваться паяльник
Многих людей, которые совсем недавно начали заниматься пайкой, интересует, до какой температуры нагревается паяльник. У каждой паяльной станции существует свой оптимальный температурный диапазон. Если нагреть жало до таких показателей, спаивание поверхностей будет наиболее качественным и быстрым.
Важно! При работе с паяльниками нужно всегда помнить одну особенность, которая связана с тем, что жало устройства должно разогреваться настолько сильно, чтобы обрабатываемые металлы сразу же плавились.

Не стоит давать паяльнику перегреваться. Это приведет к тому, что припоем будет в разы сложнее пользоваться. Оптимальными считаются значения от 250 до 300 градусов.
Какая температура должна быть
Бывают случаи, когда оптимальные температурные показатели могут отличаться. Это зависит от нескольких факторов, с которыми можно ознакомиться ниже.
В зависимости от используемого припоя
Припой ПСР используется во время пайки многими мастерами
Показатели нагрева паяльника необходимо подбирать отдельно для каждого процесса. Например, во время спаивания одинаковых контактов с применением одного и того же припоя параметры инструмента остаются неизменными. Однако, если приходится пользоваться различными разновидностями припоя, придется заняться настройкой инструмента и отрегулировать режимы его работы.
Надо подстраиваться под нужные характеристики, чтобы было комфортно работать с используемыми материалами. Чтобы взаимодействовать с определенными типами припоев, необходимо устанавливать разогрев жала паяльника таким образом, чтобы оно нагревалось на 5-10 градусов больше температуры плавления.
В таблице можно найти информацию о том, насколько сильно надо нагревать жало для той или иной марки припоя.
| Разновидность припоя | Нагрев (градусы Цельсия) |
| Сплав Вуда | 80 |
| Сплав Розе | 90 |
| ПСРЗИ | 100 |
| ПОЗИ 30 | 150 |
| ПСР | 240 |
| ПСР 1,5 | 290 |
| ПСР 2 | 250 |
Дополнительная информация! Необходимо обязательно руководствоваться информацией из таблицы. Это позволит проследить за тем, чтобы припой не смог сильно нагреться.
Температура плавления различных металлов
Олово — припой, пользующийся популярностью среди любителей пайки
Стоит отметить, что далеко не всегда удается пользоваться уже готовыми марками припоя. Довольно часто люди сталкиваются с ситуациями, когда приходится работать с нестандартными металлами. Сложность использования таких материалов заключается в том, что они все плавятся при разных показателях температуры. Поэтому приходится тщательнее следить за нагреванием жала.
Сложность использования таких материалов заключается в том, что они все плавятся при разных показателях температуры. Поэтому приходится тщательнее следить за нагреванием жала.
Однако прежде чем подключать устройство к розетке, необходимо точно узнать, как называется проволока для паяльника, которая используется в качестве припоя. Это поможет определить, насколько сильно придется разогревать инструмент для плавления используемого металла.
В таблице ниже можно ознакомиться с оптимальной температурой паяльника для пайки оловом и другими материалами.
| Название металла | Плавление (градусы Цельсия) |
| Олово | 232 |
| Вольфрам | 3400 |
| Германий | 930 |
| Дуралюмин | 650 |
| Железо | 1540 |
| Золото | 1065 |
| Иридий | 2400 |
| Калий | 65 |
| Константин | 1260 |
| Кремний | 1415 |
| Латунь | 1000 |
| Легкоплавкий сплав | 60 |
Дополнительная информация! Многих интересует, сколько греется паяльник до нужной температуры.
На самом деле точное время нагрева определить довольно сложно. Все зависит от модели используемой паяльной станции и ее мощности. Например, старые модели нагреваются достаточно долго.
 На самом деле точное время нагрева определить довольно сложно. Все зависит от модели используемой паяльной станции и ее мощности. Например, старые модели нагреваются достаточно долго.
На самом деле точное время нагрева определить довольно сложно. Все зависит от модели используемой паяльной станции и ее мощности. Например, старые модели нагреваются достаточно долго.Способы получения нужной температуры
Регулятор мощности позволяет настраивать температуру
Очевидно, что при использовании устройств мощностью 100 Ватт температура жала будет иметь ограничения. Дело в том, что нельзя будет увеличить максимальное значение нагрева. При этом понизить ее тоже не удастся. Один из возможных способов снижения температурных параметров — использование устройств мощностью 30-40 Вт. Однако таким способом мало кто пользуется, так как не хочется покупать несколько моделей паяльников разной мощности.
Чтобы быстро получить нужную температуру, используя одно устройство, можно воспользоваться специальными регуляторами. Это очень удобные приспособления, с помощью которых можно ограничить мощность паяльных станций. В результате этого их паяльная труба будет в разы меньше греться.
Стоит отметить, что многие современные модели паяльных станций уже оснащены такими регуляторами. Однако если используется бюджетный паяльник без встроенного модуля для настройки мощности, его придется приобрести отдельно.
