Содержание
Тест-драйв сварочных инверторов для ММА-сварки
При покупке сварочного аппарата желательно убедиться в его качестве, проверив оборудование на практике. Так получится оценить максимальную и минимальную силу сварочного тока, продолжительность нагрузки, эффективность охлаждения и пр. Но не в каждом магазине есть условия для этого (могут только включить в розетку, показать как бегают амперы на табло и дует вентилятор). Покупая товар через интернет все это получится попробовать уже после передачи денег. Конечно, не понравившийся товар можно вернуть, но это лишняя морока. Мы провели тест-драйв самых популярных инвертором ММА за вас и сейчас честно обо всем расскажем.
- Суть тест-драйва
- Обзор претендентов ТОП-5
- Советы по выбору
Суть тест-драйва
Не всегда прописанные в характеристиках параметры аппаратов для ММА сварки соответствуют действительности, особенно когда речь идет о бытовых инверторах. Такие модели заведомо не созданы для частой эксплуатации (от того и цена их низкая), а потому некоторые производители завышают данные в описании, чтобы повысить спрос. Мы взяли 5 самых продаваемых ММА инверторов и опробовали их в работе. Еще наши специалисты вскрыли их корпуса и оценили качество сборки. Все это поможет вам разобраться, какой аппарат с инверторной технологией выбрать для РДС сварки в своих обстоятельствах.
Такие модели заведомо не созданы для частой эксплуатации (от того и цена их низкая), а потому некоторые производители завышают данные в описании, чтобы повысить спрос. Мы взяли 5 самых продаваемых ММА инверторов и опробовали их в работе. Еще наши специалисты вскрыли их корпуса и оценили качество сборки. Все это поможет вам разобраться, какой аппарат с инверторной технологией выбрать для РДС сварки в своих обстоятельствах.
Обзор претендентов ТОП-5
Приведенные ниже инверторы стоят относительно дешево и имеют мощность сварочного тока до 200 А. Это бытовые модели, которые пригодятся на даче, в гараже, небольшой мастерской. Какой инвертор ММА лучше, решать вам, рассмотрев их плюсы и минусы.
NEON ВД-163
Советы по выбору
Лучше покупать инвертор ММА, который вы видели изнутри. Так можно оценить:
- качество сборки;
- увидеть количество плат;
- устройство воздушного охлаждения;
- толщину лака на платах, служащего изоляцией;
- элементы защиты.


Например, между платами и стенками корпуса должны быть диэлектрические перегородки, защищающие от контакта или удара при падении. Но в магазине никто разбирать аппараты не будет (вскрытие пломб или срыв контрольных наклеек автоматически ведет к потере гарантии). Поэтому ознакомиться с внутренним видом сварочных аппаратов РДС, представленных в тест-драйве, можно, посетив нашу галерею.
Покупая инвертор для ММА сварки, учитывайте максимальную силу тока, которую способен выдать аппарат. Не у всех она соответствует фактической (благодаря тест-драйву вы знаете у кого это так), поэтому берите модель с запасом по параметру.
Если работа предполагается за столом, достаточно кабелей 1.2-1.5 м. В других случаях с коротким кабелем держателя придется часто переставлять аппарат. Ремонт забора или возведение теплицы лучше выполнять с проводами 2.5-3 м.
Монтаж металлических ферм на крыше гаража или сарая удобнее проводить, подвесив инвертор на плечо. Здесь важен вес оборудования, ведь держать его придется не 20 минут. Real ARC 160 с массой 3.5 кг здесь смотрится более выигрышно.
Здесь важен вес оборудования, ведь держать его придется не 20 минут. Real ARC 160 с массой 3.5 кг здесь смотрится более выигрышно.
Ответы на вопросы: тест-драйв сварочных инверторов для ММА-сварки
Что можно делать самому с инвертором, чтобы не потерять гарантию?
СкрытьПодробнее
Корпус разбирать нельзя. Менять разболтанные силовые разъемы, колесико настройки или кнопку включения — нельзя. Допускается самостоятельная продувка от пыли при помощи сжатого воздуха. Используйте для этого компрессор, направив струю через перфорацию на фронтальной панели.
Как продлить срок службы бытового инвертора ММА?
СкрытьПодробнее
Не превышайте продолжительность нагрузки, давайте аппарату остывать. Во время работы ставьте его повыше от пола (на стул, стол, подвешивайте за ремень), чтобы в него попадало меньше пыли. Следите, чтобы ничего не накрывало работающий инвертор и не загораживало отверстия перфорации. Раз в месяц продувайте сжатым воздухом.
Следите, чтобы ничего не накрывало работающий инвертор и не загораживало отверстия перфорации. Раз в месяц продувайте сжатым воздухом.
Что нужно, чтобы переделать инвертор ММА под TIG сварку?
СкрытьПодробнее
Для переделывания инвертора ММА в аппарат для аргонодуговой сварки потребуется приобрести вентильную горелку, вольфрамовые электроды, баллон с аргоном и редуктор, а также 5-10 м газового шланга. Кабель массы используется тот же, что и при ММА сварке.
Где хранить сварочный аппарат?
СкрытьПодробнее
Когда сварочное оборудование не используется, его убирают в закрытое место (коробок, тумбочку, кейс), чтобы внутрь не летела пыль. Температура хранения не важна (у многих моделей разрешена -30…+50º С), а вот сухость принципиальна. Влажность воздуха не должна превышать 80%.
Насколько важен дисплей в аппарате для РДС сварки?
СкрытьПодробнее
Выставить точные значения необходимо при сварке тонких металлов 0.8-1.0 мм. Здесь принципиален каждый ампер. Для работы с сечением 1.5-3 мм допускается установка примерных значений. Еще дисплей пригодится новичкам, чтобы все сделать по инструкции. Опытные сварщики выставляют ток «под себя», пробуя дугу на черновой детали, поэтому могут обходиться без экрана.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотр
Сварочный инвертор NEON ВД-163
13 900 руб
Купить
Быстрый просмотр
Сварочный инвертор СВАРОГ REAL ARC 160 (Z240)
7 250 руб
Купить
Быстрый просмотр
Сварочный инвертор РЕСАНТА САИ-160
5 690 руб
Купить
Быстрый просмотр
Сварочный инвертор Форсаж-180
17 690 руб
Купить
Быстрый просмотр
Сварочный инвертор БАРСВЕЛД Profi ARC-187 D (220 В)
15 600 руб
Купить
Быстрый просмотр
Электроды МР-3С ⌀ 3,0 мм
165 руб / кг
Купить
2. ВЕС:
ВЕС:
пачка 1 кг
- пачка 1 кг
- пачка 3 кг
- пачка 5 кг
ПРОИЗВОДИТЕЛЬ:
ЛЭЗ
- СЗСМ (Ротекс)
- ЛЭЗ
- Ярославль
- Тольятти
- СТАСВА (НЭЗ)
Быстрый просмотр
Электроды МР-3С ⌀ 2,0 мм
346 руб / кг
Купить
2. ВЕС:
ВЕС:
пачка 1 кг
- пачка 1 кг
ПРОИЗВОДИТЕЛЬ:
СЗСМ (Ротекс)
- СЗСМ (Ротекс)
- ЛЭЗ
- Ярославль
- Тольятти
Page not found — VDI-UA
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
- Главная
- Полуавтоматы
- Элсва ПДГ
- SSVA MIG
- Патон ПСИ
- Альтаир МИГ
- Jasic MIG
- Энергия Сварка
- Инверторы MMA