Для чего необходимо знать температуры паяльника
Многие паяльные станции оснащаются регуляторами мощности
Некоторые люди считают, что не обязательно знать, насколько сильно разогрето паяльное жало. Однако на самом деле каждый человек, который занимается пайкой, должен следить за этими показателями. Дело в том, что информация о нагреве жала упрощает использование паяльника. С ее помощью можно узнать, достаточно ли хорошо разогрет инструмент для работы с используемым припоем.
Также было бы неплохо проследить за тем, сколько нагревается паяльник до нужных температур. Это поможет понять, когда его следует отключить от розетки, чтобы он не перегревался.
Важно! При работе с разогретым паяльным жалом надо быть очень осторожным.
 Нельзя его класть на дерево, а также пластиковые и полипропиленовые поверхности. Изделия из полипропилена могут расплавиться.
Нельзя его класть на дерево, а также пластиковые и полипропиленовые поверхности. Изделия из полипропилена могут расплавиться.Оборудование для измерения температуры
Использование датчиков — наиболее простой метод измерения температуры
Чаще всего для определения температурных показателей используются специальные лабораторные трансформаторы. Они есть практически у каждого мастера, всерьез занимающегося ремонтом электроники. Однако есть и более простые способы определения нагрева инструмента.
Например, можно просто измерить, насколько сильно разогрелось жало специальными датчиками. Таких термометров достаточно много и приобрести их можно практически в любом магазине электроники.
Выбирая датчик для отслеживания нагрева паяльной станции, необходимо обращать внимание на его характеристики. Диапазон измерений должен быть от 0 до 700 градусов по Цельсию. Этого будет достаточно для любого паяльника, используемого в домашних условиях.
Дополнительная информация! Вместе с датчиком можно приобрести еще специальный стабилизатор.
 При помощи этого приспособления удастся удерживать нужную температуру нагрева, чтобы она не изменялась.
При помощи этого приспособления удастся удерживать нужную температуру нагрева, чтобы она не изменялась.Люди, которые хотят заниматься пайкой, должны заранее разобраться с особенностями нагрева паяльников. Надо определить оптимальные температуры для разных типов припоя и разобраться со способами определения таких показателей.
Полное руководство по пайке электронных устройств
Что такое пайка?
Пайка – это соединение двух металлических поверхностей механическим и электрическим способом с использованием металла, называемого припоем. Припой закрепляет соединение, чтобы оно не ослабло из-за вибрации или других механических воздействий. Он также обеспечивает электрическую непрерывность, так что электронный сигнал может проходить через соединение без прерывания. Припой плавится с помощью паяльника. Флюс используется для очистки и подготовки поверхностей, что позволяет расплавленному припою течь (или «смачиваться») и соединяться с металлическими поверхностями.
Припой плавится с помощью паяльника. Флюс используется для очистки и подготовки поверхностей, что позволяет расплавленному припою течь (или «смачиваться») и соединяться с металлическими поверхностями.
Ручная пайка — это процесс пайки одного соединения (называемого «пайка») за раз, в отличие от более автоматизированных процессов пайки, таких как пайка волной припоя (для сквозных компонентов) или пайка оплавлением (для компонентов поверхностного монтажа).
Что нужно для пайки электроники?
При припаивании электронного разъема к точке контакта (часто называемой «площадкой») обычно требуется следующее:
- Паяльник, способный достичь точки плавления припоя.
- Проволочный припой с флюсовым сердечником или без него.
- Флюс, если проволочный припой не включает флюсовую сердцевину или если требуется дополнительный флюс.
Что такое паяльник?
Паяльник — это ручной инструмент, используемый для пайки двух металлических поверхностей. В своей простейшей форме он состоит из металлического жала, нагревательного элемента, который доводит жало до температуры пайки, изолированной ручки, позволяющей безопасно держать паяльник, и вилки для розетки или паяльной станции.
В своей простейшей форме он состоит из металлического жала, нагревательного элемента, который доводит жало до температуры пайки, изолированной ручки, позволяющей безопасно держать паяльник, и вилки для розетки или паяльной станции.
Жало паяльника предназначено для передачи тепла от нагревательного элемента к изделию. Он имеет медную внутреннюю часть, которая действует как эффективный теплопроводник. Он также имеет железное покрытие для защиты мягкой, склонной к коррозии меди от флюса и припоя, а также хромоникелевое покрытие для предотвращения смачивания наконечника флюсом.
Кроме того, существуют опции, обеспечивающие лучший контроль температуры паяльника и теплового отклика (время, необходимое для повторного нагрева после пайки). К ним относятся паяльные жала, представляющие собой металлические пластины, упирающиеся в нагревательный элемент, и другие, интегрированные с нагревательным элементом в картридже.
В чем разница между паяльником и паяльной станцией?
На низком уровне, наиболее подходящем для любителей, паяльник может подключаться непосредственно к электрической розетке, что не обеспечивает контроля температуры паяльника. Просто включить или выключить. В паяльной станции паяльник подключается к станции для лучшего контроля температуры и других функций, таких как память заданной температуры, блокировка и т. д.
Просто включить или выключить. В паяльной станции паяльник подключается к станции для лучшего контроля температуры и других функций, таких как память заданной температуры, блокировка и т. д.
Какой тип припоя следует использовать?
Несмотря на то, что существует большое разнообразие различных типов припоя, в большинстве случаев вам необходимо выбрать между свинцовым или бессвинцовым припоем, диаметром проволоки, флюсовой проволокой или сплошной проволокой и типом флюса.
- Свинец или бессвинцовый – Припой обычно представляет собой комбинацию металлов, выбранных из соображений наилучшей надежности и проводимости. Свинец, часто в сочетании с оловом, с самого начала был основой электронной пайки. Свинец имеет относительно низкую температуру плавления, легко смачивается и течет, что делает процесс более быстрым, легким и надежным. Из-за опасений, связанных с окружающей средой и здоровьем, возникает необходимость перейти на бессвинцовый припой, который часто представляет собой комбинацию олова и серебра. Бессвинцовые припои имеют более высокую температуру плавления и, как правило, требуют более активных или более концентрированных флюсов (с более высоким содержанием твердых веществ) для достижения тех же характеристик пайки, что и припои со свинцом. Для типичной ручной пайки, если все сделано правильно, надежность между свинцовыми и бессвинцовыми припоями должна быть примерно одинаковой. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, в аэрокосмической электронике), существуют проблемы с тенденцией блестящего олова в бессвинцовом припое к кристаллизации и образованию оловянных усов — тонких проволок из олова, которые могут расти из паяных соединений.
Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения. Меньший нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовом припое.
Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя. - Диаметр припоя . Убедитесь, что вы не перепутали припой, предназначенный для водопровода, с припоем, предназначенным для электроники. Провод для сантехники будет намного толще, 2мм в диаметре и выше. Проволока для пайки электроники будет тоньше, от 1,5 мм до 1/2 мм или даже меньше. Сопоставьте диаметр с размером разъемов и контактов, которые вы припаиваете. Если диаметр проволочного припоя слишком мал, вы будете пропускать через себя слишком много припоя. Слишком большой и вам будет трудно маневрировать вокруг плотной печатной платы, что увеличивает вероятность термической нагрузки или даже пайки других компонентов, не связанных с ваш ремонт.
- флюсовая проволока или сплошная проволока – Большинство проволочных припоев поставляются с флюсовой сердцевиной, поэтому флюс автоматически активируется и течет по зоне пайки, когда припой расплавляется. Работать с ним удобнее и эффективнее. Можно использовать сплошную проволоку с добавлением флюса кистью, дозатором для бутылок или дозатором для ручек. Если не требуется очень специфический флюс, который недоступен в виде проволочного припоя, обычно рекомендуется припой с флюсовым сердечником.
- Тип флюса — Флюс без очистки является хорошим выбором для пайки, где очистки не требуется. Легкий остаток можно оставить на плате или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает превосходную пайку в самых разных областях применения. Лучше всего удалить остатки после пайки для эстетики и во избежание коррозии в дальнейшем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA), как правило, можно оставить на печатной плате после пайки, если эстетика не является проблемой. Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.
Вы также можете увидеть варианты «без галогенов» или «без галогенов». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения на использование галогенов из-за нормативных или клиентских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Это может быть связано с компромиссами, такими как очищаемость, поэтому, если вам не требуется исключать галогены из вашего процесса, проще использовать стандартные флюсы, содержащие галогены.
 Бессвинцовые припои имеют более высокую температуру плавления и, как правило, требуют более активных или более концентрированных флюсов (с более высоким содержанием твердых веществ) для достижения тех же характеристик пайки, что и припои со свинцом. Для типичной ручной пайки, если все сделано правильно, надежность между свинцовыми и бессвинцовыми припоями должна быть примерно одинаковой. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, в аэрокосмической электронике), существуют проблемы с тенденцией блестящего олова в бессвинцовом припое к кристаллизации и образованию оловянных усов — тонких проволок из олова, которые могут расти из паяных соединений.
Бессвинцовые припои имеют более высокую температуру плавления и, как правило, требуют более активных или более концентрированных флюсов (с более высоким содержанием твердых веществ) для достижения тех же характеристик пайки, что и припои со свинцом. Для типичной ручной пайки, если все сделано правильно, надежность между свинцовыми и бессвинцовыми припоями должна быть примерно одинаковой. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, в аэрокосмической электронике), существуют проблемы с тенденцией блестящего олова в бессвинцовом припое к кристаллизации и образованию оловянных усов — тонких проволок из олова, которые могут расти из паяных соединений. Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
 Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.
Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.Какой припой использовать: свинец или бессвинцовый припой?
Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения. Меньший нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовом припое. Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
Меньший нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовом припое. Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
Что такое поток?
Подумайте о флюсе и подготовительном агенте для процесса пайки. При соединении двух металлических поверхностей припоем необходима хорошая металлургическая связь, чтобы паяное соединение не ослаблялось, а электрическая непрерывность не нарушалась из-за механических, температурных и других воздействий. Флюс удаляет любое окисление, которое может присутствовать, и слегка травит поверхность, чтобы способствовать смачиванию. «Смачивание» — это процесс стекания припоя по поверхностям контактов и жала паяльника, что очень важно в процессе пайки.