- Элсва ВД
- SSVA
- Патон ВДИ
- Энергия ГмбХ
- Альтаир
- DECA MMA
- GYSmi MMA
- Jasic
- Инверторы TIG
- TIG DC
- SSVA TIG
- Патон АДИ
- Jasic TIG
- Welding Dragon TIG
- Газосварка
- Мундштук режущий PNME 1/32
- Мундштук резка PNME 3/64
- Мундштук резки PNME 1/16
- Мундштук режущий PNME 5/64
- Режущий мундштук PNME 3/32
- Мундштук резка PNME 7/64
- Мундштук режущий PNME 1/8
- Плазменная резка
- Плазморез Промінь CUT 47 Профи
- Система охлаждения
- Кулер 9L
- Кулер 12L
- Патон
- ВДИ-mini-150
- ВДИ-160Е
- Фотогалерея ВДИ-160Е
- Фото изнутри ВДИ-160 Е
- ВДИ-200Е
- Фото ВДИ-200 Е
- Изнутри ВДИ-200 E
- Внутри ВДИ-200 E (2018г)
- ВДИ-250Е
- Фотографии
- Внутренности
- Изнутри ВДИ-250Е (2018)
- ВДИ-160P
- Фото
- Изнутри ВДИ-160P
- ВДИ-200P
- Фотогалерея
- Фото изнутри
- ВДИ-250P
- ВДИ-350Р
- ВДИ-500P
- ПСИ-160S DC
- ПСИ-200S DC
- ПСИ-250S DC
- ПСИ-270S DC (380V)
- ПСИ-200Р DC
- ПСИ-250P DC
- ПСИ-270P DC(380V) 15-2
- ПСИ-350P DC(380V)
- АДИ-160S (Аргон)
- АДИ-200S (Аргон)
- Фото АДИ-200S
- Изнутри АДИ 200S
- АДИ-200PAC (AC/DC)220V
- ПРИ-40S DC (Плазма)
- Фото плазмы изнутри
- СТШ-315СГД AC MMA/TIG
- СТШ-400СГД AC MMA/TIG
- ВД-310H DC MMA (выпрямитель)
- ВД-400СГД AC/DC MMA/TIG (выпрямитель)
- ВД-500 DC (выпрямитель)
- ПС-254-1 DC MIG/MAG
- ПС-350-1 DC MIG/MAG
- ПС-253. 2 DC MIG/MAG
- ПС-351.2 DC MIG/MAG
- Подающее БП-608
- ВС-650СР DC MIG/MAG/MMA
- ВДМ-6303П выпрямитель
- ВДМ-1202П выпрямитель
- ВДУ-1202П выпрямитель
- Днепровелдинг
- ВДИ-160
- ВДИ-180
- Фото изнутри ВДИ 180
- ВДИ-220
- Фото изнутри ВДИ 200
- ВДИ-280
- Фото изнутри ВДИ 250
- ВДИ-350
- ВДИ-400
- ВДИ-250А TIG Pulse
- Элсва (Запорожье)
- ВД-160И
- Фото изнутри Элсвы 160
- Фото ВД-160И
- ВД-161И
- Внутренности Элсва ВД-161И
- ВД-180И
- Фото ВД-180И
- Фото изнутри Элсвы 180
- ВД-200И
- Фото внутренностей Элсва ВД-200И
- ВД-200ИН (60 мес гарантия)
- ТУРВЕЛД ВД-220П
- ПДГ-180И
- Фото ПДГ
- ПДГ-180ИН (Норма)
- Фото ПДГ-180ИН
- Изнутри ПДГ-180 ИН
- ПДГ-180ИЕ
- Фотогалерея Элсва ПДГ-160ИЕ
- ПДГ-220И
- ПДГ-220ИН
- ПДГ-220ИЕ
- Фото ПДГ 220
- Изнутри ПДГ-220
- Атом (Запорожье)
- Атом I-160C
- Атом I-180M
- Фото Атома
- Атом I-180D
- Атом I-250D
- Атом I-180 MIG/MAG
- Техмик (Ровно)
- Techmics 165
- Techmics 185
- Фото аппарата
- Фото в разобранном
- Techmics 205
- ИИСТ (Херсон)
- Инвертор ИИСТ-140
- Фото внутренностей ИИСТ-140
- Инвертор ИИСТ-160
- Фото изнутри ИИСТ-160
- ИИСТ Колибри
- Инвертор ИИСТ-250
- Видео работы аппаратов
- SSVA (Харьков)
- SSVA-mini-140
- SSVA-mini «Самурай»
- Фото инвертора
- Изнутри фото
- Подключение SSVA-PU
- SSVA-mini-P «Самурай»
- Фото полуавтомата
- фотографии внутенностей
- SSVA-160-2
- Фото SSVA-160-2
- Фото изнутри SSVA-160-2
- SSVA-160 new
- Видео Краш
- SSVA-160-2 (TIG)
- Foto SSVA-160(TIG)
- Изнутри SSVA-160-2 (TIG)
- SSVA-270
- Фото SSVA-270
- Фото внутренностей SSVA-270
- SSVA-180-P
- Фото SSVA-180P
- FOTO SSVA-180P(2017)
- Фото изнутри SSVA-180P
- Foto внутри SSVA-180P(2017)
- Видео сварки
- SSVA-180P (TIG)
- Фото SSVA180P TIG
- Внутренности SSVA 180 TIG
- SSVA-270P
- SSVA-270P (380V 4 rolika)
- Фотогалерея
- Внутренности ССВА-270Р
- SSVA-500
- SSVA-PU
- SSVA-PU (4 ролика)
- SSVA-PU2
- Foto SSVA-PU2
- SSVA-PU3
- SSVA-PU-500
- SSVA+TIG
- Сертификаты и руководства
- GYSmi
- Фото изнутри Gysmi 131
- GYS 160 P
- GYSmi E163
- GYSmi 200P
- GYS E200 FV
- Фото изнутри Gysmi 161
- GYSmi165
- Фото изнутри Gysmi 165
- GYSmi 196FV
- GysMaster 206 FV
- Gys TIG 167 HF DC
- GYS TIG 168 DC HF
- GYSmiTIG 200 DC FV
- Gysmi 207 AC/DC
- Фото изнутри Gysmi 207
- Полуавтомат GYS PEARL
- Buddy ARC 180
- Фото инвертора
- Фотографии внутренностей
- DECA
- Starmicro 150
- Starmicro 180
- Starmicro 205
- Mastro 518 HD GEN
- MASTRO 32 GEN
- MASTRO 40 GEN
- MASTRO 50 GEN
- MOS 115 Evo
- MOS 138 Evo
- MOS 150 GEN
- MOS 168 Evo
- MOS 170 GEN
- MOS 210 GEN
- MOS 138E MMA&TIG набор
- TIG MASTROTIG 200 ET17/4M
- TIG DECATIG 200E AC/DC
- MIG STARTWIN 135E
- MIG STARWIN 165/1 EVO
- MIG STARWIN 180E
- I-PAC 1235
- I-PAC 1235K (с компрессором)
- PAC MASTROPAC 55 S45 /6m
- Jasic
- Super mini (Z237)
- ARC-160 (Z238)
- ARC-160
- Фото инвертора
- Фото изнутри
- ARC-180
- ARC-200 (Z209)
- ARC-200 (Z224)
- ARC-250 (R112)
- ARC-250 (Z230)-1Фаза
- ARC-250 (Z227)
- ARC-315 (R114)
- ARC-350 (Z299)
- ARC-400 (Z312)
- ARC 500 (R11)
- ARC-630 (Z321)
- TIG-160
- Фотографии JASIC TIG-160
- TIG-180P DC (W211)
- TIG-180 (W119)
- TIG-200P DC (W224)
- TIG-200P DC (W212)
- Фото TIG-200P
- Изнутри TIG 200P
- TIG-200P AC/DC (E101)
- TIG-200P AC/DC (E201)
- TIG-250P AC/DC
- TIG-315P AC/DC (E103)
- TIG-315P AC/DC (E106)
- TIG-500P AC/DC (E312)
- JASIC CT-416
- Фотогалерея
- Фото изнутри
- CUT-40
- CUT-60
- CUT-70
- CUT-80
- CUT-100
- CUT 160 (J47)
- MIG-160 (N219)
- MIG-200 (N220)
- MIG-250 (J246)
- MIG-250 (N208)
- MIG-250 (N290) 3F
- MIG-315 (N202)
- MIG-350 (J1601)
- MIG-350 (N293)
- MIG-350P (N316) Sinergik
- MIG-400 (N361)
- MIG-500 (N308)
- MZ-1000(M308) Трактор
- Welding Dragon
- TIG250P DC 380V
- TIG280P DC digital 380V
- TM200ACD Pulse HF
- AC/DC 200P (5A) 220V
- ProTIG 200AC/DC-220V
- ProTIG 250AC/DC-220V
- Изнутри ProTig 250 AC/DC
- ProTIG 315AC/DC-380V
- DigiTIG250P ACDC MIX 220V
- DigiTIG320P ACDC MIX 380V
- CUT-40 (Плазма 220В)
- iCUT-60 (Плазма 380В)
- iCUT-80 (Плазма 380В)
- iCUT-100 (Плазма 380В)
- JSCUT-200 (Плазма 380В)
- CT-416A (220В)
- Modern Welding
- MMA 140
- Фото
- Внутренности
- MMA 200
- Фотографии
- Изнутри
- Telwin
- Force 145
- Force 165
- Force 165 фотогалерея
- Force 165 изнутри
- Force 195
- Днипро-М
- САБ-250Н
- САБ-210
- САБ-255К
- САБ-258ДП
- САБ-250ДПК
- MMA 250B
- Энергия-сварка
- ВДС-160 Шмель
- ВДС-180 Шмель new
- ВДС-180 Шмель
- ВДС 180 фото
- Внутренности инвертора
- Изнутри new
- ВДС-205 Шмель
- Обновленный вариант
- Фото изнутри Шмель
- Сварка вымостки
- ВДС-205 TIG Шмель
- ПДГУ-180 инвертор
- Фото ПДГ-180
- Фото внутренностей ПДГ180
- ПДГУ-207 Патриот
- ПДГУ-350
- ПДГУ-500
- ПДГ-125
- ПДГ-160
- ПДГ-215
- ПДГ-216
- ПДГ-315
- Тесты и видеоматериалы
- Тест ПН Jasic Патон IMS1700
- Просадка сети до 100В
- Работа сварочного инвертора от удлиннителя
- ВДС-180 Шмель
- Hutong MMA-200I
- Патон ВДИ-160S
- Telwin force 165
- Modern welding MMA140
- Элсва ВД-160И
- Атом I-180M
- SSVA-mini Самурай
- Тест электродами на 200А
- ПАТОН ВДИ 200M DC TIG
- ВДС-205
- Элсва ВД-200И
- SSVA-160-2
- Тест электродами на 160А
- Тест Элсва ВД-160И
- Тест ИИСТ-160
- Тест GYSmi 165
- Тест ПАТОН ВДИ-160S
- Тест Jasic ARC-160
- Тест инверторов
- Тест ИИСТ, Шмель, SSVA и Патон
- Фото и видеоматериалы теста.
- Фото и видеоматериалы теста.