Какой тип флюса следует использовать?
Флюс, не требующий очистки, является хорошим выбором для пайки, когда необходимо избегать очистки. Легкий остаток можно оставить на плате или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает превосходную пайку в самых разных областях применения. Лучше всего удалить остатки после пайки для эстетики и во избежание коррозии в дальнейшем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA), как правило, можно оставить на печатной плате после пайки, если эстетика не является проблемой. Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.
Вы также можете увидеть варианты «без галогенов» или «без галогенов». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения на использование галогенов из-за нормативных или клиентских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Это может быть связано с компромиссами, такими как очищаемость, поэтому, если вам не требуется исключать галогены из вашего процесса, проще использовать стандартные флюсы, содержащие галогены.
Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения на использование галогенов из-за нормативных или клиентских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Это может быть связано с компромиссами, такими как очищаемость, поэтому, если вам не требуется исключать галогены из вашего процесса, проще использовать стандартные флюсы, содержащие галогены.
Нужно ли добавлять дополнительный флюс при пайке?
При пайке простого соединения, такого как 2 провода или вывод через отверстие, флюса в припое с флюсовым сердечником должно быть достаточно. Для более сложных методов пайки, таких как пайка методом перетаскивания нескольких выводов на компонент поверхностного монтажа, может потребоваться добавление дополнительного флюса. Поток активируется и потребляется, когда он первоначально вытекает из ядра. Если припой работает дальше, например, когда вы перетаскиваете несколько выводов, вы рискуете получить холодные соединения или перемычки без дополнительного флюса. Хотя кажется, что большее количество флюса должно быть лучше, будьте осторожны, чтобы не переборщить с флюсом. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагреве до полной температуры пайки.
Хотя кажется, что большее количество флюса должно быть лучше, будьте осторожны, чтобы не переборщить с флюсом. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагреве до полной температуры пайки.
Сопутствующие продукты:
- Techspray No-Clean Flux Pen
- Бутылочки-дозаторы с иглой Плато
Как нанести дополнительный флюс?
Флюс можно наносить кислотной кистью или с помощью дозатора для игольчатых флаконов или дозатора для ручек. Хотя кажется, что большее количество флюса должно быть лучше, будьте осторожны, чтобы не переборщить с флюсом. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагреве до полной температуры пайки.
Сопутствующие продукты:
- Techspray No-Clean Flux Pen
- Бутылочки-дозаторы с иглой Плато
- Техническая кисть Techspray
Как паять?
- Убедитесь, что припаиваемые поверхности чистые.
- Включите паяльник и установите температуру выше точки плавления вашего припоя. 600–650 °F (316–343 °C) — хорошая начальная температура для припоя на основе свинца, а 650–700 °F (343–371 °C) — для бессвинцового припоя.
- На несколько секунд прижмите наконечник к электроду и контактной точке/площадке. Идея состоит в том, чтобы довести оба до температуры пайки одновременно.
- Прикоснитесь проводом припоя к выводу и контактной площадке/площадке несколько раз, пока припой не потечет вокруг вывода и контакта.
- Осмотрите паяное соединение, чтобы убедиться в полном покрытии области контакта и вывода. Если это сквозной вывод, отверстие должно быть заполнено, а паяное соединение образует слегка пирамидальную форму.
- При необходимости обрежьте провод ножницами. Не обрезайте места пайки, это может повредить соединение.
- Если вы используете флюс, активированный канифолью, флюс на водной основе или если эстетика остатков флюса является проблемой, очистите область с помощью средства для удаления флюса.


Сопутствующие товары:
- Паяльные жала Plato
- Свинцовые ножницы Plato
- Средство для удаления флюса Techspray G3
- Techspray E-LINE Flux Remover
Насколько нагрет паяльник?
600°- 650°F (316°- 343°C) является хорошей начальной точкой для припоя на основе свинца и 650°- 700°F (343°- 371°C) для бессвинцового припоя. Вы хотите, чтобы жало было достаточно горячим, чтобы расплавить эффективность припоя, но избыточное тепло может повредить компоненты, поскольку тепло распространяется по выводам, и это сократит срок службы паяльного жала.
Как отличить хорошую пайку от плохой?
Осмотрите паяное соединение, чтобы убедиться в полном покрытии области контакта и вывода. На что обратить внимание:
- Если это сквозной вывод, отверстие должно быть заполнено, а паяное соединение образует слегка пирамидальную форму.
- Если это паяное соединение для поверхностного монтажа, припой должен полностью покрывать контактную площадку и окружать вывод.
- Вывод не должен болтаться или шевелиться после пайки.
- Припой не должен перетекать или накладываться на другие контактные площадки/площадки.
- При использовании припоя на основе свинца место пайки должно быть блестящим. К сожалению, бессвинцовая поверхность имеет более матовую поверхность, поэтому блеск в этом случае не является хорошим показателем.