- Проверка на ПН Шмеля, Патон и SSVA
- ПН на 160А
- Фото проведенного теста
- ПН на максимальн. токе
- Внутренности Патон ВДИ 200
- Вертикальный шов ВДС и SSVA
- Сварка тонкого металла
- Сварка тонкого металла 2
- Тест электродов
- Вэжен (Болгария)
- Искра (АНО-29)
- Патон (АНО-21)
- Standart (АНО-4)
- Askaynak (AS B-255)
- Askaynak (AS R-143)
- Вистек (АНО-4)
- Патон (АНО-4И)
- Тест электродов 2
- Аналог Монолит АНО-36
- Аналог УОНИ
- Аналог ЦЛ-11
- Статьи
- Как выбрать сварочный аппарат
- Как выбрать сварочный инвертор
- Что такое сварочный инвертор
- Что такое полуавтомат
- Сварка аргоном
- Ручная дуговая сварка
- Книги о инверторах
- История инвертора
- Плазморезы
- Выбор расходников плазменной резки
- Выбор вольфрамовых электродов
- Фотогалерея
- Фото Ижмаш ИС-2500
- Элсва ПДГ 220ИЕ и SSVA-180P
- Элсва ПДГ-220 и ВД-160
- Techmics и Элсва
- Элсва подарочный вариант
- Элсва и Jasic
- ИИСТ Элсва и Альтаир
- SSVA и Элсва
- Днепровелдинг и Элсва
- Jasic, Шмель, Днепровелдинг и Элсва
- Выставка INTERBUDEXPO 11
- Инструменты
- Патон Экспо 2011
- Пром Форум 2011
- Маска Хамелеон
- Косынка
- Подшлемник ткань
- Подшлемник спилка
- Кожаная, хамелеон
- МЗП-390
- МЗП-460
- Gradient W411
- МЗП-470П
- МЗП-485
- Gradient W821
- МЗП-733A
- МЗП-800BP
- Gradient W997
- WH 4001
- WH 7401
- WH 8000/8512
- Optech S777
- Artotic SUN7B
- DECA WM 23 LCD
- DECA WM 31 LCD
- DECA WM 35 LCD
- BINZEL ADF 600S
- ESAB Warrior Tech
- Хамелеон Патон
- Most 777
- Маска откидная
- Маска сварщика откидная
- Маска Sparta
- Расходные
- Электрододержатели, масса
- Штекер DKJ 10-25
- Гнездо панельное 10-25
- Штекер 35-50 Папа
- Панельное гнездо 35-50 Мама
- ABI-CM / BSB 10-25 (папа)
- ABI-CM / BSB 35-50 (папа)
- MK150-масса
- MK200-зажим
- MK300-зажим
- MK400-зажим
- DE2200
- DE2300
- DE2400
- DE2500
- ESAB Handy-200
- ESAB Confort-200
- Горелки MIG/MAG
- MB 15 AK (Black Wolf) MIG
- MB EVO PRO 15
- BW 26 KD (Black Wolf) MIG
- RF GRIP 25
- RF GRIP 36LC
- NBC-200A Spool gun
- Расходные MIG/MAG
- 08-M6-25mm
- 1,0-M6-25mm
- Ролик 30х22х10 (0,8-1,0) — V
- Ролик 30х22х10 (1,0-1,2) — V
- Ролик 35х25х8 (0,8-1,0) — V
- Ролик 35х25х8 (1,0-1,2) — V
- Ролик 30х10х10 (0,6-0,8) — SSVA
- Ролик 30х10х10 (0,8-1,0) — SSVA
- Ролик 30х10х10 (1,0-1,2) — SSVA
- KZ-2 евроразъем (мама)
- Спрей Binzel NF
- Горелки TIG
- WP-17 4,0м
- WP-17V 4,0м
- WP-17 V (N)(Black Wolf)
- ABITIG GRIP 17
- ABITIG GRIP 26 TIG
- WP-26 (Black Wolf) TIG
- Головки TIG
- WP-9
- WP-9P (прямая)
- WP-9F (гнущаяся)
- WP-9V (вентиль)
- WP-9FV (вентиль гибкая)
- WP-17
- WP-17F (гибкая)
- WP-17V (вентильная)
- WP-17FV (вентиль, гибкая)
- WP-18 (вода)
- WP-18F (вода, гибкая)
- WP-26
- WP-26V Вентиль
- WP-26F Гибкая
- Комплектующие TIG
- Цанга 1,0мм 50мм TIG
- Цанга 1,6мм 50мм ТИГ
- Цанга 2,0мм 50мм аргон
- Цанга 2,4мм 50мм TIG
- Цанга 3,0мм 50мм аргонная
- Цанга 3,2мм 50мм (ТИГ)
- Цанга 4,0мм 50мм (TIG)
- Корпус цанги 1,0мм
- Зажим цанги 1,6мм
- Корпус цанги 2,0мм
- Кнопка внешняя TIG
- Капа короткая ТИГ
- Капа длинная ТИГ
- Плазмотроны CUT
- Головка PT-31 (кнопка)
- Головка PT-31 (пистолет)
- Головка PT-31 (прямая)
- Плазмотрон PT-31
- Плазмотрон PT-31 FEIMATE
- Плазмотрон PT-31 RED
- Головка SG-55
- Плазмотрон AG-60 HF
- Ручка SG-55 (кнопка)
- Плазмотрон AG-60 (BEST)
- Головка P-80
- Головка P-80 кнопка
- Ручка плазмотрона P-80 кнопка
- Плазмотрон P-80 пистолет
- P-80 плазмотрон BEST
- Плазмотрон P-80 прямой
- ЧПУ P-80 металический
- Циркули CUT
- Циркуль PT-31
- Плазменный циркуль SG-55 (AG-60)
- Циркуль P-80
- Циркуль P-80 (магнит)
- P-80 ролик
- Циркуль A101/141
- Каретка Binzel (742. D051)
- Редукторы
- УР-6-6 mini GCE
- УР-6-6 GCE KRASS
- У30/АР40 аргон/СО2
- У30/АР40 КР СО2/Аргон
- БПО-5-3 GCE KRASS
- БПО-5-4 KRASS
- УР-6-6 (черный)
- УР-6 ДС (хром)
- Ar/CO2 HERCULES
- AFR-2000 Влагоотделитель
- AFC-2000 Осушитель
- Светофильтры
- Защитный пластик 90X110
- Стекло защитное для WH7401
- Стекло защитное для Optech S777
- PT-31 (CUT-40) расходные
- Электрод PT-31 (CUT40)
- Катод CUT40 CYS
- Электрод PT-31 CUT-40 короткий
- Электрод PT-31 (никель)
- Сопло CUT-40
- Сопла CUT-40 CYS
- Сопло PT-31 CUT 40 короткое
- Сопло PT-31 (никель)
- Завихритель CUT 40
- Колпачок PT-31
- SG-55 (AG-60) расходник
- Электрод SG-55
- Электроды SG-55 CYS
- Сопло SG-55
- Сопла SG-55 CYS
- Колпачок SG-55
- Колпачок AG-60 под пружину
- Пружина AG-60 дистанционная
- SG-51 (CUT-60)
- Электрод SG-51
- Сопла SG-51
- Диффузор SG-51
- Колпачок SG-51
- P-80 Panasonic
- Электрод P-80
- Сопло P-80 1,1mm
- Сопло P-80 1,3mm
- Сопло P-80 1,5mm
- Сопло P-80 1,7mm
- Сопло, электрод P-80 BEST
- P-80 катод BEST
- 1,1mm P-80 BEST
- 1,3mm P-80 BEST
- 1,5mm P-80 BEST
- 1,7mm P-80 BEST
- P-80 Prime ЧПУ
- Колпачок P-80
- Насадка P-80 (вода)
- A101/A141 Trafimet
- Электрод A101/A141
- Сопла A101/A141
- Пружина A101/A141
- Завихритель A101/A141
- Powermax 45
- Электрод 220669
- Завихритель 220670
- Сопло 220671
- Изолятор 220713
- Экран 220674
- Кожух 220719
- Колпак 220673
- Термопенал
- Термопенал TRB-5
- Перчатки сварщика
- Краги Nitras 20435
- Краги Vulkan (подкладка)
- Краги Triarma CSL-100 (подкладка)
- Электроды сварочные
- Для черной стали
- Монолит РЦ
- Монолит Professional (E50)
- Continent АНО-36 (E46)
- Standart РЦ (E46)
- Монолит МР-3 (E46)
- Арсенал АНО-21 (E46)
- Монолит УОНИ-13/55 (Е7018)
- AS B 255 (УОНИ)
- AS R 143 (АНО-36)
- Для цветных металлов
- AS Bronz
- Kobatek 213
- Kobatek 250
- Для нержавеющих сталей
- AS P 308L
- AS P 309L
- AS P 316L
- AS P 347
- Для жаропрочных сталей
- Наплавочные электроды
- Электроды TIG
- WL-20
- WT-20
- Контакты
 2 DC MIG/MAG
2 DC MIG/MAG
 D051)
D051)Как проверить сварочный трансформатор за 10 шагов
Проблемы с работой сварочного аппарата часто связаны со сварочным трансформатором. Вы можете выяснить, является ли трансформатор источником проблемы, выполнив серию быстрых тестов на трансформаторе. P вам не придется платить кому-то еще за диагностику проблем с вашим сварочным аппаратом.
Вы можете выяснить, является ли трансформатор источником проблемы, выполнив серию быстрых тестов на трансформаторе. P вам не придется платить кому-то еще за диагностику проблем с вашим сварочным аппаратом.
Как проверить сварочный трансформатор? Проверка сварочного трансформатора состоит из 10 шагов. Вот они:
- Выполните визуальный осмотр
- Выяснить шаблон проводки
- Получить мультиметровый
- Убедитесь, что мощность была отключена
- Двойная проверка Power
- Проверка.
- Проверка выходного напряжения
- Проверка целостности первичных обмоток
- Проверка целостности вторичных обмоток
- Устранение неполадок, связанных с производительностью сварочного аппарата
Вы сможете с легкостью выполнить эти 10 шагов по тестированию сварочного трансформатора, как только поймете, как выполнять каждый шаг. Ниже вы найдете подробное руководство по устранению неполадок со сварочными трансформаторами.
Ниже вы найдете подробное руководство по устранению неполадок со сварочными трансформаторами.
Содержание
1. Выполните визуальный осмотр трансформатора
Начните с получения руководства пользователя для вашего сварочного аппарата. Информация в этом документе может быть весьма подробной, в чем вы можете убедиться, если посмотрите руководство пользователя для одной конкретной модели сварочного аппарата MIG производства Hobart.
В глубине руководства по эксплуатации находится схема деталей в разрезе, показывающая многочисленные детали, включенные в сборку машины. Это поможет вам найти трансформатор для визуального осмотра. Он также покажет вам, где должны быть расположены различные части сварочного аппарата в случае, если вам нужно снять другие части, чтобы получить доступ к трансформатору.
Я настоятельно рекомендую делать хорошие фотографии, когда вы разбираете сварочный аппарат, чтобы получить доступ к трансформатору. Это поможет вам снова собрать сварочный аппарат. Фотографии также являются отличным способом показать что-то необычное производителю или ремонтнику без необходимости физически показывать им сварщика.
Это поможет вам снова собрать сварочный аппарат. Фотографии также являются отличным способом показать что-то необычное производителю или ремонтнику без необходимости физически показывать им сварщика.
Получив доступ к трансформатору, обратите внимание на следующие признаки возможной неисправности трансформатора:
- Признаки перегрева: деформации или оплавление внешней части трансформатора или частей вокруг него
- Не утруждайте себя проверкой трансформатора при наличии явных признаков перегрева
- Ослабленные соединения: ослабленных соединений могут привести к тому, что ваш трансформатор выйдет из строя.
- Вздутие: трансформатор необходимо заменить, если выявляется, что какая-либо его часть выпирает, это еще один признак повреждения от перегрева сварщик требует, чтобы вы понимали, как был собран трансформатор. Схема подключения должна быть указана в руководстве по эксплуатации. Большинство руководств по эксплуатации сварочных аппаратов содержат сложную электрическую схему.
В целом, трансформаторы, используемые при сварке, имеют следующую конструктивную схему:
- Первичные ответвители и вторичные ответвители расположены во вторичных обмотках
- Вторичная обмотка подключается к розетке или выключателю тока
- Одна сторона вторичной обмотки соединена со сварочным стержнем, а другая – со сварными деталями
- Первичные ответвители и вторичные ответвители расположены во вторичных обмотках
- Отводы первичной и вторичной обмотки служат для снижения напряжения в системе
- Переключатели ответвлений (входят не во все сварочные аппараты)
- Они позволяют сварщику регулировать напряжение поворотом крана
 Большинство руководств по эксплуатации сварочных аппаратов содержат сложную электрическую схему.
Большинство руководств по эксплуатации сварочных аппаратов содержат сложную электрическую схему. Как только вы получите общее представление о схеме подключения сварочного трансформатора, вы можно приступить к выполнению тестов, чтобы определить, как работает трансформатор, при этом используя недорогое оборудование.
3. Приобретите мультиметр
Первый шаг к проверке сварочного трансформатора — приобретение мультиметра, такого как цифровой мультиметр Etekcity. Недорогой мультиметр, такой как тот, который производит Etekcity, предоставит вам следующие возможности:
- Измерение переменного/постоянного напряжения от источника постоянного тока
- Сопротивление
- Диод
- Непрерывность цепи
Перечисленный выше мультиметр может использовать только для измерения постоянного тока. Если вам нужно измерить эти параметры в системе с переменным током, вам понадобится мультиметр, такой как этот цифровой мультиметр Etekcity для переменного тока.
Цифровой мультиметр с клещами Meterek является более универсальным вариантом. Он может точно измерять как переменное, так и постоянное напряжение и ток. Он также включает в себя специальный режим для проверки непрерывности, среди других функций режима.
Проверка непрерывности является важным этапом процедуры проверки сварочных трансформаторов, о чем будет сказано далее в этой статье.
Связанное чтение: В чем разница между сваркой на переменном и постоянном токе >> Переменный и постоянный ток
4. Убедитесь, что питание отключено
Перед подключением мультиметра или выполнением любых испытаний убедитесь, что система отключается от всех источников питания. Для таких машин, как сварочные аппараты, требуются «понижающие» трансформаторы, поскольку они требуют преобразования более высокого напряжения, поступающего в систему, в более низкое напряжение.
Именно по этой причине те, кто пытается сделать свои собственные элементарные аппараты для дуговой сварки в домашних условиях, будут тянуть трансформаторы от микроволновок для своих сварщиков. Трансформаторы предъявляют высокие требования к безопасности. Работа с системой, которая не была полностью отключена от источника питания, сопряжена с высоким риском поражения электрическим током.
По этой причине перед испытанием необходимо снять трансформатор и прокачать конденсаторы. Термин «прокачка конденсаторов» просто относится к действию, позволяющему разрядить конденсаторы.
Термин «прокачка конденсаторов» просто относится к действию, позволяющему разрядить конденсаторы.
Пока в трансформаторе есть стоковые резисторы, этот процесс не требует дальнейшего вмешательства перед переходом к следующему шагу.
Связанная статья: Средства индивидуальной защиты для сварщиков – СИЗ | Перечень и требования
Однако, если трансформатор не имеет стоковых резисторов, , может потребоваться короткое замыкание конденсаторов. По всей вероятности, трансформатор в вашем сварочном аппарате, вероятно, имеет резисторы стока, а это означает, что вы можете позволить резисторам самостоятельно отводить мощность от конденсаторов.
5. Двойная проверка, чтобы убедиться, что на трансформатор не подается питание
Рекомендуется дважды проверить, что на трансформатор не подается питание, с помощью мультиметра. Для начала убедитесь, что мультиметр или омметр установлен на самое низкое значение по шкале напряжения. Вы сделаете это, перемещая ручку, расположенную в центре мультиметра.
Вы сделаете это, перемещая ручку, расположенную в центре мультиметра.
Если вы не знаете, что делать, рекомендуем вам прочитать руководство по эксплуатации вашего мультиметра или посмотреть это полезное видео.
Как пользоваться мультиметром для начинающих – как измерять напряжение, сопротивление, целостность цепи и силу тока >> Посмотрите видео ниже показание 0. Если на экране мультиметра отображается любое значение, отличное от 0, регулируйте центральную ручку в секции напряжения до тех пор, пока на экране дисплея не появится показание 0.
6. Проверьте входное напряжение трансформатора
Первый тест, который вам нужно выполнить, это проверить входное напряжение трансформатора. Сварочные трансформаторы имеют первичную и вторичную катушки, как описано в книге «Принципы и применение сварки» .
Понижающий трансформатор, используемый при сварке, имеет больше витков проволоки в первичной обмотке, чем во вторичной обмотке.
Позволяет сварщику получать ток высокого напряжения с малой силой тока и преобразовывать его в ток низкого напряжения с большой силой тока для сварки.
Стороны входа и выхода трансформатора должны быть маркированы снаружи трансформатора. Если это не так, то вам необходимо свериться со схемой подключения, включенной в руководство пользователя сварочного аппарата.
Затем возьмите мультиметр и убедитесь, что он настроен на контрольное напряжение. Подсоедините по одному щупу мультиметра к каждой стороне клеммы входного напряжения и запишите значение напряжения, как показано на экране дисплея.
Убедитесь, что вы повторяете этот тест несколько раз, чтобы получить точные результаты. Странные показания могут быть результатом неправильного использования мультиметра.
После того, как вы определили, что у вас есть точные показания и стабильные результаты, вы можете сравнить показания напряжения с заявленным входным напряжением, указанным в разделе технических характеристик руководства пользователя.
Если входное напряжение не соответствует указанному входному напряжению, перейдите к проверке источника напряжения перед устранением неисправности трансформатора.
7. Проверьте выходное напряжение
Вам также необходимо проверить выходное напряжение трансформатора. Клеммы, на которые подается выходное напряжение, должны быть отмечены на трансформаторе.
Если вы не можете определить, на какую клемму подается выходное напряжение, посмотрите электрическую схему в руководстве пользователя сварочного аппарата.
По крайней мере, выходное напряжение должно быть меньше, чем входное напряжение понижающего трансформатора, типа трансформатора, обычно используемого при сварке. Если выходное напряжение больше или равно входному напряжению понижающего трансформатора, проблема может заключаться во вторичной обмотке.
Для измерения выходного напряжения сварочного трансформатора, убедитесь, что центральная ручка мультиметра настроена на считывание напряжения. Разместите по одному проводу на каждом конце выходной клеммы. Проверьте напряжение несколько раз, чтобы убедиться, что показания точны и непротиворечивы.
Разместите по одному проводу на каждом конце выходной клеммы. Проверьте напряжение несколько раз, чтобы убедиться, что показания точны и непротиворечивы.
Показания выходного напряжения должны быть как минимум в пределах разумного диапазона значения, указанного в разделе технических характеристик руководства пользователя для вашего сварочного аппарата.
Более дешевые мультиметры не обязательно являются самыми точными, но они вполне подходят для этих целей и обязательно дадут вам знать, попадает ли ваше проверенное значение в ожидаемый диапазон.
Если вы получите неожиданное значение, вам необходимо устранить неполадки со сварочным трансформатором. Если входное напряжение в норме, но выходное напряжение слишком низкое или высокое, , то, скорее всего, проблема во вторичных обмотках, как упоминалось ранее.
Это может быть ремонт, который вы можете сделать самостоятельно. Вы можете подумать о поиске электрика или компании по ремонту сварочных аппаратов, которые могут починить вторичную обмотку по цене, которая ниже, чем стоимость полной замены трансформатора.
Прежде чем продолжить чтение, вот статья , которую мы написали: Если ваш сварщик продолжает отключать выключатель, прочтите это руководство
8. Выполните проверку целостности первичных обмоток
Начните с перемещения ручки на мультиметре, чтобы считать сопротивление. Ручку нужно будет переместить в секцию омметра вашего мультиметра, чтобы вы могли начать измерение сопротивления.
Для начала соедините отдельные выводы мультиметра вместе. Мультиметр должен показывать непрерывность.
Непрерывность обычно отображается на мультиметре звуковым сигналом непрерывности. Многие мультиметры не имеют специального режима непрерывности , в отличие от этого универсального мультиметра .
К счастью, вы все еще можете измерять непрерывность на мультиметрах без специального режима проверки целостности цепи. В таких системах показания сопротивления должны быть близки к нулю.
Снимите проводку со стороны входа трансформатора. Затем прикоснитесь положительным и отрицательным выводами мультиметра к противоположным входным клеммам.
Затем прикоснитесь положительным и отрицательным выводами мультиметра к противоположным входным клеммам.
Значение сопротивления должно быть близко к 0 , что указывает на непрерывность. Если это не так, проверьте проводку несколько раз, чтобы убедиться, что проблема заключается в ложных показаниях мультиметра.
Если показания сопротивления по-прежнему выходят за пределы ожидаемого диапазона значений, вероятно, у вас неисправен трансформатор.
Эта проблема, скорее всего, указывает на необходимость полной замены трансформатора. По всей вероятности, не существует такого ремонта, который мог бы исправить сварочный трансформатор, который просто не работает вообще.
Как работают сварочные трансформаторы. Разборка и объяснение >> Посмотрите видео ниже
9.