Как выбрать лучшее жало для ремонта печатной платы?
Цель состоит в том, чтобы форма и размер наконечника соответствовали контактной площадке. Это позволяет максимизировать площадь контактной поверхности, чтобы нагревать вывод и контактную поверхность как можно быстрее. Если вы выберете наконечник слишком большого размера, вам придется нагревать больший объем наконечника, что замедлит рекуперацию тепла — время, необходимое наконечнику для повторного нагрева после пайки соединения. Кроме того, существует риск взаимодействия с другими компонентами и контактными площадками. Если вы выберете слишком маленькую насадку, у вас не будет достаточной площади поверхности насадки, соприкасающейся с проводом, или контактной площадки для эффективной передачи тепла. Это займет больше времени, что замедлит работу и может увеличить тепловую нагрузку на компонент.
Если вы выберете слишком маленькую насадку, у вас не будет достаточной площади поверхности насадки, соприкасающейся с проводом, или контактной площадки для эффективной передачи тепла. Это займет больше времени, что замедлит работу и может увеличить тепловую нагрузку на компонент.
Убедитесь, что вы используете паяльник и жала, предназначенные для пайки электронных плат. Наконечники, предназначенные для других применений, таких как витражи, сантехника или тяжелые электромонтажные работы, обычно намного больше, чем то, что подходит для электроники.
Наконечники для пайки бывают разных форм, чтобы упростить различную геометрию печатных плат:
- Заостренные или конические – Конец жала заходит либо в острие, либо закругляется на плоской поверхности. Размер определяется диаметром конца, поэтому он может варьироваться от 0,1 мм до 1 мм или больше. Эти наконечники обычно используются, когда требуется высокая точность, например, с очень тонкими безвыводными компонентами для поверхностного монтажа. Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микронаконечник, чтобы уменьшить количество металла наконечника, который необходимо нагреть. Это может улучшить рекуперацию тепла. Концы наконечников также могут быть согнуты, чтобы не мешать другим компонентам или контактным площадкам.
- Лезвие или нож – Наконечник лезвия обычно используется для пайки волочением, когда припой наносится на несколько контактных площадок. Это обычное дело при пайке компонентов с технологией поверхностного монтажа (SMT). Размер измеряется по длине лезвия и может составлять 6,3 мм (1/4 дюйма) или больше.
- Долото или отвертка – Долото позволяет нагревать большую площадь контакта, поэтому его можно использовать для пайки через отверстия. Длина может варьироваться, а также может быть согнута, например, с коническим наконечником. Размер в основном указывается как длина плоской области, но глубина или толщина кончика также могут варьироваться. Они могут быть настолько маленькими, что выглядят почти как точка, например, менее 1 мм и шириной 5 или 6 мм.
- Скос – Скошенный наконечник имеет плоский овальный конец, установленный под углом. Представьте себе металлический стержень, поперечное сечение которого находится под углом. Размер определяется диаметром «стержня» или вала, а иногда и углом скоса. Скос может варьироваться от 1 мм до 4 мм или даже больше.
- Наконечники Flow – Наконечник Flow похож по конструкции на скошенный наконечник, но вместо плоской области он представляет собой небольшое углубление или чашечку. Это также называется «мини-волновой наконечник» и обычно используется для пайки сопротивлением, как описано выше.
 Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микронаконечник, чтобы уменьшить количество металла наконечника, который необходимо нагреть. Это может улучшить рекуперацию тепла. Концы наконечников также могут быть согнуты, чтобы не мешать другим компонентам или контактным площадкам.
Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микронаконечник, чтобы уменьшить количество металла наконечника, который необходимо нагреть. Это может улучшить рекуперацию тепла. Концы наконечников также могут быть согнуты, чтобы не мешать другим компонентам или контактным площадкам. Они могут быть настолько маленькими, что выглядят почти как точка, например, менее 1 мм и шириной 5 или 6 мм.
Они могут быть настолько маленькими, что выглядят почти как точка, например, менее 1 мм и шириной 5 или 6 мм.Сопутствующие товары:
- Паяльные жала Plato
Можно ли установить максимальную температуру нагрева для ускорения пайки?
В пайке, как и во всем остальном, важна скорость. Операторы повышают температуру пайки, чтобы ускорить отвод тепла. Это позволяет им быстрее переходить от одного паяного соединения к другому. Загвоздка – чем выше температура, тем короче срок службы наконечника. Конечно, паяльные станции могут нагреваться до 900°F, но 750°F — это максимальное значение для бессвинцового провода. Дополнительное тепло также может излишне нагружать компоненты, увеличивая вероятность выхода из строя печатной платы в дальнейшем.
Операторы повышают температуру пайки, чтобы ускорить отвод тепла. Это позволяет им быстрее переходить от одного паяного соединения к другому. Загвоздка – чем выше температура, тем короче срок службы наконечника. Конечно, паяльные станции могут нагреваться до 900°F, но 750°F — это максимальное значение для бессвинцового провода. Дополнительное тепло также может излишне нагружать компоненты, увеличивая вероятность выхода из строя печатной платы в дальнейшем.