 Проведите проверку целостности вторичных обмоток
Проведите проверку целостности вторичных обмоток
Вам также потребуется выполнить проверку целостности вторичных обмоток трансформатора. Отсоедините выходные провода от трансформатора. Убедитесь, что мультиметр настроен на считывание сопротивления.
Чтобы быть точным, сначала коснитесь 2 выводов мультиметра вместе, считывая сопротивление, чтобы убедиться, что мультиметр способен проверить непрерывность. Мультиметр издаст звуковой сигнал и/или покажет значение сопротивления, близкое к 0.
Затем подключите каждый провод к каждой выходной клемме. Мультиметр должен показывать непрерывность.
Если мультиметр не показывает целостность цепи, то следует проверить вторичную цепь на наличие короткого замыкания на массу, которое часто возникает из-за оголенного провода. В этом случае потребуется полная замена трансформатора.
10. Устранение неполадок, вызванных трансформатором
Проблемы с работой сварочного аппарата часто связаны с трансформатором.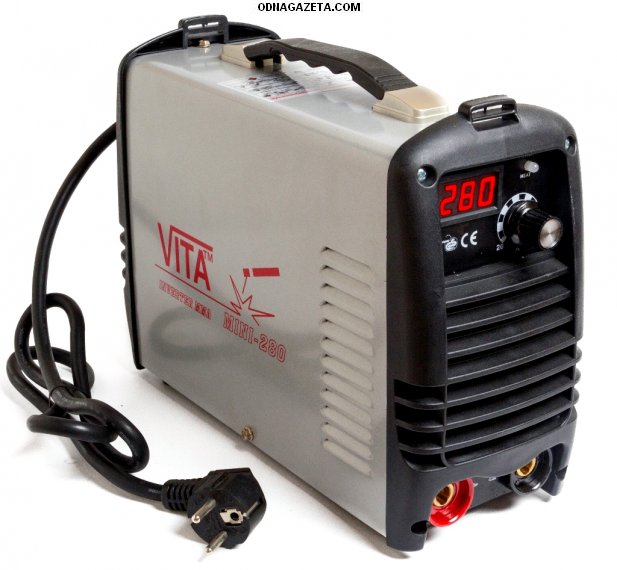 Операторы часто инстинктивно не думают, что это может быть причиной того, что их сварочный аппарат не работает должным образом.
Операторы часто инстинктивно не думают, что это может быть причиной того, что их сварочный аппарат не работает должным образом.
В руководстве по эксплуатации этого трансформатора для дуговой сварки указано, что разомкнутая цепь трансформатора является одной из потенциальных причин того, что сварщик вообще не сможет выполнять сварку. Вы также можете заметить, что при первом запуске сварочный аппарат работает нормально, но вскоре после этого перестает работать.
Если ваш сварочный аппарат работает от постоянного тока, то такая нерегулярная работа сварочного аппарата может быть результатом плохих внутренних соединений.
Часть вашей процедуры поиска и устранения неисправностей должна включать выполнение серии тестов трансформатора, чтобы убедиться, что неисправный трансформатор не является причиной проблем с производительностью.
Зачем все еще использовать сварочные аппараты на основе трансформаторов?
Большие дебаты в области сварочных ям противопоставляют инверторных сварщиков трансформаторным сварщикам. На протяжении большей части истории промышленности трансформаторные сварочные аппараты были нормой. Однако в конце 19Инженеры-программисты 80-х годов начали разрабатывать сварочные аппараты на базе инверторов.
На протяжении большей части истории промышленности трансформаторные сварочные аппараты были нормой. Однако в конце 19Инженеры-программисты 80-х годов начали разрабатывать сварочные аппараты на базе инверторов.
Сварочные инверторы используют технологию на основе кремния. Это компьютеризированные сварочные аппараты, которые могут легко регулировать силу тока без использования неуклюжих трансформаторов и выпрямителей, используемых в традиционных сварочных аппаратах.
Связанное чтение: Каковы преимущества инверторного сварочного аппарата?
Сварщики трансформаторов по-прежнему сохраняют свои достоинства. Во-первых, их намного легче ремонтировать. Подумайте, насколько проще ремонтировать старый автомобиль, чем ремонтировать современные автомобили с более сложными компьютерными системами.
По этой причине многим операторам удобнее использовать трансформаторные сварочные аппараты.
Сварочные аппараты-трансформеры также существуют гораздо дольше. Это означает, что на совершенствование характеристик трансформаторных сварочных аппаратов было потрачено больше времени, чем на инверторные сварочные аппараты. Справедливости ради следует отметить, что за последние годы инверторы немного отстали.
Это означает, что на совершенствование характеристик трансформаторных сварочных аппаратов было потрачено больше времени, чем на инверторные сварочные аппараты. Справедливости ради следует отметить, что за последние годы инверторы немного отстали.
Сварочные аппараты с инвертором по-прежнему дороже, чем сварочные аппараты с трансформатором , хотя средняя стоимость инверторов с годами снизилась. Если вы в основном свариваете литейную сталь в своем домашнем цеху, то вы обнаружите, что трансформатор по-прежнему вполне соответствует вашим требованиям.
Сварочные аппараты-трансформеры — действительно лучший вариант для сварщика-сделай сам, если принять во внимание цену.
Инверторы также обходятся дороже в ремонте после истечения срока гарантии, говорится в этой статье, опубликованной в The Fabricator . Инверторы — это дорогостоящее оборудование, которое нужно ремонтировать, особенно если вы сталкиваетесь с постоянными проблемами с компьютерной системой.
Трансформаторы менее затратны в ремонте или замене, потому что вы можете получить запасные части из отходов.
Сколько Ом должен считывать трансформатор?
Показания вашего омметра не должны иметь существенных различий между результатом его проверки и сопротивлением, указанным в паспорте трансформатора.
Сопротивление переменному току удерживается в проводах, намотанных вокруг его сердечника. Вы измеряете это, касаясь омметром красного и черного контактов на противоположных концах проводки трансформатора.
Если есть существенная разница между паспортными данными вашего трансформатора, вам следует рассмотреть вопрос о немедленной замене трансформатора.
Любое показание бесконечного сопротивления или OL может быть измерено как неисправность трансформатора и должно быть заменено.
Какая сторона трансформатора имеет более высокое сопротивление?
Какая сторона трансформатора имеет большее сопротивление? Входная сторона трансформатора (или первичная сторона) обычно имеет более высокое значение, поскольку в этой точке подключается основное электропитание. Выходная (или вторичная) сторона — это место, где электрический ток отправляется на нагрузку.
Выходная (или вторичная) сторона — это место, где электрический ток отправляется на нагрузку.
Напряжение на первичной обмотке понижающего трансформатора всегда больше, чем на вторичной обмотке, поэтому она имеет большее сопротивление, чем вторичная обмотка.
Значит, сторона с большим сопротивлением должна быть основной. Другие способы найти первичный источник:
- Используйте мультиметр в непрерывном режиме, , и вы можете проверить первичный, а затем вторичный провод, чтобы увидеть более высокое значение мультиметра.
- Если ваш трансформатор представляет собой трансформатор с центральным отводом, вы обнаружите, что первичная обмотка обычно имеет два провода, а вторичная обмотка — три провода.
- Если ваш трансформатор имеет маркировку, отображается первичное напряжение в верхней части трансформатора, а меньшее вторичное напряжение отображается в нижней части дисплея.
Как размагнитить сердечник трансформатора?
Как размагнитить сердечник трансформатора? Для размагничивания катушки трансформатора необходимо подать постоянный ток, причем его величина должна быть уменьшена за счет смены полярности направленного тока несколько раз.
Размагничивание имеет решающее значение для трансформатора, поскольку сердечник может иметь остаточную намагниченность после отключения от источника питания или остаточную намагниченность после измерения сопротивления обмотки.
Если ваш трансформатор не размагничен должным образом, это может вызвать высокие пусковые токи при повторном включении сердечника. Этот остаточный магнетизм может привести к повреждению катушек или снижению зажимного усилия.
Эти механические удары, вызванные перегрузкой по току, могут привести к ослаблению обмотки и механическому отказу.
Инверторные сварочные аппараты лучше, чем трансформаторные?
Обе машины имеют свои преимущества и недостатки в зависимости от таких факторов, как пространство, эффективность и долговечность.
Инверторы обычно используют меньше ампер для достижения того же напряжения, что и трансформатор, поэтому они более эффективны и производят более стабильную дугу. Трансформаторы имеют более высокие рабочие циклы и могут выполнять более тяжелые операции, чем инверторы.
Они также имеют более длительный послужной список долговечности, поскольку технология существует значительно дольше.
Инверторы занимают меньше места, чем трансформатор, поэтому подходят сварщикам, работающим в ограниченном пространстве. У инверторов больше рабочих частей, поэтому ремонт не так прост, как у более простого по конструкции трансформатора.
Первоначальная стоимость инвертора выше, чем у трансформатора, но благодаря сравнительно низкому потреблению электроэнергии (около 10%) ваш инвертор с течением времени экономит деньги.
Инверторы более универсальны с точки зрения материалов, чем трансформаторы с возможностью программирования GMAW и GTAW.
Однако, если ваши потребности просты и вы сосредоточены на низкоуглеродистой стали, трансформатор — это все, что вам нужно для прочной и надежной машины, которая прослужит вам долгое время.
Какой трансформатор используется при дуговой сварке?
Какой трансформатор используется в дуговой сварке? Чаще всего дуговые сварщики выбирают преобразователи на основе IGBT или MOSFET, работающие от сети в постоянный или синтезированный переменный ток, такие как Dekopro Arc Welder.
Хотя для дуговой сварки доступно пять источников питания, большинство современных сварщиков не выбирают трансформаторы сетевой частоты.
Несмотря на то, что простые системы с первичным отводом могут быть достаточно надежными для сварки MIG, перепады подачи могут быть проблематичными. Тиристорные регуляторы позволяют плавно регулировать мощность и могут использоваться для большинства целей сварки.
Связанное чтение: Что такое арочная сварка?
Инверторные источники питания обладают наибольшими преимуществами с точки зрения эффективности и производительности.
Они преобразуют сетевой переменный ток (50 Гц) в высокочастотный переменный ток перед выпрямлением в постоянный ток, подходящий для сварки.
Вот некоторые из моих любимых инструментов и оборудования
Спасибо за чтение этой статьи. Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта. Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Есть партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу небольшую комиссию. Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP )
Чтобы увидеть все мои самые актуальные рекомендации, проверьте этот ресурс , который я сделал для вас!
Рекомендуем прочитать:
Как сварить с помощью генератора?
Что такое многопроцессорный сварочный аппарат и когда вы его используете?
Справочник покупателя портативного сварочного аппарата: 5 вещей, на которые следует обратить внимание
Физические испытания, позиции сварки, сварочные аппараты и другие сварочные системы резки Плазменная сварка
ФИЗИЧЕСКИЕ ИСПЫТАНИЯ
13-12. ОБЩИЙ
а. Испытания, описанные в этом разделе, были разработаны для проверки навыков сварщика, а также качества металла сварного шва и прочности сварного соединения для каждого типа металла, используемого в боевой технике.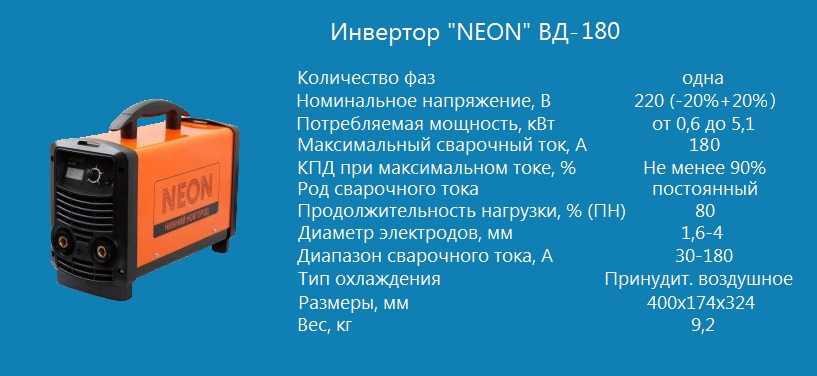
б. Некоторые из этих испытаний, такие как испытания на растяжение и изгиб, являются разрушительными, поскольку образцы для испытаний нагружаются до тех пор, пока они не разрушатся, поэтому можно получить желаемую информацию. Другие методы испытаний, такие как рентгеновские и гидростатические испытания, не являются разрушающими.
13-13. КИСЛОТНОЕ ТРАВЛЕНИЕ ТЕСТ
а. Это испытание используется для определения прочности сварного шва. Кислота воздействует или вступает в реакцию с краями трещин в основном металле или металле сварного шва и выявляет дефекты сварки, если таковые имеются. Он также подчеркивает границу между основным металлом и металлом сварного шва и, таким образом, показывает размер сварного шва, который в противном случае может быть нечетким. Этот тест обычно проводят на поперечном срезе сустава.
б. Для травления углеродистых и низколегированных сталей обычно используют растворы соляной кислоты, азотной кислоты, персульфата аммония или йода и йодида калия.
13-14. НАПРАВЛЯЕМЫЙ ТЕСТ НА ИЗГИБ
Качество металла шва на поверхности и в корне сварного соединения, а также степень проплавления и сплавления с основным металлом определяют с помощью управляемых испытаний на изгиб. Эти испытания проводятся на приспособлении (рис. 13-1). Эти образцы для испытаний изготавливаются из сварных пластин, толщина которых должна быть в пределах возможностей приспособления для гибки. Образец для испытаний помещают на опоры матрицы, которая является нижней частью приспособления. Плунжер, приводимый в действие сверху гидравлическим домкратом или другим устройством, заставляет образец вдавливаться в пресс-форму и обеспечивать ее форму. Чтобы выполнить требования этого испытания, образцы должны быть согнуты на 180 градусов, и, чтобы они были признаны пригодными, на поверхности не должно быть трещин размером более 1/8 дюйма (3,2 мм) в любом размере. Испытания на торцевой изгиб проводятся на приспособлении с лицевой стороной сварного шва, находящейся под напряжением (т. е. снаружи изгиба) (А, рис. 13-2). Испытания на корневой изгиб проводятся при растяжении корня шва (т. е. снаружи изгиба) (B, рис. 13-2). Образцы для испытаний на направленный изгиб также показаны на рис. 13-3.
е. снаружи изгиба) (А, рис. 13-2). Испытания на корневой изгиб проводятся при растяжении корня шва (т. е. снаружи изгиба) (B, рис. 13-2). Образцы для испытаний на направленный изгиб также показаны на рис. 13-3.
13-15. БЕСПЛАТНЫЙ ТЕСТ НА ИЗГИБ
а. Испытание на свободный изгиб было разработано для измерения пластичности металла шва, наплавленного в сварном соединении. Образец для испытаний вытачивают из сварной пластины со сварным швом, расположенным, как показано в A на рис. 13-4. Каждый угол по длине образца должен быть закруглен по радиусу, не превышающему одной десятой толщины образца. Следы инструмента, если таковые имеются, должны располагаться вдоль образца. На лицевой стороне на расстоянии 1/16 дюйма (1,6 мм) от края сварного шва наносятся две размеченные линии. Расстояние между этими линиями измеряется в дюймах и записывается как начальное расстояние X (B, рис. 13-4). Затем концы испытуемого образца сгибают под углом около 30 градусов, причем эти изгибы составляют примерно одну треть длины с каждого конца. Таким образом, сварной шов располагается по центру, чтобы гарантировать, что весь изгиб происходит в сварном шве. Первоначально согнутый образец затем помещают в машину, способную оказывать большое сжимающее усилие (С, рис. 13-4), и изгибают до тех пор, пока на поверхности образца не появится трещина размером более 1/16 дюйма (1,6 мм) в любом размере. сварка. Если трещины не появляются, изгиб продолжают до тех пор, пока образцы толщиной 1/4 дюйма (6,4 мм) или меньше не смогут быть испытаны в тисках. Более тяжелая пластина обычно испытывается на прессе или на приспособлении для гибки. Независимо от того, используются ли при испытании на свободный изгиб тиски или другой тип сжимающего устройства, рекомендуется обработать верхнюю и нижнюю контактные пластины гибочного оборудования так, чтобы поверхности были параллельны концам образца (E, рис.
13-4). Затем концы испытуемого образца сгибают под углом около 30 градусов, причем эти изгибы составляют примерно одну треть длины с каждого конца. Таким образом, сварной шов располагается по центру, чтобы гарантировать, что весь изгиб происходит в сварном шве. Первоначально согнутый образец затем помещают в машину, способную оказывать большое сжимающее усилие (С, рис. 13-4), и изгибают до тех пор, пока на поверхности образца не появится трещина размером более 1/16 дюйма (1,6 мм) в любом размере. сварка. Если трещины не появляются, изгиб продолжают до тех пор, пока образцы толщиной 1/4 дюйма (6,4 мм) или меньше не смогут быть испытаны в тисках. Более тяжелая пластина обычно испытывается на прессе или на приспособлении для гибки. Независимо от того, используются ли при испытании на свободный изгиб тиски или другой тип сжимающего устройства, рекомендуется обработать верхнюю и нижнюю контактные пластины гибочного оборудования так, чтобы поверхности были параллельны концам образца (E, рис. 13- 4). Это предотвратит соскальзывание и выпадение образца из испытательной машины при его изгибе.
13- 4). Это предотвратит соскальзывание и выпадение образца из испытательной машины при его изгибе.
б. После изгиба образца до точки, где завершается испытательный изгиб, расстояние между размеченными линиями на образце снова измеряют и записывают как расстояние Y. Чтобы найти процент удлинения, вычтите начальное расстояние из конечного, разделите на начальное расстояние и умножить на 100 (рис. 13-4). Обычные требования для прохождения этого испытания заключаются в том, что минимальное удлинение должно составлять 15 процентов, а на поверхности сварного шва не должно быть трещин размером более 1/16 дюйма (1,6 мм) в любом размере.
с. Испытание на свободный изгиб в значительной степени заменяется испытанием на управляемый изгиб, где имеется необходимое испытательное оборудование.
13-16. ТЕСТ НА ИЗГИБ
Испытание на обратный изгиб используется для определения качества металла шва и степени проникновения в корень Y сварного стыкового соединения. Используемые образцы аналогичны тем, которые требуются для испытания на свободный изгиб (параграф 13-15), за исключением того, что они изгибаются так, что корень сварного шва находится на стороне растяжения или снаружи. Испытываемые образцы должны изгибаться 90 градусов без разрыва. Это испытание в значительной степени заменяется испытанием на управляемый изгиб (параграфы 13-14).
Используемые образцы аналогичны тем, которые требуются для испытания на свободный изгиб (параграф 13-15), за исключением того, что они изгибаются так, что корень сварного шва находится на стороне растяжения или снаружи. Испытываемые образцы должны изгибаться 90 градусов без разрыва. Это испытание в значительной степени заменяется испытанием на управляемый изгиб (параграфы 13-14).
13-17. НИК БРЕЙК ТЕСТ
а. Испытание на надрыв было разработано для определения наличия в металле шва сварного стыкового соединения каких-либо внутренних дефектов, таких как шлаковые включения, газовые карманы, непровар и/или окисленный или перегоревший металл. Образец получают из сварного стыка механической обработкой или резкой кислородно-ацетиленовой горелкой. Каждая кромка сварного шва в месте соединения прорезается с помощью пропила по центру (рис. 13-5). Подготовленная таким образом деталь накладывается на два стальных блока (рис. 13-5) и забивается тяжелым молотком до тех пор, пока участок сварного шва между пазами не разрушится. Обнаженный таким образом металл должен быть полностью расплавлен и не содержать шлаковых включений. Размер любого газового кармана не должен превышать 1/16 дюйма (1,6 мм) по большему измерению, а количество газовых карманов или пор на квадратный дюйм (64,5 кв. мм) не должно превышать 6,9.0003
Обнаженный таким образом металл должен быть полностью расплавлен и не содержать шлаковых включений. Размер любого газового кармана не должен превышать 1/16 дюйма (1,6 мм) по большему измерению, а количество газовых карманов или пор на квадратный дюйм (64,5 кв. мм) не должно превышать 6,9.0003
б. Другой метод испытания на разрыв используется для определения прочности угловых сварных швов. Это испытание на разрыв углового шва. К вершине V-образного образца прикладывают усилие с помощью пресса, испытательной машины или ударов молотка до разрыва углового шва. Поверхности излома затем будут проверены на прочность.