Почему припой капает с жала?
Это признак того, что паяльное жало нуждается в очистке, поэтому оно «холодное» (хотя оно еще очень горячее, так что не трогайте!). Когда флюс и окисление накапливаются со временем, тепло не передается так эффективно, и припой не смачивается и не растекается по наконечнику должным образом. Припой будет плавиться, но просто стекает с наконечника. Это затрудняет перемещение, чтобы припаять области контактов так, как вам это может понадобиться.
Как почистить паяльник?
Паяльные станции обычно поставляются с губкой и/или латунной подушечкой «brillo». Цель состоит в том, чтобы удалить излишки флюса и припоя с наконечника. Если слишком много флюса накапливается и пригорает на жало паяльника, оно в конечном итоге высыхает и становится непригодным для использования (но не обязательно безвозвратным). Если инструменты для чистки наконечников не используются должным образом, они могут принести больше вреда, чем пользы. Выбирая губку, убедитесь, что она изготовлена из натуральной целлюлозы (например, сменные губки Plato). Синтетические губки расплавятся на жало паяльника и могут сократить срок службы наконечника. Используйте чистую деионизированную воду. Водопроводная вода может содержать минералы, которые могут скапливаться на наконечнике. Когда вы пропитаете губку, отожмите ее, чтобы с нее не капала вода. Слишком много воды может увеличить тепловую нагрузку на наконечник и замедлить восстановление наконечника.
Цель состоит в том, чтобы удалить излишки флюса и припоя с наконечника. Если слишком много флюса накапливается и пригорает на жало паяльника, оно в конечном итоге высыхает и становится непригодным для использования (но не обязательно безвозвратным). Если инструменты для чистки наконечников не используются должным образом, они могут принести больше вреда, чем пользы. Выбирая губку, убедитесь, что она изготовлена из натуральной целлюлозы (например, сменные губки Plato). Синтетические губки расплавятся на жало паяльника и могут сократить срок службы наконечника. Используйте чистую деионизированную воду. Водопроводная вода может содержать минералы, которые могут скапливаться на наконечнике. Когда вы пропитаете губку, отожмите ее, чтобы с нее не капала вода. Слишком много воды может увеличить тепловую нагрузку на наконечник и замедлить восстановление наконечника.
Когда паяльное жало почернело из-за пригорания флюса и больше не смачивается должным образом, настало время для чистящих инструментов в крайнем случае. Лудильщик наконечника (Plato #TT-95) представляет собой комбинацию бессвинцового припоя и очистителя. Пока паяльник прогрет до полной температуры, обваляйте его в оловянном жале. Когда вы скатываете его, он должен изменить цвет с черного на блестящий серебристый, так как запеченный флюс счищается. Затем сотрите излишки олова с паяльного жала и повторно залудите с помощью проволочного припоя. Не позволяйте названию одурачить вас — «кончик олова» не предназначен для того, чтобы оставлять его на кончике.
Лудильщик наконечника (Plato #TT-95) представляет собой комбинацию бессвинцового припоя и очистителя. Пока паяльник прогрет до полной температуры, обваляйте его в оловянном жале. Когда вы скатываете его, он должен изменить цвет с черного на блестящий серебристый, так как запеченный флюс счищается. Затем сотрите излишки олова с паяльного жала и повторно залудите с помощью проволочного припоя. Не позволяйте названию одурачить вас — «кончик олова» не предназначен для того, чтобы оставлять его на кончике.
Полировальные бруски также доступны и используются для очистки наконечника от остатков флюса. Это следует использовать только в крайнем случае, потому что вы будете удалять железо вместе со сгоревшим флюсом. Как только на наконечнике появляются питтинги — настоящие дыры в железе — его пора заменить.
Сопутствующие товары:
- Губки Plato
- Очиститель латунных наконечников Plato
- Лудильщик наконечника Plato
Что лучше использовать для очистки паяльных наконечников: латунную подушечку brillo или губку?
Как и все остальное, у каждого есть свои плюсы и минусы:
Очиститель латунных наконечников
- Pro-Быстрый и простой в использовании, не требует пропитки водой и не вызывает термического шока. наконечник для пайки.
- Con – Абразивен, несмотря на то, что латунь мягче железа на конце наконечника. Он имеет тенденцию царапать хромированное покрытие, что предотвращает смачивание наконечника припоем. Это может привести к проникновению коррозии под покрытие, что сократит срок службы наконечника.
 наконечник для пайки.
наконечник для пайки.Не забудьте использовать колющие движения, используя латунный очиститель наконечника. Протирание поверхности увеличивает вероятность разбрызгивания расплавленного припоя.
Целлюлозная губка
- Pro – эффективный и быстрый способ очистки наконечника. Они поставляются с различными отверстиями или прорезями, чтобы сделать это еще быстрее и проще, а также чтобы избежать разбрызгивания расплавленного припоя.