13-18. ИСПЫТАНИЕ НА ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ
а. Это испытание используется для измерения прочности сварного соединения. Часть а для определения приваренной пластины находится посередине между губками испытательной машины (рис. 13-6). Толщину по ширине испытуемого образца измеряют перед испытанием, площадь в квадратных дюймах рассчитывают путем их умножения перед испытанием, а площадь в квадратных дюймах рассчитывают путем умножения этих двух цифр (см. формулу, рис. 13-6). Затем образец для испытания на растяжение монтируют в машину, которая будет прикладывать к нему достаточное усилие, чтобы сломать образец. Испытательная обработка может быть как стационарной, так и переносной. На рис. 13-7 показана машина переносного типа, работающая по гидравлическому принципу и способная как тянуть, так и сгибать образцы для испытаний. Когда образец испытывается на этой машине, на манометре регистрируется нагрузка в фунтах. В стационарных типах приложенная нагрузка может быть зарегистрирована на балансировочной балке. В любом случае регистрируется нагрузка в точке разрыва. Образцы для испытаний, разрушенные при испытании на растяжение, показаны на рис. 13-3.
формулу, рис. 13-6). Затем образец для испытания на растяжение монтируют в машину, которая будет прикладывать к нему достаточное усилие, чтобы сломать образец. Испытательная обработка может быть как стационарной, так и переносной. На рис. 13-7 показана машина переносного типа, работающая по гидравлическому принципу и способная как тянуть, так и сгибать образцы для испытаний. Когда образец испытывается на этой машине, на манометре регистрируется нагрузка в фунтах. В стационарных типах приложенная нагрузка может быть зарегистрирована на балансировочной балке. В любом случае регистрируется нагрузка в точке разрыва. Образцы для испытаний, разрушенные при испытании на растяжение, показаны на рис. 13-3.
б. Прочность на растяжение, которая определяется как напряжение в фунтах на квадратный дюйм, рассчитывается путем деления разрушающей нагрузки образца на исходную площадь поперечного сечения образца. Обычные требования к прочности на растяжение сварных швов заключаются в том, что образец должен растягиваться не менее чем на 90 % от прочности на растяжение основного металла.
Обычные требования к прочности на растяжение сварных швов заключаются в том, что образец должен растягиваться не менее чем на 90 % от прочности на растяжение основного металла.
с. Прочность на сдвиг поперечных и продольных угловых швов определяют по растягивающему напряжению на испытуемых образцах. Ширина образца измеряется в дюймах. Образец разрывается под действием растягивающей нагрузки и определяется максимальная нагрузка в фунтах. Прочность сварного шва на сдвиг в фунтах на погонный дюйм определяется путем деления максимальной нагрузки на длину разорвавшегося углового шва. Прочность на сдвиг в фунтах на квадратный дюйм получается путем деления прочности на сдвиг в фунтах на погонный дюйм на средний размер сварного шва в дюймах. Образцы для испытаний делаются шире, чем требуется, и обрабатываются до нужного размера.
13-19. ГИДРОСТАТИЧЕСКОЕ ИСПЫТАНИЕ
Это неразрушающий контроль, используемый для проверки качества сварных швов на закрытых емкостях, таких как сосуды под давлением и резервуары. Испытание обычно состоит из заполнения сосуда водой и приложения давления, превышающего рабочее давление сосуда. Иногда большие резервуары наполняют водой без давления, чтобы обнаружить возможную утечку через дефектные сварные швы. Другой метод заключается в проверке с помощью масла, а затем пропаривания сосуда. Заметно проявляется обратное просачивание масла из-за хвостовика.
Испытание обычно состоит из заполнения сосуда водой и приложения давления, превышающего рабочее давление сосуда. Иногда большие резервуары наполняют водой без давления, чтобы обнаружить возможную утечку через дефектные сварные швы. Другой метод заключается в проверке с помощью масла, а затем пропаривания сосуда. Заметно проявляется обратное просачивание масла из-за хвостовика.
13-20. ТЕСТ НА МАГНИТНЫЕ ЧАСТИЦЫ
Это метод испытания или контроля, используемый для сварных швов и деталей из сталей из магнитных сплавов. Он применим только к ферромагнитным материалам, в которых наплавленный шов также является ферромагнитным. С помощью электрического тока большой силы тока в проверяемом изделии создается сильное магнитное поле. Поле рассеяния будет создано любой неоднородностью, пересекающей это поле в детали. Локальные полюса создаются полем рассеяния. Эти полюса притягивают и удерживают магнитные частицы, которые для этой цели помещаются на поверхность. Рисунок частиц, образующийся на поверхности, указывает на наличие несплошности или дефекта на поверхности детали или вблизи нее.
Рисунок частиц, образующийся на поверхности, указывает на наличие несплошности или дефекта на поверхности детали или вблизи нее.
13-21. РЕНТГЕНОВСКИЙ ТЕСТ
Это радиографический метод контроля, используемый для выявления наличия и характера внутренних дефектов в сварном шве, таких как трещины, шлак, пузыри и зоны, где отсутствует надлежащее сплавление. На практике с одной стороны свариваемой пластины размещают рентгеновскую трубку, а с другой — рентгеновскую пленку со специальной чувствительной эмульсией. При проявлении дефекты в металле проявляются в виде темных пятен и полос, которые может интерпретировать оператор, имеющий опыт работы с этим методом контроля. Пористость и неполноценное проникновение корня, выявленные при рентгенологическом контроле, показаны на рис. 13-8.
ПРИМЕЧАНИЕ
Инструкции по обращению с рентгеновским аппаратом во избежание причинения вреда обслуживающему персоналу содержатся в «Американских стандартных правилах промышленного использования рентгеновских лучей».
13-22. ГАММА-ТЕСТ
Этот тест представляет собой рентгенографический метод контроля, аналогичный рентгеновскому методу, описанному в пунктах 13-13, за исключением того, что гамма-лучи исходят из капсулы из сульфата радия, а не из рентгеновской трубки. Из-за коротких длин волн гамма-излучения возможно проникновение в срезы значительной толщины, но время, необходимое для воздействия на металл любой толщины, намного больше, чем требуется для рентгеновских лучей, из-за меньшей скорости, с которой гамма-излучение образуются лучи. Рентгеновское тестирование используется для большинства рентгенографических проверок, но гамма-оборудование имеет то преимущество, что оно чрезвычайно портативно.
13-23. ФЛУОРЕСЦЕНТНЫЙ ТЕСТ НА ПЕНЕТРАНТ
Люминесцентная пенетрантная дефектоскопия — это метод неразрушающего контроля, с помощью которого можно локализовать трещины, поры, утечки и другие дефекты в твердых материалах. Он особенно полезен для обнаружения поверхностных дефектов в сварных швах из немагнитных материалов, таких как алюминий, магний и аустенитная сталь, а также для обнаружения утечек во всех типах сварных швов. В этом методе используется смываемый водой высокофлуоресцентный материал с исключительными проникающими свойствами. Этот материал наносится на чистую сухую поверхность проверяемого металла кистью, распылением или погружением. Избыток материала удаляют ополаскиванием, протиранием чистой смоченной водой тряпкой или пескоструйной обработкой. Затем наносится проявитель влажного или сухого типа. Неровности на поверхностях, которые были должным образом очищены, обработаны пенетрантом, промыты и обработаны проявителем, имеют яркую флуоресцентную индикацию в черном свете.
Он особенно полезен для обнаружения поверхностных дефектов в сварных швах из немагнитных материалов, таких как алюминий, магний и аустенитная сталь, а также для обнаружения утечек во всех типах сварных швов. В этом методе используется смываемый водой высокофлуоресцентный материал с исключительными проникающими свойствами. Этот материал наносится на чистую сухую поверхность проверяемого металла кистью, распылением или погружением. Избыток материала удаляют ополаскиванием, протиранием чистой смоченной водой тряпкой или пескоструйной обработкой. Затем наносится проявитель влажного или сухого типа. Неровности на поверхностях, которые были должным образом очищены, обработаны пенетрантом, промыты и обработаны проявителем, имеют яркую флуоресцентную индикацию в черном свете.
13-24. ИСПЫТАНИЯ НА ТВЕРДОСТЬ
а. Общий . Твердость можно определить как способность вещества сопротивляться вдавливанию или локализованному смещению. Обычно применяемый тест на твердость представляет собой неразрушающий контроль, используемый в основном в лаборатории, а не в полевых условиях. Испытания на твердость используются как средство контроля свойств материалов, используемых для определенных целей, после того, как была установлена желаемая твердость для конкретного применения. Испытание на твердость используется для определения твердости металла сварного шва. При тщательном испытании сварного соединения можно выделить твердые участки и определить степень влияния тепла сварки на свойства основного металла.
Обычно применяемый тест на твердость представляет собой неразрушающий контроль, используемый в основном в лаборатории, а не в полевых условиях. Испытания на твердость используются как средство контроля свойств материалов, используемых для определенных целей, после того, как была установлена желаемая твердость для конкретного применения. Испытание на твердость используется для определения твердости металла сварного шва. При тщательном испытании сварного соединения можно выделить твердые участки и определить степень влияния тепла сварки на свойства основного металла.
б. Оборудование для определения твердости .
(1) Тест файла . Простейшим методом определения сравнительной твердости является испытание напильником. Это выполняется путем запуска напильника под ручным давлением над тестируемой деталью. Можно получить информацию о том, тверже или мягче испытуемый металл, чем напильник или другие материалы, прошедшие такую же обработку.
(2) Машины для определения твердости .
(а) Общий . Существует несколько типов твердомеров. Каждый из них уникален тем, что его функциональный дизайн лучше всего подходит для конкретной области или применения, для которого предназначена машина. Однако с одним и тем же металлом можно использовать более одного типа станков, и полученные значения твердости могут быть удовлетворительно сопоставлены. В лабораторных испытаниях твердости металлов чаще всего используются два типа машин: твердомер по Бринеллю и твердомер по Роквеллу.
(b) Твердомер по Бринеллю . В испытаниях по Бринеллю образец устанавливается на наковальне машины, и к шарику из закаленной стали, который находится в контакте с поверхностью испытуемого образца, прикладывается нагрузка в 6620 фунтов (3003 кг). Стальной шарик имеет диаметр 0,4 дюйма (10,2 мм). Нагрузку оставляют на 1/2 минуты, а затем отпускают и измеряют глубину углубления, сделанного шариком на образце. Результирующее число твердости по Бринеллю получают по следующей формуле:
Результирующее число твердости по Бринеллю получают по следующей формуле:
Следует отметить, что для облегчения определения твердости по Бринеллю фактически измеряется диаметр углубления, а не его глубина. Таблицы чисел твердости по Бринеллю были подготовлены для различных диаметров оттисков. Эти диаграммы обычно используются для определения чисел Бринелля.
(c) Твердомер по Роквеллу . Принцип работы тестера Роквелла практически такой же, как у тестера Бринелля. Он отличается от тестера Бринелля тем, что на меньший шарообразный или конусообразный алмаз воздействует меньшая нагрузка. Глубина вдавливания измеряется и указывается на шкале, прикрепленной к машине. Твердость выражается в произвольных цифрах, называемых «числами Роквелла». Перед ними стоят буквенные обозначения, такие как «B» или «C», чтобы указать размер используемого мяча, приложенную нагрузку и шкалу, используемую в тесте.
13-25. ТЕСТ MAGNAFLUX
а. Общий . Это быстрый неразрушающий метод обнаружения дефектов на поверхности или вблизи поверхности стали и ее магнитных сплавов посредством правильного намагничивания и применения ферромагнитных частиц.
б. Основные принципы . Для всех практических целей осмотр Magnaflux можно сравнить с использованием увеличительного стекла. Однако вместо стекла используются магнитное поле и ферромагнитные порошки. Метод магнитопорошкового контроля основан на двух принципах: во-первых, магнитное поле создается в куске металла, когда через него или вокруг него протекает электрический ток; во-вторых, крошечные полюса устанавливаются на поверхности металла везде, где это магнитное поле нарушается или искажается.
с. Когда ферромагнитные частицы подносятся к намагниченной детали, они сильно притягиваются к этим полюсам и крепче удерживаются на них, чем на остальной поверхности детали, образуя тем самым видимую индикацию.
13-26. ВИХРЕТОКОВЫЙ (ЭЛЕКТРОМАГНИТНЫЙ) КОНТРОЛЬ.
а. Общий . Вихретоковый (электромагнитный) контроль — метод неразрушающего контроля, основанный на принципе, что электрический ток будет протекать по любому проводнику, находящемуся в изменяющемся магнитном поле. Он используется для проверки сварных швов в магнитных и немагнитных материалах и особенно полезен при проверке стержней, галтелей, сварных труб и труб. Частота может варьироваться от 50 Гц до 1 МГц, в зависимости от типа и толщины материала текущих методов. Первый относится к испытаниям, в которых магнитная проницаемость материала является фактором, влияющим на результаты испытаний, а второй — к испытаниям, в которых участвует электрическая проводимость.
б. Неразрушающий контроль вихретоковыми методами включает возбуждение электрических токов (вихревых токов или токов Фуко) в образце для испытаний и измерение изменений, вызванных неоднородностями или другими физическими различиями в образце для испытаний. Такие тесты можно использовать не только для обнаружения несплошностей, но и для измерения отклонений в размерах и удельном сопротивлении испытуемого образца. Поскольку удельное сопротивление зависит от таких свойств, как химический состав (чистота и легирование), ориентация кристаллов, термическая обработка и твердость, эти свойства также могут быть определены косвенно. Электромагнитные методы подразделяются на магнитоиндуктивные и вихретоковые. Первый относится к испытаниям, в которых магнитная проницаемость материала является фактором, влияющим на результаты испытаний, а второй — к испытаниям, в которых участвует электрическая проводимость.
Такие тесты можно использовать не только для обнаружения несплошностей, но и для измерения отклонений в размерах и удельном сопротивлении испытуемого образца. Поскольку удельное сопротивление зависит от таких свойств, как химический состав (чистота и легирование), ориентация кристаллов, термическая обработка и твердость, эти свойства также могут быть определены косвенно. Электромагнитные методы подразделяются на магнитоиндуктивные и вихретоковые. Первый относится к испытаниям, в которых магнитная проницаемость материала является фактором, влияющим на результаты испытаний, а второй — к испытаниям, в которых участвует электрическая проводимость.
с. Один из методов создания вихревых токов в образце для испытаний состоит в том, чтобы сделать образец сердечником индукционной катушки переменного тока. Есть два способа измерения изменений, происходящих в величине и распределении этих токов. Первый заключается в измерении резистивной составляющей импеданса возбуждающей катушки (или вторичной испытательной катушки), а второй — в измерении индуктивной составляющей импеданса возбуждающей (или вторичной) катушки. Электронное оборудование было разработано для измерения либо резистивной, либо индуктивной составляющих импеданса по отдельности или обоих одновременно.
Электронное оборудование было разработано для измерения либо резистивной, либо индуктивной составляющих импеданса по отдельности или обоих одновременно.
д. Вихревые токи индуцируются в проводящем испытательном образце за счет переменной электромагнитной индукции или действия трансформатора. Вихревые токи имеют электрическую природу и обладают всеми свойствами, присущими электрическим токам. При генерировании вихревых токов испытуемый образец, который должен быть проводником, помещается в поле катушки, по которой течет переменный ток. Катушка может охватывать деталь, может иметь форму зонда или, в случае трубчатой формы, может быть намотана, чтобы поместиться внутри трубы. Вихревой ток в металлическом образце также создает собственное магнитное поле, противодействующее исходному магнитному полю. На импеданс возбуждающей катушки или второй катушки, соединенной с первой в непосредственной близости от образца, влияет наличие наведенных вихревых токов. Эта вторая катушка часто используется для удобства и называется сенсорной или принимающей катушкой. Путь вихревого тока искажается наличием разрыва. Трещина и отклоняет, и вытесняет вихревые токи. Таким образом, кажущийся импеданс катушки изменяется при наличии дефекта. Это изменение можно измерить и использовать для выявления дефектов или различий в физической, химической и металлургической структуре. Подповерхностные разрывы также могут быть обнаружены, но ток падает с глубиной.
Эта вторая катушка часто используется для удобства и называется сенсорной или принимающей катушкой. Путь вихревого тока искажается наличием разрыва. Трещина и отклоняет, и вытесняет вихревые токи. Таким образом, кажущийся импеданс катушки изменяется при наличии дефекта. Это изменение можно измерить и использовать для выявления дефектов или различий в физической, химической и металлургической структуре. Подповерхностные разрывы также могут быть обнаружены, но ток падает с глубиной.
13-27. ИСПЫТАНИЯ НА АКУСТИЧЕСКУЮ ЭМИССИЮ
а. Методы контроля акустической эмиссии (AET) в настоящее время считаются дополнительными к другим методам неразрушающего контроля. Однако они применялись во время контрольных испытаний, периодических проверок, обслуживания и изготовления.
б. Испытания акустической эмиссии состоят из обнаружения акустических сигналов, вызванных пластической деформацией или образованием трещин во время нагрузки. Эти сигналы присутствуют в широком частотном спектре вместе с фоновым шумом от многих других источников. Преобразователи, стратегически расположенные на конструкции, активируются поступающими сигналами. Благодаря подходящим методам фильтрации фоновый шум в композитном сигнале заметно снижается. Любой источник значимых сигналов наносится путем триангуляции на основе времени прихода этих сигналов на различные преобразователи.
Эти сигналы присутствуют в широком частотном спектре вместе с фоновым шумом от многих других источников. Преобразователи, стратегически расположенные на конструкции, активируются поступающими сигналами. Благодаря подходящим методам фильтрации фоновый шум в композитном сигнале заметно снижается. Любой источник значимых сигналов наносится путем триангуляции на основе времени прихода этих сигналов на различные преобразователи.
13-28. ТЕСТИРОВАНИЕ ФЕРРИТОВ
а. Влияние содержания феррита . Наплавленные наплавки из полностью аустенитной нержавеющей стали имеют тенденцию к образованию небольших трещин даже в условиях минимального ограничения. Эти небольшие трещины, как правило, располагаются поперек линии сплавления шва в проходах сварки и в основном металле, которые были повторно нагреты почти до точки плавления материала последующими проходами сварки. Трещины являются явно вредными дефектами и недопустимы. С другой стороны, влияние трещин на характеристики сварки менее очевидно, так как эти микротрещины быстро замазываются очень жестким аустенитным текстом-маленькой связью. Трещиноватые наплавки удовлетворительно работают в очень тяжелых условиях. Однако тенденция к образованию трещин обычно идет рука об руку с тенденцией к более крупным трещинам, поэтому часто желательно избегать чувствительных к трещинам металлов сварного шва.
Трещиноватые наплавки удовлетворительно работают в очень тяжелых условиях. Однако тенденция к образованию трещин обычно идет рука об руку с тенденцией к более крупным трещинам, поэтому часто желательно избегать чувствительных к трещинам металлов сварного шва.
б. Присутствие небольшой доли фазы магнитного дельта-феррита в аустенитном (немагнитном) наплавленном металле влияет на предотвращение как растрескивания, так и образования трещин по центральной линии. Количество дельта-феррита в сваренном материале в значительной степени определяется балансом в составе металла сварного шва между элементами, способствующими ферриту (наиболее распространены хром, кремний, молибден и колумбий), и элементами, способствующими аустениту (никель, наиболее распространены марганец, углерод и азот). Однако избыток дельта-феррита может отрицательно сказаться на свойствах металла сварного шва. Чем больше количество дельта-феррита, тем ниже будет пластичность и ударная вязкость металла шва.