- Con — охлаждает наконечник, поэтому требует, чтобы наконечник снова нагревался. Это также может привести к термическому удару наконечника, особенно если губка чрезмерно насыщена. Это может сократить срок службы наконечника из-за образования микротрещин в железном покрытии.

Убедитесь, что вы используете целлюлозную губку, предназначенную для очистки паяльных наконечников. Целлюлоза – это натуральный материал, получаемый из древесной массы. Он не расплавится и не повредит жало паяльника, как синтетическая губка. Губка не должна быть мокрой, только слегка влажной. Тщательно отожмите его после насыщения деионизированной (DI) водой. Рекомендуется деионизированная вода, чтобы предотвратить накопление минералов на жало паяльника. После того, как паяльное жало было очищено, не забудьте повторно оловить его, расплавив небольшое количество припоя на конце жала. Это предотвращает коррозию рабочего конца наконечника, выполненного из железа, при воздействии воздуха в течение определенного периода времени. Сопутствующие товары:
- Губки Платона
- Очиститель латунных наконечников Plato
Нужно ли счищать весь припой с жала после окончания пайки?
Общепринятой практикой является протирание паяльного жала перед тем, как положить его обратно в держатель. Это обнажает необработанное железо на рабочем конце наконечника, которое ржавеет на открытом воздухе. Добавьте любой остаточный флюс в смесь, и у вас будет преждевременно изъеденный паяльный наконечник. Перед перерывом или остановкой на день сотрите остатки флюса и припоя и повторно лужите, нанеся свежий припой на конец жала.
Это обнажает необработанное железо на рабочем конце наконечника, которое ржавеет на открытом воздухе. Добавьте любой остаточный флюс в смесь, и у вас будет преждевременно изъеденный паяльный наконечник. Перед перерывом или остановкой на день сотрите остатки флюса и припоя и повторно лужите, нанеся свежий припой на конец жала.
Что можно сделать, чтобы увеличить срок службы паяльного жала?
После перехода со свинцовых припоев на бессвинцовые припои часто жалуются на короткий срок службы наконечника. Более высокая температура, необходимая для бессвинцовых припоев и флюсов, в сочетании с большей активностью приводит к более быстрому выгоранию наконечника. Часто кончики чернеют, припой капает и просто стекает с конца наконечника. Его также можно назвать «холодным наконечником», но будьте осторожны, не прикасайтесь к нему голыми пальцами!
Жала для пайки имеют медный сердечник, передающий тепло от нагревательного элемента к рабочему концу (наконечнику жала). Поскольку медь очень мягкая, легко подвергается коррозии и изнашивается, для покрытия меди используются другие металлы, включая внешний слой железа. Хотя железо очень твердое, в конце концов оно все равно подвергается коррозии. Кроме того, он может быть покрыт флюсом и другими загрязнениями, что может привести к обезвоживанию. Коррозия и высыхание замедляют пайку и, в конечном итоге, потребуют утилизации наконечника. Хотя все наконечники отправятся в мусорное ведро, оператор может предпринять несколько шагов, чтобы увеличить срок службы наконечников:
Поскольку медь очень мягкая, легко подвергается коррозии и изнашивается, для покрытия меди используются другие металлы, включая внешний слой железа. Хотя железо очень твердое, в конце концов оно все равно подвергается коррозии. Кроме того, он может быть покрыт флюсом и другими загрязнениями, что может привести к обезвоживанию. Коррозия и высыхание замедляют пайку и, в конечном итоге, потребуют утилизации наконечника. Хотя все наконечники отправятся в мусорное ведро, оператор может предпринять несколько шагов, чтобы увеличить срок службы наконечников:
- Выключить огонь
- Тщательно очистите наконечник
- Лужение паяльного жала
- Используйте специальные чистящие средства
Если вы покидаете паяльную станцию более чем на 5 минут, выключайте ее. Когда вы оставляете станцию включенной, жало остается при температуре пайки, что еще больше сокращает срок службы жала. Современное паяльное оборудование нагревается до температуры пайки за считанные секунды, поэтому экономия времени не стоит сокращения срока службы жала.
Сопутствующие товары:
- Губки Plato
- Очиститель латунных наконечников Plato
- Лудильщик наконечника Plato
Когда следует выбрасывать старое жало?
Когда наконечник черный и высыхает (припой не прилипает к нему), что называется «холодным наконечником», его обычно можно очистить и использовать снова. Как только появятся питтинги и видимая коррозия, пришло время для нового наконечника. Внешняя сторона паяльного жала покрыта железом поверх теплопроводного медного центра. Это защищает мягкую, подверженную коррозии медь от агрессивных флюсов. Как только флюс пройдет через железное покрытие через ямки, наконечник будет быстро съеден.
Как избежать коррозии печатной платы после окончания пайки?
Остатки флюса могут вызвать рост дендритов и коррозию на сборках печатных плат, поэтому убедитесь, что вы используете лучшие методы очистки платы. В конце концов, компоненты были заменены, а излишки припоя удалены…
- Тщательно очистите участок качественным средством для удаления флюса.
- Наклоните доску, чтобы очиститель и остатки стекали.
- При необходимости осторожно протрите печатную плату щеткой из конского волоса или безворсовой салфеткой, а затем промойте.
- При использовании салфетки убедитесь, что на печатной плате не остаются волокна или ворсинки, которые впоследствии могут вызвать проблемы.
Это необязательный шаг для флюса без очистки, но все же хорошая идея для плат с высокой плотностью или высоким напряжением. Это абсолютно необходимо, независимо от типа флюса, если вы планируете после ремонта нанести защитное покрытие.
Сопутствующие продукты:
- Techspray G3 Flux Remover
- Средство для удаления флюса Techspray E-LINE
- Кисти Techspray
- Салфетки Techspray
10 советов по качественной пайке
- Начните с чистой поверхности.
- Подберите размер проволочного припоя к тому, что вы паяете.
- Подберите паяльное жало к тому, что вы паяете.
- Тщательно выбирайте припой и флюс.
- Содержите наконечник в чистоте и лужите.
- Выберите температуру пайки, достаточно высокую для эффективного плавления припоя, но не слишком высокую.
- Удерживайте паяльное жало у вывода и точки контакта/площадки до тех пор, пока они не нагреются до нужной температуры.
- Нанесите достаточное количество припоя, чтобы покрыть контактную площадку и окружить вывод.
- При необходимости обрежьте выводы с помощью острых ножниц, но не подрезайте в местах пайки.
- Удалите остатки флюса с места пайки качественным средством для удаления флюса.
Сопутствующие товары:
- Паяльные жала Plato
- Свинцовые ножницы Plato
- Средство для удаления флюса Techspray G3
- Techspray E-LINE Flux Remover
На этом наше Полное руководство по электронной пайке заканчивается. Остались вопросы о том, какие продукты для пайки лучше всего подходят для ваших приложений? Свяжитесь с нами по телефону 678-819-1408 или отправьте нам сообщение здесь.
Остались вопросы о том, какие продукты для пайки лучше всего подходят для ваших приложений? Свяжитесь с нами по телефону 678-819-1408 или отправьте нам сообщение здесь.
Какова правильная температура пайки?
Автор
Мэтью Уоллакер
Делиться
Твитнуть
Делиться
Делиться
Делиться
Электронная почта
Определение идеальной температуры пайки приходит с практикой, но вы можете получить преимущество с помощью этих советов.
Как паять — это обязательный навык для каждого энтузиаста DIY. Для достижения наилучших результатов вы должны приобрести паяльную станцию, позволяющую контролировать температуру. Но какова правильная температура пайки?
Мы подробно рассмотрим, как правильная температура пайки поможет вам получить эти гладкие соединения.
Какую температуру пайки следует использовать?
Правда в том, что на этот вопрос нет универсального ответа. Температура плавления легированного припоя, который является наиболее распространенным типом припоя, составляет от 360 до 370 градусов по Фаренгейту (или от 180 до 190 градусов по Цельсию, если вы привыкли использовать метрическую систему).
Температура плавления легированного припоя, который является наиболее распространенным типом припоя, составляет от 360 до 370 градусов по Фаренгейту (или от 180 до 190 градусов по Цельсию, если вы привыкли использовать метрическую систему).
Итак, температура вашего паяльника должна быть выше на 68-86 градусов по Фаренгейту (от 20 до 30 градусов по Цельсию).
Как найти лучшую температуру пайки
Если вы все еще изучаете основы пайки, вам может потребоваться некоторое время, прежде чем вы сможете уверенно установить температуру пайки, прежде чем приступить к работе. Чтобы облегчить вашу работу, вот несколько вещей, на которые вы должны обратить внимание при пайке:
Припой типа : Вы можете разделить припои на два типа в зависимости от их состава — свинцовые и бессвинцовые. Припой на основе свинца представляет собой комбинацию свинца и олова и становится жидким при температуре 374 градуса по Фаренгейту (190 градусов по Цельсию). Из-за проблем со здоровьем и окружающей средой бессвинцовый припой стал популярной альтернативой.
Бессвинцовый припой имеет более высокую температуру плавления, около 544 градусов по Фаренгейту (или 230 градусов по Цельсию). Для достижения наилучших результатов вам следует ознакомиться с таблицей температур пайки Питера Виса.
Размер наконечника для утюга : Вы должны использовать наконечник для утюга, который подходит для данной работы. Большой железный наконечник будет иметь лучшую теплопередачу из-за большой контактной поверхности. Таким образом, вы можете установить более низкую температуру. Наконечник меньшего размера будет не таким эффективным, но даст вам большую точность при пайке.
Кроме того, если наконечник утюга грязный, вы столкнетесь с неэффективной передачей тепла. Когда это произойдет, припой может не расплавиться полностью, и в итоге вы получите «холодные соединения». В этом случае вам придется исправить свою ошибку, отпаяв. Итак, очищайте паяльные инструменты, когда закончите их использовать, чтобы облегчить себе жизнь.